A Comprehensive Guide to Biogas Purification and Upgrading Standards
As the global energy transition accelerates, the transformation of organic waste into valuable renewable energy has become a central focus for industries and municipalities alike. However, the raw gas produced from anaerobic digestion is far from a finished product. To unlock its full commercial potential—whether for on-site power generation, injection into the national gas grid, or utilization as a green chemical feedstock—the raw gas must undergo rigorous treatment. This comprehensive guide delves into the critical differences between biogas purification and upgrading, explores the complete process flow, compares core separation technologies, and outlines the essential quality standards required for various high-value application scenarios.
Biogas Purification vs. Biogas Upgrading: Key Differences
In the biogas industry, the terms “purification” and “upgrading” are frequently, yet incorrectly, used interchangeably. Understanding the fundamental distinction between these two processes is the critical first step in designing a technically viable and economically profitable gas treatment plant. They represent two entirely different engineering objectives within the same production pipeline.
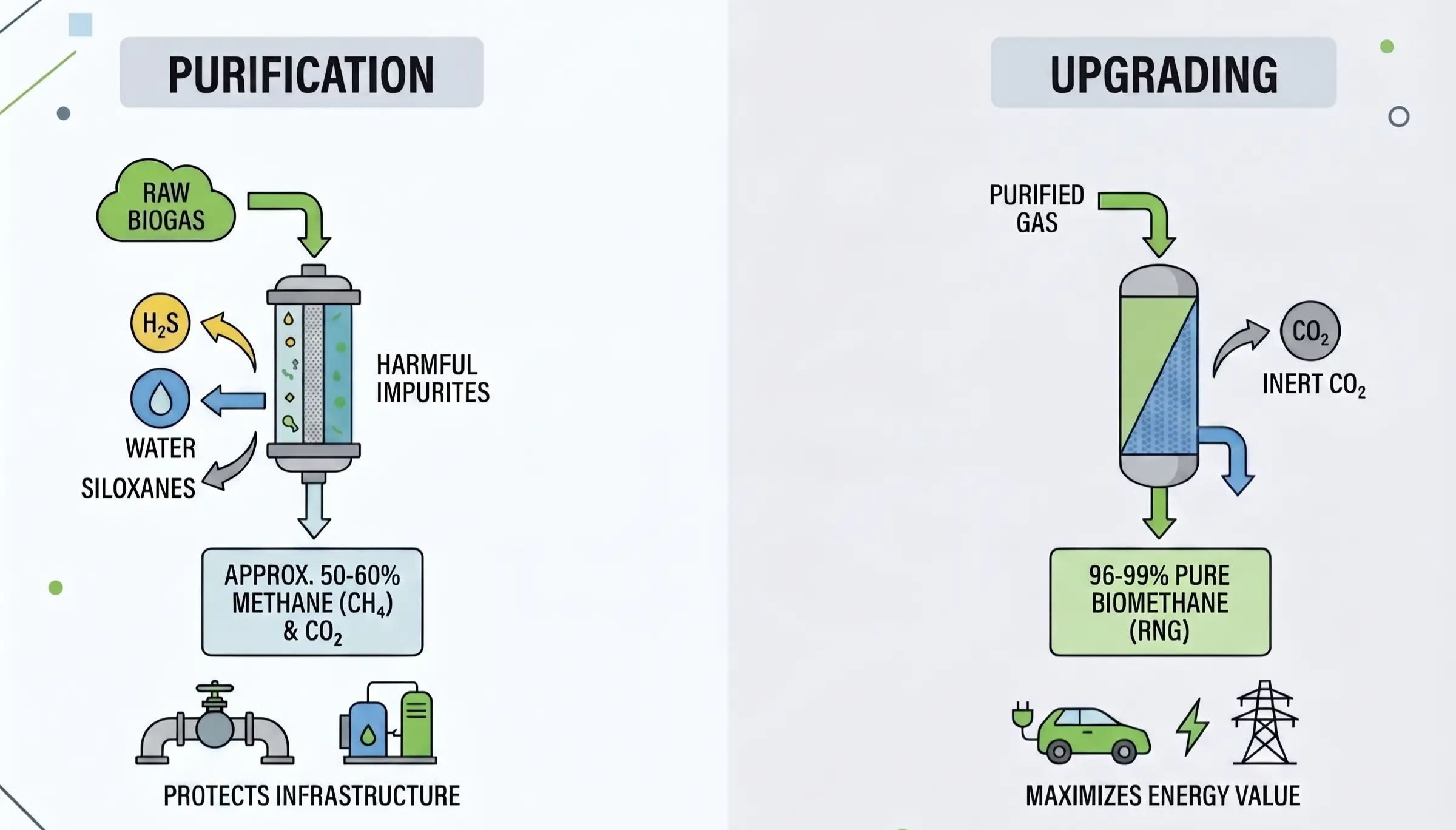
Biogas Purification: Protecting the Infrastructure
The core objective of biogas purification is strictly defensive. It involves the removal of destructive and toxic trace impurities from the raw biogas. These impurities primarily include hydrogen sulfide (H2S), water vapor (moisture), siloxanes, ammonia (NH3), and various volatile organic compounds (VOCs). If left untreated, these elements will rapidly corrode downstream piping, destroy internal combustion engines, and poison the sensitive materials used in subsequent processing stages.
