水素化分解技術とプロセス:現代の製油所が重質油を高付加価値燃料に変える仕組み
ハイドロクラッキングとは何か、また製油所内のどこで行われるのか?
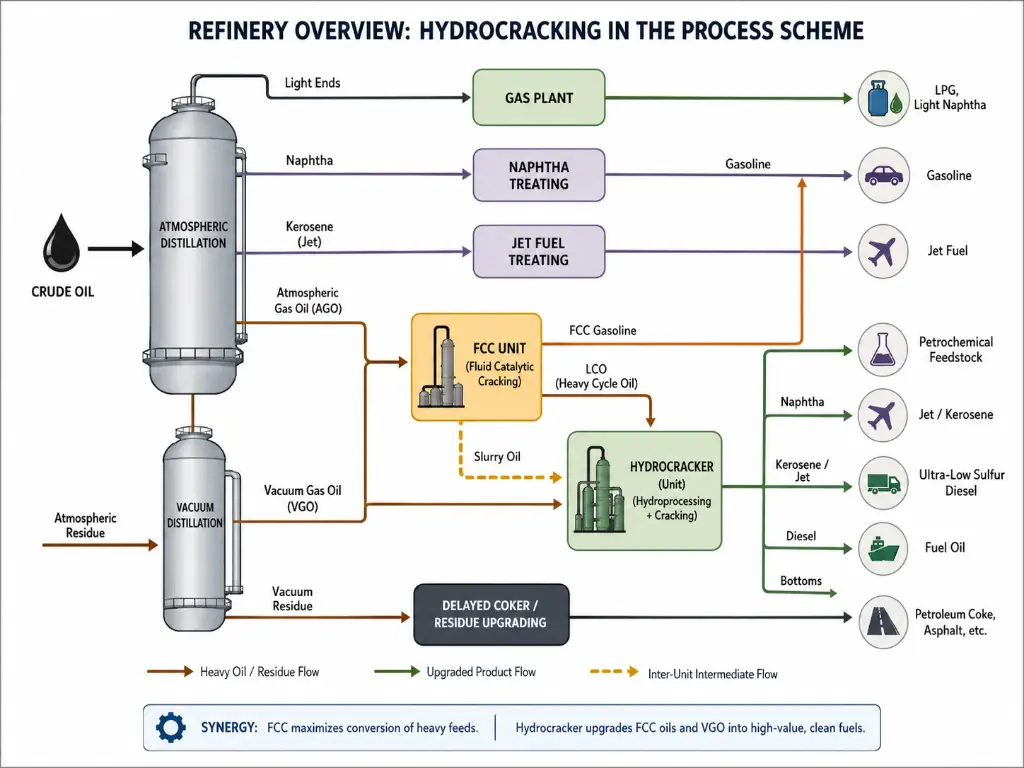
製油所は、いわば選別・精製工場のような役割を果たしています。一端から原油が入り、もう一端からはガソリン、ディーゼル燃料、ジェット燃料、石油化学原料など、多岐にわたる製品が排出されます。 この選別作業を担うのが、常圧蒸留塔と減圧蒸留塔です。これらは沸点の違いを利用して原油を各留分へと分離します。しかし、選別だけでは大きな価値を逃してしまいます。蒸留塔の底部から得られる重質留分――軽油や残渣油――は、分子量が大きすぎ、芳香族成分が多すぎ、不純物も多すぎるため、高級製品として販売することはできません。
ここでハイドロクラッキングの出番となる。
ハイドロクラッキングは、重質炭化水素分子を分解し、より軽質で高付加価値の製品へと変換する触媒水素化プロセスである。 単純な熱分解とは異なり、このプロセスは高圧下で水素が豊富な環境で行われ、炭素-炭素結合を切断すると同時に、生成した断片に水素を飽和させる。その結果、ディーゼル、ジェット燃料、灯油といった中間留分が主となる製品群が得られる。これらは、装置に投入された原料よりもクリーンで安定性が高く、付加価値も大きい。
製油所のプロセスフローにおいて、ハイドロクラッカーは蒸留工程の下流、製品ブレンド工程の上流に位置する。 これは流動接触分解装置(FCC)を補完する役割を果たす。FCCは脱炭素メカニズムを通じてガスオイルをガソリンに変換する一方、水素化分解装置は、FCCによる分解に抵抗を示す芳香族成分が多く難分解性の原料、すなわちFCC自体が生み出す副産物である軽質循環油(LCO)などを処理する。 これら 2 つの転換装置が一体となって、現代の高転換率製油所の基幹を形成しています。
なぜ水素化分解は不可欠なものとなったのか。そこには3つの要因が重なっている。第一に、環境規制により超低硫黄燃料が求められているが、水素化分解の富水素環境下では、硫黄や窒素をppm単位の1桁台まで低減できる。第二に、世界の原油組成が重質化しており、精製所の転換装置に送られる残渣分が増加している。 第三に、中間留分(特に新興国におけるディーゼル燃料や、航空需要の拡大に伴うジェット燃料)への需要が引き続き高まっており、ハイドロクラッキングはこれらを生産する最も効率的な方法である。
では、実際には何が生分解装置に投入されるのでしょうか?その問いは、一見したよりも複雑な問題であることがわかります。
原料:ハイドロクラッカーには何が投入されるのか?
