Types of Molecular Sieves — A Complete Classification Guide
Every industrial gas separation, every ton of LNG, every sealed window unit, every lithium battery — all of them depend on a material the size of a grain of sand doing one thing perfectly: letting the right molecule through while stopping everything else. Molecular sieves may be invisible to the end user, but picking the wrong type can cost a facility millions in downtime, off-spec product, or equipment damage. This guide walks through every major type, what distinguishes them at the crystal level, and how to match the right sieve to the right job.
What Are Molecular Sieves?
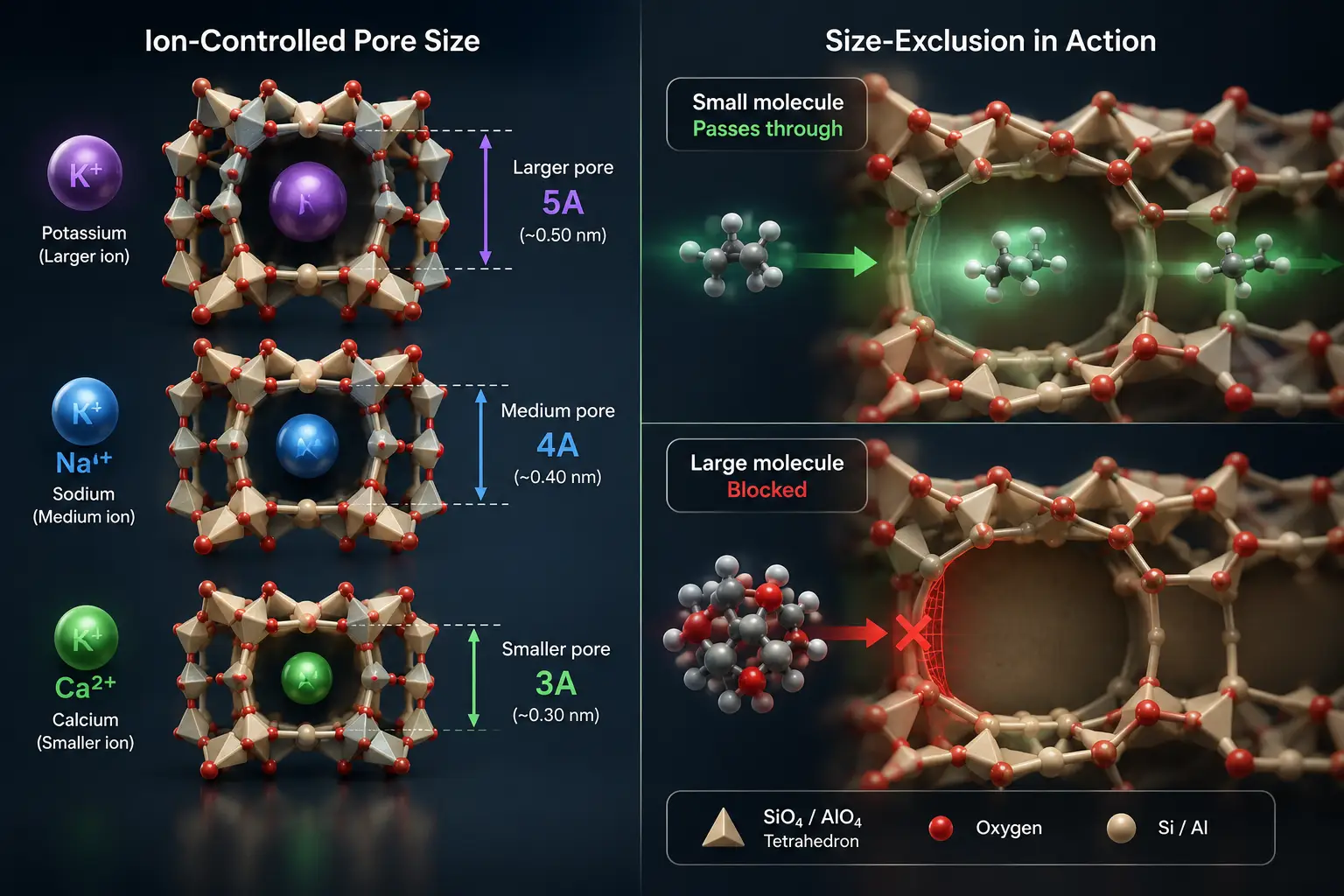
Molecular sieves are synthetic crystalline metal aluminosilicates — zeolites — engineered with uniformly sized pores that selectively trap molecules based on their dimensions. Unlike silica gel or activated alumina, which adsorb across a broad spectrum, molecular sieves operate with surgical precision: if a molecule fits through the pore window, it enters the internal cage and is held by van der Waals forces and ion-dipole interactions. If it’s too large, it passes straight through.
