Hydrogen Purification Technologies: Comparing PSA, Membranes, and Cryogenic Systems
As the global energy transition accelerates, hydrogen has emerged as the cornerstone of decarbonization for heavy industry, long-haul transport, and seasonal energy storage. However, the utility of hydrogen is fundamentally dictated not by its quantity, but by its quality. In the industrial ecosystem, “hydrogen” is not a monolithic product; it is a spectrum of gas mixtures where the presence of trace impurities can mean the difference between a high-efficiency power plant and a catastrophic system failure. This guide provides a deep engineering dive into the technologies that define modern hydrogen purification, offering a strategic comparison for process engineers and B2B decision-makers.
Understanding Hydrogen Purity Standards and Industrial Impacts
In industrial gas processing, the pursuit of “absolute purity” is a trap that often leads to unsustainable CAPEX and OPEX. The engineering objective is always the “Optimal Purity” – the threshold where the gas meets the requirements of the downstream application without incurring unnecessary purification costs. This balance is critical because the cost of hydrogen purification does not scale linearly with purity; it scales exponentially as we move from 99% to 99.999% (5.0 grade) and beyond.
For the B2B sector, understanding international standards is the first step in risk mitigation. Standards like ISO 14687 (for hydrogen fuel quality) and SAE J2719 define the strict boundaries for contaminants. For instance, in Proton Exchange Membrane (PEM) fuel cells, the tolerance for carbon monoxide (CO) is as low as 0.2 ppm. Exceeding this limit, even for a short duration, results in the irreversible poisoning of expensive platinum catalysts, leading to immediate power degradation and significantly shortened stack life.
Global Standards for Hydrogen Quality
To navigate the complexity of hydrogen grades, engineers must categorize applications based on their specific tolerance for “killer impurities.” Below is a comparative matrix of the most common industrial requirements:
| Application Sector | Hydrogen Grade / Purity | Key Critical Impurities |
|---|---|---|
| Semiconductor Manufacturing | 9.0 (99.9999999%) | Oxygen, Moisture, Hydrocarbons (ppt levels) |
| Hydrogen Fuel Cells (FCEV) | 5.0 (99.999%) | CO, Total Sulfur, Ammonia (ppb levels) |
| Industrial Oil Refining | 3.0 – 4.0 (99% – 99.99%) | Methane, Carbon Dioxide, Nitrogen |
Understanding the difference between ppm (parts per million) and ppb (parts per billion) is vital for precision engineering. In the context of 5.0 grade hydrogen, a concentration of 100 ppb of sulfur compounds is enough to trigger a maintenance alarm. Engineering detection for these trace levels requires sophisticated online gas chromatography (GC) or Fourier-transform infrared spectroscopy (FTIR), adding another layer of complexity to the purification facility’s instrumentation and control system.
Economic Consequences of Impurity Breakthrough
The “Breakthrough Point” in a purification bed is the moment when impurities start to escape the adsorbent media. In a PEM fuel cell, the chemical mechanism of CO poisoning is particularly aggressive. CO molecules have a much higher affinity for the platinum catalyst sites than hydrogen molecules. Once a CO molecule occupies a site, it prevents hydrogen from dissociating, effectively “blindfolding” the fuel cell’s active area. This leads to what we call “over-potential,” where the cell must work harder to produce less current, generating excessive heat and damaging the membrane.
From a maintenance perspective, it is crucial to distinguish between irreversible poisoning (often caused by sulfur or silicon compounds) and recoverable poisoning (such as CO, which can sometimes be “purged” with air). However, even recoverable events lead to non-planned downtime and labor costs.
Consider a 1MW hydrogen power plant. If the purification system fails and allows CO levels to spike, the cost of replacing the damaged catalyst stacks can exceed $400,000. In contrast, the annual OPEX for high-quality molecular sieve replacements and pretreatment monitoring typically accounts for less than 5% of that figure. The economic logic is clear: the purification system is the insurance policy for the entire hydrogen asset.
