Ce guide présente les types de catalyseurs à base de zéolithe, leurs applications et leur sélection.
Dans les industries modernes de traitement chimique et de raffinage, la recherche de rendements plus élevés, d'une conformité environnementale plus stricte et d'une consommation d'énergie optimisée a poussé l'ingénierie des catalyseurs à des niveaux de sophistication sans précédent. Au cœur même de cette évolution industrielle se trouve une classe remarquable de matériaux : les catalyseurs zéolithiques. Ces matériaux avancés constituent l'épine dorsale inébranlable de processus allant du craquage catalytique fluide (FCC) massif du pétrole brut aux systèmes de contrôle des émissions de haute précision. Ce guide technique complet détaille la nature physique et chimique fondamentale des catalyseurs zéolithiques, décompose systématiquement leurs principales dimensions de classification et explore leurs applications critiques dans les secteurs de la pétrochimie, de l'environnement et de la chimie fine. En outre, il fournit aux ingénieurs et aux spécialistes de l'approvisionnement un cadre stratégique pour la sélection des catalyseurs, ainsi que des solutions pratiques pour surmonter les goulets d'étranglement techniques inhérents, tels que les limitations du transfert de masse et la désactivation. En comprenant la gestion complète du cycle de vie de ces catalyseurs, les exploitants d'usines peuvent améliorer de manière significative leur retour sur investissement (ROI) et maintenir une production continue et efficace.
Que sont les catalyseurs à base de zéolithe ?
Au niveau fondamental, les catalyseurs zéolithiques sont matériaux aluminosilicates tridimensionnels hautement cristallins. Il s'agit de réseaux méticuleusement structurés composés de silicium-oxygène (SiO4) et aluminium-oxygène (AlO4). La caractéristique essentielle d'un catalyseur zéolithique réside dans sa double identité : il fonctionne à la fois comme un puissant "acide solide" et comme un catalyseur de haute précision. catalyseur à tamis moléculaire. Lorsqu'un ion de silicium tétravalent (Si4+) dans le réseau cristallin est remplacé de manière isomorphe par un ion aluminium trivalent (Al3+), il crée une charge négative nette localisée dans l'armature. Pour maintenir la neutralité électrique, cette charge doit être compensée par un cation hors cadre. Lorsque ce cation compensateur est un proton (H+), il forme un site acide de Brønsted. Cette chimie structurelle unique confère aux catalyseurs zéolithiques trois caractéristiques physiques et chimiques fondamentales qui déterminent leur immense valeur industrielle :
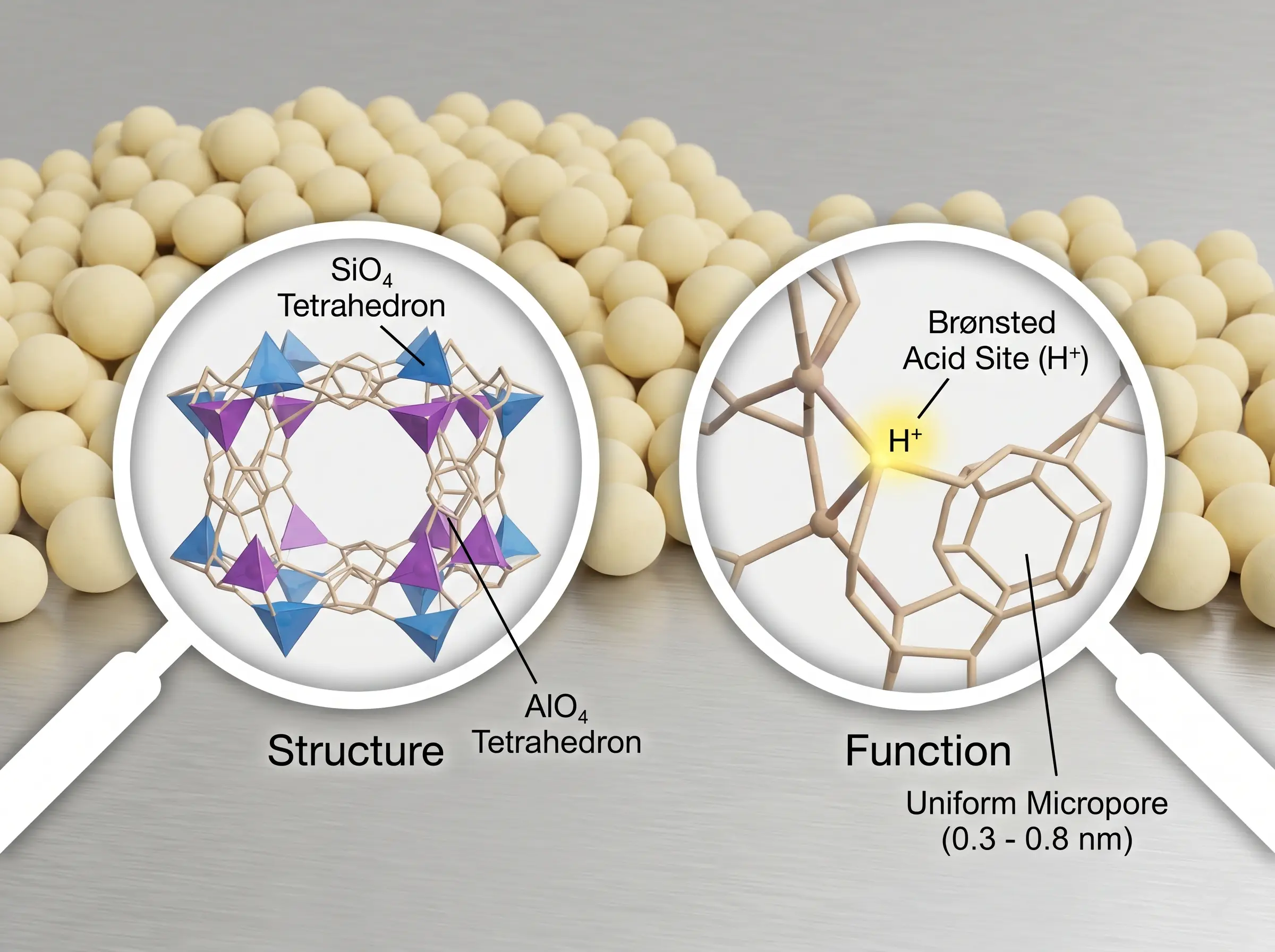
- Structure microporeuse uniforme : Contrairement aux catalyseurs amorphes qui présentent une distribution aléatoire de la taille des pores, les zéolithes se caractérisent par un réseau de pores cristallins très ordonné (typiquement de 0,3 à 0,8 nm). Cette architecture correspond précisément aux diamètres cinétiques de nombreuses molécules pétrochimiques, ce qui permet une "catalyse sélective de forme" stricte qui contrôle étroitement l'entrée des réactifs, la sortie des produits et la formation des états de transition.