ハイドロクラッカーの最大の強みは、原料の柔軟性にある。しかし、その柔軟性には技術的な課題も伴う。原料が異なれば、プロセス構成、触媒、運転戦略もそれぞれ異なるものとなる。プロセスそのものに踏み込む前に、原料の状況を十分に把握しておくことが不可欠である。
一般的なハイドロクラッカーの原料の中で最も軽いものは、沸点が約200~370 °Cの直留軽軽油(LGO)であり、商業用原料の大部分は真空軽油(VGO)が占めています。 これらのストリームは比較的クリーン(硫黄および窒素含有量が少ない)であり、水素消費量を抑えた単段構成で処理することができます。 その対極にある真空残渣(真空蒸留後に残る物質で、沸点は 565°C 以上)は、金属(ニッケル、バナジウム)、アスファルテン、多環芳香族化合物を高濃度で含んでおり、これらは従来の固定床触媒を急速に失活させてしまいます。 残渣の処理には、触媒を連続的に添加および回収できる沸騰層またはスラリー層反応器技術が必要となります。
市販のハイドロクラッカーの多くは、その中間の範囲で稼働しています。主力となる原料は真空ガスオイル(VGO)で、通常、沸点は350~565°Cです。 原油の産地によって異なりますが、VGOには0.5~4 wt%の硫黄と500~3,000 ppmの窒素が含まれることがあり、特に窒素はより潜伏性の高い問題となります。 有機窒素化合物は、たとえ微量であっても、水素化分解触媒の酸性サイトにとって強力な毒となります。そのため、構成にかかわらず、すべての水素化分解装置は前処理工程から始まります。
| 原料の種類 | 代表的な情報源 | 沸騰範囲 | 主な課題 | 適切なプロセス |
|---|---|---|---|---|
| ストレート・ラン LGO/VGO | 大気圧/真空蒸留 | 350~565℃ | S、Nの含有量は原油によって異なる | 単段式または二段式 |
| ライトサイクルオイル(LCO) | FCC副産物 | 220~350℃ | 芳香族成分が多い(60~80%)、分解が困難 | 高圧水素を用いた二段階法 |
| コーカー・ガスオイル | 遅延コークス化 | 350~520℃ | S、N、およびオレフィン類を多く含む;不安定 | 前処理付き2段階プロセス |
| 大気中の残留物 | 大気蒸留残渣 | 565°C以上 | 金属、アスファルテン、高粘度 | 流動層/スラリー |
| 真空残渣 | 真空蒸留残渣 | 565°C以上 | 重金属+アスファルトエン | 流動層/スラリーのみ |
前処理の要件は、プロセスそのものへと自然な流れを生み出します。最も単純な単段式装置から、最も複雑な残渣改質施設に至るまで、あらゆる水素化分解装置は、汚染された重質原料を、規格を満たすクリーンな製品へと変換する論理的な一連の工程を踏んでいます。
水素化分解プロセス:工程ごとの詳細解説
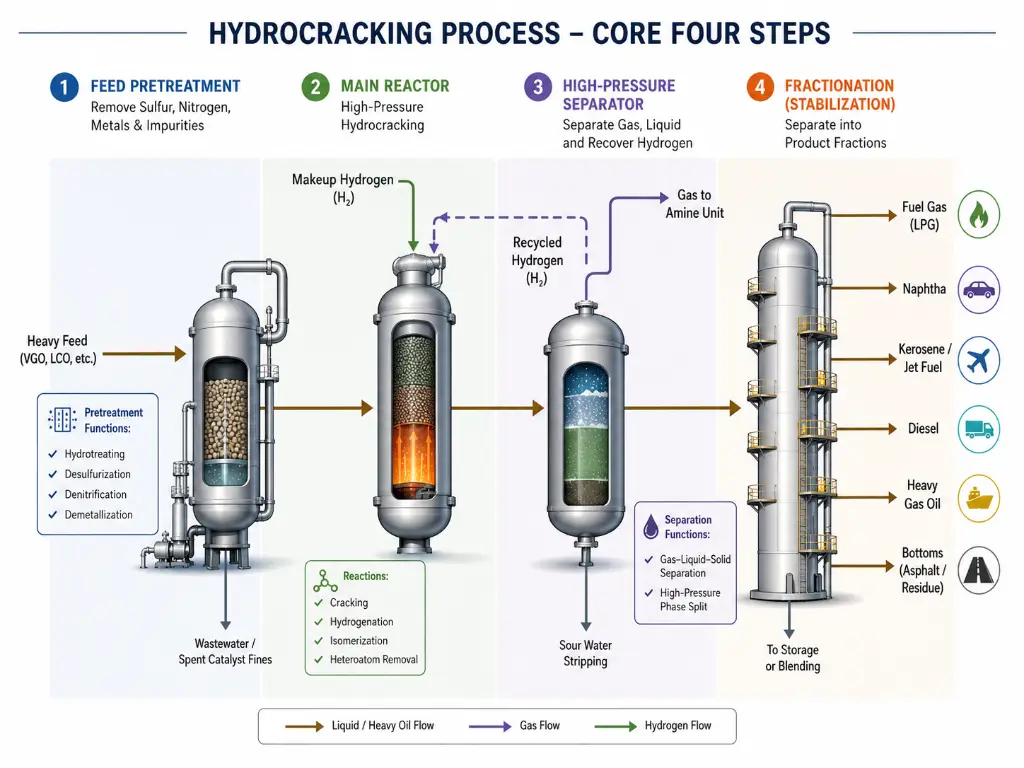
ハイドロクラッキングは、単一の反応器内で行われる単一の反応ではありません。これは、前処理、反応、分離、分留という4つの工程からなる、綿密に調整された一連のプロセスです。各工程では、下流工程に連鎖的に影響を及ぼす重要な運転判断が求められ、それが製品の品質、触媒の寿命、そしてプラントの収益性に影響を与えます。
飼料の前処理:本番に向けた下準備
