Étapes du traitement du gaz naturel : Un guide complet d'ingénierie
Qu'est-ce que le traitement du gaz naturel ?
Dans le secteur intermédiaire de l'énergie, le terme "traitement du gaz naturel" désigne la séquence complexe d'opérations thermodynamiques et d'ingénierie chimique nécessaires pour transformer le gaz brut, non traité, en un gaz naturel de qualité commerciale, digne d'un gazoduc. Pour comprendre la nécessité de cette infrastructure, il faut d'abord se pencher sur la définition fondamentale de la matière première. Lorsque le gaz naturel brut est extrait de la terre et arrive à la tête de puits, il est loin d'être du méthane pur. Il s'agit plutôt d'un mélange multiphasique très volatil et complexe.
Ce flux brut contient généralement un mélange d'hydrocarbures légers (méthane), de liquides de gaz naturel plus lourds (éthane, propane, butane et pentanes), de vapeur d'eau saturée (H₂O), de sulfure d'hydrogène hautement toxique (H₂S), de dioxyde de carbone (CO₂), de gaz inertes comme l'azote et l'hélium, ainsi que de traces de métaux lourds comme le mercure et d'impuretés mécaniques telles que le sable et les fluides de forage.
Le traitement de ce mélange multiphasique répond à deux objectifs fondamentaux et non négociables dans les opérations modernes des usines :
- Purification (conditionnement) : L'objectif principal est l'élimination stricte des impuretés corrosives, toxiques et incombustibles. Cela permet de garantir que le gaz répond aux spécifications tarifaires universelles et très réglementées des gazoducs. Par exemple, la Gas Processors Association (GPA) et l'American Petroleum Institute (API) exigent généralement que le gaz vendu contienne moins de 4 ppmv (parties par million en volume) de H₂S, et que la teneur en CO₂ soit strictement limitée à moins de 2%. Le non-respect de ces spécifications entraîne la fermeture des gazoducs et une grave dégradation métallurgique du réseau de transport.
- Séparation (récupération des LGN) : L'objectif secondaire, mais économiquement vital, est l'extraction de sous-produits liquides de grande valeur. L'éthane, le propane et le butane sont des éléments fondamentaux de l'industrie pétrochimique mondiale (utilisés dans les plastiques, les réfrigérants et les carburants). La séparation de ces LGN du flux de méthane en vrac maximise le rendement économique de l'usine de traitement.
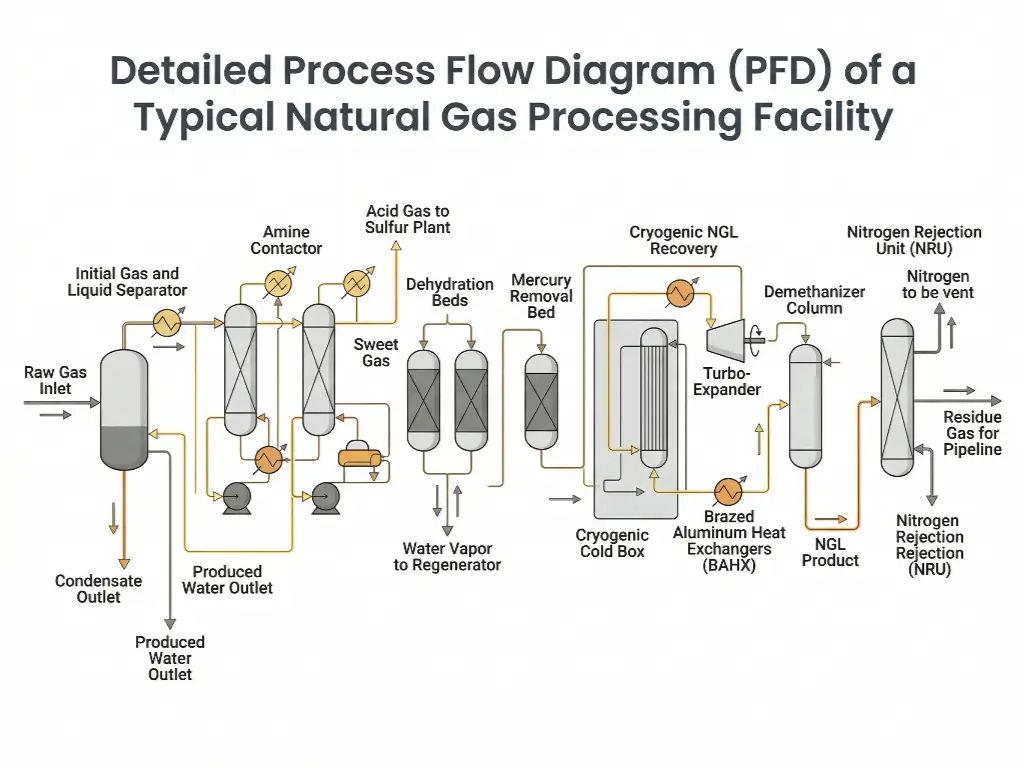
Étape 1 : Séparation initiale des gaz et des liquides
Dès que le flux de gaz brut multiphasé franchit les limites de la batterie de l'usine de traitement, il entre dans la phase initiale de séparation des gaz et des liquides. Cette étape constitue la première ligne de défense physique pour tous les équipements en aval. Si les liquides et les solides en vrac sont autorisés à contourner cette étape, ils provoqueront un moussage catastrophique dans les contacteurs d'amine, surchargeront les lits de déshydratation et détruiront l'équilibre aérodynamique des hélices des compresseurs en aval.