It is important to note that purification does not significantly alter the primary energy profile of the gas. The process is focused on stripping away the harmful micro-components. Therefore, after the purification stage, the methane (CH4) concentration remains largely at its original, raw level—typically hovering between 50% and 60%, with the remainder still primarily consisting of carbon dioxide (CO2).
Biogas Upgrading: Maximizing Energy Value
Biogas upgrading is the subsequent, value-adding phase. Once the gas has been thoroughly purified and stabilized, the upgrading process focuses on separating and removing the bulk carbon dioxide (CO2). Because CO2 is an inert gas that does not combust, its presence heavily dilutes the energy density of the mixture.
By stripping away the CO2, the upgrading process drastically concentrates the remaining methane. The final product of this stage is commonly referred to as Biomethane or Renewable Natural Gas (RNG). Through upgrading, the methane concentration is elevated from the initial 50–60% up to 96%, 98%, or even higher than 99%, depending on the technology deployed and the required end-use standards. This high-purity biomethane is chemically identical to fossil-derived natural gas, unlocking premium commercial applications.
Application Scenarios and Respective Quality Standards
The intended end-use of the treated gas dictates the entire engineering design of the facility. Different commercial applications demand vastly different levels of gas purity, and understanding these stringent quality standards is paramount for project compliance and financial success.
Purified Biogas for On-Site CHP Generation
The most traditional and straightforward application for treated biogas is on-site power and heat generation. In this scenario, the plant only requires a robust biogas purification system; upgrading (CO2 removal) is entirely unnecessary and would represent a wasted capital expenditure.
The purified gas is fed directly into Combined Heat and Power (CHP) internal combustion engines. While these engines can easily handle the lower calorific value caused by the 40% CO2 content, they are highly sensitive to corrosive elements. Therefore, engine manufacturers impose strict “Engine Limits” that must be maintained to validate warranties and ensure operational longevity:
- Hydrogen Sulfide (H2S): Typically, major engine manufacturers (such as Jenbacher or Caterpillar) require H2S levels to be strictly below 200 ppm, with some high-efficiency models demanding levels below 50 ppm to prevent sulfuric acid formation in the engine oil.
- Siloxanes: These are arguably the most dangerous contaminants for CHP units. During combustion, siloxanes oxidize into silicon dioxide (essentially microscopic sand/glass particles), which aggressively coats spark plugs and scores cylinder liners. Engine limits for siloxanes are exceptionally strict, often requiring concentrations below 5 to 10 mg/Nm³.
- Moisture: The relative humidity must typically be reduced to below 80% to prevent condensation within the gas train and engine inlet manifolds.