Common Impurities in Hydrogen Gas and Their Origins
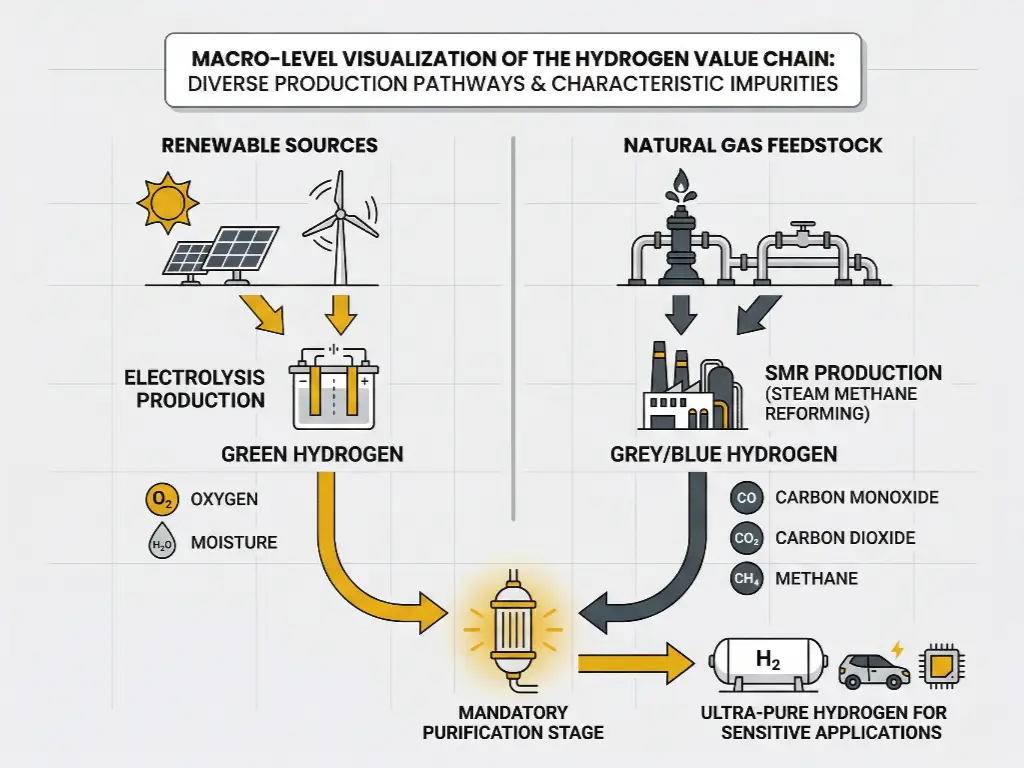
The design of a purification plant begins with the “Gas Fingerprint” of the feedstock. Hydrogen is produced through diverse pathways, each introducing a unique cocktail of contaminants. Designing a system without considering the origin of the gas is a recipe for rapid adsorbent degradation. A truly robust system integrates pretreatment as a non-negotiable buffer to protect the core purification unit.
Feedstock-Specific Impurity Profiles & Pretreatment Needs
Each production method has a distinct profile that dictates the purification strategy:
- Electrolysis (Green Hydrogen): While often touted as “pure,” the raw output contains significant oxygen (O₂) and moisture (H₂O). If left unmanaged, moisture will saturate downstream adsorbents, while oxygen can pose an explosion risk if concentrations exceed safety thresholds. A “DeOxo” unit followed by a desiccant dryer is the standard pretreatment.
- Steam Methane Reforming (SMR – Grey/Blue Hydrogen): The raw gas is rich in CO, CO₂, and unreacted methane (CH₄). Here, the purification system must handle high-volume bulk separation, typically through PSA.
- Industrial By-product Gas (e.g., Chlor-alkali or Steel Mills): These sources are the most challenging. They contain complex impurities like hydrogen sulfide (H₂S), ammonia, chlorides, and heavy hydrocarbons.
Trace impurities like chlorides or formic acid are particularly insidious because they cause long-term corrosion in downstream pipelines and storage tanks. For gas sourced from coal gasification or heavy industrial by-products, pretreatment is mandatory. One must remove sulfur and heavy hydrocarbons before the gas ever hits the main PSA beds. Failure to do so leads to “adsorbent coking,” where heavy molecules permanently block the pores of the molecular sieve, rendering it useless within weeks.
The Thermodynamic Challenges of Hydrogen Separation
Hydrogen is a unique molecule in the periodic table, and its physical properties make it notoriously difficult to separate. With a kinetic diameter of only 2.89 Å, it is one of the smallest molecules, allowing it to slip through materials that would trap larger gases like nitrogen or methane. Furthermore, its low boiling point (−252.9°C) means that cryogenic separation requires immense energy to reach the necessary temperatures.
