ハイドロクラッキング触媒の解説:ゼオライトの化学的性質が製油所の性能を左右する仕組み
ハイドロクラッキング触媒の仕組み — 両機能型エンジン
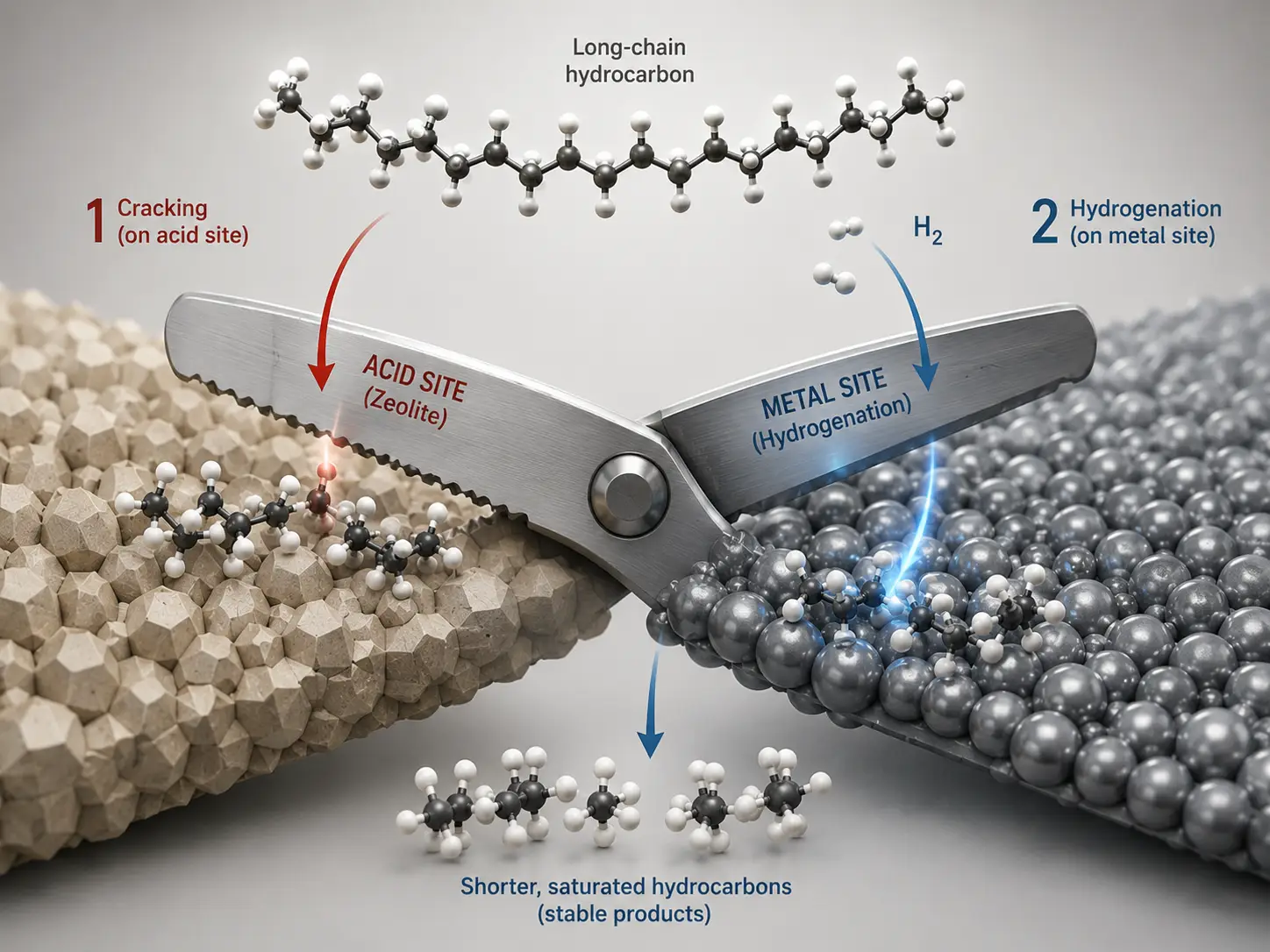
すべての 水素化分解 触媒は、本質的に2つの機能からなる装置である。ゼオライトや非晶質シリカ・アルミナ担体によって担われる「酸機能」は、大きな炭化水素分子を小さな分子に分解し、異性化によってその骨格構造を再配置する。 金属機能(通常、担体に担持されたニッケル、モリブデン、タングステン、白金、またはパラジウム)は、水素化および脱水素化を担う。これら2つの機能は、正確なバランスを保って作用しなければならない。 酸性が強すぎると、触媒は過剰に分解反応を起こし、過剰な軽質ガスやコークスを生成します。金属活性が強すぎると、触媒は過剰に水素化反応を起こし、変換に必要な分解反応を抑制してしまいます。
実用段階では、このバランス調整は10~20 MPa、350~430°C、水素対油比800~2,000 Nm³/m³の条件下で行われる。 一般的な水素化分解触媒における酸サイト密度は0.2~0.5 mmol/gの範囲にあり、これは非常に狭い範囲である。触媒の配合設計者は、特定のゼオライトの種類を選択し、そのシリコン対アルミニウム比を微調整することで、この範囲に収める。 このいずれかが誤っていると、プラントは2~5年のサイクル全体を通じてその影響に悩まされることになる。