Le mécanisme de fonctionnement de cette phase initiale repose entièrement sur la dynamique des fluides, en particulier le changement d'élan et la décantation par gravité. En réduisant radicalement la vitesse du flux de gaz entrant, les gouttelettes de liquide et les particules solides les plus lourdes perdent leur énergie cinétique. Selon la loi de Stokes, une fois que la vitesse ascendante du gaz est inférieure à la vitesse terminale de sédimentation des gouttelettes, les liquides tombent de la phase gazeuse et s'accumulent au fond du récipient.
Supports matériels de base pour la séparation initiale
Pour effectuer cette séparation physique, les ingénieurs utilisent des cuves statiques massives à haute pression :
- Les attrapeurs de limaces : Les pipelines de collecte traversent des topographies variées, ce qui provoque l'accumulation de liquides dans les points bas. Périodiquement, la pression du gaz pousse ces liquides accumulés vers l'avant sous la forme d'énormes "limaces" à grande vitesse. Les collecteurs de boues sont des réservoirs tampons à volume exceptionnellement élevé (souvent construits sous la forme d'une série de tuyaux parallèles de grand diamètre appelés collecteurs de type harpe) conçus spécifiquement pour absorber ces poussées massives de liquide sans submerger la capacité de traitement en régime permanent de l'usine.
- Séparateurs biphasés et triphasés : Une fois les limaces primaires capturées, le gaz s'écoule dans des cuves sous pression de précision. Un séparateur à deux phases sépare le gaz de l'ensemble des liquides, tandis qu'un séparateur à trois phases utilise les différences de gravité spécifiques pour séparer davantage les liquides en une phase hydrocarbure (condensat) et une phase aqueuse (eau de production). Ces cuves sont équipées de déviateurs d'entrée internes pour briser l'élan du flux entrant, de vastes sections de décantation par gravité pour permettre la séparation des phases, et de tampons de désembuage très élaborés (extracteurs de brouillard faits de grillage métallique tissé ou de paquets d'aubes) à la buse de sortie du gaz pour intercepter et coalescer les micro-gouttelettes, empêchant ainsi le transfert de liquide dans les unités d'adoucissement situées en aval.
Étape 2 : Élimination des gaz acides (adoucissement du gaz)
Après une première séparation physique, le flux gazeux, désormais exempt de liquides en vrac mais contenant encore des impuretés gazeuses mortelles et corrosives, est acheminé vers l'unité d'élimination des gaz acides. Dans la terminologie industrielle, le gaz chargé de H₂S et de CO₂ est appelé "gaz acide", tandis que le gaz dépourvu de ces composants est appelé "gaz doux".
