Catalytic Dewaxing Explained: Shape-Selective Zeolites and Why Catalyst Quality Begins at the Raw Material
What Is Catalytic Dewaxing and Why Does It Matter?
Catalytic dewaxing is a refining process that selectively removes waxy, long-chain normal paraffins from petroleum fractions — by chemically converting them rather than physically filtering them out. It matters because wax is the enemy of cold flow. Diesel that pours like honey at -10°C or lubricating oil that thickens into sludge at sub-zero temperatures is a product no one will buy.

Three cold-flow properties define whether a fuel or lubricant passes the grade: pour point (the lowest temperature at which the oil still flows), cloud point (the temperature where wax crystals first become visible), and cold filter plugging point (CFPP) (the temperature below which a fuel filter clogs). All three hinge on the content and chain length of n-paraffins — straight-chain hydrocarbon molecules that crystallize into interlocking networks as the temperature drops.
In a modern refinery, catalytic dewaxing sits at the intersection of two product pools: diesel and heating oil, where winter-grade specifications demand pour points as low as -20°C to -40°C depending on geography; and lubricating base oils, where pour point and low-temperature viscosity are core performance parameters for Group II and Group III products. Understanding how the process works — and what drives catalyst performance — is where the real engineering begins.
Catalytic Dewaxing vs Solvent Dewaxing: Two Paths to Pour Point Reduction
Both processes target the same outcome — removing wax to lower pour point — but they operate on fundamentally different principles. One is a physical separation; the other is a chemical conversion. Knowing the difference shapes every downstream decision about capital, operating cost, yield, and product flexibility.
| Dimension | Catalytic Dewaxing | Solvent Dewaxing |
|---|---|---|
| Principle | Selective catalytic cracking or isomerization of n-paraffins | Crystallization of wax by staged cooling, followed by rotary drum filtration |
| Key consumables | Molecular sieve catalyst, hydrogen gas | MEK (methyl ethyl ketone) or propane solvent, refrigeration energy |
| Operating temperature | Moderate to high (260–450°C) | Low (refrigeration required, typically -10 to -30°C) |
| Capital investment | Lower — no large refrigeration or filtration trains | Higher — refrigeration system, rotary drum filters, solvent recovery unit |
| Liquid product yield | 80–85% (isomerization route), 65–75% (cracking route) | Variable — avoids cracking losses, but overall yield is limited by oil entrained in the wax filter cake. |
| Valuable by-product | Light distillates (gasoline, diesel) — wax is destroyed | Slack wax — marketable for candles, cosmetics, petroleum jelly |
| Pour point achieved | Deeper reduction possible | Good but typically shallower |
Solvent dewaxing retains value when slack wax commands a strong market price. In facilities integrated with wax processing — candle manufacturing, cosmetic-grade microcrystalline wax, petroleum jelly — the wax by-product can tip the economics. But for most modern refineries, catalytic dewaxing’s combination of lower capital, higher liquid yield, and deeper pour point reduction makes it the preferred route. The heart of that advantage is the catalyst — so let’s look at how it works.
Choose Catalytic When…
- Lower capital investment is a priority
- Higher liquid yield drives the business case
- Deeper pour point reduction is required
- Feed contains sulfur (base-metal catalyst tolerates it)
Choose Solvent When…
- Slack wax commands a strong market price
- Integrated with wax processing (candles, cosmetics)
- Existing refrigeration infrastructure is in place
- Catalyst deactivation from feed contaminants is a concern
How Catalytic Dewaxing Works: Shape Selectivity, Cracking, and Isomerization
The catalytic dewaxing reactor is not a simple cracker. It relies on a bifunctional catalyst: one that carries both an acidic function (the zeolite, responsible for skeletal rearrangement and chain scission) and a metal function (typically platinum, palladium, nickel, or nickel-tungsten, responsible for hydrogenation and dehydrogenation).