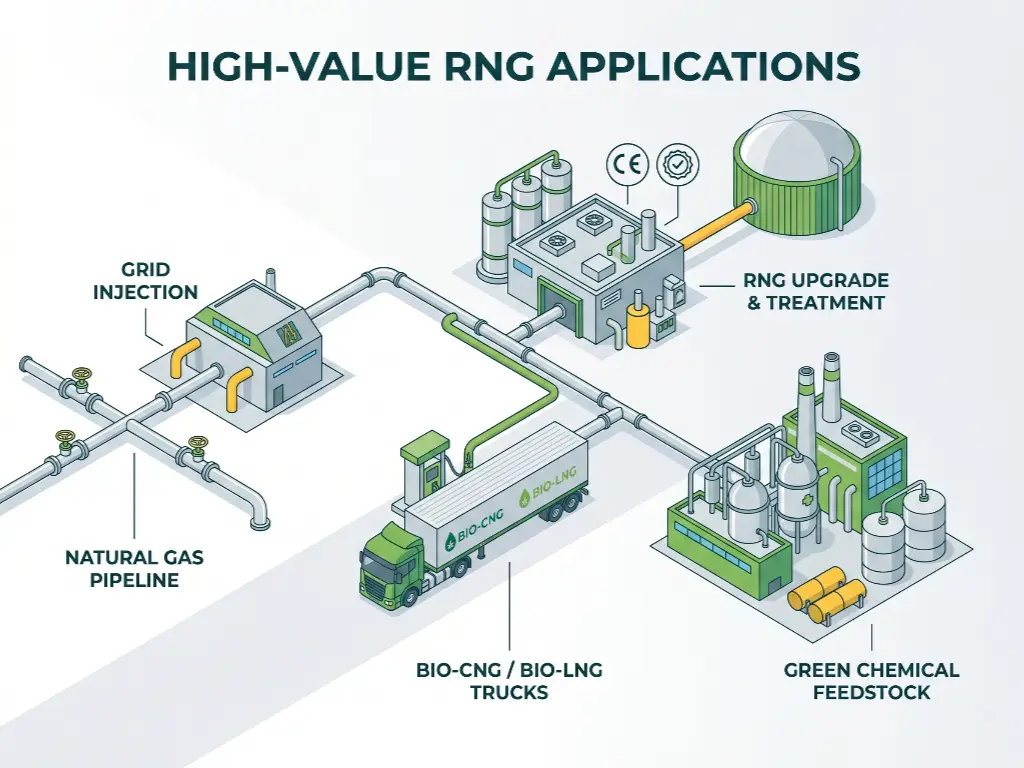
Biomethane for Grid Injection, Transport, and Green Chemicals
When the commercial strategy shifts to selling the gas on the open market, the biogas must undergo full upgrading to become biomethane (RNG). RNG possesses three primary high-value application scenarios: injection into the public natural gas grid, utilization as a transportation fuel (Bio-CNG/LNG), and serving as a feedstock for green chemicals.
Cross-Regional Grid Standards
Injecting RNG into public utility networks is heavily regulated to ensure safety and appliance compatibility. Standards vary significantly by region:
- Europe: The EN 16723-1 standard governs grid injection across many European nations. It dictates strict parameters for the Wobbe Index (a measure of gas interchangeability and thermal energy delivery), requiring stable calorific values. Furthermore, it strictly limits oxygen content (often < 0.5%) and sulfur compounds to prevent pipeline network degradation.
- North America: In the US, there is no single national standard; instead, RNG producers must comply with the specific Pipeline Specifications dictated by local utility companies (e.g., SoCalGas, PG&E). Additionally, to qualify for lucrative environmental credits like RINs (Renewable Identification Numbers) under the EPA’s Renewable Fuel Standard, the entire pathway—from feedstock to final methane purity—must be meticulously documented and verified.
Cross-Application Standards
Beyond regional differences, the physical state of the end product dictates specific operational thresholds:
- Grid Injection (Pipeline Gas): Focuses heavily on the Wobbe Index, ensuring that when the biomethane mixes with fossil natural gas, consumer appliances burn the fuel safely without adjusting air-to-fuel ratios.
- Transportation Fuel (Bio-CNG/LNG): When RNG is compressed to over 200 bar (CNG) or cryogenically frozen to -162°C (LNG), moisture limits become extreme. The water dew point must be drastically lowered (often to -40°C or lower) to guarantee that no ice crystals form, which could critically block high-pressure valves or destroy cryogenic heat exchangers.