L'objectif du processus est ici primordial pour la sécurité de l'usine et la survie de l'infrastructure. Le H₂S est non seulement mortellement toxique pour le personnel à de faibles concentrations mais, en présence d'eau libre, il se dissout pour former un acide faible qui attaque agressivement l'acier au carbone, provoquant des piqûres localisées et des fissures de stress dues au sulfure (SSC). De même, le CO₂ forme de l'acide carbonique qui entraîne une corrosion rapide par perte de poids dans les pipelines. En outre, si le CO₂ n'est pas éliminé, il gèle solidement dans les étapes de liquéfaction cryogénique en aval, agissant comme un gravier de glace sèche qui détruit les machines rotatives à grande vitesse.
Le principal mécanisme chimique utilisé pour adoucir le gaz est le processus de traitement aux amines. Il repose sur un solvant aqueux d'alcanolamine, le plus souvent de la méthyldiéthanolamine (MDEA) ou de la diéthanolamine (DEA). Le procédé fonctionne selon un cycle continu d'absorption et de régénération thermique. Dans la phase d'absorption, le gaz acide froid et à haute pression s'écoule vers le haut, tandis que la solution d'amine pauvre (pure) s'écoule vers le bas. L'amine se lie chimiquement aux molécules de H₂S et de CO₂. L'amine désormais "riche" (chargée de gaz acide) est envoyée dans une colonne de régénération à basse pression et à haute température, où la chaleur brise les liaisons chimiques, faisant bouillir les gaz acides qui seront envoyés vers une unité de récupération du soufre, tandis que l'amine pauvre restaurée est pompée à nouveau pour recommencer le cycle.
Porteurs de matériel de base : Contacteurs à amine
Le cœur de cette opération est le contacteur d'amine (absorbeur). Il s'agit d'imposants récipients sous pression verticaux à parois épaisses, conçus pour maximiser le transfert de masse entre les phases gazeuse et liquide. Pour ce faire, les parties internes du contacteur sont équipées de plateaux de fractionnement (tels que des plateaux à vannes ou des plateaux à bouchon à bulles) ou de garnitures structurées. Ces internes forcent le gaz acide ascendant à bouillonner violemment à travers l'amine liquide descendante, maximisant la zone de contact à contre-courant et garantissant que la réaction chimique va jusqu'à son terme.
État de sortie du processus crucial : Il est impératif que les ingénieurs de procédé notent l'état physique du gaz lorsqu'il sort par le haut du contacteur d'amine. Le solvant de l'amine étant une solution aqueuse (souvent de l'eau 50%), le gaz non corrosif qui quitte l'unité est entièrement saturé en eau à la pression et à la température de fonctionnement. Cela introduit une nouvelle menace critique pour le système, qui exige une déshydratation immédiate et très efficace en aval.
Étape 3 : Technologies de déshydratation du gaz naturel
Le gaz non corrosif saturé en eau ne peut être transporté ou refroidi dans son état actuel. Si la vapeur d'eau est autorisée à rester dans le flux de gaz, toute baisse de température ou augmentation de pression ultérieure entraînera la condensation de l'eau. Dans les systèmes gaziers à haute pression, cette eau condensée réagit avec les molécules d'hydrocarbures légers (comme le méthane et l'éthane) pour former des hydrates de gaz naturel, des structures cristallines solides ressemblant à de la glace. Des bouchons d'hydrates peuvent se former en quelques secondes, bloquant complètement les gazoducs, bloquant les vannes et provoquant des surpressions catastrophiques. La déshydratation est donc une étape non négociable.
Cependant, la logique de sélection de la déshydratation n'est pas unique. Le choix de la technologie dépend strictement des limites thermodynamiques et des profils de température requis par le processus en aval. Les ingénieurs doivent choisir entre l'absorption liquide standard (TEG) pour les canalisations normales et l'adsorption par dessiccation solide (tamis moléculaires) pour les opérations à très basse température.