これをハサミのようなものだと考えてみてください。 酸サイトが片方の刃、金属サイトがもう片方の刃です。どちらの刃も単独ではうまく切れません。しかし、両者が組み合わさることで、外科手術のような精度で炭素-炭素結合を切断します。ゼオライトが切断箇所を決定し、金属が原動力を提供するのです。この記事の残りの部分では、原料と製品目標に適した刃の組み合わせをどのように選ぶかについて解説します。
ハイドロクラッキングにおけるゼオライトの種類 — 触媒性能を支える分子構造
個々のゼオライトについて詳しく見る前に、評価の枠組みを把握しておくと役立ちます。ゼオライトが水素化分解触媒にどのような特性を与えるかは、以下の3つのパラメータによって定義されます。 細孔径(どの分子が活性サイトに到達できるか)、シリコン対アルミニウム比(Si/Al)(酸強度と酸サイト密度を決定する)、および制約指数(CI)(形状選択性を定量化するもの——細孔構造が異なる形状の分子をどの程度強く選別するか)。 各タイプを検討する際は、これら3つの側面を念頭に置いてください。
USYおよび脱アルミニウムY — 留分水素化分解における業界の主力製品
FAUトポロジーに基づいて構築された超安定なYゼオライトは、市販のハイドロクラッキングにおいて主流となっている。 その12員環構造の細孔は直径約7.4Åで、三次元的に交差するチャネル系を形成している。つまり、反応分子は活性サイトに至るために常に複数の経路を持つことになり、これは通路が1本ではなく3本交差しているスーパーマーケットのようなものだ。 世界中の水素化分解装置の70%以上が、Y系触媒を使用して稼働しています。
