Le guide complet d'ingénierie pour la régénération des tamis moléculaires
Dans les domaines très exigeants du traitement des gaz industriels, du raffinage pétrochimique et de la séparation cryogénique de l'air, les tamis moléculaires constituent l'ultime ligne de défense pour atteindre des normes de pureté très élevées. Ces aluminosilicates cristallins, caractérisés par leurs structures microporeuses uniformes, sont capables de piéger sélectivement des molécules en fonction de diamètres cinétiques et de polarités précis. Cependant, la viabilité opérationnelle, la fiabilité continue et la rentabilité de tout système d'adsorption à grande échelle - qu'il s'agisse d'une unité de déshydratation du gaz naturel, d'un skid de purification de l'hydrogène ou d'une usine de déshydratation de l'éthanol - reposent entièrement sur le processus physique cyclique et hautement contrôlé connu sous le nom de régénération.
Sans une régénération appropriée et précise, les espaces vides internes des cristaux de zéolithe atteignent rapidement leur limite de saturation maximale. Une fois saturé, le lit subit une "percée" immédiate, permettant aux contaminants de contourner l'adsorbant. Cela entraîne la corrosion des équipements en aval, l'empoisonnement des catalyseurs, le gel des pipelines et la production catastrophique de produits non conformes. Comprendre la thermodynamique, la mécanique des fluides et le contrôle précis des paramètres qui sous-tendent le processus de régénération n'est pas simplement une recommandation opérationnelle ; c'est une condition préalable absolue en matière d'ingénierie pour maintenir le temps de fonctionnement et la sécurité de l'usine.
Ce guide technique complet fournit une analyse objective et approfondie des mécanismes physiques de la régénération des tamis moléculaires. Il compare les principales méthodologies d'adsorption par rotation thermique (TSA) et d'adsorption par rotation sous pression (PSA), détaille les procédures opérationnelles standard étape par étape, établit les seuils de température exacts requis pour les différents types de tamis moléculaires (3A, 4A, 5A et 13X) et examine les causes profondes de la dégradation des matériaux. En maîtrisant ces principes d'ingénierie, les opérateurs d'usine et les ingénieurs de procédé peuvent optimiser l'efficacité du système, prolonger considérablement la durée de vie des adsorbants et contrôler rigoureusement les dépenses d'exploitation.
L'objectif principal de la régénération des tamis moléculaires
Au niveau fondamental de la chimie physique, l'adsorption de molécules sur un tamis moléculaire est un phénomène exothermique régi par des interactions électrostatiques localisées, des attractions dipôle-dipôle et des forces de Van der Waals. Lorsqu'un flux de gaz ou de liquide contaminé traverse le lit d'adsorbant très serré, les molécules cibles (adsorbats) telles que l'eau (H₂O), le dioxyde de carbone (CO₂) ou le sulfure d'hydrogène (H₂S) sont attirées dans le réseau cristallin et solidement immobilisées à l'intérieur des micropores. Au fil du temps, la surface interne disponible et le volume des pores sont entièrement occupés, ce qui établit un état d'équilibre thermodynamique entre l'adsorbat restant dans la phase fluide et l'adsorbat piégé dans la matrice solide.
Le principal objectif physique de la régénération des tamis moléculaires est de perturber artificiellement et systématiquement cet équilibre. En modifiant l'état thermodynamique interne du système d'adsorption, notamment en introduisant de l'énergie thermique pour augmenter la température ou en abaissant la pression totale du système pour diminuer la pression partielle de l'adsorbat, l'énergie cinétique des molécules piégées est augmentée. Une fois que cette énergie cinétique dépasse l'énergie d'activation des forces de Van der Waals, les molécules d'adsorbat se détachent avec force des sites actifs de la structure d'aluminosilicate et se diffusent à nouveau dans la phase gazeuse. Ce processus est formellement défini comme la désorption.