Matrice de sélection de la déshydratation : TEG vs. tamis moléculaire
| Dimension / Paramètre | Déshydratation au TEG (Triéthylène Glycol) | Tamis moléculaire en zéolite Déshydratation en profondeur |
|---|---|---|
| Limite inférieure du point de rosée de l'eau | Environ -45°C (-50°F) | < -150°F (-101°C) / < 0,1 ppmv |
| Application en aval | Transport par pipeline commercial standard | Récupération cryogénique des LGN, liquéfaction du GNL |
| Profil de consommation d'énergie | Inférieur (service modéré de rebouillage) | Haute (nécessite un gaz de régénération à haute température) |
| CAPEX / OPEX | CAPEX initial plus faible, OPEX modéré | CAPEX initial élevé, OPEX opérationnel cyclique |
Intégrité du support matériel et du dessiccateur
Lorsque la conception de l'usine prévoit la récupération des LGN en profondeur, les systèmes TEG sont thermodynamiquement incapables d'empêcher la formation de glace dans la chambre froide. L'usine doit donc utiliser des tamis moléculaires en zéolite. Ces systèmes reposent sur l'adsorption physique à l'état solide, où les molécules d'eau sont piégées dans la structure cristalline microporeuse très uniforme de la zéolite aluminosilicatée.
Le système de déshydratation des tamis moléculaires est massif et hautement automatisé. Il comprend des adsorbeurs à deux lits ou à plusieurs lits fonctionnant en cycles continus. Pendant qu'une cuve adsorbe activement l'eau contenue dans le gaz naturel à haute pression, l'autre cuve est hors ligne et subit une phase de régénération. Cette régénération consiste à faire passer un flux de gaz résiduel extrêmement chaud et sec (souvent chauffé à 500°F - 600°F via des réchauffeurs de régénération à haute température) à travers le lit humide pour vaporiser et balayer l'humidité piégée. Une fois sec, le lit est refroidi et remis en service. Des vannes de commutation automatisées contrôlent ce ballet complexe, garantissant que le processus en aval reçoit un flux continu et ininterrompu de gaz sec.
Parce que ces lits adsorbants sont les gardiens ultimes de la applications pour le gaz naturel en aval, les contraintes physiques et mécaniques du dessiccateur lui-même sont d'une importance capitale. La nature cyclique du processus soumet les matériaux à d'énormes contraintes.
Pour garantir l'intégrité mécanique de l'unité de déshydratation et empêcher la dégradation du lit, les paramètres physiques du déshydratant sont essentiels. Par exemple, les tamis moléculaires 4A et 13X de JALON présentent une résistance élevée à l'écrasement (par exemple, >85 N) et un taux d'attrition extrêmement faible (<0,1 wt%). Fabriqué dans le cadre d'une automatisation DCS stricte, la taille uniforme des particules et la densité apparente élevée qui en résultent permettent au lit de résister aux contraintes mécaniques et thermiques sévères de milliers de cycles d'adsorption en fonction de la température (TSA) sans se poudrer, protégeant ainsi de manière fiable les turbodétendeurs cryogéniques situés en aval.
Étape 4 : Élimination du mercure précryogénique
Une fois que le gaz est sec, on peut penser qu'il est prêt pour une réfrigération extrême. Cependant, il existe un élément caché, hautement destructeur, qui doit être traité : le mercure à l'état de traces. Le séquençage strict du processus impose que l'élimination du mercure soit une condition préalable absolue avant que le gaz ne soit autorisé à entrer dans la section cryogénique. Si cette étape est contournée ou mal placée après la boîte froide, les conséquences financières et sécuritaires sont dévastatrices.
Le danger chimique posé par le mercure réside dans un phénomène métallurgique connu sous le nom de fragilisation du métal liquide (LME). Les usines de traitement du gaz naturel utilisent largement l'aluminium dans leurs sections cryogéniques, car l'aluminium devient plus résistant et plus ductile à des températures extrêmement basses (contrairement à l'acier standard, qui devient cassant). Cependant, les traces de mercure dans le flux gazeux se condensent en liquide à certaines températures. Lorsque le mercure liquide entre en contact avec les alliages d'aluminium utilisés dans les échangeurs de chaleur, il s'amalgame rapidement avec l'aluminium, attaquant les limites du grain du métal. S'il n'est pas éliminé, le mercure corrodera, affaiblira et fissurera rapidement l'équipement en aval, ce qui pourrait entraîner des ruptures catastrophiques à haute pression, des explosions et une défaillance totale de l'installation.