USYを特徴づける決定的な要因は、その骨格のSi/Al比である。原料となるNaYのSi/Al比は約3~6であり、酸サイト密度が高すぎるため、制御された水素分解を行うには適さない。つまり、すべてが過剰に分解されてガスになってしまうのである。 水蒸気脱アルミニウム処理により、骨格アルミニウムが選択的に除去され、Si/Al比は20から、最も脱アルミニウムが進んだグレードでは50以上にまで上昇する。これは、アルミニウム原子1つにつき1つの酸サイトが形成されるため、重要な意味を持つ。 Si/Al比が高いほど、単位質量あたりの酸サイト数が減少します。これにより、二次分解が抑制され、触媒の挙動が「無差別な分解剤」から「選択的な分解剤」へと変化します。また、残存する酸サイトはより孤立しているため、本質的な酸性が均一に強まるのではなく、選択性が変化するのです。 中間留分の最大化においては、酸サイト数が減少することでディーゼル範囲の分子の二次分解が抑制されるため、Si/Al比が20を超えるものが好ましい。
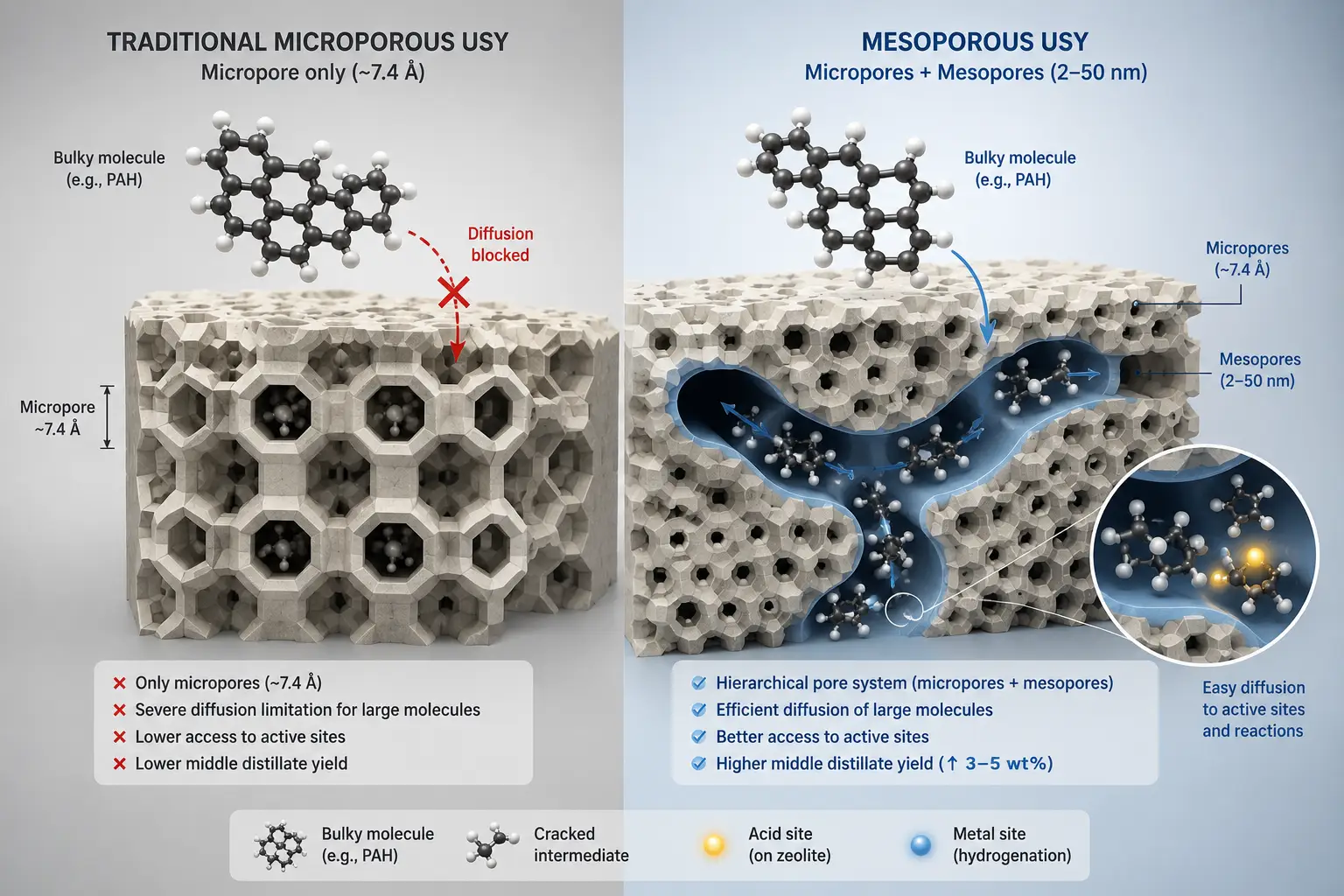
メソポーラスUSYにおける最近の進歩により、微細孔結晶内に2~50 nmのメソ孔が形成されるという第2の多孔性レベルが加わり、かさばる多核芳香族分子の拡散性が劇的に向上した。 直接比較において、メソポーラスUSYは、同一条件下での従来のUSYと比較して、中間留分収率が3~5 wt%高く、ガス生成量が2~3 wt%少なく、水素消費量が5~8 wt%低くなっています(ScienceDirectのレビュー, 2020).