Du point de vue de l'ingénierie et de la gestion opérationnelle, l'objectif macroscopique direct de la régénération est la manipulation stratégique de la zone de transfert de masse (ZTM). La MTZ est la section transversale spécifique et active du lit d'adsorption où s'effectue le transfert de masse réel des contaminants du flux de fluide vers la zéolithe solide. Au fur et à mesure que le cycle d'adsorption progresse, la MTZ migre régulièrement de l'entrée de la cuve vers la sortie. Si le bord d'attaque de la MTZ est autorisé à atteindre la sortie du lit, il se produit une percée des contaminants.
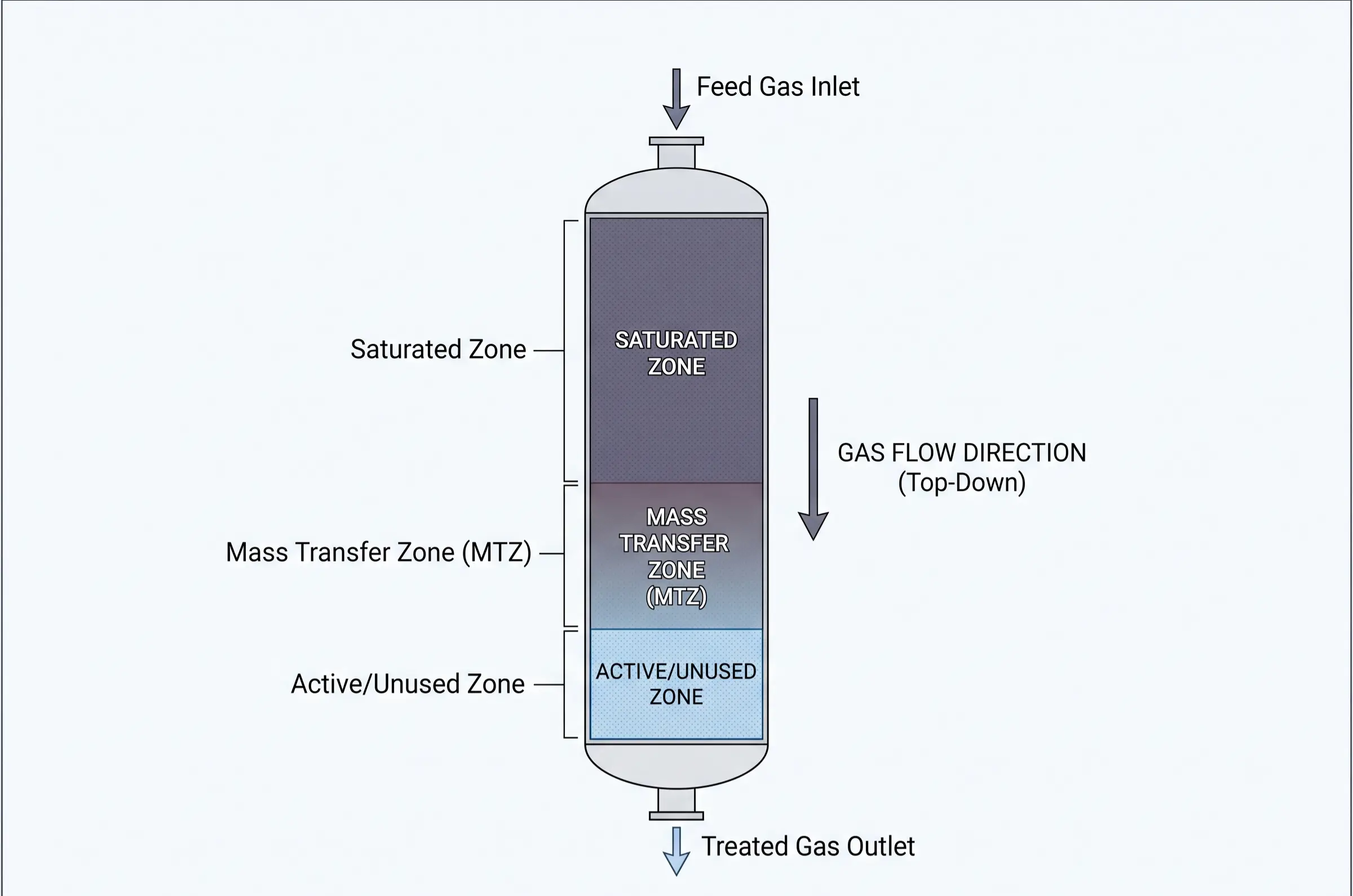
La régénération est exécutée pour repousser avec force la zone de transfert de masse vers le fond (ou l'entrée initiale) du lit. En éliminant complètement les impuretés accumulées dans les pores cristallins, la capacité d'adsorption dynamique (la capacité de travail réelle du lit dans des conditions d'écoulement dynamiques spécifiques) est entièrement rétablie. Par conséquent, l'objectif technique ultime de cette restauration cyclique est l'optimisation des dépenses d'exploitation (OPEX). Une régénération très efficace permet aux usines de traitement d'utiliser exactement le même lot d'adsorbant de première qualité pendant des milliers de cycles continus sur plusieurs années. Cela garantit en permanence la pureté absolue des gaz de traitement en aval tout en évitant les coûts d'investissement massifs associés au remplacement prématuré de l'adsorbant et les graves pénalités énergétiques liées à un chauffage inefficace.