Engineers must also account for the Joule-Thomson effect. Unlike most gases, which cool down when they expand (depressurize), hydrogen has a negative Joule-Thomson coefficient at room temperature. This means it can actually heat up when it expands rapidly through a valve or a porous bed. In high-pressure PSA systems, this thermal gain must be managed through cycle design to prevent hot spots in the adsorbent bed that could affect adsorption capacity or even trigger safety alarms.
Pressure Swing Adsorption (PSA): The Industrial Benchmark
For bulk hydrogen purification, Pressure Swing Adsorption (PSA) remains the global gold standard. Its ability to produce high-purity hydrogen (up to 99.999%+) at high flow rates and relatively low energy intensity makes it the preferred choice for refineries, SMR plants, and large-scale electrolysis facilities. The success of a PSA hydrogen purification system is determined by the synergy between vessel design, cycle automation, and, most importantly, the adsorbent media.
Operational Principles and Cycle Design
A standard PSA cycle operates on the principle that gases are more attracted to solid surfaces at high pressure than at low pressure. The process is a four-stage physical cycle:
- Adsorption: Raw gas enters the bed at high pressure. Impurities (CO, CH₄, N₂) are trapped in the adsorbent pores, while pure hydrogen passes through.
- Depressurization: The bed is vented. As pressure drops, the trapped impurities begin to release (desorb).
- Purge: A small amount of pure hydrogen is used to “flush” the remaining impurities out of the bed at low pressure.
- Repressurization: The bed is brought back to high pressure using raw or pure gas, ready for the next cycle.
To ensure a continuous flow of pure gas, plants utilize multi-bed systems (typically 4 to 12 vessels). While one bed is adsorbing, the others are at various stages of regeneration. Advanced systems utilize equalization steps, where gas from a high-pressure bed is used to repressurize a low-pressure bed. This significantly improves hydrogen recovery rates, pushing efficiency from a baseline of 70% toward the 90% mark, which translates directly into lower feed gas costs.
The Critical Role of Selectivity in Adsorbent Media
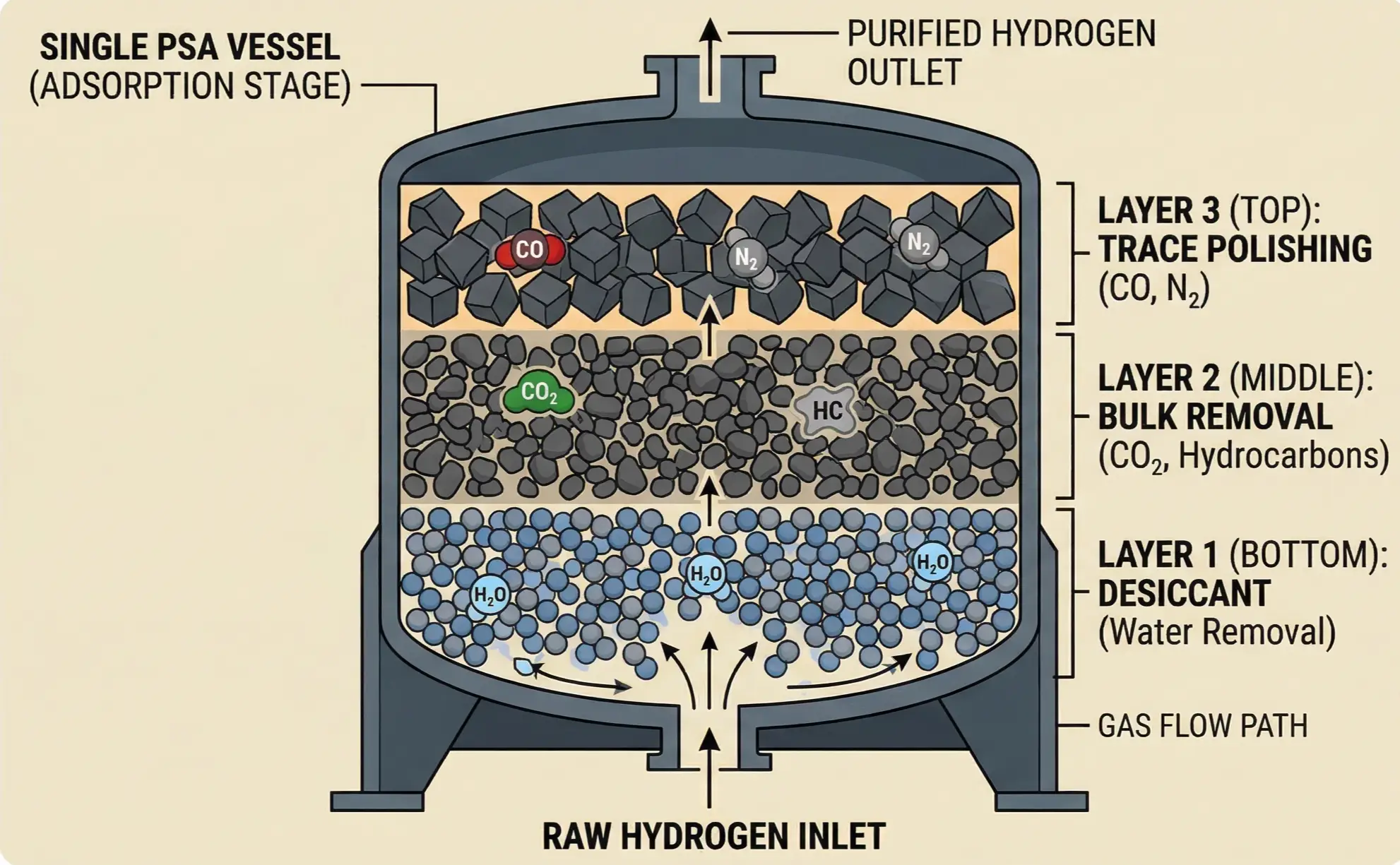
The “engine” of the PSA system is the multi-layered adsorbent bed. No single material can remove all impurities. A typical bed uses a “layered defense” strategy: Activated Alumina or Silica Gel at the bottom to remove moisture; Activated Carbon in the middle for bulk CO₂ and hydrocarbon removal; and high-performance Molecular Sieves (Zeolites) at the top to polish trace CO and nitrogen.
