Industrial Adsorption Process Guide: PSA, TSA, and VPSA Explained
01What Is the Adsorption Process?
Adsorption is a surface phenomenon — it happens when molecules from a gas or liquid attach themselves to the surface of a solid material, rather than being absorbed into its bulk. Think of activated carbon trapping odors: the odor molecules cling to the carbon’s surface, they don’t soak into it. That’s adsorption, not absorption.
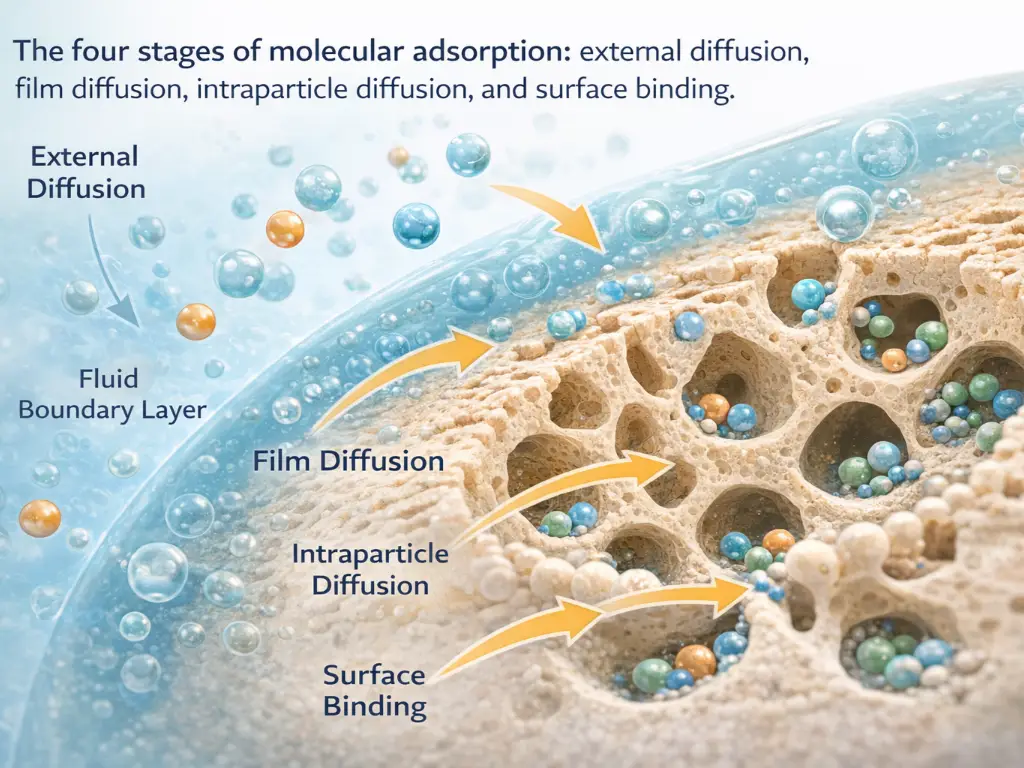
In an industrial setting, this simple surface-attachment mechanism becomes a highly engineered separation tool. The process follows four sequential steps: first, the target molecule (the adsorbate) moves from the bulk fluid toward the adsorbent particle through external diffusion. Then it crosses the stagnant film layer surrounding the particle — this is film diffusion. Next comes intraparticle diffusion, where the molecule navigates the porous internal structure toward active binding sites. Finally, the molecule binds to the surface — the adsorption reaction itself.
The binding mechanism determines reversibility. In physisorption, weak van der Waals forces hold the molecule to the surface with binding energies of 5–40 kJ/mol — strong enough to capture, weak enough to release during regeneration. In chemisorption, actual chemical bonds form with energies exceeding 40 kJ/mol, making the attachment far harder to reverse. Industrial adsorption processes overwhelmingly rely on physisorption specifically because it’s reversible — the adsorbent can be regenerated and reused for thousands of cycles.
The choice of which adsorption process to use depends on three things: what you’re separating, at what scale, and under what conditions (International Adsorption Society).
02Major Types of Industrial Adsorption Processes
All industrial adsorption processes share a common logic: they swing a process parameter to cycle between adsorption (capturing) and desorption (releasing). The three dominant types differ only in which parameter they swing.
Pressure Swing Adsorption (PSA)
PSA exploits a simple physical relationship: gases adsorb more readily at higher pressure. The process pressurizes the feed gas to drive adsorption, then drops the pressure to trigger desorption and regenerate the bed.