- Surface extrêmement élevée : Le labyrinthe interne complexe de canaux et de cages fournit une surface interne massive, dépassant couramment 500 à 1 000 mètres carrés par gramme. Ce rapport surface-volume extrême garantit une concentration exceptionnellement élevée de sites de réaction actifs, ce qui se traduit par des taux de conversion nettement plus élevés dans les réacteurs industriels.
- Sites acides hautement accordables : Le pouvoir catalytique d'une zéolithe est activement conçu. L'acidité - à la fois la densité totale des sites acides et la force de l'acide - peut être adaptée avec précision en modifiant le rapport silicium/aluminium (Si/Al). Cela permet aux ingénieurs chimistes d'adapter le catalyseur aux exigences thermodynamiques et cinétiques exactes des réactions ciblées.
Dimensions de classification et modèles de zéolithe à noyau
Compte tenu du grand nombre de zéolithe synthétique En raison de la diversité des matériaux disponibles sur le marché industriel, la sélection du catalyseur approprié nécessite une compréhension systématique de leurs variations structurelles et chimiques. Les catalyseurs à base de zéolithe sont généralement évalués et classés en fonction de quatre dimensions techniques clés, qui déterminent en fin de compte leur stabilité thermique, leur comportement chimique et leur applicabilité industrielle spécifique.
Quatre dimensions clés de la classification des zéolithes
- Taille des pores et architecture des anneaux : Les zéolithes sont principalement classées en fonction de la taille de leurs ouvertures de pores, qui est déterminée par le nombre d'atomes d'oxygène formant l'anneau d'ouverture. Les zéolithes à petits pores (par exemple, les anneaux à 8 chaînons) ont des diamètres de pores allant d'environ 0,3 à 0,45 nm, ne laissant passer que des molécules très linéaires. Les zéolithes à pores moyens (par exemple, les anneaux à 10 chaînons), dont le diamètre est compris entre 0,45 et 0,6 nm, sont les chevaux de bataille du traitement sélectif des aromatiques. Les zéolithes à grands pores (par exemple, les anneaux à 12 chaînons) présentent des ouvertures de 0,6 à 0,8 nm, ce qui les rend essentielles pour le traitement des molécules plus volumineuses que l'on trouve dans les gazoles lourds. Des progrès récents ont également permis d'introduire des zéolithes mésoporeuses, qui intègrent des pores de plus de 2 nm pour faciliter le transport de molécules extrêmement grosses.
- Rapport silicium-aluminium (rapport Si/Al) : Le rapport Si/Al est un paramètre critique qui dicte l'hydrophobie, la densité d'acide et la durabilité structurelle du matériau. Les zéolithes à faible teneur en silice (rapport Si/Al de 1 à 1,5) possèdent une très forte concentration d'aluminium, ce qui se traduit par des sites acides denses et une hydrophilie (affinité avec l'eau) extrême ; cependant, elles manquent de stabilité thermique. Les zéolithes à silice moyenne (rapport Si/Al de 2 à 5) offrent un équilibre de propriétés. Les zéolithes à haute teneur en silice (rapport Si/Al supérieur à 10, allant jusqu'à des cadres de silice pure) sont très hydrophobes et présentent une stabilité hydrothermique exceptionnelle, ce qui les rend suffisamment robustes pour résister à des conditions de régénération industrielle sévères impliquant de la vapeur d'eau à haute température.
- Composition chimique : Alors que les zéolithes standard sont des aluminosilicates purs, l'ingénierie avancée a permis la substitution isomorphe des atomes de l'armature par divers hétéroatomes afin de modifier le comportement catalytique. Par exemple, l'incorporation de titane dans la structure produit la silicalite-1 de titane (TS-1). La TS-1 présente des propriétés d'oxydation catalytique uniques, utilisant le peroxyde d'hydrogène comme oxydant respectueux de l'environnement pour l'époxydation des oléfines et l'hydroxylation des aromatiques, indépendamment de la catalyse traditionnelle par les acides forts.