前処理は、本反応装置に入る前のセキュリティチェックや除染チェックポイントのようなものだと考えてください。硫黄、窒素、金属がチェックされずに水素化分解触媒に到達すると、活性サイトを不活性化し、細孔経路を塞ぎ、触媒の寿命を数年から数ヶ月へと縮めてしまいます。
前処理反応器は、300~400°Cの温度および50~150バールの水素圧という、分解反応器と同様の条件下で稼働する。内部では、CoMo(コバルト・モリブデン)またはNiMo(ニッケル・モリブデン)触媒が、2つの重要な反応を促進する。 水素化脱硫(HDS)は有機硫黄化合物を硫化水素(H₂S)に変換し、水素化脱窒素(HDN)は有機窒素化合物をアンモニア(NH₃)に変換します。 前処理セクションからの排出目標値は厳しく、硫黄は50 ppm未満、窒素は10 ppm未満と定められている。また、2段階式ユニットでは、第2段階の貴金属触媒を保護するために、窒素を5 ppm未満に抑えることが求められる場合が多い。 有機窒素種は下流の分解反応を促進するブレンステッド酸サイトを中和してしまうため、窒素濃度は特に低く抑える必要があります(トプソー, 2004).
反応区画:ここで分解が起こる
不純物の大部分が除去された前処理済みの原料は、加熱・加圧された水素と混合され、プラントの中核となる水素化分解反応器へと送られる。この反応器は通常、固定床式の下流式(トリクルフロー)反応器であり、温度制御のためにクエンチゾーンで区切られた複数の触媒層を備えている。
触媒粒子内部で起こる反応こそが、ハイドロクラッキングの核心となる化学反応、すなわち「二機能メカニズム」である。各触媒粒子には、ナノスケールで近接した位置に、2種類の異なる活性サイトが含まれている。 金属サイト(ほとんどの反応器では通常、硫化ニッケル・モリブデンまたはニッケル・タングステンであり、白金やパラジウムは硫黄を含まない環境で稼働する第2段階のユニットに限定して使用される)は、水素化および脱水素化を行う。 これらは芳香族環を水素で飽和させ、さらに重要なことに、飽和炭化水素から水素を取り除くことで反応性の高いオレフィン中間体を生成します。 ゼオライトまたは非晶質シリカ・アルミナ担体上に位置する酸サイトは、β-開裂によってクラッキングそのものを行い、オレフィン中間体の炭素-炭素結合を切断して、より小さな分子を生成します。
この2つの部位による連携反応こそが、水素化分解反応を無差別ではなく選択的なものにしている。 金属サイトが分子を活性化させ、酸サイトが特定の位置でそれを切断する。この2つはナノメートルスケールで物理的に隣接していなければならない。つまり、金属サイトから脱着した分子は、再飽和する前に酸サイトと遭遇しなければならず、そうでなければ分解の機会は失われてしまう。
運転条件はこの微妙なバランスを反映している。反応器の温度は300~450°Cの範囲にあり、具体的な設定値は原料の反応性と目標変換率によって決定される。 圧力は80~200バールの範囲です。圧力を高くすると水素分圧を高く維持することでコークスの生成を抑制できますが、圧縮コストが大幅に増加します。液体時間空間速度(LHSV)は通常0.5~2.0 h⁻¹で、滞留時間を制御します。LHSVが低いほど分解は深くなりますが、処理量は減少します。 水素対油比(通常、原料1立方メートルあたり1,000~2,000 Nm³の水素)は、触媒表面での十分な水素供給を確保し、反応に伴う発熱を放散させるのに役立つ(ScienceDirect, 2024).