- Green Chemical Feedstock: An emerging and highly lucrative market is using RNG to produce green methanol, green ammonia, or high-purity hydrogen. In chemical synthesis, the standards transcend basic combustion requirements. Chemical catalysts are highly susceptible to poisoning. Therefore, standards for chemical-grade biomethane demand near-zero tolerance for specific trace elements, particularly sulfur compounds, halogens, and oxygen, often measured in the single-digit parts per billion (ppb) range.
The Complete Biogas Treatment Process Flow
Transforming raw organic waste into pipeline-grade biomethane is a sequential, multi-stage engineering endeavor. While the specific technologies deployed may vary, a standardized treatment plant universally adheres to a four-stage process flow.
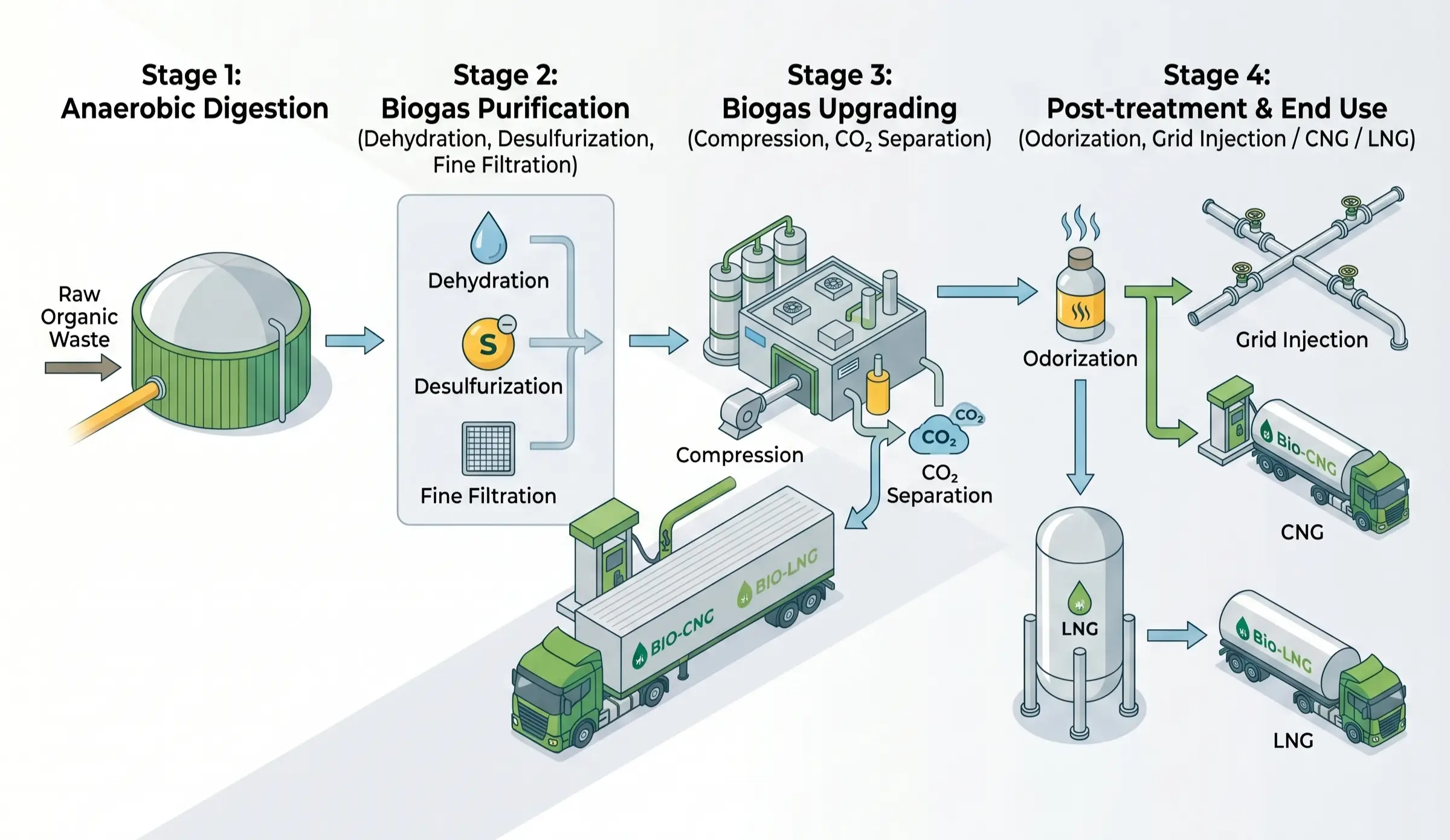
Stage 1: Source Generation (Anaerobic Digestion)
The journey begins with the intake of raw feedstocks, which may include agricultural residues, livestock manure, municipal food waste, or industrial organic wastewater. These materials are fed into large, sealed anaerobic digesters. In the absence of oxygen, complex microbial communities break down the organic matter over several weeks.
