Pressure Swing Adsorption for Hydrogen Purification: Process Dynamics and Adsorbent Optimization
Core Principles of Pressure Swing Adsorption in Hydrogen Purification
At its thermodynamic heart, Pressure Swing Adsorption (PSA) is a sophisticated gas separation process that exploits the physical phenomenon of adsorption to isolate high-purity hydrogen from complex gas mixtures. Unlike chemical absorption, PSA relies on the reversible physical bond between gas molecules and solid adsorbent surfaces, driven primarily by Van der Waals forces and electrostatic interactions. The fundamental "logic" of the system is dictated by the relationship between the partial pressure of a gas and its affinity for a specific adsorbent material—a principle governed by Dalton’s Law of Partial Pressures and the Langmuir Adsorption Isotherm.
In a typical psa hydrogen purification scenario—such as treating Syngas from Steam Methane Reforming (SMR)—the feed gas contains hydrogen mixed with impurities like Carbon Monoxide (CO), Carbon Dioxide (CO2), Methane (CH4), and Nitrogen (N2). Hydrogen is a uniquely small, non-polar molecule with extremely low polarizability. Consequently, it has a very weak affinity for most industrial adsorbents. In contrast, impurity molecules are larger, often polar, or highly polarizable. Under high pressure (typically 10 to 40 bar), these impurities are "squeezed" into the micropores of the adsorbent bed, while the hydrogen molecules glide through the voids virtually unobstructed, emerging as a high-purity product stream.
The efficacy of a PSA system is not merely defined by what the adsorbent "grabs," but how effectively it can be "cleaned" during the regeneration phase. This is represented by the Adsorption Isotherm, which plots the quantity of gas adsorbed against its pressure at a constant temperature. For hydrogen purification to reach fuel-cell grade levels, engineers must account for "Void Space gas"—the residual impurities trapped in the interstitial spaces between adsorbent pellets. If this void gas is not properly displaced through precise process design (such as co-current depressurization and high-purity purging), the final purity will inevitably fluctuate. Achieving 99.999% purity requires a rigorous "displacement" strategy where product-grade hydrogen is used to sweep away these last traces of contaminants before the next adsorption cycle begins.
While often confused, PSA and Vacuum Pressure Swing Adsorption (VPSA) serve different economic niches. PSA operates at high positive pressures and regenerates at near-atmospheric pressure, making it the "gold standard" for hydrogen sources that are already pressurized (like SMR off-gas). VPSA, however, uses a vacuum blower to pull the bed to sub-atmospheric pressures (0.2–0.5 bar) for regeneration. While VPSA is excellent for oxygen or nitrogen generation from ambient air, applying it to high-pressure hydrogen streams often results in unnecessary power consumption and higher CAPEX due to the addition of vacuum machinery.
Why Choose PSA: Advantages, Limitations, and Application Scenarios
The selection of a purification technology is a high-stakes decision involving capital expenditure (CAPEX), operational expense (OPEX), and long-term reliability. In the landscape of industrial gas separation, particularly when comparing pressure swing adsorption for hydrogen purification against competing technologies like membrane separation or cryogenic methods, PSA has emerged as the dominant force for hydrogen production, but it is essential for project managers to understand its balance of strengths and constraints.
The Pros and Cons of PSA Technology
- Extreme Purity Capability: PSA is one of the few technologies capable of consistently delivering "five-nines" (99.999%) or even "six-nines" (99.9999%) purity at an industrial scale. This is critical for downstream applications such as semiconductor manufacturing or PEM fuel cells.
- Thermal Efficiency: Unlike Cryogenic Distillation, which requires cooling gases to below -200°C, PSA operates at ambient or near-ambient temperatures. This drastically reduces the energy intensive "cooling load," leading to significant OPEX savings in most climates.
- Operational Autonomy: Modern PSA units are fully automated, utilizing advanced PLC or DCS systems to manage complex valve sequences. This allows for unmanned operation and rapid response to changes in feed gas composition.
However, PSA is not without its limitations. The primary engineering trade-off is the Purity vs. Recovery Rate dilemma. To achieve the extreme purity required by modern standards, a portion of the hydrogen must be used as "purge gas" to clean the beds, which typically results in a recovery rate between 75% and 90%. Furthermore, the system is mechanically intensive; the constant cycling of pressure puts immense fatigue stress on programmable valves, requiring a robust preventative maintenance schedule.
When is PSA the Absolute Mandatory Choice?