分解反応は強い発熱反応であるため、温度制御は反応器における最も重要な安全上の課題である。各触媒層は、プロセス流体の温度を10~30°C上昇させる。 各層の間には、クエンチとして低温の水素が注入される。これは単純だが、厳密に調整された制御戦略である。もし層の温度が制御不能になると、反応速度は指数関数的に加速し、より多くの熱を発生させる。これにより反応がさらに加速するという正のフィードバックループが生じ、触媒の焼結や、極端な場合には反応器壁の破損につながる可能性がある。
水素管理:目に見えない中核
水素はハイドロクラッカーの最大の変動操業コストであり、その適切な管理は触媒の管理と同様に重要である。一般的な完全転換型ハイドロクラッカーでは、原料1トンあたり250~350 Nm³の水素を消費するため、製油所内で最大の水素消費源となっている。
水素は、反応物(分解生成物を飽和させ、異種原子を除去する)、熱媒体(触媒表面から反応熱を運び出す)、および触媒保護剤(反応性のあるコークス前駆体を封鎖することでコークスの生成を抑制する)という3つの役割を同時に果たします。 反応器から排出される水素は廃棄されるのではなく、高圧分離器を通過し、そこで回収され、H₂SおよびNH₃が除去された後、反応器の入口へ再循環される。 新鮮な補給水素は、化学的消費およびパージによる損失を補う。リサイクルガスの純度を90%水素以上を維持することは不可欠である。リサイクルループ内に軽質炭化水素(メタン、エタン)が蓄積すると、水素分圧が低下し、触媒活性が低下して失活が加速されるためである。
分離と分画:生成物の選別
反応器からの排出物は、未反応の水素、軽質炭化水素ガス(C₁~C₄)、ナフサ系液体、中間留分、および未変換の原油からなる複雑な混合物である。この混合物を規格に適合した製品に分離するには、2つの連続した分離工程が必要となる。
まず、高圧分離器で水素を多く含むガス流をフラッシュオフし、再利用します。 圧力が低下した液相は分留塔に入り、そこで沸点範囲に応じて製品が取り出される:LPG(20°C以下)、軽ナフサ(20~80°C)、重ナフサ(80~180°C)、 灯油/ジェット燃料(180~270°C)、ディーゼル(270~370°C)、および未反応油(370°C以上)に分離される。2段構成の場合、未反応油はさらなる分解のために専用の第2段反応器へと送られる。 単段式ユニットでは、その一部を反応器入口へ再循環させ、1パスあたりの変換率40~60%を、全体で70~80%まで高めることができる。
プロセス制御と安全性:安定性を維持する
ハイドロクラッカーの運転とは、400°Cで水素圧200バールの過酷な条件下でシステムを管理することであり、効率的な運転と壊滅的な故障との境界線は極めて狭い。すべての商用ハイドロクラッカーには、自動緊急減圧システムが装備されている。 温度の異常上昇や封じ込め機能の喪失が発生した場合、このシステムは15~20分以内に反応器内の内容物をフレアへ排出することで、システム圧力を200バール以上から約7ゲージ(barg)まで低下させます。これは、構造的な損傷が生じる前に反応を停止させるのに十分な速さです。
通常の温度制御は、ベッド間クエンチ水素システムに依存しています。目標は、各触媒ベッドにおける温度上昇を約20°C未満に抑え、反応器容器の金属学的限界に近づかないようにして、安定した運転を確保することです。 オペレーターはベッドの温度分布を継続的に監視している。あるベッドでホットスポットが発生した場合、チャネリング、触媒のファウリング、または不均一な流体分布を示唆している可能性があり、これらはすべて事態が悪化する前に調査が必要となる。
単段式と二段式:適切な構成の選び方
基本的なプロセスフローを理解したら、次に検討すべき点は、その用途において何段階の反応工程が必要かということです。単段式と二段式のハイドロクラッキングのどちらを選ぶかは、「どちらが優れているか」という問題ではなく、原料の品質、目標とする転換率、および希望する製品構成に合わせて構成を決定する問題なのです。