The Size-Exclusion Principle
The pore size of a molecular sieve is not a manufacturing tolerance — it’s a deliberate structural feature controlled by the choice of exchangeable cation. In the Type A crystal framework, a sodium ion (Na⁺) creates a nominal 4 Å opening. Replace that sodium with potassium (K⁺), and the larger ion partially obstructs the window, shrinking the effective aperture to roughly 3 Å. Swap in a divalent calcium ion (Ca²⁺), and fewer cations occupy the sites, opening the pore to approximately 5 Å. This cation-tuned architecture is what makes molecular sieves uniquely versatile — one base crystal structure yields three distinct products with three different separation capabilities.
Why Classification Matters
Choosing the wrong molecular sieve type doesn’t just reduce efficiency — it can ruin a process. A 3A sieve in a natural gas dehydration unit will saturate immediately because it can’t admit the larger hydrocarbon molecules that need to be excluded. A 13X sieve in an insulated glass unit would adsorb the insulating gas along with moisture, collapsing the window’s thermal performance. Understanding the classification system — A-type vs. X-type, cation form, pore size, and the application each serves — is foundational knowledge for anyone specifying, purchasing, or operating industrial adsorption equipment.
The Classic A-Type Molecular Sieves: 3A, 4A, and 5A
The A-type family accounts for the majority of molecular sieve consumption worldwide. All three variants share the same Linde Type A (LTA) crystal topology — what changes is the cation, and with it, the effective pore diameter and the application profile.
3A Molecular Sieve — The Selective Desiccant
With a nominal pore opening of 3 Å, this potassium-exchanged sieve is the most selective of the A-types. It adsorbs water (kinetic diameter ~2.65 Å) and ammonia (~2.6 Å) while excluding virtually everything larger — including ethane (~3.8 Å) and ethylene (~4.2 Å). This extreme selectivity makes 3A the standard choice for three critical applications: drying ethanol and methanol without co-adsorbing the product, dehydrating unsaturated hydrocarbons like propylene and butadiene (where larger-pore sieves would trigger unwanted polymerization), and preventing fogging in dual-pane insulated glass by scavenging residual moisture without touching the argon or krypton fill gas.
4A Molecular Sieve — The Universal Drying Agent
The sodium-form 4A sieve, with its 4 Å aperture, is the industry workhorse. It adsorbs water, CO₂ (3.3 Å), H₂S (3.6 Å), SO₂, and small hydrocarbons such as methane and ethane — making it suitable for general-purpose dehydration across gas and liquid streams. Static dehydration — placing sieve packets inside sealed packaging for pharmaceuticals, electronic components, and perishable chemicals — is a major 4A application. In natural gas processing, 4A dries the methane stream before pipeline injection, preventing hydrate formation that can block valves and corrode pipe walls. It also serves as a moisture scavenger in printing inks and plastic resins, where even trace water produces surface defects.
5A Molecular Sieve — The Separation Specialist
Calcium exchange opens the 5A structure to approximately 5 Å, admitting normal paraffins (n-butane, n-pentane, and straight-chain hydrocarbons up to C₂₂) while excluding branched isomers and cyclic compounds. This size-and-shape discrimination is the basis for one of molecular sieve technology’s most valuable processes: the separation of n-paraffins from iso-paraffins in petroleum refining. In pressure swing adsorption (PSA) units, 5A sieves perform hydrogen purification — adsorbing CO, CH₄, and N₂ from reformer off-gas while allowing H₂ to pass through at purities exceeding 99.9%. In PSA hydrogen purification, 5A selectively adsorbs CO, CH₄, and N₂ from reformer off-gas while allowing H₂ to pass through at purities exceeding 99.9%. For PSA oxygen generation, 13X or lithium-exchanged sieves (LiLSX) are the standard choices, selectively adsorbing nitrogen from compressed air to produce an oxygen-enriched product stream.
13X Molecular Sieve — The Large-Pore Powerhouse
Moving from the A-type to the X-type framework changes more than just the pore size — it alters the adsorption profile and opens up applications that the A-types simply cannot handle.