As a global leader in adsorbent technology, JALON specializes in this intersection of chemical performance and physical durability. JALON’s specialized adsorbents for hydrogen purification (such as the JLCOS and JLWN5 series) are manufactured through a fully automated DCS-controlled production line. This ensures that every batch has near-perfect consistency in particle strength and pore distribution. By preventing “dusting” and maintaining a stable mass-transfer zone, JALON adsorbents significantly extend the replacement cycle, reducing long-term OPEX and ensuring that the hydrogen output stays consistently within the ppb range required for sensitive applications like fuel cells.
Membrane Separation Technologies: Precision and Compactness
While PSA dominates large-scale bulk separation, membrane technology offers a compelling alternative for decentralized production, small-scale onsite generation, and ultra-high purity niches. Membranes operate on the principle of selective permeation, where certain molecules pass through a solid barrier faster than others based on size, solubility, or diffusivity.
Palladium-Based Metallic Membranes
Palladium (Pd) membranes represent the “Nuclear Option” for hydrogen purity. They operate via a unique solution-diffusion mechanism: hydrogen molecules dissociate into atoms on the palladium surface, dissolve into the metal lattice, diffuse to the other side, and recombine. Because only hydrogen atoms can fit through the palladium lattice, this technology can achieve 9.0 Grade purity (99.9999999%).
However, the Commercial Selection Boundary for Pd membranes is very narrow. They are the go-to solution for semiconductor epitaxy and high-precision laboratory gas. But for MW-scale fuel cell projects or large-scale industrial use, they are often dismissed due to their prohibitive CAPEX – palladium is a precious metal – and their low flux per unit area. Furthermore, Pd membranes are susceptible to sulfur poisoning and hydrogen embrittlement if the operating temperature is not strictly maintained above 300°C, requiring rigorous thermal management protocols.
Polymeric and Ceramic Alternatives
Polymeric membranes are far more cost-effective and are frequently used for “Hydrogen Recovery” from refinery off-gases. They are compact, have no moving parts, and are excellent for bulk separation where 95% – 98% purity is sufficient. The engineering trade-off here is Selectivity vs. Permeability. High-flux membranes allow for smaller footprints but offer lower purity. Conversely, high-selectivity membranes produce cleaner gas but require significantly higher pressure (driving force) or more surface area.