一段式水素化分解:軽質原料向けの簡便なプロセス
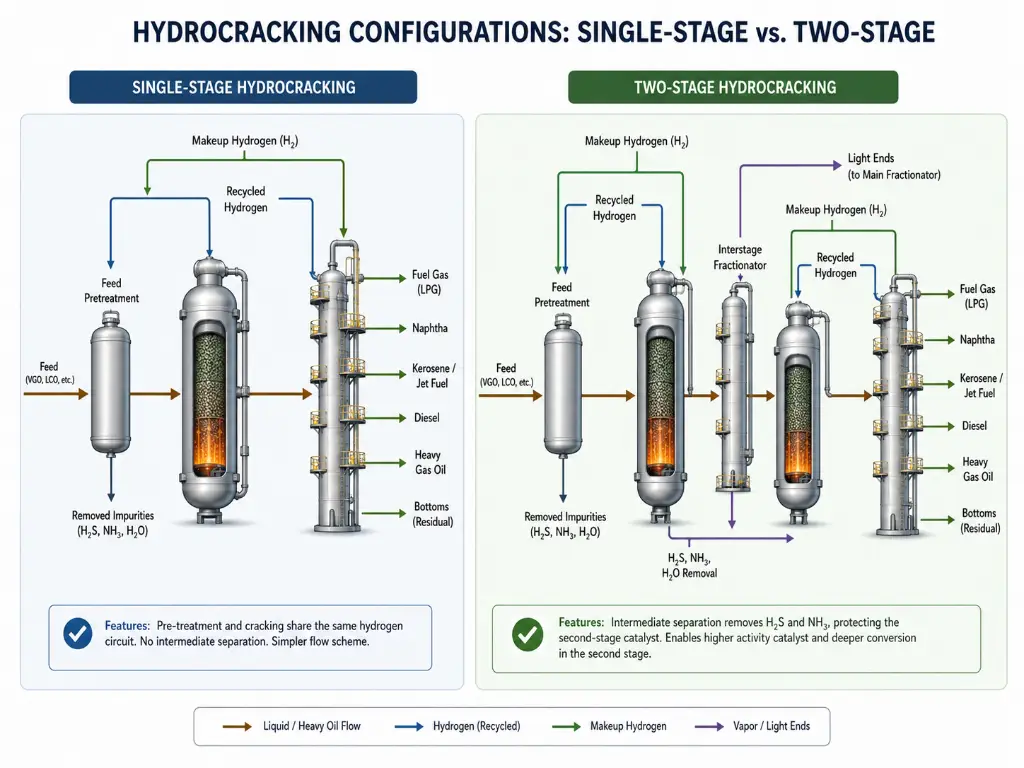
単段構成では、前処理反応器と分解反応器は共通の水素ループを共有し、中間生成物の分離は行われない。全原料は両反応器を直列に通過し、両反応器からの混合排出物は直接分離セクションへと送られる。
この簡素さは、設備投資コストの削減、設置面積の縮小、および操作の簡便化につながり、低硫黄原油由来のストレートランVGOなど、比較的軽質で不純物の少ない原料の処理において、最適な選択肢となっています。 その代償として、変換率は限定的となります。ワンスルーモードでは、1パスあたりの典型的な変換率は40~60%です。 未変換の油の一部を反応器入口にリサイクルすることで、より高い変換率を達成し、全体的な変換率を 70~80% に押し上げることができますが、リサイクルストリームには未変換の多環芳香族化合物が含まれており、これらがループ内に蓄積して、最終的にはパージを余儀なくされます。
単段触媒システムは、前処理中に発生するH₂SおよびNH₃が存在する環境下で機能しなければならない。これらのガスは酸性分解サイトを部分的に阻害するため、1パスあたりの達成可能な変換率は制限されるが、一方でガスやコークスへの過剰分解も抑制され、中留分への自然な選択性がもたらされる。
2段階水素化分解:困難な原料に対しても最大限の柔軟性を発揮
この2段階プロセスでは、各段階の間に「生成物の分離」という重要な工程が追加されています。第1段階で前処理と初期分解が完了した後、生成物は分留されます。 軽質製品(ナフサ、灯油、ディーゼル)は完成品として取り出されます。未反応の原油(この時点でH₂SおよびNH₃は除去済み)は、清浄な水素環境下で稼働する専用の第2段階反応器へと送られます。
この中間分離こそが、2段階プロセスの利点の鍵となります。第1段階の触媒を阻害するH₂SやNH₃が除去されることで、第2段階の反応器では、第1段階の環境下では急速に失活してしまうような、高酸性ゼオライト担持の白金やパラジウムなどの貴金属を含む、より活性の高い触媒を使用することが可能になります。 その結果、1パスあたりの分解深度が深まり、全体的な変換率(90~99%)が向上するほか、第2段階の運転条件を調整することで、生成物組成をディーゼル燃料、ジェット燃料、またはナフサへとシフトさせることが可能になります。
もちろん、コストは高くなります。2段式ユニットには、2つ目の反応器、2つ目の水素ループ(あるいはより複雑な共用ループ)、中間分留塔、そしてより多くの触媒在庫が必要となります。軽質でクリーンなVGOをディーゼル燃料に精製する製油所であれば、1段式ユニットで十分かもしれません。 一方、FCCからLCOをクラッキングする製油所、高窒素コークスガスオイルを処理する製油所、あるいは拡大する航空市場に向けてジェット燃料の生産を最大化しようとする製油所にとっては、2段式構成のコスト高に見合う価値がある。
運転条件と原子炉技術
ハイドロクラッキングを理解するとは、相反する目標間のせめぎ合いを理解することを意味する。すなわち、変換深度と生成物の選択性、触媒活性と触媒の耐久性、生成物の価値と運転コストといった要素である。これらのせめぎ合いのバランスをとる運転パラメータ、そしてそれらを収容する反応器装置こそが、プロセス工学と物理的現実が交わる場なのである。
| 動作パラメータ | 標準的な範囲 | エンジニアリング・ロジック |
|---|---|---|
| 原子炉温度 | 300~450℃ | 下限は触媒のライトオフ温度によって決まり、上限はガスへの過剰な分解や急速なコークス生成によって制限される |