Régénération et activation des tamis moléculaires : Principales différences
L'amalgame entre les termes "activation" et "régénération" est une idée fausse très répandue et potentiellement très préjudiciable au sein de l'approvisionnement industriel et parmi les ingénieurs de procédé débutants. Bien que les deux processus impliquent l'application d'une énergie thermique intense pour éliminer les substances volatiles de la structure zéolithique, ils interviennent à des stades totalement différents du cycle de vie du tamis moléculaire, ont des objectifs fondamentalement distincts et fonctionnent selon des paramètres thermodynamiques et des contraintes de température très différents. Il est essentiel de comprendre cette distinction pour assurer la sécurité des équipements.
Le processus d'activation (phase de fabrication)
L'activation est un processus métallurgique hautement contrôlé, à température extrême, qui se déroule exclusivement dans les installations de production du fabricant de tamis moléculaires, généralement à l'intérieur de fours rotatifs industriels massifs ou de fours de grillage spécialisés. Lorsque la zéolithe synthétique brute est cristallisée pour la première fois au cours de la fabrication chimique, ses pores microscopiques sont complètement inondés d'eau de cristallisation et d'agents organiques (tels que des amines ou des sels d'ammonium quaternaire spécifiques) qui ont été utilisés pour diriger la formation du cadre cristallin spécifique. Dans cet état "brut" et non calciné, le tamis moléculaire possède une capacité d'adsorption dynamique absolument nulle.
Pour rendre le matériau fonctionnellement poreux, les fabricants soumettent la poudre brute ou les granulés formés à des températures d'activation extrêmes allant de 500°C à 600°C (932°F à 1112°F). À ces seuils thermiques extrêmes, les molécules organiques de templage subissent une décomposition thermique complète et une combustion, tandis que l'eau structurelle profondément enfouie est violemment expulsée du réseau cristallin. Ce processus crée les vastes espaces vides tridimensionnels qui finiront par piéger les contaminants industriels. L'activation étant un processus de formatage unique destiné à éliminer l'échafaudage chimique initial, les limites thermiques appliquées ici repoussent la tolérance physique absolue du matériau. Pour les opérateurs qui souhaitent comprendre les étapes de fabrication complexes qui sous-tendent cette préparation initiale, nous recommandons vivement la lecture d'un livre sur l'activation. guide complet sur l'activation du tamis moléculaire d'appréhender les fondements de la science des matériaux.
Le processus de régénération (phase opérationnelle)
En revanche, la régénération a lieu dans l'installation de l'utilisateur final, entièrement dans l'environnement localisé de l'équipement opérationnel sur le terrain, comme les cuves de déshydratation à double tour dans une usine de traitement du gaz naturel ou les unités de pré-purification (PPU) dans une usine de séparation cryogénique de l'air. La régénération est une procédure cyclique de maintenance de routine conçue exclusivement pour éliminer les impuretés spécifiques du processus (telles que l'humidité atmosphérique, les traces de CO₂ ou les composés sulfurés) qui se sont accumulées au cours du fonctionnement standard de l'usine.