The resulting output is Raw Biogas. At this initial state, the gas is highly volatile and untreated. It typically emerges at a temperature between 30°C and 50°C and is 100% saturated with water vapor. Chemically, it consists of 50–60% Methane (CH4) and 30–45% Carbon Dioxide (CO2), heavily tainted with highly corrosive Hydrogen Sulfide (H2S), trace dust particles, and siloxanes.
Stage 2: Biogas Purification (Impurity Removal)
Before any advanced processing can occur, the gas must be stabilized. Utilizing proper biogas purification methods, the purification stage executes three critical defensive steps:
- Condensation (Dehydration): The raw, hot gas is passed through underground piping or dedicated chilled water heat exchangers. As the temperature drops, the bulk water vapor condenses into liquid form and is physically drained from the system. This prevents waterlogging and corrosion in downstream pipes.
- Desulfurization: The gas enters desulfurization vessels to remove the lethal H2S. Depending on the scale and H2S load, operators employ biological scrubbers (using specialized sulfur-eating bacteria), chemical scrubbers (using alkaline solutions), or dry-bed desulfurization media (such as iron sponge or iron oxide pellets) to neutralize the acid gas.
- Polishing: Finally, the gas passes through deep-bed activated carbon filters. This crucial polishing step traps volatile organic compounds (VOCs), residual micro-dust, and the highly damaging siloxanes.
Stage 3: Biogas Upgrading (CO2 Separation)
With the gas now clean and dry, it moves to the upgrading facility to strip away the carbon dioxide. This stage of biogas upgrading to biomethane is responsible for the financial value uplift of the final product.
- Compression & Deep Dehydration: Upgrading technologies operate at elevated pressures. The purified gas is fed into high-grade compressors, boosting the pressure typically to 10–16 bar (or higher). Because compression increases the risk of condensation, the gas is pushed through advanced desiccant beds (like molecular sieves) to achieve extreme dew point suppression, ensuring it is bone-dry.
- Core CO2 Separation: The high-pressure gas is routed into the core upgrading unit. Using advanced physical or chemical principles—such as Membrane Separation, Pressure Swing Adsorption (PSA), or Amine Scrubbing—the CO2 molecules are isolated and vented (or captured for other uses). The resulting gas state is high-purity Biomethane, boasting a methane concentration elevated to 95%, 98%, or >99%, depending on the specific technology.
Stage 4: Post-treatment & End Use
The high-purity biomethane requires final preparations before commercial distribution. Because pure biomethane is completely odorless and colorless, it poses a severe safety hazard in the event of a leak. Therefore, if the gas is destined for the public grid, it undergoes precise metering and Odorization—the injection of distinct-smelling mercaptans or Tetrahydrothiophene (THT) to comply with safety regulations.
The final routing depends on the business model: it is either compressed further into CNG for specialized vehicle fleets, cryogenically liquefied into LNG for heavy transport, or regulated to match pipeline pressure for direct Grid Injection.
Core Biogas Upgrading Technologies: A Comprehensive Comparison
The heart of a biomethane plant is the CO2 separation technology. Selecting the right mechanism is a complex engineering decision balancing purity requirements, energy availability, and capital expenditure. Below is a detailed breakdown of the four dominant biogas upgrading technologies currently operating in the global market.
- Water Scrubbing (Physical Absorption): This is one of the oldest and most robust upgrading technologies. Its operational principle relies on the physical fact that CO2 is significantly more soluble in water than methane. In a scrubbing tower, high-pressure raw biogas is injected at the bottom while fresh or regenerated water is heavily sprayed from the top. Through this counter-current contact, the water aggressively absorbs the CO2 (and residual H2S). The purified methane, which does not dissolve, exits safely from the top of the column. While mechanically simple and highly tolerant to impurities, relying on water scrubbing for biogas upgrading requires massive volumes of water and substantial electrical power for the water circulation pumps.