- Dimensionnalité des pores : L'architecture des canaux internes influence fortement la façon dont les molécules se déplacent dans le lit catalytique. Les systèmes de canaux unidimensionnels (1D) obligent les molécules à se déplacer en file indienne ; si un sous-produit lourd se forme et bloque le canal, l'ensemble du pore est désactivé. Les réseaux de canaux bidimensionnels (2D) et tridimensionnels (3D) offrent des voies qui se croisent. Une architecture 3D permet aux molécules de réactifs et de produits de contourner les blocages localisés, ce qui améliore considérablement la résistance du catalyseur à la désactivation par cokéfaction et prolonge sa durée de vie opérationnelle.
Modèles et nomenclature des zéolithes essentiels
Comprendre les spécificités de la types de catalyseurs zéolithiques et les codes-cadres correspondants de l'Association internationale des zéolithes (IZA) est essentielle pour une spécification correcte. Vous trouverez ci-dessous une comparaison objective des modèles de zéolithes industrielles les plus importants.
| Zeolite Nom du modèle | Code topologique (IZA) | Caractéristiques des pores | Applications industrielles de base |
|---|---|---|---|
| Zéolite Y (Faujasite) | FAU | Grand pore (12 anneaux, ~0,74 nm), canaux 3D entrecroisés avec de grands supercages (~1,3 nm) | Craquage catalytique fluide (FCC), hydrocraquage (traitement des gazoles lourds sous vide) |
| ZSM-5 | IFM | Pore moyen (10 anneaux, ~0,51 x 0,55 nm), canaux 3D entrecroisés | Isomérisation du xylène, transformation du méthanol en essence (MTG), disproportionnement du toluène |
| Zéolite Beta | BEA | Grand pore (12 anneaux, ~0,66 x 0,67 nm), système complexe de pore interconnecté en 3D | Alkylation des aromatiques (par exemple, production de cumène et d'éthylbenzène), hydrocraquage avancé |
| SAPO-34 | CHA | Petit pore (8 anneaux, ~0,38 nm), structure en cage de chabazite 3D | la transformation du méthanol en oléfines (MTO), les systèmes avancés de contrôle des émissions automobiles (NH3-SCR) |
| Mordenite | MOR | Grand pore (12 anneaux, ~0,65 x 0,70 nm), système de canaux principalement 1D | Isomérisation de naphta léger, alkylation sélective de biphényle |
Décoder la nomenclature des zéolithes : Les spécifications industrielles présentent souvent des codes alphanumériques complexes. Si l'on prend le modèle commercial HZSM-5 (Si/Al=30) à titre d'exemple, la nomenclature peut être systématiquement décodée. Le préfixe "H" indique la forme protonée, ce qui signifie que les sites d'échange de cations sont occupés par des protons d'hydrogène, confirmant que le matériau est actuellement dans son état actif, solide et acide (par opposition à un précurseur Na-ZSM-5). "ZSM-5" signifie Zeolite Socony Mobil-5, représentant la structure spécifique (topologie MFI). Le suffixe "(Si/Al=30)" indique explicitement le rapport molaire entre le silicium et l'aluminium dans la structure, ce qui indique une variante hautement siliceuse, stable sur le plan hydrothermique, avec des sites acides forts et isolés. Un autre exemple courant est USYCette désignation implique qu'une zéolithe Y standard a subi un traitement hydrothermal sévère et une désalumination chimique pour éliminer l'aluminium de l'armature, augmentant ainsi considérablement sa stabilité à haute température pour les environnements de fluidisation difficiles.
Principales applications industrielles des catalyseurs à base de zéolithe
Lors de l'évaluation de divers Utilisation des zéolithesLeur impact économique profond est surtout visible dans quatre secteurs macro-industriels. Leur capacité à réaliser des transformations moléculaires précises à des échelles massives a fondamentalement façonné les chaînes d'approvisionnement modernes en énergie et en matériaux.

Raffinage du pétrole et traitement pétrochimique
- Craquage catalytique fluide (FCC): Le FCC représente l'opération de traitement secondaire la plus critique et la plus importante d'un point de vue économique dans une raffinerie de pétrole moderne. Il est essentiel de noter qu'un catalyseur FCC de qualité industrielle n'est pas une simple poudre de zéolithe brute. Il s'agit d'un composite microsphérique très élaboré. Il utilise 10% à 50% de zéolithe USY (Ultra-Stable Y) comme moteur catalytique actif. Cette zéolithe est encapsulée dans une matrice active (souvent de l'alumine, qui assure la préfissuration des molécules massives d'hydrocarbures), une charge (généralement de l'argile kaolin inerte pour la masse thermique) et un liant inorganique. Ce mélange est séché par pulvérisation pour former des microsphères très robustes d'un diamètre précis de 60 à 75 microns. Cette gamme de taille spécifique et cette morphologie sphérique sont des conditions préalables absolues pour répondre aux exigences rigoureuses de fluidisation aérodynamique dans le réacteur à colonne montante à grande vitesse. Ici, la zéolithe USY craque efficacement les gazoles sous vide lourds et de faible valeur en essence à indice d'octane élevé, en composants de mélange diesel et en oléfines précieuses à faible teneur en carbone telles que le propylène et le butylène.