The reaction sequence runs through a precise choreography. An alkane enters the reactor and dehydrogenates on the metal site to form an alkene. The alkene protonates on a Brønsted acid site in the zeolite to become a carbenium ion. Then the critical fork appears: the carbenium ion can either undergo skeletal isomerization (rearranging into a branched isomer that stays in the liquid product) or β-scission (cracking into smaller fragments that exit as gas and naphtha). Which path dominates depends on the zeolite’s pore architecture — and that is where shape selectivity becomes the controlling variable.
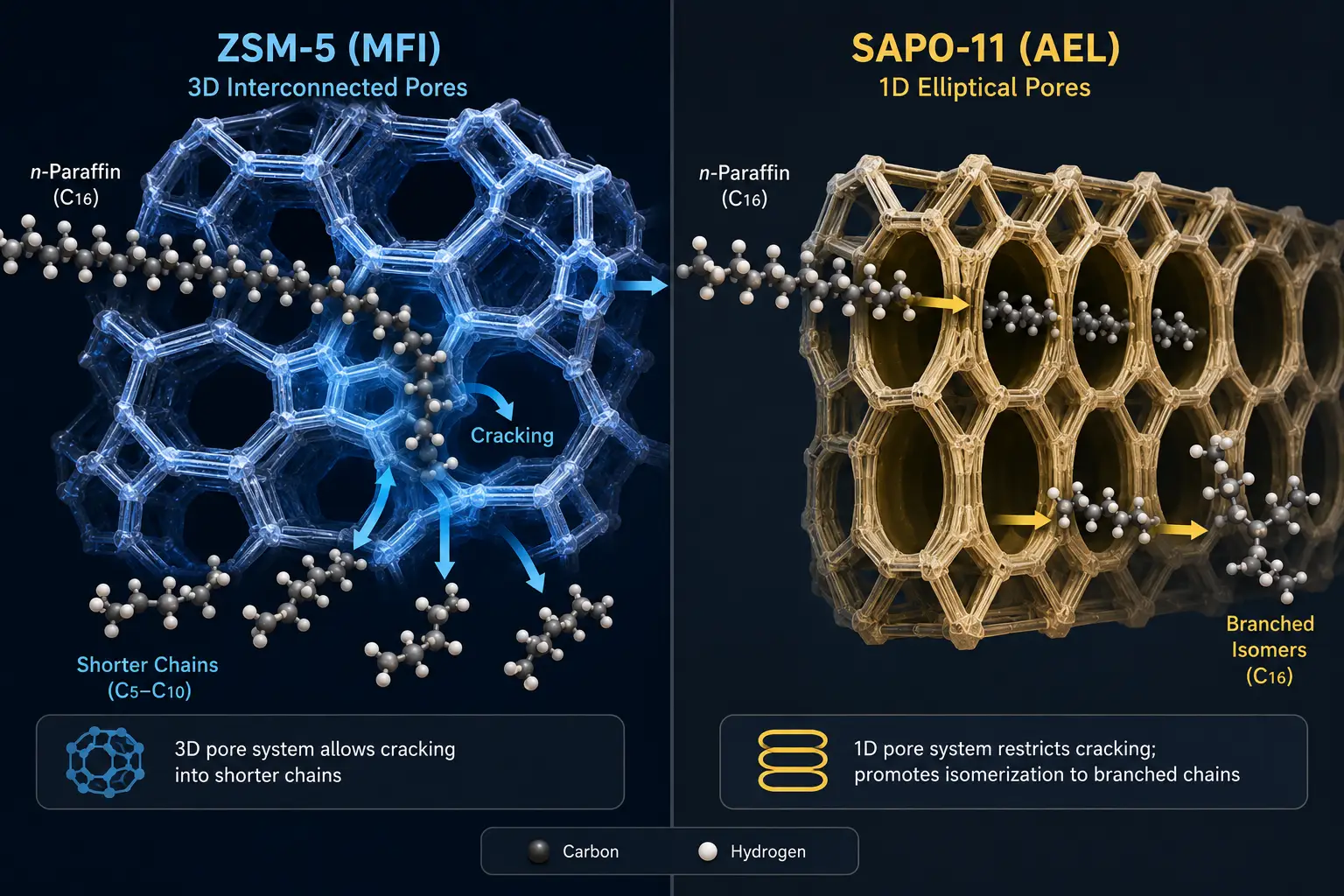
The Cracking Pathway: How ZSM-5 Selectively Breaks Wax Molecules
ZSM-5, with its MFI topology — a three-dimensional intersecting 10-membered-ring channel system with pore diameters of approximately 0.55 nm — is the most widely deployed zeolite in catalytic dewaxing. Its pore openings are just large enough for a straight-chain n-paraffin to thread through, but too narrow for a branched iso-paraffin to enter. This is primarily reactant shape selectivity, with secondary transition-state effects at channel intersections: the zeolite does not simply filter molecules by size at the pore mouth. It discriminates based on the spatial bulk of the reaction transition state inside the channels.