Structure and Adsorption Profile
13X molecular sieve belongs to the faujasite (FAU) topology family, with a pore opening of approximately 9–10 Å — nearly double that of 5A. Its higher silica-to-alumina ratio (SiO₂/Al₂O₃ ≈ 2.0–2.5, similar to A-types but with a different framework topology) gives it a different electrostatic environment inside the cages. The large pore window admits molecules that would bounce off any A-type sieve: branched hydrocarbons, cyclic compounds, and multi-contaminant gas streams. Critically, 13X can efficiently remove water and CO₂ from an air stream in a single bed — A-types struggle with this because water preferentially occupies adsorption sites, severely depressing CO₂ capacity in their smaller pores. 13X’s larger pore volume and cage structure provide sufficient capacity for both contaminants simultaneously.
Air Prepurification and Gas Sweetening
In cryogenic air separation units (ASUs) — the facilities that produce industrial oxygen and nitrogen at scale — 13X is the pre-purification standard. Before air enters the cryogenic distillation column, where temperatures plunge below -170°C, every trace of water and CO₂ must be removed to prevent ice blockage. A single 13X bed handles both contaminants in one step. The same multi-contaminant capability makes 13X the dominant choice for natural gas sweetening, where it strips H₂S, mercaptans, and water from raw gas simultaneously. The global zeolite molecular sieve market — valued at approximately USD 4.8 billion in 2025 and growing at roughly 4.5% CAGR toward USD 7.5 billion by 2035 — is driven substantially by 13X demand from expanding LNG and ASU infrastructure.

Beyond the Basics — Specialty Molecular Sieves
While 3A through 13X cover the majority of industrial adsorption, a growing family of specialty molecular sieves addresses applications where the standard types fall short on selectivity, capacity, or chemical compatibility.
Lithium-Exchanged Sieves for Oxygen Production
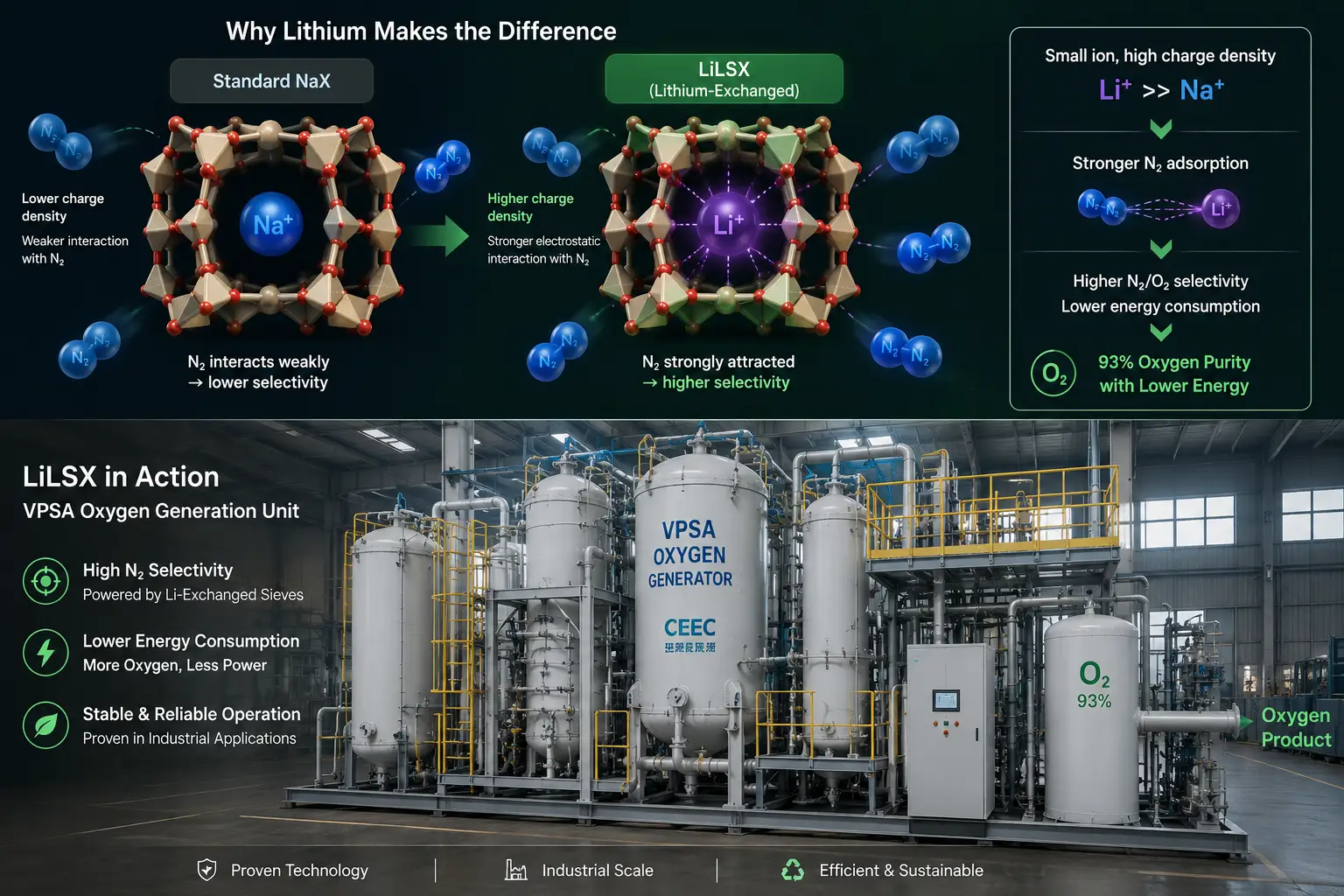
Replacing sodium with lithium in the X-type framework produces a sieve with dramatically enhanced nitrogen selectivity. Lithium’s higher charge density — it’s the smallest metal ion in the periodic table — creates stronger electrostatic interaction with nitrogen’s quadrupole moment. The result: LiLSX (lithium low-silica X) and JLOX-type sieves can produce oxygen at 93% ± 3% purity with significantly lower bed volumes and power consumption than conventional 5A or 13X systems. This advance has transformed medical oxygen concentrators and industrial PSA/VPSA oxygen plants, where every percentage point of efficiency gain translates directly to lower operating costs. A single industrial VPSA unit using lithium-type molecular sieve can deliver 7,500 Nm³ of oxygen per hour — enough to supply a mid-sized steel mill.
Binderless, Silver-Exchanged, and Other Specialty Sieves