There are three specific industrial scenarios where PSA is not just an option, but an engineering necessity:
- Fuel Cell Grade Hydrogen Production: ISO 14687 standards for hydrogen fuel specify that Carbon Monoxide levels must be kept below 0.2 ppm. Membrane separation technology, while compact, typically reaches a ceiling of 95–98% purity, which is insufficient to prevent "catalyst poisoning" in fuel cell stacks. Only PSA offers the molecular-level precision to meet these stringent limits.
- Large-Scale SMR Tail Gas Recovery: Steam Methane Reforming produces an off-gas that is already at high pressure (20–30 bar). PSA integrates seamlessly into this workflow, utilizing the existing pressure energy to drive the separation without the need for additional compression, making it the most energy-efficient choice.
- CAPEX-Sensitive High Purity Projects: For medium-to-large projects that require extreme purity but do not need to recover secondary by-products (like pure CO2 or CO), PSA provides a much lower initial investment threshold compared to complex Cryogenic Distillation plants.
The Standard Four-Phase Workflow of PSA Systems
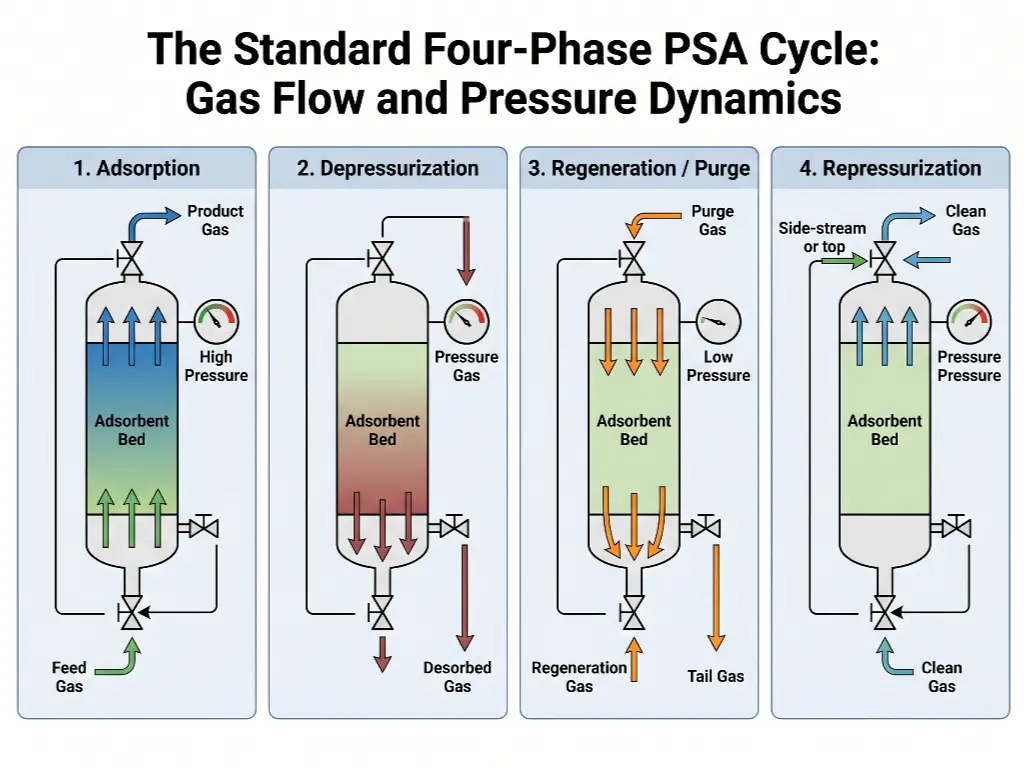
The operation of a PSA system is a rhythmic, cyclic process designed to ensure a continuous flow of pure hydrogen despite the batch-nature of individual adsorbent beds. This cycle is typically divided into four critical phases, managed by high-precision valve timing.
1. Adsorption (Production Phase): The raw feed gas enters the bottom of the adsorbent tower at high pressure. As the gas travels upward, impurities (CO, CO2, CH4, N2, H2O) are selectively adsorbed by the layers of media. High-purity psa hydrogen exits the top of the tower and enters the product header. This phase continues until the "adsorption front" nearly reaches the top of the bed, at which point the tower must be regenerated.
2. Depressurization (Energy & Gas Recovery): Once the bed is saturated, the feed valve closes. The bed undergoes depressurization in two stages: first, "Equalization," where the high-pressure gas in the void spaces is transferred to another tower currently at low pressure; second, "Blowdown," where the remaining gas is vented to the fuel header. Equalization is vital for recovering hydrogen that would otherwise be lost during regeneration.