- Hydrocraquage : Ce procédé met en synergie le craquage catalytique et l'ajout d'hydrogène à haute pression pour valoriser les fractions brutes les plus lourdes. Les catalyseurs d'hydrocraquage sont bifonctionnels ; ils utilisent une zéolite Y ou une zéolite Beta modifiée comme catalyseur. soutien aux catalyseurs pour fournir l'acidité de Brønsted solide nécessaire à la rupture des liaisons carbone-carbone, tout en incorporant des métaux nobles ou de transition supportés (comme le platine, le palladium ou le nickel-molybdène) pour l'hydrogénation continue. Cette voie à double action supprime la formation de coke et favorise la production de distillats moyens de qualité supérieure et à faible teneur en soufre, en particulier le carburant pour turbines d'aviation (carburéacteur) de haute qualité et le diesel à très faible teneur en soufre.
- Conversion des aromatiques (Isomérisation et l'alkylation) : Dans la production pétrochimique de précurseurs de polymères, la sélectivité précise de la forme est primordiale. La ZSM-5, avec sa topologie à pores moyens hautement définie, est largement utilisée pour l'isomérisation du xylène (maximisant le rendement du para-xylène utilisé pour la fabrication du polyester) et la disproportion du toluène. En outre, les catalyseurs zéolithiques dictent l'alkylation précise du benzène avec l'éthylène ou le propylène pour produire de l'éthylbenzène et du cumène, qui sont les éléments fondamentaux des plastiques polystyrène et polycarbonate.
- Isomérisation des hydrocarbures légers : Pour répondre aux réglementations environnementales strictes exigeant l'élimination progressive des additifs toxiques pour l'essence (comme le plomb tétraéthyle et le MTBE), les raffineries utilisent des zéolithes (comme la mordénite) pour isomériser les alcanes légers linéaires (comme le pentane normal et l'hexane normal) en isomères ramifiés. Ces alcanes ramifiés possèdent des indices d'octane de recherche (RON) nettement plus élevés, ce qui facilite la formulation de mélanges d'essence propres et performants.
Chimie du charbon et du gaz naturel (C1 Chimie)
- Transformation du méthanol en oléfines (MTO) / Transformation du méthanol en propylène (MTP) : Alors que l'industrie chimique mondiale diversifie ses matières premières en s'éloignant du pétrole brut, la chimie du C1 a connu un essor considérable. Le procédé MTO utilise du méthanol dérivé de la gazéification du charbon ou du gaz naturel. Ce procédé fait largement appel à des catalyseurs dotés d'architectures de cavités uniques, en particulier le SAPO-34 (un silicoaluminophosphate à topologie CHA) ou le ZSM-5. Les grandes cages internes de chabazite du SAPO-34 offrent un espace suffisant pour que le mécanisme de "pool d'hydrocarbures" se produise, où le méthanol forme des intermédiaires complexes de polyméthylbenzène. Les petites ouvertures des pores à 8 anneaux (environ 0,38 nm) agissent comme des tourniquets moléculaires stricts, permettant uniquement aux oléfines légères comme l'éthylène et le propylène de s'échapper, tout en piégeant les aromatiques plus importants, ce qui garantit une sélectivité de produit exceptionnellement élevée pour les matières premières de qualité polymère.
- La conversion du méthanol en essence (MTG) et la conversion du méthanol en aromatiques (MTA) : Pour les régions qui accordent la priorité à l'indépendance énergétique et aux réserves stratégiques de carburant, les zéolithes facilitent la valorisation directe du méthanol en carburants liquides de qualité supérieure. Le procédé MTG, commercialisé à l'origine avec la zéolithe ZSM-5, convertit le méthanol en un mélange complexe d'alcanes ramifiés et d'aromatiques imitant parfaitement l'essence à indice d'octane élevé. De même, les procédés MTA ajustent l'acidité de la zéolithe pour maximiser le rendement des matières premières chimiques BTX (benzène, toluène, xylène).
Contrôle environnemental et traitement des émissions
- Dénitration des gaz d'échappement des moteurs diesel (NH3-SCR) : Les véhicules utilitaires diesel modernes sont soumis à des normes d'émission strictes (telles que Euro VI et EPA 2010). Pour neutraliser les oxydes d'azote toxiques (NOx), l'industrie emploie universellement la réduction catalytique sélective (SCR). Des zéolithes à petits pores, en particulier SSZ-13 ou SAPO-34, fortement échangées avec du cuivre (Cu) ou du fer (Fe), servent de catalyseur. Dans des conditions extrêmes de fluctuation rapide des températures d'échappement et d'humidité élevée, Cu-SSZ-13 catalyse efficacement la réaction entre l'ammoniac injecté (NH3) et les NOx, en les transformant en azote gazeux totalement inoffensif (N2) et la vapeur d'eau. Les petits pores empêchent l'empoisonnement des sites actifs du cuivre par les hydrocarbures, ce qui garantit une durabilité à long terme.
- Réduction des composés organiques volatils (COV) : Dans la fabrication industrielle, les effluents gazeux contiennent souvent des COV dilués mais très dangereux. Les zéolithes hydrophobes à haute teneur en silice fonctionnent d'abord comme des concentrateurs d'adsorbants intenses, capturant les COV à partir de volumes massifs d'air d'échappement. Une fois concentrés, les catalyseurs zéolithiques à double fonction facilitent l'incinération catalytique à des températures d'allumage nettement inférieures à celles des oxydants thermiques, convertissant complètement les solvants complexes en dioxyde de carbone et en eau avec une dépense d'énergie minimale.