Les paramètres opérationnels de la régénération sur le terrain sont strictement liés aux limites établies par la science des matériaux. Les températures de régénération industrielles standard sont méticuleusement contrôlées entre 150°C et 350°C (302°F à 662°F), en fonction du type de tamis moléculaire et de la ténacité du contaminant spécifique adsorbé. Les températures localisées du lit pendant la régénération sur le terrain ne doivent jamais dépasser 450°C (842°F), ce qui constitue une ligne directrice absolue et non négociable en matière d'ingénierie. L'exposition d'un lit de tamis moléculaire opérationnel à des températures approchant ou dépassant 450°C déclenche une transition de phase permanente dans le liant d'aluminosilicate et les cristaux de zéolithe eux-mêmes, entraînant un effondrement irréversible du réseau cristallin, une fermeture généralisée des pores et la perte totale et permanente de la capacité d'adsorption dynamique.
Méthodes primaires de régénération des tamis moléculaires
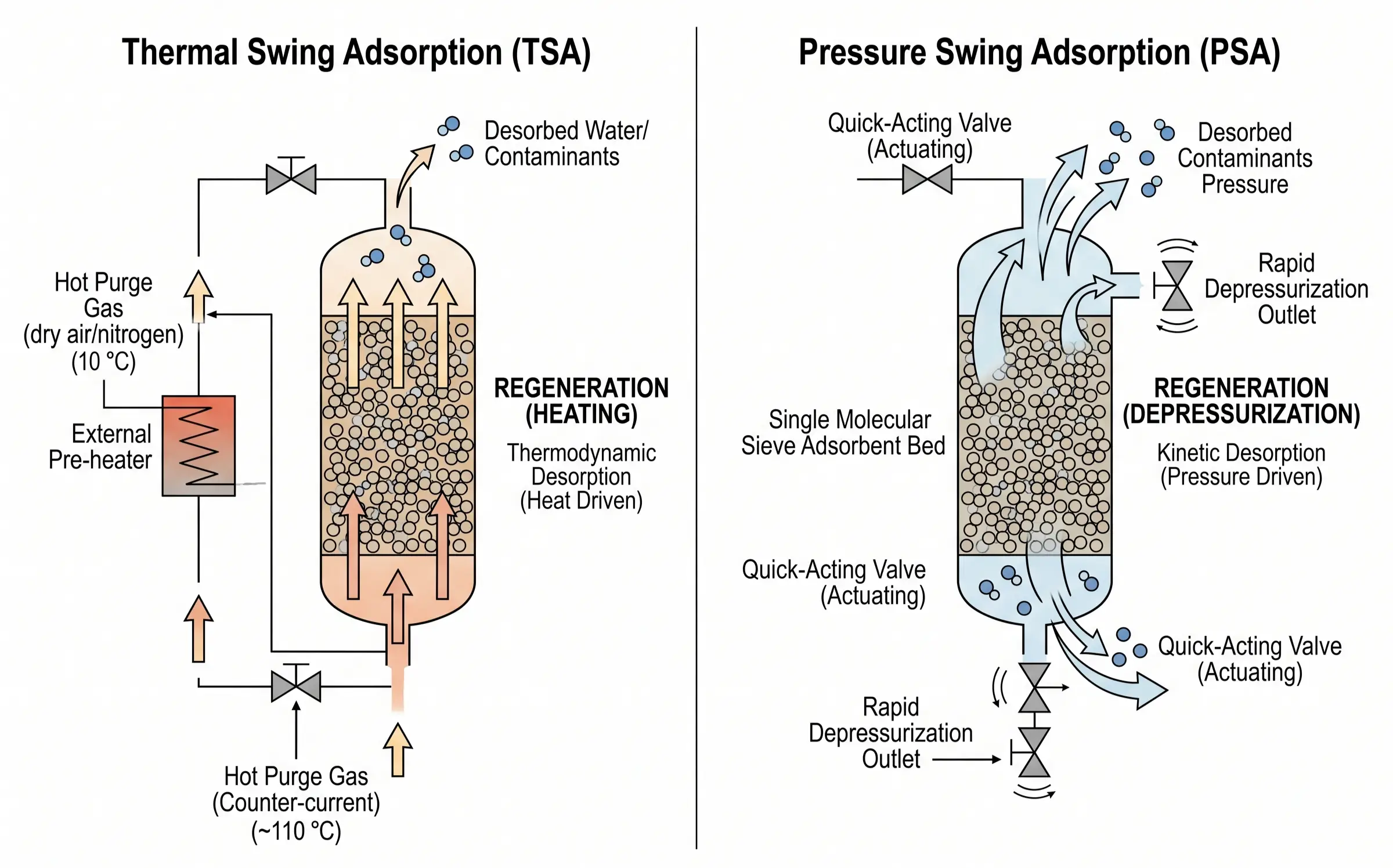
Les systèmes d'adsorption industriels sont fondamentalement classés en fonction du mécanisme thermodynamique primaire utilisé pour inverser l'équilibre d'adsorption. Les deux méthodologies les plus dominantes et technologiquement matures employées au niveau mondial sont l'adsorption par rotation thermique (TSA) et l'adsorption par rotation de pression (PSA). Le choix technique entre ces deux voies est dicté par la pureté requise du gaz produit, le volume de gaz traité, la concentration spécifique des impuretés et la disponibilité des utilités de l'usine, telles que la chaleur résiduelle ou les capacités de compression à haute pression.
Processus d'adsorption par retournement thermique (TSA)