Once a waxy n-paraffin enters the ZSM-5 channel, it encounters acid sites that catalyze cracking. The three-dimensional intersection geometry means that once a molecule is cleaved into two fragments, those fragments can diffuse into intersecting channels and undergo secondary cracking — a feature that drives deeper pour point reduction at the cost of yield. Commercial operation of ZSM-5-based dewaxing — known under Mobil’s MLDW (Mobil Lube Dewaxing) and MDDW (Mobil Distillate Dewaxing) process names — typically runs at 325–400°C with nickel or nickel-tungsten as the hydrogenation metal for sulfur tolerance. The trade-off is clear: liquid yield lands at 65–75%, with the balance going to gas and naphtha. For diesel service where cold flow is the overriding specification and some yield loss is acceptable, this is the workhorse route (Penn State University, 2014).
The Isomerization Pathway: How SAPO-11 Rearranges Without Destroying
Where ZSM-5 cracks, SAPO-11 rearranges. This silicoaluminophosphate molecular sieve — AEL topology, one-dimensional 10-membered-ring channels with oval pores measuring roughly 3.9 × 6.3 Å — is the heart of Chevron’s Isodewaxing technology. Its one-dimensional channel architecture is key: there are no channel intersections where multibranched isomers can form and then undergo secondary cracking. Molecules enter in single file, isomerize at the acid site, and exit as mono-branched or di-branched products that remain in the lubricant boiling range.
The result is a fundamentally different yield profile. Liquid yield reaches 80–85%, the viscosity index is preserved or slightly improved, and gas make is minimal. The trade-off: SAPO-11-based catalysts require a noble metal — typically platinum or palladium — as the hydrogenation component, which demands low-sulfur feed. This makes the isomerization route the default choice for lubricating base oil production (Group II and III), where maximizing yield and preserving viscosity index are economically non-negotiable, and where the upstream hydrocracker or hydrotreater has already stripped sulfur to single-digit ppm levels. Related one-dimensional 10-membered-ring zeolites — ZSM-22 (TON), ZSM-23 (MTT), and ZSM-48 — exploit the same pore architecture principle and compete in the same application space (Topsoe, 2025).
- Higher gas and naphtha make
- Deeper pour point reduction
- Sulfur-tolerant (Ni-W metal)
- Lower catalyst cost
- Minimal gas make
- VI preserved or improved
- Requires noble metal (Pt/Pd)
- Low-sulfur feed required
Zeolite Catalysts for Dewaxing: ZSM-5, SAPO-11, and Feedstock-Driven Selection
Choosing a dewaxing catalyst is not a one-size-fits-all exercise. It reduces to three questions: (1) Is the feed sulfur content high? If so, you need a sulfur-tolerant base-metal catalyst — ZSM-5 with Ni-W. If sulfur is low, a noble-metal isomerization catalyst is on the table. (2) Is the target product diesel or lubricating base oil? Diesel favors the cracking route; lubricants demand the isomerization route to protect yield and viscosity index. (3) Are you optimizing for maximum yield or maximum pour point depression? Isomerization delivers the former; cracking delivers the latter. With this framework, the catalyst types fall into clear application buckets.