A typical PSA cycle runs four steps in sequence. Pressurization brings the bed to operating pressure. Adsorption follows, with the target component selectively captured as product gas passes through. Blowdown then releases the pressure, causing the captured molecules to desorb. Finally, a purge step flushes residual desorbed gas from the bed using a slipstream of product, preparing it for the next cycle.
PSA dominates applications where the feed gas is already at elevated pressure — hydrogen purification from steam methane reformer off-gas, nitrogen generation from compressed air, and biogas upgrading to biomethane are textbook examples. The process is fast (cycle times of 1–3 minutes), compact, and can deliver remarkable purity — PSA hydrogen routinely reaches 99.999%.
The trade-off is energy: compressing feed gas to operating pressures above 8 bar consumes significant electricity.
Temperature Swing Adsorption (TSA)
TSA swings temperature instead of pressure. Adsorption occurs at ambient or moderately low temperature. Regeneration heats the bed to 200–300°C using steam or a hot gas stream, driving off the captured molecules. A cooling step follows before the next adsorption cycle begins.
TSA’s strength is depth. Because heating provides far more energy than depressurization, TSA achieves more complete regeneration — making it the technology of choice for deep dehydration. A TSA unit can push the dew point of natural gas below -100°C, a level no PSA system can match. This is why natural gas dehydration, instrument air drying, and cryogenic air separation pre-purification (removing every trace of H₂O and CO₂ before cryogenic cooling) all run on TSA.
The weakness is speed. TSA cycles take minutes to hours, requiring larger adsorbent beds and higher capital expenditure than equivalent PSA systems. But when the specification demands absolute dryness, TSA is non-negotiable.
Vacuum Pressure Swing Adsorption (VPSA)
VPSA is PSA’s energy-conscious sibling. Instead of compressing the feed gas to high pressure, VPSA adsorbs at slightly above atmospheric pressure, then pulls a vacuum (typically 0.1–0.2 bar absolute) to regenerate. This eliminates the cost of feed gas compression — a decisive advantage when the incoming stream is at ambient pressure and compressing it would consume more energy than the separation is worth.
VPSA found its killer application in on-site oxygen generation. A VPSA oxygen plant using lithium-exchanged zeolite (LiLSX) produces 90–95% pure oxygen at 300–10,000 Nm³/h, serving steel mills, wastewater treatment ozone generators, and chemical oxidation processes. For capacities below 10,000 Nm³/h, VPSA is typically more energy-efficient than cryogenic air separation. The same logic makes it a natural fit for post-combustion CO₂ capture, where flue gas arrives at atmospheric pressure and compression would be uneconomical.
03PSA vs. TSA vs. VPSA: How to Choose the Right Process
Choosing between these three processes isn’t about which one is “best” — it’s about which one matches your feed conditions, your purity target, and your energy budget.
| Process | Swing Parameter | Cycle Time | Energy Source | Best For | Key Limitation |
|---|---|---|---|---|---|
| PSA | Pressure | 1–3 min | Electricity (compressor) | High-pressure feeds: H₂ purification, N₂/O₂ generation, biogas upgrading | High compression energy cost; requires feed ≥3 bar |
| TSA | Temperature | Minutes to hours | Steam or thermal fluid (130–150°C+) | Deep dehydration: natural gas drying, ASU pre-purification, air drying | Large beds, slow cycles, high CAPEX |
| VPSA | Pressure + Vacuum | 1–5 min | Electricity (blower + vacuum pump) | Ambient-pressure feeds: on-site O₂ (300–10,000 Nm³/h), post-combustion CO₂ capture | Vacuum pump complexity; lower throughput per bed |
The decision tree is straightforward. If your feed gas is already at high pressure — say, syngas from a steam methane reformer at 20 bar — PSA is the obvious choice. You’re letting that existing pressure do the work. If you have cheap waste heat available — a steam source or hot flue gas — TSA becomes far more economical because you’re not paying for the regeneration energy. If neither condition applies and your feed is at ambient pressure, VPSA (or its simpler variant VSA, which adsorbs at atmospheric pressure without any feed compression) is likely the most cost-effective route.
The key is to match the process to what’s already available at your site rather than blindly adding compressors or steam generators to force-fit a preferred technology.
The One-Question Rule
Do you have waste heat available? → TSA.
Neither? → VPSA.