重要な注意点として: 希土類置換Yゼオライト(REY)——RE³⁺カチオンがソーダライトケージサイトを占有し、骨格の安定性を高めるもの——は、貴金属触媒(Pt、Pd)とは良好に機能しますが、非貴金属(Ni-Mo、Ni-W)と組み合わせた場合には、著しく有害となる可能性があります。 希土類陽イオンは、Ni-Mo-SまたはNi-W-S活性相の形成を阻害し、全体的な活性を低下させます。原料に非貴金属触媒が必要な場合は、REYの使用を避けてください。
ZSM-5および中孔性ゼオライト — 軽質生成物を最大化するための形状選択的分解
MFIトポロジーに基づいて構築されたZSM-5は、全く異なる原理で機能します。その10員環の細孔径は約5.5Åであり、これはノーマルパラフィンや軽度分岐のイソパラフィンは通過できるほど狭いが、多分岐異性体や多環式芳香族化合物には狭すぎるサイズです。 これにより、ZSM-5の制約指数(CI)は3~8となり、USY(CI < 1)よりもはるかに高くなります。実際には、ZSM-5はガソリンの沸点範囲にある低オクタン価のノーマルパラフィンを選択的に分解する一方で、その狭い細孔チャンネルに入ることができない多分岐異性体や嵩高い芳香族分子は、ほぼそのまま残します。
ZSM-5は、水素分解反応において単独で使用されることはほとんどありません。その代わりに、USY系主触媒に5~15 wt%の割合で添加剤として配合されます。 10 wt%添加すると、軽質オレフィン(C₃–C₄)の収率を約3~5パーセントポイント向上させるが、ZSM-5を5 wt%追加するごとに、ディーゼル収率は約3~4パーセントポイント低下する。 製油所側の計算は単純明快だ。市場において軽質オレフィンがディーゼルよりも高値で取引されるのであれば、ZSM-5の導入費用は回収できる。
水素化分解用として一般的に使用される工業用ZSM-5のSi/Al比は30から300以上であり、Yゼオライトよりもはるかに高く、生成される酸位もはるかに少ない。 適度な Si/Al 比(30~80)では、残存する酸サイトは比較的孤立しており、選択的クラッキングに対して高いターンオーバー頻度を示します。一方、非常に高い Si/Al 比(>150)では、活性は酸強度による制限ではなく、拡散による制限を受けるようになります。 これが、ZSM-5 が無差別にではなく選択的に分解を行う理由です。つまり、物理的に細孔に入り込み、まばらに存在する強酸サイトの一つに遭遇した分子だけが変換されるのです。
ベータおよびモーデナイト — 特定の飼料向けの専用ツール
ベータゼオライトは、その中間に位置する。その12員環の細孔(約6.6~7.0 Å)は、USYよりもわずかに狭い三次元チャネル系を形成しており、制約指数は0.6~2である。 このため、ベータゼオライトは本質的にパラフィン選択性が高く、芳香族化合物に対する反応性が低い。これは、ベースオイルの高い粘度指数をもたらすイソパラフィン骨格を維持しつつ、ワックス(ノーマルパラフィン)を分解することを目的とする潤滑油ベースオイルの製造にとって理想的な特性である。 Beta の Si/Al 比の範囲は極めて広く、5 から純粋なシリカ形態ではほぼ無限大にまで及びます。これにより、触媒設計者は特定の原料に合わせて酸度を調整する上で、非常に高い柔軟性を得ることができます。
対照的に、モルデナイトは過酷な条件での使用に特化した触媒である。その12員環構造の細孔は一次元的なチャネル系として配列されており――USYの高速道路網のような構造ではなく単一の車線のような構造である――そのため、コークスによる細孔口の閉塞が起こりやすい。しかし、モルデナイトは卓越した耐酸性によってこれを補っている。 硫黄含有量が5,000ppmを超える原料において、同等のSi/Al比条件下では、モルデナイト系触媒はUSYよりもはるかに優れた構造安定性を示す。この特性により、前処理工程で完全な脱硫が達成できない場合のある重質真空ガスオイルの第一段階ハイドロクラッキングにおいて、モルデナイトは有用である。