ZSM-5 (MFI): The Workhorse for Diesel and Distillate Dewaxing
ZSM-5 dominates the distillate dewaxing space because it tolerates the sulfur and nitrogen environments typical of straight-run and cracked gas oil streams. The zeolite’s SiO₂/Al₂O₃ ratio — tunable across a broad range, from approximately 18 to over 950 — controls acid site density and strength, which in turn governs the cracking-to-isomerization ratio. A higher ratio (more siliceous) shifts selectivity toward milder cracking and less gas make; a lower ratio provides more acid sites and deeper pour point reduction, but at the cost of higher light-ends yield.
In a typical ULSD hydrotreater, the dewaxing catalyst bed is stacked downstream of the hydrodesulfurization catalyst, operating in a common high-pressure hydrogen loop. The inter-bed temperature profile must be managed carefully: while the cracking step is endothermic, the overall hydroconversion in a hydrogen-rich environment is typically exothermic due to concurrent hydrogenation, and the temperature gradient between beds influences both sulfur slip and pour point depression depth. Operating temperatures range from 260–454°C for distillate service, with hydrogen partial pressure typically above 50 bar.
SAPO-11 and 1D Zeolites: The Isomerization Specialists for Lube Oils
For lubricating base oil production, SAPO-11 (and its one-dimensional zeolite cousins ZSM-22, ZSM-23, and ZSM-48) is the engine of choice. Chevron’s Isodewaxing process — commercialized under catalyst designations ICR-404, ICR-408, and ICR-418 — pairs these molecular sieves with platinum to achieve liquid yields exceeding 80% while maintaining or modestly improving the viscosity index.
The feedstock envelope for isomerization dewaxing spans hydrocracked bottoms (hydrowax), solvent-extracted waxy raffinates, slack waxes containing 50–100% wax, and Fischer-Tropsch waxy products. Each feedstock presents a different n-paraffin chain-length distribution, and the zeolite’s pore geometry — particularly the one-dimensional constraint against multibranched isomer formation — is what preserves yield across this diversity. This is the premium route: higher catalyst cost (noble metal), stricter feed quality requirements (low sulfur), but superior product economics per barrel.
Emerging Catalysts: Mesoporized Zeolites and Nanoscale SAPO-11
Two development fronts are worth watching. First, mesoporized zeolites — commercialized through the Evonik-Zeopore collaboration — introduce secondary mesoporosity (2–50 nm pores) into conventionally microporous zeolite crystals, dramatically improving active-site accessibility and reducing diffusion path length. In diesel dewaxing service, this has been reported to reduce product losses by up to five times compared to conventional microporous ZSM-5, while also improving tolerance to heavier, bulkier feed molecules including renewable feedstocks.
Second, nanoscale SAPO-11 synthesized without crystal growth modifiers — a recent development from the Boreskov Institute of Catalysis — reduces crystal size to the nanometer range, shortening intracrystalline diffusion paths while preserving the AEL topology’s isomerization selectivity. Both innovations point in the same direction: the next generation of dewaxing catalysts will be defined not just by which zeolite framework is used, but by how the crystal itself is engineered at the mesoscale and nanoscale. And that engineering, critically, depends on the quality of the starting zeolite material.
Why Zeolite Quality Determines Dewaxing Catalyst Performance
A Formula 1 engine’s output depends on the metallurgy of every piston and valve. A dewaxing catalyst is no different — and its “metallurgy” is the zeolite at its core. Two catalysts both labeled “ZSM-5” can diverge by 20% or more in yield and cycle life, not because the refinery operates them differently, but because the zeolite inside them was made differently. The quality parameters that matter are measurable, controllable, and — for the refiner writing a purchase order for catalyst — worth understanding.
Critical Zeolite Intrinsic Properties That Drive Performance
Four intrinsic parameters form the quality backbone of any zeolite destined for dewaxing catalyst formulation.