- Chemical Absorption (Amine Wash): Unlike water scrubbing, which relies on physical dissolving, amine scrubbing utilizes a reversible chemical reaction. The biogas is passed through a liquid solvent—typically an alkanolamine solution (such as MEA or DEA). The amine chemically binds with the CO2 molecules with extreme efficiency, allowing virtually pure methane to pass through. The “rich” solvent, now loaded with CO2, is then routed to a stripper column where it is depressurized and subjected to intense heat (usually above 120°C). This heat breaks the chemical bond, venting the CO2 and regenerating the amine solvent for continuous reuse. It yields the highest methane purity available but relies entirely on a cheap, abundant source of thermal energy.
- Pressure Swing Adsorption (PSA): The process of psa biogas upgrading is a dry technology that relies on advanced porous solid materials, such as carbon molecular sieves or zeolite molecular sieves. These sieves feature microscopic pores tailored to specific molecular sizes. Under high pressure, the smaller CO2 molecules are forced into the pores of the sieve and trapped (adsorbed), while the larger CH4 molecules bypass the sieve structure. Once the sieve is saturated, the system drops the pressure (the “swing”), causing the sieve to release the CO2 to the exhaust. PSA systems typically utilize four to six interconnected adsorbent beds, cycling between adsorption and desorption phases to ensure a continuous, uninterrupted flow of high-purity product gas.
- Membrane Separation: This is currently the fastest-growing upgrading technology due to its modularity. It utilizes specially engineered polymeric hollow-fiber membranes. The principle is based on selective permeability driven by partial pressure. The biogas is forced through thousands of microscopic membrane tubes at high pressure. Because CO2 molecules are smaller and “faster,” they permeate through the membrane walls rapidly and are exhausted. The larger, “slower” CH4 molecules cannot pass through the walls easily and are retained within the tubes, concentrating as they travel the length of the module. By arranging membranes in two or three-stage cascades, operators can fine-tune the balance between product purity and methane recovery.
Comparison Matrix and Key Decision Dimensions
To facilitate a clear engineering evaluation, the following matrix compares the core performance indicators of the four primary technologies:
| Technology | Optimal Flow Rate Range | Max Methane Purity | Methane Slip (Loss) | CAPEX (Initial Investment) | OPEX Characteristics (Energy Demand) |
|---|---|---|---|---|---|
| Water Scrubbing | Medium to Very Large (>1000 Nm³/h) | 97% – 98% | 1% – 2% | Moderate | High Electricity (Water Pumping); High Water Usage. |
| Amine Wash | Large to Very Large (>1500 Nm³/h) | > 99.9% | < 0.1% (Negligible) | High | Very High Thermal Energy (Heat for solvent regeneration); Low Electricity. |
| PSA | Medium to Large (>500 Nm³/h) | 97% – 98% | 1.5% – 3% | Moderate to High | Moderate Electricity (Compression); Requires regular media replacement. |
| Membrane | Small to Large (Highly Scalable) | 97% – 99% | 0.5% – 1.5% | Low to Moderate | High Electricity (Requires highest feed pressure); Periodic membrane replacement. |
Multi-Dimensional Summary: The matrix reveals clear boundaries for technology deployment. Amine scrubbing is the undisputed choice when ultra-high purity (>99%) is mandated by the grid and abundant waste heat is available to drive the OPEX down. Water scrubbing is robust but geographically limited by water availability and environmental discharge regulations. PSA is highly mature and handles variable gas compositions well, though operators must calculate the economic impact of its slightly higher methane slip. Membrane separation dominates the modern mid-scale market due to its unmatched modularity—allowing farmers to easily add membrane racks as their digestion capacity grows—and its relatively simple “plug-and-play” operation, despite relying heavily on electrical compression power.
How to Choose the Right System for Your Plant
Selecting the optimal biogas upgrading system is not a matter of finding the “best” technology, but rather identifying the most profitable match for your specific site conditions. A thorough techno-economic assessment must evaluate several intertwined variables.