Pour neutraliser cette menace, les ingénieurs utilisent du matériel et des mécanismes chimiques hautement spécialisés. Le gaz séché est acheminé à travers des cuves sous pression à lit fixe remplies de charbon actif imprégné de soufre (ou d'absorbants spécifiques à base d'oxyde de métal de transition). Lorsque le gaz traverse la matrice de carbone poreux, la vapeur de mercure élémentaire subit une réaction de chimisorption avec le soufre imprégné, formant un composé solide très stable appelé sulfure mercurique (HgS). Ce composé lie et piège de manière permanente le mercure dans le lit, garantissant que le gaz sortant de l'unité ne présente aucun danger pour la métallurgie de l'aluminium.
Étape 5 : Récupération et fractionnement cryogénique des LGN
Le gaz étant maintenant complètement débarrassé des gaz acides, déshydraté à des niveaux d'humidité inférieurs à ppm et débarrassé du mercure qui le fragilise, il est enfin prêt pour l'environnement thermodynamique le plus rude de l'usine : La récupération cryogénique des LGN. L'objectif est de refroidir le flux de gaz à des températures inférieures à zéro si extrêmes que les hydrocarbures lourds précieux (éthane, propane et butane) perdent leur état gazeux et se condensent en liquides récupérables, ne laissant que du méthane pur à envoyer dans le pipeline.
Le mécanisme thermodynamique à l'origine de cette chute de température extrême est la détente adiabatique. Alors que les anciennes centrales utilisaient des vannes Joule-Thomson (J-T) pour détendre le gaz, les centrales modernes à haut rendement utilisent un processus de détente isentropique. En forçant le gaz à haute pression à effectuer un travail physique lorsqu'il se dilate, l'énergie thermique est rapidement évacuée du flux de gaz, ce qui entraîne une chute de température nettement plus importante que la simple détente par vanne.
Porteurs de matériel de base pour la cryogénie
Le cœur du processus de récupération des LGN repose sur deux merveilles d'ingénierie mécanique et thermique :
- Turbo-expanseurs : Il s'agit de machines rotatives à grande vitesse qui ont une double fonction. Le gaz naturel pré-refroidi à haute pression pénètre dans la turbine de l'expandeur, faisant tourner les roues radiales hautement sophistiquées à des dizaines de milliers de tours par minute. Lorsque le gaz se dilate et effectue ce travail mécanique, sa pression chute et sa température baisse considérablement, atteignant souvent entre -120°F et -150°F (-84°C à -101°C). À ces températures, les LGN se condensent et sortent de la phase gazeuse. En outre, la puissance mécanique générée par le gaz en expansion est transférée à travers un arbre central pour entraîner un compresseur d'appoint de l'autre côté, ce qui permet de recomprimer efficacement le gaz résiduel pauvre pour l'exporter par gazoduc.
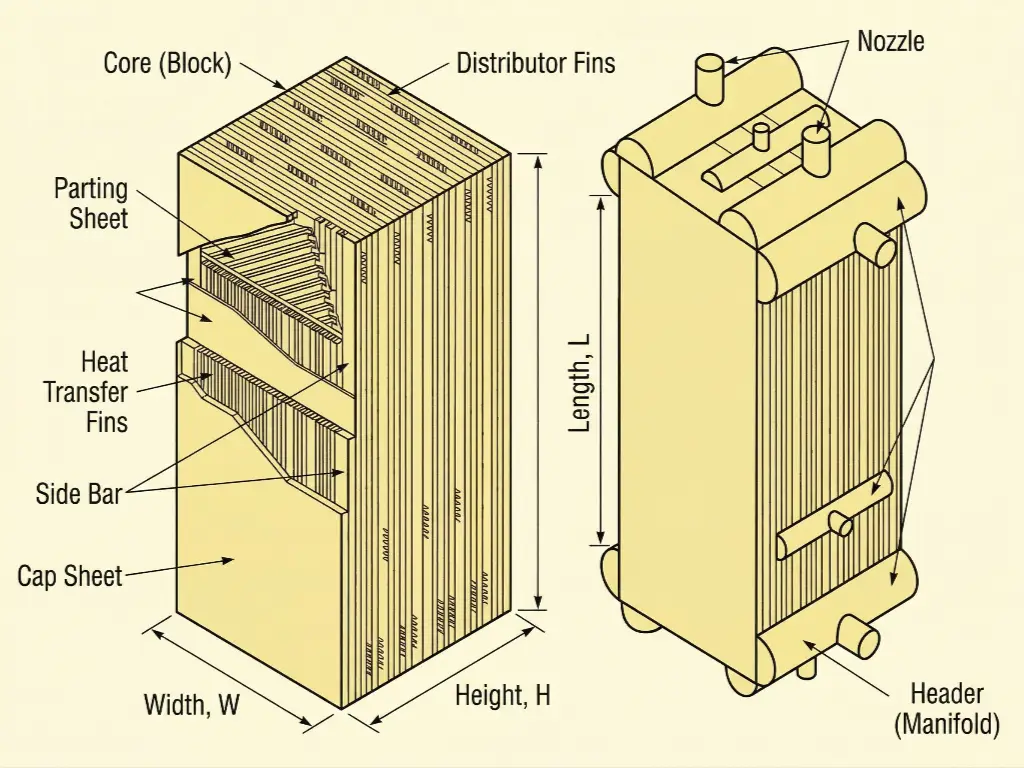