| 原子炉圧力 | 80~200バール | 圧力が高いほど、水素分圧が高くなり、コークスの生成が抑制され、触媒の寿命が延びますが、圧縮コストが高くなり、反応器の壁が厚くなります。 |
| LHSV(液体時間空間速度) | 0.5~2.0 h⁻¹ | 滞留時間の逆数。LHSVが低いほど、1パスあたりのクラッキング深度は深くなるが、単位処理量は減少する。 |
| 水素対石油比 | 1,000~2,000 Nm³/m³ | 触媒表面の水素被覆率を確保し、反応熱を排出する。低すぎるとコークスが生成され、高すぎるとリサイクルコンプレッサーへの負荷が過大になる。 |
これらのパラメータは独立して作用するものではありません。温度を上げると変換率は向上しますが、コークスによる触媒の失活速度も高まります。 圧力を上げるとコークスの生成は抑制されますが、より高価な金属材料が必要となり、水素圧縮コストも高くなります。ハイドロクラッカーの運転の要は、この最適な条件(スイートスポット)を見極め、3~5年のサイクルで触媒が経年劣化して活性が低下するにつれて、それを調整することにあります。
反応器のハードウェア自体は、原料の厳しさによって大きく異なる。これは以下の比較表にも示されている(ペンシルベニア州立大学 FSC 432(ペンシルベニア州立大学):
| ベッドの種類 | 触媒粒子径 | 適切な原料 | 主な利点 | 主な制限 |
|---|---|---|---|---|
| 固定床 | 1.5~3 mm | VGO、LCO、コーカー軽油 | 操作が簡単、初期投資が最小限、確立された技術 | 金属やアスファルテンを含む原料は処理できません。これらが充填層を詰まらせるためです。 |
| 流動層 | 0.8~3 mm | 大気残留物、真空残留物 | Catalystはオンラインで追加・削除が可能で、中程度の金属にも対応しています | 設備投資(CAPEX)および運営費(OPEX)の増加、および業務の複雑化 |
| スラリー/拡張層 | 約0.002 mm(分散状態) | 超重質真空残渣 | 極限の変換(95%+);最悪のフィードにも対応 | Catalystは使い捨て(消耗品)であり、運用コストが最も高い |
VGO範囲の原料を処理する商用ハイドロクラッカーの大部分において、堅牢で技術的に確立されており、かつ費用対効果の高い固定床方式が依然として標準となっています。 気泡流動層およびスラリー技術は、残渣のアップグレードに限定して用いられている。これらの技術はコストが高いものの、代替手段である「樽の底に残ったものを未処理のまま放置する」ことによるコストがさらに高いため、そのコストは正当化される。
運転パラメータはプロセスウィンドウを定義しますが、そのウィンドウから実際に何が生成されるかは、触媒内部の分子篩によって決まります。ゼオライトの配合をカスタマイズするかどうかが、目標とする製品ラインナップを達成できるか、それとも妥協を余儀なくされるかの分かれ目となります。
分子篩ソリューションをご覧くださいゼオライトエンジン:分子ふるいが選択的分解をどのように促進するか
反応器がハイドロクラッカーの心臓であり、水素がその生命線であるならば、触媒内部のゼオライトはその脳に相当する。つまり、どの分子をどの程度まで分解し、どのような生成物に変えるかを決定する要素である。これは、一般向けの記事ではほとんど触れられないハイドロクラッキングの側面だが、まさにそこに、最も大きな技術的効果を発揮する余地が存在する。
「毛穴の構造:分子の門番」
ゼオライトは結晶性アルミノケイ酸塩であり、その特徴として、正確に均一な大きさの細孔が穿たれた三次元骨格構造を持つ。 水素化分解において主要なゼオライトは、FAUトポロジーファミリーに属する超安定Y(USY)である。その構造には、直径約0.74 nmの12員環状の細孔開口部があり、そこから直径約1.2 nmの内部スーパーケージへとつながっている(MDPI Catalysts, 2025).