Le processus d'adsorption par balancement thermique (TSA) repose sur le principe thermodynamique selon lequel la capacité d'adsorption d'un tamis moléculaire diminue de manière exponentielle à mesure que la température systémique augmente. À des températures de fonctionnement ambiantes (par exemple, entre 20 °C et 40 °C), le réseau zéolithique présente une affinité massive pour les molécules polaires et les contaminants à l'état de traces. Cependant, en introduisant un gaz de purge à haute température dans le lit pendant la phase de régénération, l'énergie thermique localisée augmente considérablement la vibration cinétique des molécules adsorbées. Cette énergie thermique supplémentaire surmonte facilement les forces de maintien électrostatiques, entraînant l'équilibre de manière agressive vers la phase gazeuse pour la désorption.
Les systèmes TSA sont universellement privilégiés pour les scénarios opérationnels nécessitant une élimination extrême et à l'état de traces des impuretés, communément appelée "purification en profondeur". Il s'agit notamment de la déshydratation cryogénique du gaz naturel (qui empêche la formation d'hydrates à des températures inférieures à zéro) et de la désulfuration ou de la décarbonisation en profondeur. Sur le plan opérationnel, la TSA se caractérise par des cycles longs et soutenus, allant généralement de 8 à 24 heures par cycle, car le chauffage et le refroidissement de lits massifs de zéolithe solide est un processus lent et thermiquement intensif. Par conséquent, la TSA nécessite impérativement une source de chaleur externe robuste, telle que des thermoplongeurs électriques, des chauffages au gaz à combustion directe ou des systèmes intégrés de récupération de la chaleur perdue.
Processus d'adsorption modulée en pression (AMP)
À l'inverse, le processus d'adsorption modulée en pression (AMP) fonctionne selon le principe cinétique dynamique selon lequel la capacité d'adsorption dépend fortement de la pression partielle du gaz cible. Selon les principes de l'isotherme d'adsorption de Langmuir, à des pressions systémiques élevées, le tamis moléculaire adsorbe rapidement de grandes quantités de gaz. Lorsque cette pression est rapidement réduite, l'équilibre se modifie instantanément, entraînant la désorption des molécules d'adsorbat et leur détachement de la matrice solide.