- Conversion des gaz à effet de serre : La recherche avancée et les premiers déploiements industriels tirent parti des zéolithes modifiées pour s'attaquer directement au changement climatique. Les zéolithes fournissent les cadres robustes nécessaires à la combustion catalytique des émissions fugitives de méthane, ainsi que les voies émergentes pour l'hydrogénation catalytique du dioxyde de carbone (CO ) capturé.2), transformant un passif en produits chimiques à valeur ajoutée tels que le méthanol ou l'éther diméthylique (DME).
Chimie fine et chimie verte
- Remplacement des acides liquides par des acides solides : Historiquement, la synthèse chimique fine reposait fortement sur des quantités massives d'acides liquides hautement corrosifs et toxiques (tels que l'acide sulfurique concentré ou l'acide fluorhydrique anhydre). Cela générait de graves problèmes de corrosion métallurgique et des volumes catastrophiques de boues toxiques dangereuses. Les acides solides zéolithiques, inoffensifs pour l'environnement, ont fondamentalement transformé ces processus. Ils sont désormais largement utilisés dans les réactions critiques d'estérification, d'acylation et d'acétalisation. La nature solide du catalyseur permet une séparation mécanique simple par filtration, l'élimination complète des risques corrosifs et un rejet de déchets liquides dangereux proche de zéro.
- Synthèse de précision des intermédiaires chimiques : Dans les secteurs à forte valeur ajoutée des produits pharmaceutiques, agrochimiques et des parfums synthétiques, la pureté moléculaire est primordiale. Les pores rigides et sélectifs des catalyseurs zéolithiques imposent un contrôle stérique strict sur les voies de réaction. Cette capacité permet aux chimistes de synthétiser des isomères ou des énantiomères structurels très spécifiques nécessaires pour les intermédiaires de médicaments, en évitant complètement la formation thermodynamique de sous-produits indésirables, étroitement liés, qui sont notoirement difficiles à séparer par distillation.
Critères de sélection stratégique des catalyseurs à base de zéolithe
La sélection du catalyseur zéolithique optimal est un exercice rigoureux qui nécessite une approche technique en deux étapes : premièrement, l'évaluation des limites physiques et chimiques fondamentales et, deuxièmement, la mise en correspondance de ces capacités avec des scénarios industriels spécifiques.
Étape 1 : L'entonnoir de sélection de base
Avant d'aborder des applications spécifiques, les ingénieurs doivent filtrer les catalyseurs en fonction de quatre paramètres techniques de base :
- Diamètre cinétique en fonction de la taille des pores : Assurer la compatibilité stérique. L'ouverture des pores de la zéolithe doit être suffisamment grande pour permettre l'entrée des réactifs et la sortie des produits, mais suffisamment restrictive pour empêcher la formation de sous-produits encombrants et indésirables.
- Résistance aux acides et densité : Adapter l'acidité à l'énergie d'activation de la réaction. La fissuration en profondeur nécessite des sites acides de Brønsted très denses et forts, tandis que l'isomérisation délicate exige une acidité modérée pour éviter une fissuration excessive.
- Environnement de fonctionnement et rapport Si/Al : Pour les processus impliquant des températures élevées et de la vapeur, il convient d'utiliser des zéolithes à haute teneur en silice (rapport Si/Al élevé) afin de garantir une stabilité hydrothermale extrême et d'éviter l'effondrement de la structure.
- Type de réacteur et résistance mécanique : Spécifier des microsphères à haute résistance à l'attrition pour les réacteurs turbulents à lit fluidisé et des extrudés à haute résistance à l'écrasement pour les systèmes à lit fixe.
Étape 2 : Plans de sélection basés sur des scénarios
Une fois les limites fondamentales établies, les stratégies d'approvisionnement doivent s'appuyer sur des plans d'action fondés sur des scénarios. Les cadres de sélection optimaux pour quatre environnements industriels exigeants sont présentés ci-dessous :
Scénario 1 : Craquage catalytique fluide (CCF) du pétrole lourd
- Défi d'ingénierie de base : La charge d'alimentation est constituée de molécules d'hydrocarbures massives. Le catalyseur fonctionne dans un lit fluidisé violent, à grande vitesse, et est confronté à de la vapeur à très haute température lors de la régénération.
- Plan de sélection : Spécifier un architecture à grands pores (par exemple, zéolithe Y). Il doit être profondément désenfumé en un Y ultra-stable (USY) (rapport Si/Al élevé) pour survivre à l'effondrement hydrothermal, et formulé en Microsphères 60-75 microns résistantes à l'attrition.
Scénario 2 : transformation du méthanol en oléfines (MTO) / chimie C1
- Défi d'ingénierie de base : Exige une sélectivité extrême des produits (maximisation de l'éthylène/propylène tout en bloquant les aromatiques) et fait face à une désactivation rapide de la cokéfaction en raison du mécanisme de "pool d'hydrocarbures".
- Plan de sélection : Éviter les pores dilatés. Préciser zéolithes à petits pores avec des structures de cage spécifiques (par exemple, SAPO-34) ou ZSM-5 à pores moyens pour faire office de tourniquets moléculaires stricts. Les la densité de l'acide doit être réduite avec précision pour retarder la polymérisation excessive du coke.
Scénario 3 : Dénitration des gaz d'échappement des moteurs diesel (NH3-SCR)
- Défi d'ingénierie de base : L'environnement des gaz d'échappement connaît des fluctuations de température drastiques, une humidité élevée et des hydrocarbures imbrûlés (HC) qui peuvent empoisonner les sites actifs.