Crystallinity — the fraction of the solid that is genuinely zeolitic, as opposed to amorphous aluminosilicate — determines the density and uniformity of active acid sites. Low crystallinity means fewer working sites per gram of catalyst, which translates directly into higher operating temperature requirements and faster activity decline over the cycle. X-ray diffraction (XRD) is the standard measurement; a crystallinity above 90% relative to a reference standard is table stakes for dewaxing-grade material.
SiO₂/Al₂O₃ ratio — ranging from about 2 to effectively infinity (pure-silica silicalite) — is the master control knob for acid strength and site density. For dewaxing, the ratio is the single most consequential compositional parameter: too low (excess aluminum, excess acid sites) and cracking runs away, producing gas at the expense of liquid yield; too high (too siliceous) and activity is insufficient to achieve the target pour point within the operating temperature window. Catalyst formulators specify this ratio tightly, and batch-to-batch consistency from the zeolite supplier is what makes that specification achievable in production.
Crystal size and morphology — typically characterized as D50 in the range of 0.5–10 μm — governs the intraparticle diffusion path length. Large crystals (above 5 μm D50) create long diffusion paths: reactant molecules spend more time traveling to active sites and product molecules spend more time traveling out, increasing the probability of unwanted secondary reactions. Very small crystals (submicron) increase the external surface-to-volume ratio, exposing more pore-mouth acid sites that can catalyze non-selective surface reactions. The ideal crystal size for dewaxing is application-specific; the supplier’s ability to target and hold a size distribution is what separates commodity zeolite from catalyst-grade material.
Cation type and exchange degree — the identity and loading of extra-framework cations (Na⁺, K⁺, Ca²⁺, Li⁺, Ag⁺, Ba²⁺) — modulates the Brønsted-to-Lewis acid site ratio. In the as-synthesized zeolite, sodium is the typical counterion and must be exchanged to the ammonium form then calcined to generate the active Brønsted acid form. Incomplete exchange leaves residual alkali metal cations that neutralize acid sites and reduce activity. For noble-metal catalysts, residual sodium also poisons the platinum dispersion, compounding the activity penalty.
Engineering Properties of the Formed Catalyst
Bulk density and mechanical strength — measured as crush strength (N/cm or MPa) — determine how the finished catalyst withstands the mechanical stress of reactor loading, thermal cycling, and long-term operation. Rather than being purely intrinsic to the zeolite, these are engineering properties determined by the combination of the zeolite, the binder (such as alumina or silica), and the extrusion process. A catalyst that crumbles under its own weight in a commercial-scale bed creates fines that increase pressure drop, channel flow, and ultimately force an unplanned shutdown for catalyst screening or replacement.
These intrinsic and engineering parameters are not abstract. They are the difference between a catalyst that achieves its design cycle length and one that forces an early turnaround. For refiners, the takeaway is straightforward: the zeolite inside the catalyst is not a commodity input. Manufacturers with full-chain quality control — from raw powder synthesis through crystal engineering to finished product testing — provide the consistency that catalyst performance depends on.
Real-World Impact: How Quality Translates to Refinery Economics
The connection from catalyst quality to refinery P&L runs through three causal chains.
Chain 1 — Crystallinity → Activity → Cycle Length: A zeolite with suboptimal crystallinity forces the refiner to run the dewaxing reactor at a higher start-of-run temperature to reach the target pour point. Since end-of-run temperature is fixed by the reactor’s metallurgical limits, every degree of higher start-of-run temperature is a degree of cycle length lost. A 20% cycle life reduction means a catalyst unit that should last 5 years finishes its run in just 4 years — and a catalyst changeout in a commercial hydroprocessing unit carries a seven-figure price tag when lost production is counted.
Chain 2 — SiO₂/Al₂O₃ Mismatch → Selectivity → Product Value: A zeolite with a silicon-to-aluminum ratio outside the target window shifts the cracking-to-isomerization balance. In a lube oil dewaxing unit, a 5% swing in liquid yield — from 82% to 77% — costs roughly $2–4 per barrel of feed in lost product value at typical Group III base oil premiums. Over a 10,000 BPD unit, that is $7–14 million per year. The zeolite raw material is priced in dollars per kilogram. Getting the Si/Al ratio wrong is measured in millions.