Binderless molecular sieves eliminate the inert clay binder that typically constitutes 15–20% of a formed pellet’s mass, replacing it with additional active zeolite. The result is roughly 20% higher adsorption capacity in the same bed volume — a decisive advantage in PSA hydrogen purification, where every increment of throughput matters. Silver-exchanged zeolites (Ag-zeolite) serve an entirely different function: chemisorption. Rather than physically trapping molecules by size, the silver ions react with hydrogen, making these sieves essential as hydrogen getters in the vacuum jackets of cryogenic storage tanks. CaX sieves, with their divalent calcium in the X-type framework, offer enhanced CO₂ and nitrogen selectivity for demanding gas separations. ZSM-5, with its MFI topology and 5.5 Å pores, straddles the line between adsorbent and catalyst — its shape-selective pore structure makes it valuable in catalytic cracking, methanol-to-gasoline processes, and selective catalytic reduction (SCR) of NOx.
Zeolite Powders and Activated Forms — The Unsung Types
Not all molecular sieves ship as hard spherical beads. Powder and activated-powder forms serve critical roles in manufacturing processes where a fixed bed of pellets isn’t practical.
Synthetic Zeolite Powders (3A–13X, ZSM-5)
Synthetic zeolite powder is the precursor — the raw crystallized aluminosilicate before binder addition and forming. But it’s also a product in its own right. Powdered 3A, 4A, 5A, and 13X are formulated into coatings, dispersed in polymer matrices, and used as catalyst components where the high external surface area of micron-scale crystals (D50 = 0.5–10 μm) provides rapid adsorption kinetics. ZSM-5 powder, with its unique MFI channel system, serves as a shape-selective catalyst in petrochemical processes, admitting linear molecules into its 5.5 Å pores while excluding bulkier isomers.
Activated Zeolite Powders — Moisture Scavengers
Activated zeolite powder is molecular sieve powder that has been thermally treated to drive off residual moisture, then packaged under controlled conditions to maintain its activated state. The primary application is as a moisture scavenger in polyurethane systems, sealants, adhesives, and solvent-based coatings. When dispersed into a polyurethane formulation, activated powder adsorbs trace water that would otherwise react with isocyanate — preventing CO₂ bubble formation, extending pot life, and eliminating surface defects in the cured product. Different activated powder types match different systems: 3A for polyurethane, 4A for zinc-rich primers and paints, 5A for sealants, and 13X for broader-spectrum solvent drying.
How to Select the Right Molecular Sieve Type
Selecting a molecular sieve is not a catalog exercise — it requires matching pore geometry, cation chemistry, operating conditions, and regeneration logistics to a specific separation task.