- Plan de sélection : Utiliser zéolithes à petits pores (par exemple, SSZ-13 ou SAPO-34) pour bloquer physiquement les poisons hydrocarbonés. L'armature doit subir échange d'ions de métaux de transition (cuivre ou fer) pour agir en tant que centres d'oxydoréduction actifs pour la neutralisation des NOx.
Scénario 4 : Réduction des COV et combustion catalytique
- Défi d'ingénierie de base : Les effluents gazeux industriels présentent de faibles concentrations de COV mélangées à une humidité extrême, ce qui fait que les molécules d'eau occupent de manière compétitive les pores des adsorbants traditionnels.
- Plan de sélection : Une forte acidité n'est pas nécessaire ; l'hydrophobie extrême est la priorité. Préciser zéolites à haute teneur en silice ou zéolites tout silice. L'absence d'aluminium cadre permet au catalyseur de adsorbent préférentiellement les COV organiques, même dans les flux chargés d'humidité pour une oxydation efficace en aval.
Goulets d'étranglement techniques et solutions techniques en application
Malgré leurs capacités théoriques inégalées, le déploiement des catalyseurs zéolithiques dans les dures réalités industrielles expose à de sévères limitations physiques et chimiques. Reconnaître ces goulets d'étranglement et déployer des solutions techniques avancées est la marque de fabrique d'une gestion professionnelle des catalyseurs.
Limites physiques et structurelles
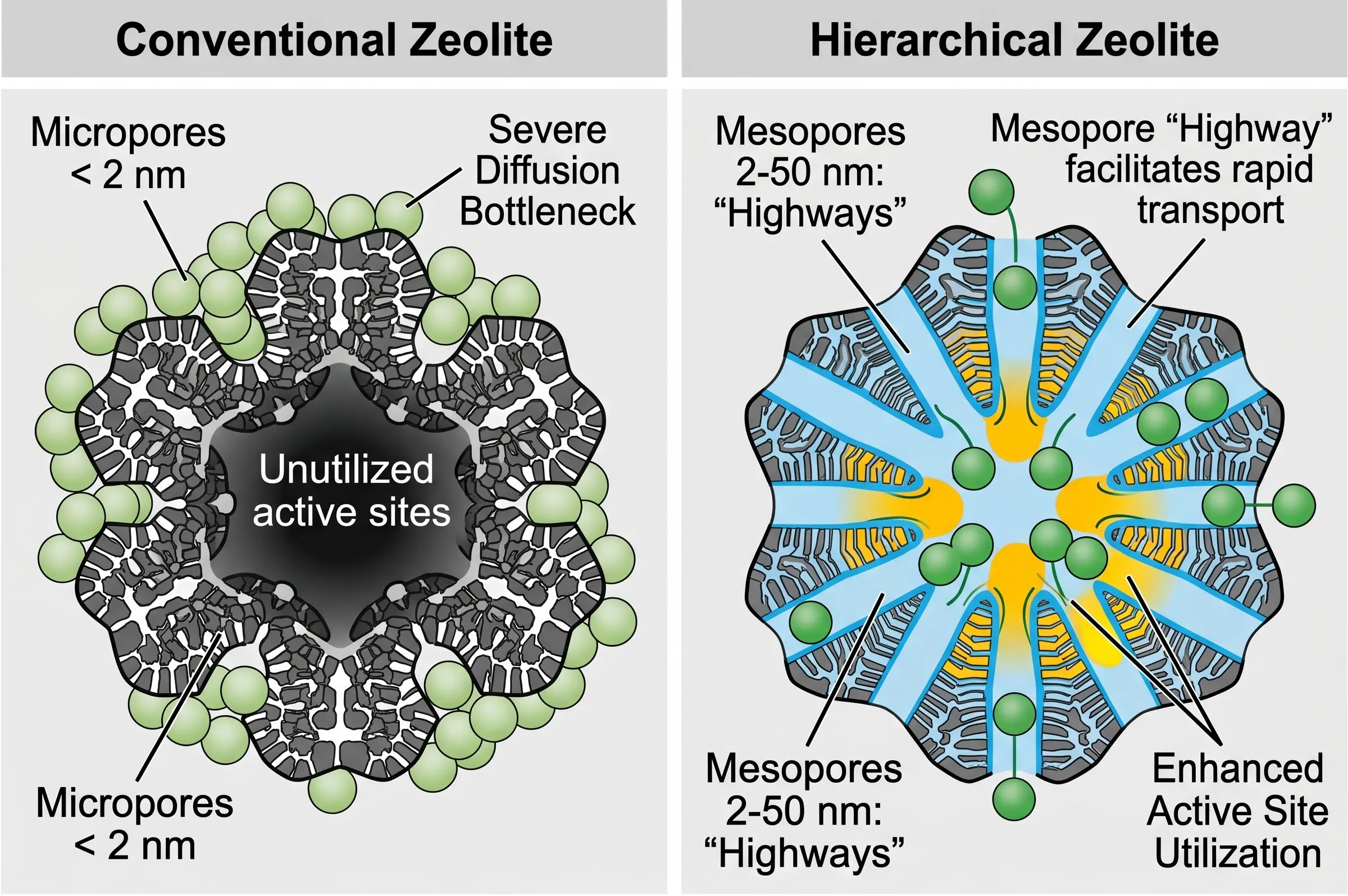
- Résistance au transfert de masse (limites de diffusion interne) : Il s'agit du défaut inhérent le plus profond des zéolithes purement microporeuses. Étant donné que les dimensions des micropores (par exemple, 0,5 nm) sont si proches du diamètre cinétique des molécules réactives, la diffusion passe d'une diffusion globale rapide à une diffusion de Knudsen extrêmement lente, ou même à une diffusion en file indienne. Les molécules pénètrent dans les pores et en sortent à une vitesse excessivement lente. Par conséquent, la grande majorité des sites actifs internes (souvent plus de 90%) à l'intérieur du cristal restent privés de réactifs et sont entièrement gaspillés. En outre, les molécules de produit piégées subissent des réactions secondaires, ce qui ruine la sélectivité du produit.