La technologie PSA est la norme industrielle pour les applications de séparation des gaz macroscopiques et de grand volume, plutôt que pour l'élimination des impuretés à l'état de traces. Les applications typiques comprennent la production d'oxygène ou d'azote industriel de haute pureté à partir de l'air atmosphérique, ou l'extraction d'hydrogène ultra-pur à partir de gaz de synthèse ou d'effluents gazeux de raffineries. Sur le plan opérationnel, le PSA se distingue par le fait qu'il fonctionne entièrement à des températures proches de l'ambiante. L'oscillation thermique est négligeable. Au contraire, le processus repose fortement sur des cycles mécaniques rapides et continus. Les temps de cycle du PSA sont extrêmement courts, allant souvent de quelques minutes à quelques dizaines de secondes seulement. L'ensemble de la force régénératrice repose sur la libération instantanée de la pression du système (purge), qui éjecte dynamiquement les contaminants des micropores sans qu'il soit nécessaire de recourir à un chauffage thermique externe.
Le processus standard de régénération des tamis moléculaires
Pour bien comprendre la complexité de la gestion des tamis moléculaires, il est nécessaire d'examiner les procédures opérationnelles précises, étape par étape, qui régissent ces systèmes. Dans les salles de contrôle industrielles modernes, les systèmes TSA et PSA représentent des paradigmes opérationnels totalement différents. On trouvera ci-dessous une analyse détaillée des séquences de régénération standard pour les deux méthodes, mettant en évidence la nature parallèle des mécanismes de désorption thermique et cinétique.
Processus de régénération standard de TSA (séquence temporelle)
La séquence TSA est une procédure thermique minutieusement chronométrée, conçue pour importer et exporter en toute sécurité des quantités massives de chaleur sans endommager la fragile structure céramique de l'adsorbant.
Phase 1 : Chauffage avec gaz de purge (chauffage et désorption)
Dans la réalité physique d'un système TSA, le chauffage et le balayage (purge) ne sont pas des étapes séquentielles ; il s'agit de mécanismes intrinsèquement parallèles et couplés. Au cours de la phase 1, un gaz de régénération fortement séché et à haute température (le gaz de purge) est introduit dans le lit saturé. Les meilleures pratiques d'ingénierie exigent que ce gaz chaud s'écoule dans un flux de Contre-courant par rapport au flux normal d'adsorption. Si l'adsorption se produit du haut vers le bas, le chauffage doit se produire du bas vers le haut. Cela évite que l'eau désorbée de la zone d'entrée fortement saturée ne soit poussée plus profondément dans la zone de sortie ultra-sèche du lit, ce qui empoisonnerait de façon permanente la section de polissage du tamis.
Pendant cette phase, l'action thermodynamique de l'augmentation de la température rompt les forces de Van der Waals, tandis que l'action cinétique du gaz de balayage constant abaisse continuellement la pression de vapeur du contaminant dans l'espace vide environnant, entraînant physiquement les molécules libérées hors de la cuve. Pour éviter une défaillance structurelle catastrophique, les opérateurs doivent contrôler strictement la vitesse de montée en puissance. La vitesse de chauffage est généralement limitée à 30°C à 50°C par heure. Les pics thermiques rapides provoquent d'immenses gradients thermiques entre l'extérieur et l'intérieur des pastilles de zéolithe, ce qui entraîne une rupture sous l'effet des contraintes thermiques. La phase de chauffage n'est considérée comme terminée que lorsque la température des effluents gazeux à la sortie du lit atteint un minimum de 150°C (bien que souvent plus élevée en fonction du tamis) et maintient un plateau de température stable pendant plusieurs heures, ce qui prouve que toute l'eau latente en profondeur a été bouillie et évacuée avec succès.
Phase 2 : Refroidissement par gaz de balayage sec
Une fois la désorption terminée, la chaleur externe est assurée, mais le lit est actuellement à une température de 200°C à 300°C. Il ne peut pas être remis en service pour traiter le gaz ambiant, car sa capacité d'adsorption à des températures élevées est pratiquement nulle. La phase 2 consiste à poursuivre l'écoulement du gaz de purge, mais avec le chauffage éteint, en ramenant lentement la température du lit à des niveaux ambiants en toute sécurité.