Key Selection Parameters
Start with the target molecule: what are you removing, and what must you leave untouched? The pore size of the sieve must be larger than the target contaminant’s kinetic diameter but smaller than the product molecule you’re protecting. Next, consider operating conditions: temperature, pressure, and feed gas composition all shift the adsorption equilibrium. A sieve that works well at 25°C and 7 bar may perform poorly at 40°C and 3 bar. Regeneration is the third leg — thermal swing adsorption (TSA) requires periodic heating to 150–350°C, depending on sieve type and adsorbed contaminant — typically 180–250°C for 3A, 200–300°C for 4A and 5A, and 250–350°C for 13X, which demands energy and downtime; pressure swing adsorption (PSA) cycles faster but needs feed compression. Finally, verify that the sieve meets the regulatory requirements of your industry — REACH for European chemical sales, ISO 9001 for quality management, or IATF 16949 for automotive supply chains.
But here is where most selection guides stop — and where real projects get stuck: what happens when no off-the-shelf sieve meets all four criteria simultaneously? For applications that fall outside the standard 3A–13X performance envelope, working with a manufacturer that offers custom formulation changes the equation entirely. Rather than adapting a process to fit an available sieve, the sieve is engineered to fit the process — with parameters like zeolite crystal type (LTA, FAU, CHA, MFI, HEU), framework Si/Al ratio (adjustable from 2 to near-infinity), crystal size (D50 = 0.5–10 μm), and exchangeable cation (Na⁺, K⁺, Ca²⁺, Li⁺, Ag⁺, Ba²⁺) tuned to the specific separation target. JALON, for instance, operates six provincial R&D platforms and five joint university laboratories dedicated to application-specific molecular sieve development, and publishes a catalog of molecular sieve types and specifications covering standard and custom formulations. For performance requirements that don’t match any datasheet, a technical consultation can clarify what’s feasible before committing to a specification.
Matching Types to Industries
| Application Domain | Recommended Sieve Type | Rationale |
|---|---|---|
| Medical / industrial PSA oxygen | LiLSX, JLOX-type | Maximum N₂/O₂ selectivity, 93% O₂ purity |
| Cryogenic ASU pre-purification | 13X, JLPM series | Simultaneous H₂O + CO₂ removal, <0.1 ppm CO₂ outlet |
| Natural gas dehydration | 4A | General-purpose drying, hydrate prevention |
| Natural gas sweetening | 5A, 13X | H₂S and mercaptan removal |
| PSA hydrogen purification | 5A, binderless 5A | CO/CH₄/N₂ adsorption, H₂ >99.9% purity |
| Insulated glass | 3A | Selective H₂O removal, fill-gas preservation |
| Ethanol / olefin dehydration | 3A | Excludes product molecules, prevents polymerization |
| Li-ion battery electrolyte drying | Specialty dehydration sieves | Sub-10 ppm moisture target |
| Polyurethane / coatings | Activated zeolite powder (3A–13X) | In-situ moisture scavenging, extended pot life |
| Carbon capture | 13X, custom formulations | CO₂/N₂ selectivity at low partial pressure |
The Future of Molecular Sieve Technology
The molecular sieve industry is entering a period of accelerated development driven by the energy transition — and the stakes are higher than most people realize. A single large-scale carbon capture facility may require hundreds of tons of adsorbent. A SAF plant’s isomerization reactor depends on a molecular sieve catalyst that must survive thousands of thermal cycles without losing selectivity. These are not incremental improvements over existing technology — they are step-change requirements.
Emerging Applications Driving New Types
Carbon capture demands sieves with unprecedented CO₂/N₂ selectivity at low partial pressures — a challenge that existing commercial types only partially meet. Sustainable aviation fuel (SAF) production requires isomerization catalysts where the molecular sieve serves as both adsorbent and catalyst support, operating under aggressive hydrothermal conditions. Biogas upgrading to biomethane needs sieves that can separate CO₂ from CH₄ in high-humidity, high-H₂S environments. And as lithium-ion battery manufacturing scales globally, electrolyte dehydration to sub-10 ppm moisture levels becomes a quality gate that only high-performance molecular sieves can pass. The common thread: off-the-shelf 3A–13X is no longer sufficient. Next-generation molecular sieves are being engineered at the crystal level — tuned cation compositions, optimized Si/Al ratios, and tailored crystal morphologies — to meet performance specifications that didn’t exist a decade ago. Manufacturers with in-house R&D infrastructure and the ability to iterate from laboratory synthesis through pilot-scale testing to full production will define what the “types of molecular sieves” list looks like ten years from now.