Solution d'ingénierie : L'industrie résout ce problème en synthétisant des zéolithes hiérarchiques (zéolithes mésoporeuses). En procédant à une attaque chimique ou en utilisant des agents de templation secondaires pendant la synthèse, des mésopores plus grands (2 à 50 nm) sont introduits dans le cristal. Ces mésopores agissent comme des "autoroutes" moléculaires, permettant aux réactifs en vrac de contourner rapidement le cristal en vrac et d'accéder aux "routes locales" microporeuses en profondeur, réduisant ainsi la longueur des chemins de diffusion et débloquant l'ensemble de l'inventaire catalytique. La synthèse de cristaux de zéolithe de taille nanométrique permet également d'obtenir une réduction similaire de la résistance au transfert de masse.
-
 Effets secondaires de la mise en forme industrielle : Comme établi, la poudre de zéolithe brute doit être liée à des liants inorganiques (alumine, silice, kaolin) représentant 20% à 50% du poids final du catalyseur pour obtenir une résistance physique. Ce liant dilue considérablement la concentration de zéolithe active. Pire encore, le liant lui-même peut posséder des sites acides non contrôlés et non sélectifs qui entraînent des réactions secondaires indésirables, ou le liant peut s'étaler physiquement et bloquer les entrées des micropores de la zéolithe pendant l'extrusion, réduisant ainsi à néant la sélectivité de la forme.
Effets secondaires de la mise en forme industrielle : Comme établi, la poudre de zéolithe brute doit être liée à des liants inorganiques (alumine, silice, kaolin) représentant 20% à 50% du poids final du catalyseur pour obtenir une résistance physique. Ce liant dilue considérablement la concentration de zéolithe active. Pire encore, le liant lui-même peut posséder des sites acides non contrôlés et non sélectifs qui entraînent des réactions secondaires indésirables, ou le liant peut s'étaler physiquement et bloquer les entrées des micropores de la zéolithe pendant l'extrusion, réduisant ainsi à néant la sélectivité de la forme.
Solution d'ingénierie : Les fabricants de catalyseurs utilisent des technologies de formation sans liant, où le liant lui-même est chimiquement converti en zéolithe active in situ après l'extrusion. D'autres technologies de matrice active sont employées, où le liant est spécifiquement conçu avec une méso-acidité à grands pores pour pré-fissurer les molécules massives avant qu'elles n'atteignent les micropores précis de la zéolithe.
Désactivation chimique et conditions extrêmes
- Désactivation de la cokéfaction : C'est le cauchemar opérationnel inévitable pour le traitement des hydrocarbures. Dans les limites restrictives des micropores, les oléfines et les aromatiques hautement réactifs sont souvent piégés stériquement. Sous l'influence d'acides de Brønsted internes puissants, ces molécules piégées subissent des réactions de polycondensation et de cyclisation rapides et successives. Elles fusionnent en polymères carbonés massifs et denses, communément appelés "coke". Ce coke agit comme un béton moléculaire, scellant complètement les canaux des pores et étouffant les sites actifs.
Solution d'ingénierie : Les ingénieurs combattent la cokéfaction en privilégiant les zéolithes dont les structures de pores se recoupent en 3D (comme la ZSM-5) et qui ne présentent pas de "culs-de-sac" spatiaux où les molécules peuvent stagner. En outre, une passivation précise des sites acides de la surface externe et un réglage minutieux de la densité d'acide interne empêchent les réactions séquentielles excessives qui conduisent à la formation rapide de coke.
- Effondrement du cadre hydrothermal (déalumination) : Les réacteurs industriels sont chauds et la vapeur y est souvent présente (en raison des sous-produits de la combustion, du stripping de la vapeur industrielle ou de la régénération par oxydation). Sous l'attaque agressive de la vapeur à haute température, les liaisons Al-O-Si dans la structure subissent une hydrolyse. Les atomes d'aluminium sont éjectés de force du réseau cristallin (désalumination). Une fois l'aluminium perdu, le site acide actif associé disparaît définitivement. Dans les cas les plus graves, la désalumination massive entraîne l'effondrement structurel de l'ensemble du cadre cristallin en un état amorphe et inactif. Cette dégradation est hautement irréversible.
Solution d'ingénierie : Pour éviter un effondrement fatal, les fabricants soumettent la zéolithe brute à des traitements hydrothermaux sévères et contrôlés et à une désalumination chimique à l'aide d'agents chélatants ou à une calcination à la vapeur (créant l'USY). Ce processus élimine intentionnellement l'aluminium vulnérable et permet aux atomes de silicium de migrer et de guérir les défauts de l'armature, créant ainsi un réseau hautement siliceux et ultra-stable qui peut supporter des années de traitements industriels extrêmes.