Cryogenic and Chemical Purification Pathways
For massive, world-scale hydrogen production and the emerging liquid hydrogen (LH₂) supply chain, cryogenic and chemical methods complete the technology spectrum.
Cryogenic Distillation for Large-Scale Production
Cryogenic separation utilizes the different boiling points of gases. In a cold box, the gas mixture is cooled until the impurities (like methane or nitrogen) liquefy, leaving the hydrogen as a gas. This is the only viable method for liquid hydrogen production, as the gas must be cooled to −253°C anyway. The primary drawback is energy intensity. Reaching these temperatures requires sophisticated multi-stage compression and heat exchange cycles, with energy consumption typically ranging from 10 to 15 kWh per kg of hydrogen.
Chemical Scrubbing and Catalytic Methanation
When the goal is to remove the “last trace” of carbon oxides (CO/CO₂) without the complexity of a PSA, Methanation is a proven chemical polish. In a methanation reactor, CO and CO₂ react with hydrogen over a nickel catalyst to form methane and water.
CO + 3H₂ → CH₄ + H₂O
This is effective for converting “killer” CO into “benign” CH₄ (for certain applications). However, the operating window is narrow; if the temperature drops below 200°C, the reaction stalls, and if it exceeds 400°C, catalyst sintering occurs. It is a robust “polishing” step but cannot handle bulk separation.
Strategic Selection: Matching Technology to Application
Choosing the right purification technology is not a matter of finding the “best” tech, but the best “fit” for your specific feedstock and purity requirements. A mismatch here can result in millions of dollars in lost efficiency or equipment damage.
Multi-Dimensional Technology Comparison Matrix
When evaluating options, process engineers should consult a comparison matrix that accounts for the Levelized Cost of Hydrogen (LCOH):
| Technology | Max Purity | Flow Scale | CAPEX | Main Advantage |
|---|---|---|---|---|
| PSA | 99.999%+ | Large / Industrial | Moderate | Industry standard, high reliability |
| Pd Membrane | 99.999999% | Small / Lab | Very High | Absolute purity, no moving parts |
| Cryogenic | 95% – 99% | World-Scale | High | Best for LH₂ production chain |
The hydrogen recovery rate is the silent killer of project economics. If a PSA system has a recovery rate of 75% vs. 85%, that 10% difference in “lost hydrogen” represents a massive increase in the cost per kg over a 20-year plant life.
Decision Tree for Process Engineers
To simplify the selection process, follow this logic flow:
- Is the flow rate >1000 Nm³/h? Use PSA or Cryogenic.
- Is the target purity “Electronic Grade” (9.0)? Use Palladium Membranes.
- Does the feed gas contain high levels of Sulfur? Mandatory Pretreatment (Desulfurization) is required before any PSA or Membrane unit.
- Are you producing Liquid Hydrogen? Cryogenic separation is the logical choice.
Optimizing System Performance and Adsorbent Lifecycle
The long-term success of a hydrogen purification facility is won in the maintenance schedule. A system that runs at 99.9% efficiency on day one but degrades to 90% by year two is an engineering failure. The primary enemy of efficiency is pressure drop (ΔP). As ΔP increases, the compressor must work harder to push gas through the bed, leading to a direct and measurable spike in electricity consumption.
The physical cause of ΔP is usually adsorbent attrition. If the molecular sieves are of poor quality, the constant “breathing” of the PSA vessel (pressure changes) causes the beads to rub against each other, creating fine dust. This dust clogs the interstitial spaces in the bed, choking the flow. Choosing high-crush-strength materials from reputable manufacturers is the most effective way to combat this.
Furthermore, the failure of pretreatment equipment – such as an oil mist eliminator or a desulfurizer – poses an existential threat to the molecular sieve. Even a small amount of compressor oil carry-over can “blind” an entire bed of zeolite, causing an irreversible loss of capacity. Real-time monitoring of ΔP and feedstock quality is the only way to safeguard these high-value assets. By understanding the adsorbent effective life logic – which factors in both the number of cycles and the cumulative impurity load – operators can move from reactive “firefighting” to proactive, data-driven maintenance that maximizes both gas purity and profitability.