「金属の側面」――原料と目標に合わせた水素化用金属の選定
ゼオライトが何がいかにして分解されるかを決定するならば、金属成分は、中間生成物のオレフィンがコークスに再結合する前に、どれほど十分に飽和されるかを決定する。実用上、主に4つの金属の組み合わせが用いられている:
| メタルシステム | ベストプロダクト・ターゲット | 飼料としての適性 | 主な制限 |
|---|---|---|---|
| ニモ | ガソリン/ナフサの最大化 | VGO、酸性原料(高硫黄分) | 適度な水素化;軽質留分への過度の分解が生じる可能性がある |
| Ni-W | ディーゼル油/中間留分の最大化 | VGO、高窒素飼料 | 最も強い水素化作用;Ni-Moよりも低い分解活性 |
| Pt / Pd | 高オクタン価ガソリン、潤滑油基油 | 水素化前処理済みの清浄な原料のみ | 硫黄に敏感:S濃度が10 ppmを超えると急速に不活性化される |
| コ・モ | 水素化処理/前処理 | 高硫黄飼料 | 分解活性が最も低い;主に脱硫触媒として用いられる |
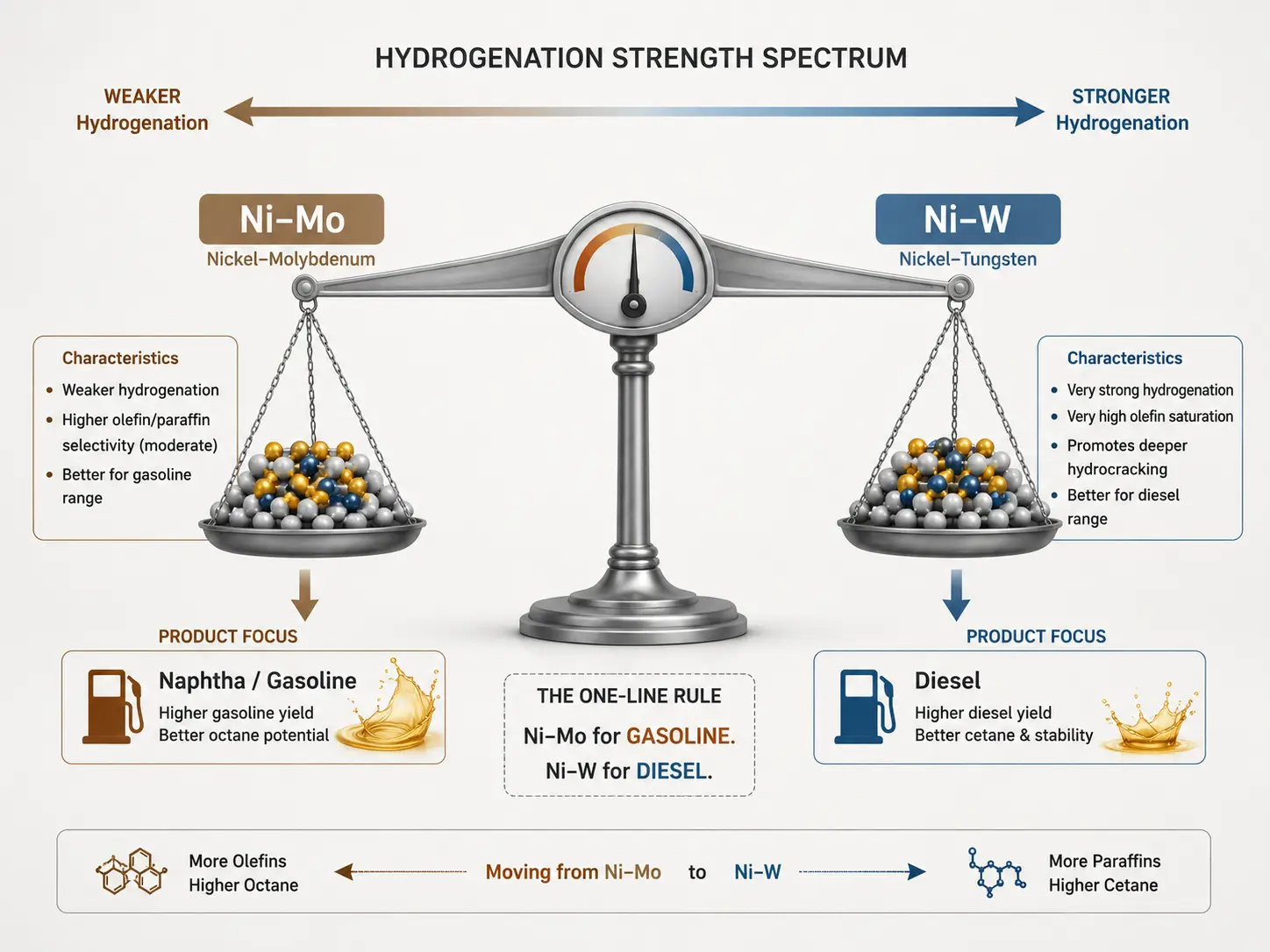
産業用触媒の主力となっているのは、Ni-MoおよびNi-Wである。 一般的な Ni-Mo 触媒は、担体に 3~5 wt% の NiO と 15~25 wt% の MoO₃ を担持しており、Ni-W 配合は 4~6 wt% の NiO と 20~28 wt% の WO₃ を担持しています。 タングステンの負荷量が多いのは、タングステンの原子量がより重いこと、および Ni-W 触媒では同じ活性サイト密度を達成するためにより多くの金属を必要とするという事実を反映しています。
これら2つのシステムにおける生成物の選択性の違いは、すでに確立されている。Ni-Wシステムは水素化作用が強く、芳香族環をより完全に飽和させるため、中間留分範囲の分子が二次分解から守られる。 一方、Ni-Moの水素化作用は弱いため、オレフィン系の中間生成物が多く残され、これらは再分解してより軽質の生成物となる。これはナフサが目的の製品である場合には望ましいが、ディーゼルが目的の製品である場合には望ましくない。
貴金属触媒(Pt、Pd)は、わずか0.3~1.0 wt%の負荷量で極めて高い活性を発揮します。これは、一般金属系システムに比べて金属含有量がおよそ20~50倍低い水準です。しかし、この効率には代償が伴います。硫黄は致命的であるのです。 原料中の硫黄濃度が10 ppmを超えるとPt活性サイトは恒久的に失活し、50 ppmでも壊滅的な影響を及ぼす。そのため、貴金属触媒は2段階ハイドロクラッキング装置の第2段階に限定して使用される。第1段階の前処理触媒によって、硫黄と窒素はすでに微量レベルまで除去されているためである。
原料と製品目標に合わせた触媒の選定 — 意思決定フレームワーク
ハイドロクラッキング触媒の選定は、究極的には3つの入力変数と1つの出力変数からなる問題である。 入力要素は、原料の特性(硫黄・窒素含有量、留分範囲、芳香族度、金属含有量)、目標製品構成(ガソリン、ジェット燃料、ディーゼル燃料、または潤滑油基油)、およびプラントの制約条件(最大水素分圧、最小空間速度、利用可能なクエンチ能力)です。 出力として、推奨されるゼオライトの種類、金属の組み合わせ、およびSi/Al比の範囲が得られます。以下に、最も一般的な3つの目標製品について、その論理の仕組みを説明します。