- Échangeurs de chaleur en aluminium brasé (BAHX) : Souvent appelées "boîtes froides", ces unités de transfert de chaleur sont extrêmement compactes et très efficaces. Construites à partir de couches alternées d'ailettes ondulées en aluminium brasées entre des feuilles de séparation plates, elles offrent un rapport surface/volume inégalé, facilitant le transfert thermique massif nécessaire pour pré-refroidir le gaz entrant à l'aide du gaz résiduel glacial sortant. Toutefois, leur conception complexe en microcanaux constitue leur plus grande vulnérabilité. Les ingénieurs des procédés doivent reconnaître que le BAHX dépend strictement de l'exécution sans faille des étapes 3 et 4. Si les tamis moléculaires ne parviennent pas à fournir 0,1 ppmv d'humidité, les microcanaux se boucheront instantanément avec de la glace et des hydrates. Si les lits de mercure sont défaillants, les ailettes d'aluminium se désintègrent sous l'effet de la LME.
Étape 6 : Unité de rejet de l'azote (NRU)
Dans certains réservoirs géologiques, le gaz naturel brut est fortement contaminé par l'azote. Bien que l'azote ne soit pas corrosif ou toxique comme le sulfure d'hydrogène, il pose un problème commercial majeur : c'est un gaz inerte et incombustible. De fortes concentrations d'azote agissent comme un diluant, réduisant fortement le pouvoir calorifique volumétrique du flux gazeux.
L'objectif du processus de l'unité de rejet de l'azote (NRU) est l'élimination ciblée de ce gaz inerte afin de garantir que le gaz de vente final réponde aux spécifications minimales de British Thermal Unit (BTU) ou de valeur calorifique légalement requises par les tarifs des gazoducs commerciaux. Si le pouvoir calorifique est trop faible, les brûleurs industriels et les appareils ménagers ne fonctionneront pas de manière sûre et efficace, et le gaz sera rejeté par la société de transport.
L'azote et le méthane ayant des points d'ébullition incroyablement bas et relativement proches (-320°F et -258°F respectivement), la séparation ne peut se faire par simple absorption. Au lieu de cela, les NRU s'appuient sur une distillation cryogénique complexe. Celle-ci est souvent liée thermiquement aux gaz résiduels de l'unité de récupération des LGN. En utilisant des colonnes de fractionnement cryogéniques spécialisées, l'azote est distillé sous forme de vapeur aérienne et évacué en toute sécurité dans l'atmosphère, tandis que le méthane pur à haute teneur en BTU est récupéré par le bas, comprimé et envoyé sur le marché.
Contraintes liées à l'infrastructure et à la métallurgie à l'échelle de l'usine
Pour bien comprendre une usine de traitement de gaz naturel, il faut en reconnaître les fondements systémiques. Bien que nous ayons détaillé les étapes séquentielles du traitement, certains éléments d'infrastructure critiques couvrent l'ensemble du cycle de vie de l'usine et ne sont pas isolés dans une seule unité. Ces systèmes globaux déterminent le flux physique et la sécurité structurelle de l'ensemble de l'installation de plusieurs millions de dollars.