3. Regeneration/Purge (The Cleaning Phase): This is the most critical stage for maintaining long-term purity. At the lowest cycle pressure, a stream of "Purge Gas" (derived from the product hydrogen of another tower) is sent counter-currently through the bed. This sweeps away the desorbed impurities from the adsorbent pores. The ratio of purge gas to feed gas (P/F Ratio) is the primary "tuning knob" for engineers; a higher ratio ensures cleaner beds but reduces the overall hydrogen recovery rate.
4. Repressurization (Preparation): Before the tower can accept feed gas again, its pressure must be raised to match the feed header. This is done gradually using both equalization gas from other towers and a small slipstream of product hydrogen. Gradual repressurization is essential to prevent "bed lifting" or mechanical shock to the adsorbent pellets.
Essential Equipment and Advanced Process Control Technologies
A modern psa unit hydrogen facility is more than just a set of tanks; it is a high-performance mechanical system that must operate with 99.9% uptime. The quality of the hardware directly dictates the purity of the gas.
Critical Hardware Infrastructure
The Adsorption Towers themselves are high-pressure vessels designed with specific "Aspect Ratios" (height-to-diameter). A tall, narrow tower ensures a more stable adsorption front and prevents "channeling," where gas bypasses sections of the adsorbent. Complementing these are Buffer Tanks, which act as the system's "lungs," smoothing out the pressure pulses inherent in switching beds and ensuring the downstream pipeline receives a steady, non-fluctuating flow of hydrogen.
However, the true "heart" of the system is the Programmable Valves. In a 4-bed or 6-bed PSA system, these valves may cycle over 1,000,000 times per year. Industrial failure is often caused by valves that leak or fail to actuate within the required millisecond window. Critically, these valves must be engineered for linear control. In the past, "fast-acting" valves were sought after, but modern engineering realizes that "instant" opening causes a "Pressure Hammer" effect. This sudden surge of gas can cause adsorbent pellets to "boil" or fluidize, leading to Pulverization. Once the adsorbent turns to dust, it creates a massive pressure drop and clogs the valve seals, leading to a catastrophic system failure. Therefore, high-end PSA systems use valves that open and close along a controlled, programmed curve.
Advanced Process Control: Multi-Tower Sequential Logic
The complexity of PSA grows with the number of beds. Multi-Tower Sequential Control allows for "Overlap Adsorption," where multiple towers produce hydrogen simultaneously to ensure constant pressure. Furthermore, Multi-Pressure Equalization (utilizing 2, 3, or even 4 equalization steps) is the secret to high recovery rates. By "sharing" pressure between towers multiple times, the system minimizes the amount of hydrogen sent to the flare or fuel system, directly improving the project's ROI.
Adsorbent Selection Strategies for Complex Feed Gases
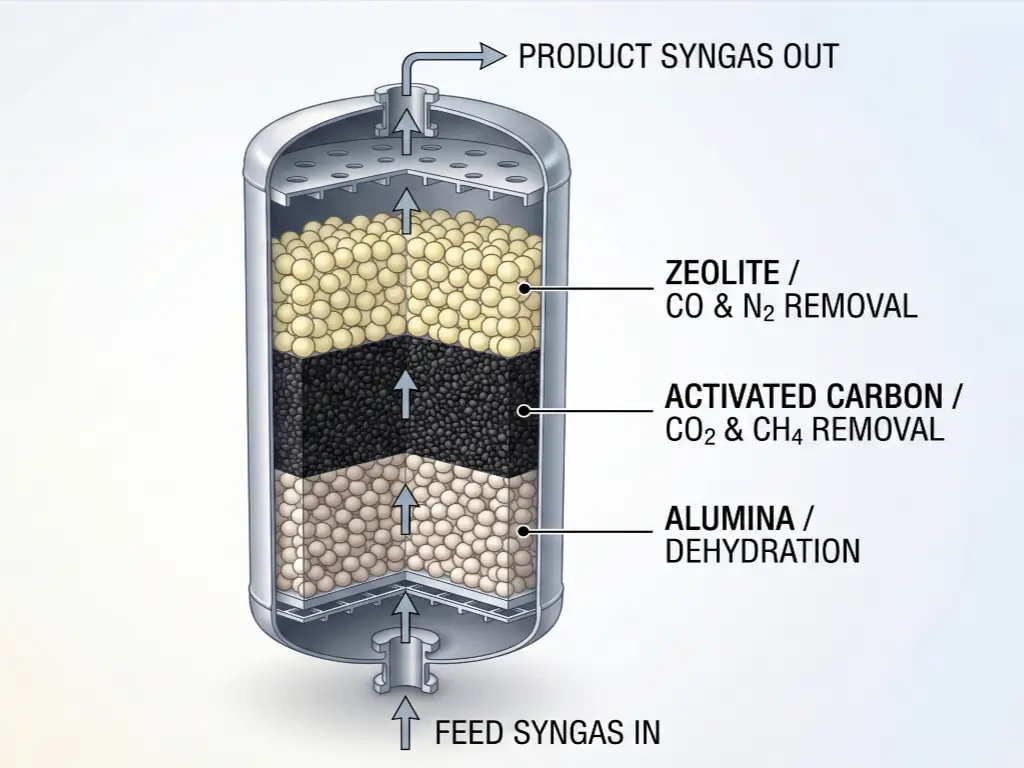
A high-performance PSA bed is rarely filled with a single material. Instead, it is a meticulously engineered "Multi-Layer Cake," where each layer is optimized to remove a specific class of contaminants in a specific order. Failure to follow this "Layered Logic" can result in the permanent poisoning of the entire bed.
