The application of molecular sieve and activated alumina in cryogenic air separation
Cryogenic air separation units (ASUs) employ a “molecular sieve” “pre-purification unit” (PPU) to remove carbon dioxide and water nitrogen oxide(N2O) from the incoming air by adsorbing these molecules onto the surface of molecular sieve materials at near-ambient temperature.
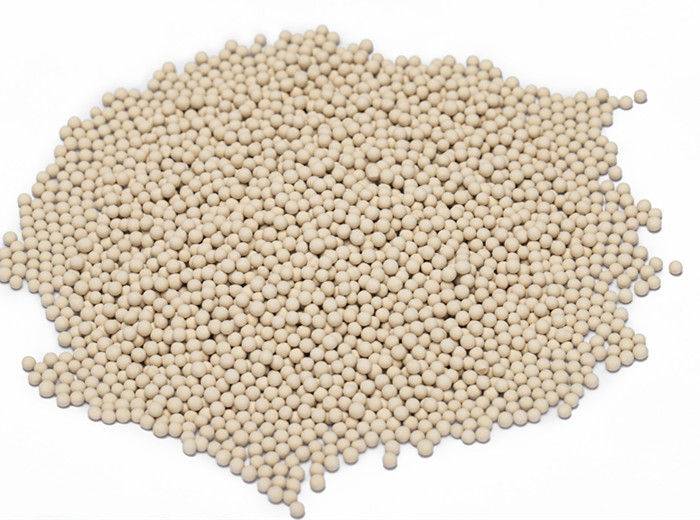
Jalon offers an efficient solution to removing carbon dioxide and water with our molecular sieve. Our product consists of microporous openings that selectively absorb contaminant molecules while allowing select gases to pass.Molecular sieve 13X-APG, JLOX-300 ,JLPM,CAX conbined with activated alumina is designed for cryogenic air separation to remove of moisture and CO2/N2O. Activated alumina removes most of the water and 13X-APG , JLOX-300,JLPM removes most of the CO2.CAX removes N2O.
All three products have superior absorption capabilities while in a near-ambient temperature environment within cryogenic air separation production. Our molecular sieve solution is also affordable and easy to incorporate with oxygen, nitrogen, and argon production plants.