- Sensibilité extrême aux poisons catalytiques : Les matières premières industrielles (pétrole brut, gaz de charbon brut) sont chargées de contaminants. Comme les zéolithes agissent comme des acides solides, tout composé basique présent dans la charge (ammoniac, amines organiques ou traces d'ions sodium) neutralisera agressivement les sites acides actifs, ce qui entraînera la mort immédiate du catalyseur. Plus dangereux encore, les métaux lourds présents dans le pétrole brut sont fatals. Le nickel (Ni) se dépose sur la zéolithe et agit comme un catalyseur de déshydrogénation agressif, générant des quantités massives de gaz hydrogène indésirable et accélérant la formation de coke. Le vanadium (V) est catastrophique ; à la température du réacteur, il forme de l'acide vanadique très mobile qui fond physiquement et détruit la structure cristalline de la zéolithe.
Solution d'ingénierie : Les raffineries doivent procéder à un hydrotraitement rigoureux en amont pour éliminer l'azote basique et les métaux. Dans le catalyseur lui-même, les fabricants incorporent des passivants sophistiqués. Des composés d'antimoine (Sb) ou de bismuth (Bi) sont ajoutés pour se lier agressivement au nickel, empêchant son activité de déshydrogénation, tandis que des éléments de terres rares ou des pièges alcalino-terreux spécialisés sont incorporés pour immobiliser le vanadium avant qu'il ne puisse attaquer le cadre zéolithique.
Gestion du cycle de vie et régénération des catalyseurs
Un catalyseur zéolithique représente un investissement massif. Il est essentiel de maximiser sa durée de vie opérationnelle par une gestion rigoureuse du cycle de vie et une régénération contrôlée pour maintenir la rentabilité de l'usine.
- Le Régénération Mécanisme : Lorsqu'un catalyseur zéolithique finit par succomber à une cokéfaction importante, son activité tombe en dessous des seuils économiquement viables. Toutefois, contrairement à l'empoisonnement irréversible, la désactivation par cokéfaction peut être inversée. Le processus de régénération industrielle consiste à mettre le catalyseur hors ligne (ou à le faire circuler dans une cuve de régénération dans les systèmes fluidisés) et à le soumettre à une combustion oxydative contrôlée, communément appelée "carbon burn-off" (décapage du carbone). En introduisant de l'air ou un mélange d'oxygène et d'azote à des températures élevées (généralement entre 500°C et 700°C), les lourds dépôts carbonés sont oxydés et brûlés sous forme de monoxyde de carbone et de dioxyde de carbone, ce qui permet de débloquer les micropores et de rétablir l'accès aux sites acides.
- Paramètres critiques de contrôle de la température : La combustion du coke est une réaction violemment exothermique. Si la concentration en oxygène est trop élevée ou si le débit de gaz est insuffisant pour évacuer la chaleur générée, la température localisée à l'intérieur du lit catalytique monte en flèche, ce qui entraîne un emballement thermique. Si les températures dépassent le seuil de tolérance thermique du catalyseur en présence de vapeur d'eau générée par la combustion, une désalumination hydrothermale catastrophique et un effondrement de l'armature se produisent instantanément. Par conséquent, la régénération exige une extrême précision dans le contrôle des pressions partielles d'oxygène et l'utilisation de profils de chauffage complexes en plusieurs étapes pour garantir que la combustion se déroule en douceur sans détruire la structure du réseau.
- Évaluation du coût total de possession (TCO) : L'achat basé uniquement sur le prix initial par kilogramme est une erreur d'ingénierie. Un modèle complet de coût total de possession doit être utilisé. Les ingénieurs calculent le coût d'investissement initial, la dépense énergétique requise pour les multiples cycles de régénération à haute température, le pourcentage inévitable de perte d'activité irréversible après chaque combustion (le taux de vieillissement) et la durée de vie opérationnelle ultime avant qu'un remplacement total du catalyseur ne soit nécessaire. Un catalyseur zéolithique de qualité supérieure, robuste sur le plan hydrothermique, peut avoir un prix initial plus élevé, mais en supportant deux fois plus de cycles de régénération sans effondrement de l'armature, il réduit considérablement les temps d'arrêt du réacteur, réduit les taux d'appoint et offre un coût à long terme nettement inférieur pour l'entreprise.
Partenaire de JALON pour une personnalisation poussée
Après avoir strictement défini les diamètres cinétiques, les densités d'acide et les paramètres de résilience hydrothermale requis pour votre réacteur spécifique, il est primordial de s'associer à un fabricant capable de personnaliser en profondeur le produit au niveau moléculaire. JALON a cultivé 0 Depuis des années, l'entreprise possède une expertise approfondie dans le domaine de l'ingénierie des zéolithes et dispose d'une formidable capacité de production annuelle totale de 1,5 milliard d'euros. 0 tonnes pour les tamis moléculaires formés et des lignes de fabrication DCS entièrement automatisées. Nous sommes spécialisés dans la fourniture de poudres de zéolithe à haute performance, y compris les poudres de zéolithe à haute spécification. ZSM-5 topologie. Pour garantir un alignement parfait avec la physique de votre réacteur, JALON prend en charge la personnalisation complète de tous les paramètres, y compris les rapports Si/Al extrêmes (de 2 à ∞), les dimensions cristallines contrôlées avec précision (D50=0,5-10μm) et divers échanges de cations spécifiques.