これらの寸法は恣意的なものではなく、精製業者が分解したい原料成分の分子サイズに合わせて設定されています。動的直径が約0.49 nmのノルマルパラフィンは、細孔に容易に侵入し、急速に分解されます。一方、約0.56 nmのイソパラフィンは、侵入速度がやや遅くなります。 単環芳香族化合物(0.6~0.7 nm)は、まず近傍の金属サイト上で水素化反応を受け、その動的直径が減少すれば、孔内に入ることができる。 より大きな多環式芳香族化合物、特に重質分解原料や残渣に多く含まれる3環および4環の化合物は、1 nm に近づくかそれを超えるため、FAU の細孔系から物理的に排除されます。一方、LCO に多く含まれる2環式芳香族化合物(0.7~0.9 nm)は、侵入が極めて遅く、事前の水素化処理が必要となります。 これらは、外部表面の酸サイト上で予備分解されるか、ゼオライト結晶に意図的に導入されたメソポーラスネットワークを通過する必要があります。
これが「形状選択性」であり、これが「分子ふるい」という名称の物理的根拠となっています。また、これが、選択的水素化分解において、ゼオライト系触媒が非晶質シリカ・アルミナ系触媒よりも優れた性能を発揮する根本的な理由です。非晶質触媒は、原料中のあらゆる分子に対して無差別に酸サイトを提示します。 一方、ゼオライト触媒は、まず分子を選別し、その後で分解を行う。つまり、その細孔を通過できる分子を優先的に高付加価値化するのである。
酸腐食対策:亀裂の進行深度の抑制
細孔構造が入る物質を決定するならば、内部の酸位はその後何が起こるかを決定する。ゼオライト骨格内でケイ素に置換された各アルミニウム原子は正味の負電荷を生成し、それはプロトン(H⁺)によって相殺される。これらのプロトンはブレンステッド酸位であり、炭素-炭素結合の切断が起こる触媒中心である。
これらの酸サイトの密度と強度は、主に骨格中のシリカ対アルミナ比(SAR)によって決定される。 SARが低い(例えば3~5)ということは、アルミニウムが多く、酸サイトが多く、分解活性が高いことを意味しますが、同時に水熱安定性も低くなります。これは、アルミニウムが豊富な骨格は、高温での蒸気による脱アルミニウム化の影響を受けやすいためです。 SARが高い場合(20~80、合成後の水蒸気脱アルミニウム処理によってUSYを生成することで達成)、酸サイトの数は減少しますが、より強力で孤立した酸サイトとなり、水素化分解条件下での安定性が劇的に向上します。
このSAR調整は、製油所が製品の選択性を制御するための主要な手段である。 酸位密度の高い低SAR触媒は、過度の分解を起こしやすい傾向があり、分子を複数回分解して、より多くのガスや軽質ナフサを生成する。一方、酸位はまばらだが強力な高SAR USY触媒は、各分子を1回か2回しか分解しない傾向があり、中間留分の収率を最大化する。 同じY型ゼオライト骨格でも、SAR値を変えることで、反応器のハードウェアを変更することなく、生成物組成を「ナフサ最大化」から「ディーゼル最大化」へとシフトさせることができます。
ゼオライト粉末から工業用触媒へ:製造のつながり
実験室で合成されたゼオライト結晶から、200バール、400℃の環境下で3~5年間耐えうる商業用水素化分解触媒へと至る道のりは、それ自体が大きな産業的課題である。 ゼオライト粉末は、結晶サイズがミクロン単位で機械的強度が極めて低いため、層の締固まりに耐える圧縮強度、分子拡散を促進する細孔構造、そして反応器の圧力損失を増加させる粉塵の発生を最小限に抑える耐摩耗性を備えた、ミリメートルサイズの押出成形品または球状に成形されなければならない。
この製法プロセス――ゼオライト粉末と結合材(アルミナ、粘土)を混合し、練り合わせ、押出し成形、乾燥、そして焼成を行う――こそが、触媒メーカーの知的財産の多くが集中している部分である。 バインダーは不活性な充填剤ではなく、大きな分子の拡散を改善するメソ多孔性を与え、ゼオライトとの相互作用によって酸サイトのアクセス性を変化させることができます。 目標仕様は厳密に管理されており、通常、圧縮強度は 10 N/mm 以上(側面圧縮)、摩耗損失は 0.5 wt% 未満、そして細孔体積分布は(ゼオライト内の)微細孔と(バインダー内の)メソ孔の間でバランスが取れていることが求められます。
精製用途によって、求められるゼオライトの構造は異なります。 軽質VGOを最大限のディーゼル燃料に分解する精製業者には、酸サイト密度が最小限で、拡散制限運転に最適化された配合を持つ高SARのUSYが必要となる。下流の接触改質装置向けにLCOをナフサに処理する精製業者には、酸度が高く、ZSM-5のような二次ゼオライトを組み込んだ低SARのゼオライトが必要となる (MFIトポロジー)のような二次ゼオライトを配合している可能性があります。ZSM-5の10員環チャネル(0.51~0.56 nm)は幅が狭いため、直鎖パラフィンの形状選択的分解をさらに促進します。
ここで、分子篩メーカーの技術力の高さが、製油所の経済性に直接的な影響を及ぼします。結晶タイプ(FAU、BEA、MFI、CHA)、シリカ対アルミナ比、陽イオン交換(安定性のための希土類、あるいは触媒機能のための特定の金属)、 結晶粒径(D₅₀:0.5~10 μm)、成形パラメータを調整し、ISO認証品質システムの下でロット間の均一性を保ちながらこのカスタマイズを実現する能力こそが、製油所が設計通りの製品ラインナップと触媒寿命を得られるか、それとも妥協を余儀なくされるかを決定づけるのです。 ゼオライトの合成および配合に関する深い社内専門知識を持つ企業は、この重要な材料インターフェースを、調達上の制約ではなく、最適化の機会と捉えています。 JALON Zeoliteは、28年以上にわたる分子篩の研究開発、6つの地方研究プラットフォーム、5つの大学共同研究所、そして結晶タイプ、SAR範囲、陽イオン仕様を網羅した完全なカスタマイズ能力を有する上場メーカーであり、まさにそのようなサプライヤーの一つです。 水素化分解や関連する精製用途向けの分子篩の選択肢を評価している技術チームは、JALONの製品ポートフォリオを以下で閲覧できます。 jalonzeolite.com.