Flow Rate and Feedstock Considerations
The scale of raw biogas production is often the ultimate deciding factor. For small to medium-sized agricultural projects (producing less than 500 to 1000 Nm³/h of raw gas), Membrane separation is overwhelmingly favored. Its low baseline CAPEX and containerized, modular nature make it financially viable for smaller flows. Conversely, for massive municipal wastewater treatment plants or industrial digesters (producing well over 2000 Nm³/h), the economies of scale shift dramatically in favor of Amine Wash or large-scale Water Scrubbing systems.
Furthermore, the source feedstock defines the initial gas composition, dictating the necessary pre-treatment. For instance, Landfill Gas (LFG) is notoriously difficult to process because the unsealed nature of landfills allows atmospheric Oxygen (O2) and Nitrogen (N2) to heavily contaminate the gas. Because membranes struggle to efficiently separate Nitrogen from Methane (as their molecular sizes are very similar), advanced PSA systems engineered with specific Nitrogen-rejecting molecular sieves are often the only viable technological route for LFG upgrading projects.
CAPEX, OPEX, and Methane Slip
A fatal mistake in project planning is focusing solely on the Initial Capital Expenditure (CAPEX). In a biomethane project with a 15 to 20-year lifespan, the Operational Expenditure (OPEX) will eclipse the initial hardware costs multiple times over. Operators must meticulously calculate local utility rates: a region with cheap electricity but expensive natural gas favors membranes, whereas a site with free thermal waste heat practically demands an Amine system.
Equally critical is the financial evaluation of “Methane Slip.” Methane slip refers to the small percentage of valuable CH4 that escapes with the CO2 exhaust during the separation process. If a plant produces 1,000 cubic meters of methane per hour, a 2% slip represents 20 cubic meters of lost product every single hour, 24/7. Over a decade, this equates to massive direct revenue losses. Furthermore, because methane is a potent greenhouse gas (over 25 times more impactful than CO2), high slip rates will incur severe financial penalties under modern carbon accounting frameworks, potentially disqualifying the project from receiving high-value environmental credits.
Key Maintenance and Operational Considerations
Even the most sophisticated upgrading plant will fail financially if routine maintenance is neglected. Ensuring high plant availability (uptime) requires a proactive approach to operational upkeep across both the purification and upgrading segments.
Routine Upkeep for Purification Systems
The purification front-end bears the brunt of the toxic contaminants and thus requires the most frequent physical intervention. Plant operators must establish strict schedules for media replacement. The iron oxide pellets in dry desulfurization beds will eventually become fully saturated with sulfur; failure to replace them before breakthrough occurs will send a lethal wave of H2S into the expensive upgrading compressors. Similarly, the deep-bed activated carbon filters used for siloxane removal must be monitored via periodic gas sampling and swapped out systematically. Additionally, routine visual and mechanical inspections of the condensation chillers and automated water drain valves are required to ensure moisture is constantly being evacuated from the raw gas lines.
Maintaining Upgrading Equipment
Maintenance in the upgrading section is generally more predictive and focused on rotating equipment and long-term degradation. Regardless of the technology, the high-pressure gas compressors are the heartbeat of the plant. They require rigorous adherence to oil change intervals, vibration monitoring, and bearing inspections.
For specific technologies, the focus shifts: Membrane systems require constant monitoring of the feed-gas filtration (coalescing filters) to ensure no oil droplets or liquid water reach the polymers, which would cause irreversible membrane fouling. Operators must track the permeation efficiency over years to budget for eventual membrane module replacements. Amine systems require chemical engineers to periodically test the solvent for heat degradation and corrosive foaming, adding anti-foaming agents and fresh makeup amine as necessary. For PSA systems, valve sequencing must be flawlessly calibrated, and the pneumatic valves themselves must be serviced to prevent pressure leaks that would destroy the separation efficiency.
Secure Your Biogas Plant’s Efficiency
In the biogas upgrading process—particularly within PSA operations and deep front-end dehydration—the adsorption capacity and crush strength of high-performance molecular sieves directly dictate your system’s methane recovery rate and long-term operational stability. As an original manufacturer with over 22 years of deep industry experience, JALON delivers highly customized, premium molecular sieves and activated alumina desiccants designed to guarantee continuous, ultra-high-purity gas output.