ガソリンおよび軽オレフィンの最大化
この構成は、高い酸サイト密度と良好な二次分解活性を促進する。標準的な推奨仕様は、Si/Al比が6~12の範囲にあるUSYまたはREYをNi-Moと組み合わせ、添加剤として5~15 wt%のZSM-5を添加するものである。 運転条件は温度範囲の上限(400~430°C)に設定され、急速なコークス化を防ぐのに十分な水素分圧(通常、全圧8~12 MPa)が維持される。この高温環境下で二次分解が促進され、中間留分がナフサ範囲の分子へと変換される。
このような条件下では、十分に最適化されたガソリンモードのハイドロクラッカーは、50~65 wt%のナフサ収率と、10~18 wt%のC₃~C₄軽オレフィン収率を達成できる。 ZSM-5添加剤が重要な鍵となります。ZSM-5含有量が5 wt%増加するごとに、軽質オレフィンの収率は約1.5~2パーセントポイント増加しますが、その代償としてディーゼルの収率は3~4パーセントポイント低下します。 製油所にとっての経済的な最適化は、オレフィンとディーゼルの価格差がZSM-5の投入を正当化するかどうかという点にある。
ガソリンモードにおける酸サイト密度の目標値は0.3 mmol/g以上であり、これは留分モードの目標値の約2倍にあたる。これは、Si/Al比を低く保つことで達成され、必要に応じて、高アルミニウム骨格を安定化させる希土類陽イオンを含むREYを使用することもある。
中間留分の最大化 — ジェット燃料と灯油
ここで、メソポーラスUSYの真価が発揮されます。推奨されるのは、高Si/Al比のUSY、あるいはNi-Wを含有する脱アルミニウム処理Y(Si/Al比>20)であり、これらを適度な温度(380~410°C)および高い水素分圧(>12 MPa)条件下で処理したものです。 水素分圧が1 MPa上昇するごとに、中間留分の選択性はおよそ2~3パーセントポイント向上します。これは、追加の水素が芳香族化合物をより完全に飽和させ、それらがコークス前駆体へと凝縮するのを防ぎ、継続的な運転のために活性サイトを解放するためです。
メソ多孔性は、単なる些細な改良ではありません。従来のUSYでは、かさばる三芳環および四芳環分子が、酸サイトのアクセス性が限られている結晶表面またはその付近で分解を余儀なくされます。 メソ多孔性USYは内部の「高速道路」を提供します。つまり、大きな分子がメソ細孔に入り、初期の開環反応を経て、生成されたより小さな断片が微細孔へと拡散し、選択的な二次分解が行われるのです。 その結果、同じVGO原料を処理する従来のUSY触媒と比較して、ジェット燃料およびディーゼルの収率が3~5 wt%増加することが実証されている。
適切に運転された中間留分ハイドロクラッカーの一般的な収率は、ジェット燃料/灯油が35~45 wt%/TP3T、ディーゼルが20~30 wt%/TP3Tであり、原料の品質やカットポイントに応じて、中間留分の総量は55~75 wt%/TP3Tの範囲となる。
ディーゼル燃料および潤滑油の基油の性能を最大限に引き出す
ディーゼル燃料の最大化は、中間留分と同様の論理に基づきますが、さらに一歩進んだものです。具体的には、Si/Al比を30以上に設定し、Ni-W系触媒を使用し、二次分解を抑制するために反応温度を370~400°Cの範囲に維持します。 目標とするディーゼル油の特性(セタン価55以上、低温ろ過閉塞点−10°C以下)は、高度な芳香族飽和(高水素圧下でのNi-W触媒による)と、ノーマルパラフィンの穏やかな異性化(ゼオライトの弱い残留酸度による)を組み合わせることで達成される。