04Adsorbent Materials — The Engine Behind Every Adsorption Process
A well-designed PSA or TSA system is only as good as the material inside its columns. The adsorbent determines selectivity, capacity, and operating life — getting this choice wrong means the best process design in the world won’t deliver.
| Adsorbent | Pore Size | Surface Area (m²/g) | Best For Removing | Typical Process | Key Limitation |
|---|---|---|---|---|---|
| Zeolite 3A | ~3 Å | 500–800 | H₂O (selective, excludes larger molecules) | TSA dehydration, ethanol drying, refrigerant drying | Useless for anything larger than water |
| Zeolite 4A | ~4 Å | 500–800 | H₂O, CO₂, NH₃, methanol | General gas/liquid dehydration, natural gas | Limited to small polar molecules |
| Zeolite 5A | ~5 Å | 500–800 | CO, CO₂, H₂S, mercaptans, normal paraffins | PSA H₂ purification, O₂/N₂ separation | Excludes branched/cyclic hydrocarbons |
| Zeolite 13X | ~10 Å | 500–900 | Large polar molecules, CO₂, H₂S, VOCs | VPSA O₂, natural gas sweetening, CO₂ capture | Higher regeneration energy than smaller-pore zeolites |
| LiLSX (Li-X) | ~10 Å | 700–900 | N₂ (highest N₂/O₂ selectivity) | Medical & industrial VPSA O₂ generation | Premium cost; requires vacuum regeneration |
| Activated Carbon | 10–500 Å | 450–1,800 | Organics, non-polar molecules, VOCs | Water treatment, solvent recovery, odor control | Poor for polar molecules; requires thermal regeneration |
| Silica Gel | ~50 Å | 300–800 | H₂O (high capacity at moderate-high RH) | Air drying, humidity control | Low capacity at low water vapor pressure |
| Activated Alumina | ~50 Å | 200–400 | H₂O, fluoride | Gas dehydration (protective layer), catalyst support | Lower capacity than molecular sieves at low RH |
The selection logic follows from the chemistry. Polar molecules — water, CO₂, H₂S, alcohols — are drawn to the charged framework of zeolites, which at low water vapor concentrations can hold 6–10 times more moisture than silica gel or activated alumina. Non-polar organic molecules are better served by activated carbon’s hydrophobic surface. For the deepest dehydration, nothing matches a 3A or 4A molecular sieve bed — which is why every cryogenic air separation unit on the planet puts a molecular sieve pre-purification layer upstream of the cold box.
Modern molecular sieve manufacturing has evolved to cover this full spectrum. Commercial molecular sieve product lines now span from 3A to 13X to specialized lithium-exchanged formulations — each tuned to a specific separation task (Jalon). This specialization means engineers no longer need to compromise with a “good enough” generic adsorbent; they can specify a material optimized for exactly their feed composition and purity target.
In TSA dehydration beds, standard practice places a layer of activated alumina at the column inlet — typically 10–20% of total bed height. This sacrificial layer catches any liquid water carryover, glycol, or amine before it hits the more expensive molecular sieve layer downstream, significantly extending the sieve’s service life.
The 10–20% Rule

05Where Adsorption Processes Deliver Value — Key Industrial Applications
Industrial adsorption operates across three broad fronts: separating gas mixtures into pure streams, stripping moisture from process flows, and enabling emerging clean-energy technologies.
Gas Separation — Oxygen, Nitrogen, Hydrogen, and Beyond
Air is roughly 78% nitrogen and 21% oxygen. The adsorption process separates them by exploiting the fact that nitrogen adsorbs more strongly onto certain zeolites than oxygen does — pressurize the air, let the nitrogen stick, and oxygen flows through at 93±3% purity.
This principle powers medical oxygen concentrators (small PSA units using Li-X zeolite, delivering 93% O₂ at the bedside), industrial VPSA oxygen plants for steelmaking (30,000 Nm³/h systems feeding electric arc furnaces), and PSA nitrogen generators that supply inert blanketing gas to chemical plants and food packaging lines. Hydrogen purification via PSA takes the opposite approach — impurities adsorb while the small, fast-moving H₂ molecules pass through, yielding 99.999% pure hydrogen from reformer off-gas.
Biogas upgrading is essentially the same physical process applied to a different feed: CO₂ adsorbs onto the zeolite while methane passes through, concentrating the CH₄ to pipeline-grade biomethane at over 97% purity.
Dehydration and Purification — Keeping Industrial Streams Dry and Clean
Water vapor in a gas stream is not a minor nuisance — in a natural gas pipeline, it forms solid hydrates that block flow. In a refrigerant system, it hydrolyzes to hydrochloric or hydrofluoric acid that corrodes compressor internals. In a cryogenic air separation unit, it freezes solid at -180°C and plugs the heat exchanger passages.