Bottom Layer: Dehydration (Alumina / Silica Gel)
The feed gas often contains trace amounts of water vapor or heavy hydrocarbons. The bottom layer, or the "guard layer," usually consists of Activated Alumina or Silica Gel. These materials have a high affinity for polar water molecules. Their role is to act as the first line of defense, ensuring the gas is bone-dry before it reaches the more sensitive layers above. If water reaches the Zeolite layer, it creates a "Water Poisoning" effect, where the water molecules bind so tightly to the Zeolite pores that they cannot be removed during the purge phase, rendering the bed useless.
Middle Layer: Bulk Impurity Adsorption (Activated Carbon)
Once dehydrated, the gas passes into the Activated Carbon layer. This is the "workhorse" section of the bed, responsible for removing the bulk of the CO2 and CH4. Activated Carbon has a vast surface area with a diverse pore size distribution, making it ideal for high-capacity adsorption of non-polar or moderately polar impurities. Engineers must ensure this layer is deep enough to handle the peak concentration of CO2 in the feed gas; if this layer is bypassed, the CO2 will rapidly saturate the Zeolite layer above, leading to an immediate "purity breakthrough."
Top Layer: Deep Purification (Zeolite Molecular Sieves)
The final "polishing" happens at the top of the tower, where Zeolite Molecular Sieves (typically 5A or Lithium-exchanged LSX) are employed. Zeolites are crystalline aluminosilicates with uniform pore diameters. They are chosen specifically for their ability to distinguish between molecules based on size and electronic properties. This is where the most difficult-to-remove impurities—Carbon Monoxide and Nitrogen—are trapped. For hydrogen intended for fuel cell vehicles, this layer is the "final gatekeeper" that keeps CO levels below the lethal 0.2 ppm threshold for the platinum catalysts in PEM stacks.
System Architecture and Bed Count Configurations
The "Bed Count" of a PSA system is its most significant architectural defining feature. It dictates the balance between capital cost and hydrogen recovery efficiency.
2-Bed and 4-Bed Systems: A 2-bed system is the simplest design, often used for small-scale on-site generation where space is limited and recovery rate is secondary to simplicity. However, they lack the ability to perform complex equalizations, often resulting in a recovery rate of only 60–70%. The 4-Bed System is the industrial "Sweet Spot." It allows for at least one equalization step and a continuous supply of purge gas, pushing recovery rates into the 75–85% range. This is the standard choice for medium-sized chemical plants and refineries.
6-Bed and High-Capacity Multi-Bed Systems: In massive petrochemical complexes or dedicated hydrogen hubs, 6-bed, 10-bed, or even 12-bed configurations are used. These systems are designed for Multi-Pressure Equalization (up to 4 steps). While the control logic and valve count are significantly higher, the ability to push recovery rates above 90% translates into millions of dollars in annual hydrogen savings for high-volume producers. At this scale, the extra CAPEX of more towers and valves is typically recouped within 12 to 18 months of operation.
Optimize Your PSA Bed with Industrial-Grade Adsorbents
In high-frequency PSA hydrogen purification, generic adsorbents inevitably succumb to pulverization and premature CO breakthrough. Securing stable 99.999% purity requires structurally resilient materials. With over 28 years of expertise, JALON engineers industrial-grade adsorbents—from high-strength Activated Alumina for bottom-layer dehydration to ultra-precise 5A/Li-LSX Zeolites for deep CO removal. Manufactured via DCS-automated lines to ensure superior compressive strength and uniform bulk density, our solutions effectively withstand pressure hammer degradation. Don't let substandard molecular sieves compromise your continuous H2 production.