潤滑油基油の製造は、根本的に異なる課題を抱えています。その目的は、分解反応を最大化することではなく、基油の高い粘度指数をもたらすイソパラフィン構造を維持しつつ、低温性能を損なう分子(ワックス、すなわち凝固点の高いノーマルパラフィン)を選択的に除去することにあります。 これには、12~18 MPaの水素圧力下で稼働する、PtまたはPdの貴金属触媒と組み合わせたベータゼオライトが必要となる。 触媒の役割は、ノーマルパラフィンを分解するのではなく、分岐異性体へと異性化させることです。これはバルク水素化分解よりもはるかに繊細な操作であり、そのことは、従来のディーゼル水素化分解用触媒に比べてトン当たり3~5倍高い触媒コストにも反映されています。
これら3つの事例に共通するのは、ゼオライトのパラメータ(Si/Al比、細孔構造、結晶粒径)が、触媒が収率目標を達成できるかどうかを最終的に左右する隠れた要因であるという点だ。その背景にあるゼオライトの化学的性質を理解せずに製品目標を設定する製油所は、目隠しをして舵を取っているようなものだ。
触媒の失活とライフサイクル — 装填後の経過
新しい水素化分解触媒は、その性能を長く維持することはできません。原料が触媒層に投入された瞬間から、3つの失活メカニズムが競合し始め、触媒の有効寿命を左右することになります。
VGO水素化分解において、活性低下の一番の要因は通常コークスの堆積であるが、その相対的な重要性は原料の品質や運転条件によって異なる。残渣処理プラントでは金属の堆積が主な要因となる一方、固定床式VGOプラントではコークスが支配的な要因となる。 通常、稼働開始後の最初の 48~72 時間で活性の低下が最も急激になります(最も活性の高い部位に初期のコークスが堆積するため)。その後、不活性化率はより緩やかな、準線形の領域に落ち着きます。 触媒メーカーはこれを考慮して設計を行っています。データシートに記載されている「運転開始時」の活性は、この初期の安定化がすでに完了していることを前提としています。
原料中の不純物(主にニッケル、バナジウム、鉄)による金属の析出は、速度は遅いものの不可逆的である。再生処理中に燃焼させて除去できるコークスとは異なり、不純物としての金属は触媒の細孔内や表面に恒久的に蓄積する。 高金属含有の真空ガスオイルを処理する製油所では、1サイクルで触媒の有効細孔容積の10~15%が金属堆積物によって失われる可能性がある。
水熱焼結――高温と水蒸気の複合的な作用によってゼオライト骨格が徐々に崩壊する現象――は、最も進行が遅いものの、最終的には最も致命的なメカニズムである。 触媒が水蒸気(酸素含有化合物の水素化や急冷蒸気によって常に存在する)の存在下で450°Cを超える温度にさらされるたびに、さらに数個の骨格アルミニウム原子が脱離し、さらに数個の酸サイトが失われる。これは累積的であり、不可逆的な現象である。
標準的な対策は再生処理であり、450~520°Cの空気または空気・水蒸気混合気中で、蓄積したコークスを制御下で燃焼させるものである。 この温度範囲は狭く、450°C 未満では軟質コークスの燃焼が不完全になり、520°C を超えるとゼオライトの骨格自体が劣化し始めます。 再生が適切に行われれば、1 回目で触媒の初期活性の 90~95% が回復し、2 回目で 80~90%、3 回目で 70~80% が回復します。 3回以上の再生を行うと、通常、骨格の損傷や金属の蓄積により、それ以上のサイクルは経済的に不採算となる。この分野で35年以上の経験を持つ、元シェブロン・ハイドロプロセッシング・フェローのジェフ・ジョンズ氏は次のように述べている。「厳格な再評価プロセスを経ずに、同じ触媒を2回以上使用してはならない」(ベクト・ブログ, 2023).