Adsorption-based dehydration answers all three. Natural gas processors run TSA units filled with 4A molecular sieve to hit pipeline dew point specifications of -21°C or lower. Refrigerant manufacturers embed 3A molecular sieve (XH series) directly in the filter-drier to scavenge residual moisture before it can react. And every large cryogenic ASU places a TSA pre-purification unit upstream — typically loaded with both activated alumina (for bulk water removal) and 13X or JLPM-series molecular sieve (for CO₂ removal to below 0.1 ppm) — because ice crystals and frozen CO₂ at cryogenic temperatures would destroy the distillation column.
What Water Vapor Does to Your System
- Pipeline: solid hydrates block flow
- Refrigerant: HCl/HF acid corrodes compressor
- Cryogenic ASU: ice plugs heat exchanger at -180°C
Emerging Frontiers — Carbon Capture, SAF, and Battery-Grade Drying
Adsorption is not just a legacy industrial tool. Post-combustion CO₂ capture using VPSA with zeolite 13X is being deployed at pilot and demonstration scale, with energy consumption in the 0.3–0.6 GJ per tonne of CO₂ captured range. In sustainable aviation fuel (SAF) production, molecular sieve-based catalysts enable the isomerization step that gives synthetic kerosene the cold-flow properties needed for high-altitude operation. And in lithium-ion battery manufacturing, specialty molecular sieves dry organic electrolyte solvents to below 10 ppm moisture — a specification that directly determines cell longevity, since any residual water reacts with the electrolyte to form HF acid that degrades cathode material.
These applications share a common thread: as purity specifications tighten and environmental regulations harden, adsorption processes move from “one of several options” to “the only option that meets the spec.”
06Key Factors That Impact Adsorption Process Performance
Selecting the right process and adsorbent is necessary but not sufficient. Five operating factors determine whether the system delivers on its design promise.
Temperature. Adsorption is exothermic — the bed temperature rises 10–30°C during the loading phase. Since adsorption capacity drops as temperature rises, this self-heating effect works against you. Managing bed temperature through inter-stage cooling or adjusting cycle timing is essential, especially in PSA systems where rapid cycling can accumulate heat.
Pressure. At higher partial pressure, more molecules occupy the adsorbent surface — this is Le Chatelier’s principle operating at the solid-gas interface. PSA exploits this directly, but it cuts both ways: any unexpected pressure drop in the feed line reduces working capacity and can shift the mass transfer zone forward, causing premature breakthrough.
Moisture competition. Water is the most polar molecule commonly found in industrial gas streams. It competes aggressively for adsorption sites — often displacing the target adsorbate entirely. The standard defense is a protective layer of activated alumina or a less-expensive molecular sieve grade at the bed inlet, sacrificing itself to catch water before it reaches the working adsorbent layer.
Regeneration quality. This is the most overlooked performance variable. An adsorbent bed that’s only 90% regenerated doesn’t deliver 90% of its design capacity on the next cycle — the accumulated residual loading compounds, and effective working capacity can degrade by 20–30% within weeks. The symptom is a breakthrough curve that shifts progressively earlier with each cycle. The fix is simple but operationally demanding: verify that regeneration temperature (for TSA) or vacuum level (for VPSA) actually reaches spec at the bed exit, not just at the heater or pump discharge.
The 90% Regeneration Trap
Adsorbent quality. Pore-size consistency across a batch, crush strength under cyclic thermal and mechanical stress, and traceability of raw material inputs all directly affect bed life. In critical applications, operators retain samples from each adsorbent batch for multi-year traceability — a practice that makes it possible to correlate premature performance degradation with a specific manufacturing lot rather than an operating error.
These aren’t theoretical variables. They’re what determine whether an adsorption system delivers 5 years or 15 years of reliable performance.
References
- International Adsorption Society. “What is Adsorption?” https://www.int-ads-soc.org/what-is-adsorption/
- University of Michigan Chemical Engineering Encyclopedia. “Adsorbers.” https://encyclopedia.che.engin.umich.edu/Adsorbers/
- ScienceDirect Topics. “Adsorption Operation.” https://www.sciencedirect.com/topics/engineering/adsorption-operation
- Ruthven, D.M. Principles of Adsorption and Adsorption Processes. Wiley, 1984.
- Jalon Zeolite. “Products — Molecular Sieves.” https://www.jalonzeolite.com/products/
- Jalon Zeolite. Homepage. https://www.jalonzeolite.com/