製品の収率、柔軟性、および製油所との統合
ハイドロクラッカーの生産物は単一の製品ではなく、市場の需要に合わせて調整可能な多様な製品群です。VGOを原料とする2段式ハイドロクラッカーの代表的な製品構成は、その幅広さを示しています:
| 製品分画 | 標準収量(wt%) | 主な用途 |
|---|---|---|
| LPG(C₃–C₄) | 5–10% | 調理用燃料、石油化学製品の原料 |
| 軽ナフサ(C₅–80°C) | 10–15% | ガソリン用ブレンド原料、エチレンクラッカーの原料 |
| 重質ナフサ(80~180°C) | 25–35% | 触媒改質装置の原料(BTX芳香族化合物または高オクタン価ガソリン) |
| 灯油/ジェット燃料(180~270℃) | 15–25% | ジェットA-1航空タービン燃料 |
| ディーゼル(270~370°C) | 20–30% | 超低硫黄ディーゼル燃料(ULSD)用ブレンド原料 |
| 未精製油(370°C以上) | 5–20% | FCC原料、燃料油ブレンド原料、あるいは完全リサイクル |
これらの収率を切り替えられる柔軟性が、ハイドロクラッカーの戦略的価値である。通常、反応器温度を10°C上昇させると、転換率が5~8パーセントポイント上昇し、生成物組成がより軽質分へとシフトする。 「最大ディーゼル」、「最大ジェット」、「最大ナフサ」の各モード間の切り替えは、反応器温度やLHSVの調整、および二段式装置においては、第二段の触媒選定や操作条件の厳しさを調整することで実現される。
こうした製品の柔軟性こそが、現代の製油所においてハイドロクラッカーが不可欠な理由です。ディーゼル燃料のマージンが良好な場合(トラック輸送や建設部門が拡大している新興市場で見られるように)、この装置は中間留分の収率を最大化します。ガソリンや芳香族化合物の需要が高まると、装置は触媒改質装置向けの重質ナフサ生産へと切り替わります。 アジアや中東における航空需要の拡大に伴いジェット燃料の消費が急増した際には、ケロシン収率を最大化します。ハイドロクラッカーは、製油所における「スイスアーミーナイフ」のような存在なのです。
さらに、このプロセスは、最も厳しい環境基準を満たす燃料を生産します。水素が豊富な環境下でオレフィンや芳香族化合物が飽和し、セタン価50以上のディーゼル燃料と、芳香族含有量が25体積%未満のジェット燃料が生成されます。いずれも国際規格を十分に満たしています(米国エネルギー情報局(2013年)。このプロセスに固有の高度な脱硫性能により、別途精製用水素処理装置を設けることなく、ディーゼル燃料を極低硫黄(10 ppm以下)の規格に適合させることができる。
製油所全体という観点から見ると、ハイドロクラッカーとFCCは、互いに補完し合う変換装置として機能している。FCCは主にVGO範囲の原料からガソリンを生成し、触媒上で炭素をコークスとして排出する。 一方、ハイドロクラッカーは、FCCから生じる芳香族含有のLCO副産物や、より重質で難分解性のガスオイルを原料として、主に中間留分を生成する。この過程では、炭素を排出するのではなく、水素を添加する。 これら両方の装置を備えた製油所は、幅広い種類の原油を処理し、市場の状況に応じて製品構成を調整し、単独の装置では達成できない全体的な転換率を実現することができる。
水素化分解用分子篩の要件をご指定ください
特注の結晶タイプ、シリカ対アルミナ比、陽イオン交換、および成形パラメータ――28年にわたるゼオライトの研究開発とISO認証取得済みの製造技術に裏打ちされています。
参考文献
- Topsoe. 「ハイドロクラッキング設計の基礎」. 2004年. https://www.topsoe.com/…
- ScienceDirect. 「ハイドロクラッカー — 概要」2024年。 https://www.sciencedirect.com/topics/engineering/hydrocracker
- ペンシルベニア州立大学、ダットン研究所。「ハイドロクラッキングの用途 | FSC 432:石油精製」 https://courses.ems.psu.edu/fsc432/node/716
- MDPI Catalysts. 「重質油のハイドロクラッキング用ゼオライト触媒に関する研究の進捗に関する総説」2025年。 https://www.mdpi.com/2073-4344/15/4/401
- 米国エネルギー情報局。「ハイドロクラッキングは、ディーゼル燃料およびジェット燃料の重要な供給源である。」2013年。 https://www.eia.gov/todayinenergy/detail.php?id=9650
- JALON ゼオライト。製品ラインナップ。 https://www.jalonzeolite.com/products/
- JALON ゼオライト。お問い合わせ。 https://www.jalonzeolite.com/contact/
- JALON ゼオライト.ホームページ https://www.jalonzeolite.com/