触媒の交換時期は装置によって異なりますが、一般的な目安として、目標変換率を維持するために原子炉の最大許容温度(通常425~440°C)での運転が必要になった場合、あるいはコークスや微粉の堆積により層内圧力損失が設計限界を超えた場合、触媒の交換時期が到来したと考えられます。
触媒サプライヤーの評価と選定方法
ハイドロクラッキング用触媒の選定は、数百万ドル規模の決定であり、その影響は2~5年の操業サイクルにわたって現れます。しかし、『PTQ Magazine』に掲載された調査によると、50%を超える触媒選定が、主にベンダーの予測に基づいて行われているとのことです。これは、最もリスクの高いアプローチと言えます(デジタル精製(2019年)。より厳密な評価フレームワークには、5つの側面が含まれている。
お客様ご提供の原料を用いたパイロットプラント試験。 ジェフ・ジョンズが提唱する触媒選定の第一原則は、「神のみを信じ、それ以外の者はデータを持ってこい」である。信頼できる触媒サプライヤーであれば、顧客の原料を自社のパイロットプラントやマイクロリアクターで処理し、現在使用中の触媒との性能比較データを提示できるはずだ。これがなければ、購入しているのは製品ではなく、単なる予測に過ぎない。
利回り構造の検証。 触媒の選定における経済的価値のうち、約90%は収率によって占められています。ある欧州の製油所がディーゼル選択性触媒への切り替えを行った事例に見られるように、コストが20%高くなるものの、中間留分収率が4重量%増加する新しい触媒――デジタル精製(2016年)――数ヶ月以内にその投資額を回収できる。最低限の経済的ハードルは、3対1の投資対効果である。つまり、追加の触媒コスト1ドルにつき、少なくとも3ドルの利益率改善が見込まれる必要がある。
Catalystシステムの統合。 前処理触媒と分解触媒は、個別に選定するのではなく、統合されたシステムとして選定する必要があります。前処理触媒は、分解塔に供給される原料の清浄度を決定づけるものであり、分解触媒の性能は、その上流工程での精製状態に完全に依存しています。世界最高水準の分解触媒を、能力不足の前処理セクションと組み合わせても、それは資本の無駄遣いに他なりません。
ゼオライトの調達に関する透明性。 あまり問われることのないが、問われるべき質問の一つは、「触媒メーカーはゼオライトをどこから調達しているのか」という点です。多くの触媒メーカーは、外部の生産業者からゼオライト粉末を購入し、それを結合剤と配合して、金属を含浸させています。一方、ゼオライトの合成から成形、金属の含浸、そして最終的な焼成に至るまでの全工程を自社で管理している企業もあります。 自社製造能力と認証済みの品質管理システム(例えば、ISO 9001、ISO 14001、ISO 45001、ISO 50001の認証に加え、DUNS登録も保有している事業)を有する企業は、外部のゼオライト供給網に依存する企業とは異なるリスクプロファイルを示します。 この違いは、複数年にわたる供給契約におけるロット間の均一性に現れます。ゼオライトのSi/Al比や結晶粒径のわずかな変動でさえ、製品の収率を1パーセントポイントも変動させる可能性があるからです。
使用済み触媒の管理。 触媒の選定は、サイクルが終了した時点で終わるわけではありません。サプライヤーは、使用済み触媒の処理、金属回収、あるいは再生サービスを提供していますか?こうしたアフターマーケットの対応能力は、初期の触媒価格と同様に、あるいはそれ以上に、複数サイクルにわたる総所有コストに影響を及ぼします。
体系的なサプライヤー評価の目的は、単に最も安価な触媒を見つけることではありません。その目的は、収率特性、サイクル寿命、供給の信頼性といった観点から、稼働期間全体を通じて対象製品1バレルあたりの総コストを最小限に抑えられる触媒を見出すことにあります。この数値は、発注書に記載されたトン当たりの価格よりも、ゼオライトの化学的特性や製造品質に大きく左右されるものです。
参考文献
- Alasseel, A. ほか「水素化分解触媒の合成と性能評価:総説」 『産業・工学化学ジャーナル』, 2020. https://www.sciencedirect.com/science/article/abs/pii/S1226086X2030280X
- ジョンズ, J. 「触媒選定の原則」 ベクト・ブログ2023年2月。 https://becht.com/becht-blog/entry/under-pressure-ii/
- 「製油所用触媒の試験」 PTQ / デジタル・リファイニング, 2019. https://www.digitalrefining.com/article/1002336/refinery-catalyst-testing
- 「ハイドロクラッキングによるディーゼル収率の最大化」 デジタル精製, 2016. https://www.digitalrefining.com/article/1001340/maximising-the-diesel-yield-from-hydrocracking-ti
- JALON ゼオライト — 品質管理。 https://www.jalonzeolite.com/quality/
- JALONゼオライト — 製造能力。 https://www.jalonzeolite.com/capability/
- JALON ゼオライト — ホーム。 https://www.jalonzeolite.com/
- JALON ゼオライト — 概要。 https://www.jalonzeolite.com/about/