Stations de compression : Le pouls de l'usine
Le gaz ne s'écoule pas tout seul ; il a besoin d'un différentiel de pression. Les stations de compression agissent comme la force motrice de l'usine, en maintenant un flux hydraulique systémique depuis la tête de puits jusqu'au pipeline d'exportation final. En fonction des débits volumétriques et des taux de compression requis, les usines utilisent soit des compresseurs centrifuges à grande vitesse (pour les gros volumes et les débits continus), soit des compresseurs à pistons robustes (pour les taux de pression élevés et les charges variables).
Les compresseurs d'entrée augmentent la pression des conduites de collecte à basse pression jusqu'à la pression de fonctionnement des unités d'amine et de déshydratation. Les compresseurs de surpression (souvent entraînés par le turbodétendeur) permettent de récupérer la pression perdue au cours du traitement. Enfin, d'énormes compresseurs de gaz résiduel prennent le méthane entièrement traité et purifié et l'augmentent jusqu'à la pression de plus de 1 000 PSI nécessaire pour pousser le gaz sur des centaines de kilomètres dans le pipeline de transport commercial.
Normes métallurgiques et de tuyauterie
Les ingénieurs des procédés doivent faire face à des contraintes métallurgiques très complexes et opposées dans différentes zones de l'usine. Un tuyau parfaitement sûr dans une section peut subir une défaillance catastrophique et explosive dans une autre.
- Contraintes liées aux gaz acides : Dans les sections de séparation initiale et de traitement aux amines (étapes 1 et 2), la tuyauterie, les vannes et les raccords sont exposés au sulfure d'hydrogène humide. L'acier au carbone standard soumis à une forte contrainte de traction absorbe l'hydrogène atomique, ce qui entraîne la formation de cloques internes et une rupture fragile soudaine. C'est pourquoi toute la métallurgie dans ces zones doit être strictement conforme aux normes de l'UE. NACE MR0175 / ISO 15156 . Cette norme impose des limites strictes à la dureté de l'acier. Ces normes imposent des limites strictes à la dureté de l'acier (généralement limitée à < 22 HRC) et des traitements thermiques spécifiques après soudage pour garantir la résistance à la fissuration sous contrainte par le sulfure (SSC).
- Contraintes cryogéniques : À l'inverse, dans les sections de récupération des LGN et de rejet de l'azote (étapes 5 et 6), la menace n'est pas chimique, mais thermique. L'acier au carbone standard subit une perte drastique de résistance aux chocs à des températures inférieures à zéro, subissant une transition de ductile à fragile. Un impact mineur ou une poussée de pression à -150°F peut briser l'acier standard comme du verre. C'est pourquoi les tuyauteries et les appareils à pression des sections cryogéniques nécessitent de l'acier au carbone basse température (LTCS) pour les sections modérément froides, et de l'acier inoxydable austénitique fortement allié (tel que 304L ou 316L) pour les environnements de boîtes froides extrêmes, afin d'éviter les ruptures fragiles sous l'effet des chocs froids extrêmes.
En fin de compte, le traitement du gaz naturel est une séquence d'opérations hautement interdépendantes où le succès de chaque phase conditionne directement la survie de la suivante. De la séparation initiale de la tête de puits à la récupération cryogénique profonde des LGN, le maintien d'un contrôle thermodynamique, chimique et métallurgique strict est le seul moyen de respecter les spécifications du gazoduc et de maximiser la rentabilité globale de l'usine.
Garantir la fiabilité des installations grâce à une technologie de dessiccation supérieure
Chez JALON, nous nous appuyons sur plus de deux décennies d'expertise en matière de fabrication pour fournir les matériaux de base qui rendent possibles ces processus extrêmes. Nos tamis moléculaires zéolithiques haute performance sont conçus pour une résistance maximale à l'écrasement, des taux d'attrition ultra-faibles et des capacités de déshydratation en profondeur extrêmes, garantissant que vos opérations cryogéniques se déroulent en continu sans menace de gel des hydrates ou de dégradation coûteuse du lit.