Chain 3 — Mechanical Strength → Pressure Drop → Uptime: A zeolite with insufficient crush strength generates fines during reactor loading and thermal cycling. As fines accumulate in the bed interstices, pressure drop rises. At a critical threshold — typically 2–3 times the clean-bed delta-P — the unit must be taken offline for catalyst screening. An unplanned shutdown in a refinery hydroprocessing unit costs $500,000 to $1 million per day in lost margin. The mechanical integrity of the zeolite is not a secondary concern. It is an uptime insurance policy.
These chains share a common thread: they all trace back to factors decided not at the refinery, but at the zeolite manufacturer’s production facility. Catalyst quality is built from the ground up — and the ground is the zeolite powder.
The Future of Catalytic Dewaxing: SAF, Renewable Diesel, and Next-Generation Catalysts
Three trends are reshaping the catalytic dewaxing landscape.
Sustainable Aviation Fuel (SAF) is the most consequential new demand driver. The HEFA (Hydroprocessed Esters and Fatty Acids) route — currently the dominant commercial pathway for SAF production — produces a waxy, long-chain paraffinic product that must be isomerized to meet jet fuel cold-flow specifications (freeze point below -40°C). This puts isomerization-selective dewaxing catalysts at the center of the SAF production flowsheet. Topsoe’s HydroFlex technology family and Evonik’s mesoporized isodewaxing catalysts are both positioned for this market, with commercial references already accumulating in 2025.
Renewable diesel — produced from waste oils, tallow, and vegetable oils — enters the hydroprocessing unit with a different impurity profile than fossil feedstocks: oxygenates, trace metals, and phosphorus. Dewaxing catalysts in this service must handle these contaminants without irreversible deactivation. The mesoporosity trend (larger pores, shorter diffusion paths) is directly relevant here because renewable feedstocks contain bulkier oxygenated precursors (triglycerides) and organometallic impurities.

Next-generation catalyst engineering closes the loop back to zeolite quality. Binder-free catalyst forming — extruding the zeolite without an alumina or silica binder — has been shown to significantly reduce catalyst aging rates compared to conventionally bound catalysts, by eliminating non-selective acid sites on the binder surface. Nanoscale crystal synthesis, hierarchical pore architectures, and precision cation exchange are all moving the state of the art toward catalysts that are closer to “atomically specified” than “empirically formulated.”
Across all three trends, the constant is the zeolite. No matter how the catalyst is engineered — cracking or isomerization, fossil or renewable, microporous or hierarchical — the material foundation is always a synthetic crystalline aluminosilicate with precisely controlled structure, composition, and morphology. The refiner’s catalyst performance begins with the zeolite manufacturer’s quality. Understanding that link is what separates a specification-driven catalyst purchase from an informed engineering decision.
JALON supplies catalyst-grade zeolites with full-chain quality control across crystallinity, SiO₂/Al₂O₃ ratio, crystal size, and cation exchange. Contact our team to spec your next dewaxing catalyst.
References
- Penn State University, College of Earth and Mineral Sciences. “Comparison of the Solvent and Catalytic Dewaxing Methods.” FSC 432: Petroleum Refining, 2014. https://fsc432.dutton.psu.edu/2014/06/22/comparison-of-the-solvent-and-catalytic-dewaxing-methods/
- Topsoe. “Unlock Dewaxing Performance with a Selective Dewaxing Catalyst in Fossil and Renewable Fuels Service.” 2025. https://www.topsoe.com/blog/unlock-dewaxing-performance-with-a-selective-dewaxing-catalyst-in-fossil-and-renewable-fuels-service
- JALON Zeolite. “Capability — Custom Zeolite Manufacturing.” https://www.jalonzeolite.com/capability/
- JALON Zeolite. Homepage. https://www.jalonzeolite.com/