Cette phase contient les lignes rouges opérationnelles les plus critiques et les plus risquées de l'ensemble du processus. Le gaz de refroidissement utilisé doit avoir un point de rosée exceptionnellement bas (par exemple, inférieur à -40 °C). Il est strictement interdit d'utiliser un gaz de traitement humide et non traité pour refroidir un lit de tamis moléculaire chaud. Si une zéolithe chaude et complètement desséchée est soudainement exposée à l'humidité, les cristaux adsorbent instantanément l'eau. Cette adsorption rapide libère une explosion massive et violente d'énergie thermique connue sous le nom d'effet de serre. Chaleur latente d'adsorption. Cette libération d'énergie localisée peut provoquer une augmentation incontrôlée de la température du lit de plusieurs centaines de degrés en quelques secondes, cuisant littéralement le liant, faisant bouillir l'eau piégée à l'intérieur et réduisant les granulés en poussière inutile (poudrage), détruisant ainsi l'ensemble du stock de plusieurs millions de dollars en une seule erreur.
Processus standard de régénération du PSA (séquence basée sur la pression)
La séquence PSA renonce totalement à la chaleur et s'appuie sur des vannes mécaniques à grande vitesse et sur les forces cinétiques d'une dépressurisation rapide pour éliminer les contaminants du lit.
Phase 1 : Dépressurisation / purge
Lorsque la cuve de l'adsorbeur en ligne atteint son point de saturation calculé, les vannes d'alimentation se ferment rapidement. Les soupapes d'échappement s'ouvrent immédiatement, ce qui fait chuter la pression interne de la cuve de sa pression de travail élevée à une pression proche de la pression atmosphérique (ou à une légère pression positive). Selon les isothermes d'adsorption, cette chute soudaine et radicale de la pression partielle modifie instantanément l'état d'équilibre. Le volume massif d'adsorbats (comme l'azote dans un générateur d'oxygène) est expulsé de force des micropores et rejeté dans l'atmosphère ou dans un système de récupération secondaire.
La ligne rouge de l'ingénierie tourne ici autour de la dynamique des fluides. Le taux de dépressurisation (dP/dt) doit être strictement contrôlé par des plaques à orifice ou des vannes de réglage. Si la purge est trop violente, la vitesse ascendante extrême du gaz en expansion soulèvera physiquement les billes d'adsorbant, provoquant la "fluidisation" ou l'ébullition du lit. Cette violente agitation et la friction entre les granulés de céramique génèrent des quantités massives de poussière abrasive, ce qui entraîne de graves problèmes de perte de charge et, en fin de compte, une défaillance mécanique du système.
Phase 2 : Purge / Balayage
Lorsque la cuve est à son niveau de pression le plus bas, une simple dépressurisation est rarement suffisante pour nettoyer les micropores les plus profonds. Pour obtenir une régénération totale, un petit courant glissant de gaz produit de très haute pureté (ou d'un autre gaz porteur très sec) est introduit à basse pression et circule à contre-courant. Cette action de balayage nettoie agressivement les contaminants à l'état de traces restants dans les macropores et les espaces interstitiels, rompant l'équilibre localisé et rétablissant complètement la capacité d'adsorption dynamique du lit à son niveau de base maximal.
Phase 3 : Repressurisation
Avant que la cuve puisse être remise en service pour accepter du gaz d'alimentation à haute pression, elle doit être repressurisée en toute sécurité. L'ouverture d'une vanne d'alimentation à haute pression dans une cuve à basse pression créerait une onde de choc sonique, pulvérisant la couche supérieure du lit de tamis moléculaire. C'est pourquoi la repressurisation s'effectue en douceur, souvent en utilisant du gaz produit provenant d'une tour active parallèle (un processus connu sous le nom d'égalisation de la pression). Cela permet non seulement d'économiser du gaz pressurisé précieux, augmentant ainsi l'efficacité globale de l'installation, mais aussi de s'assurer que la pression du lit est égalisée en douceur à la pression de travail, prête à commencer le cycle d'adsorption suivant sans choc mécanique.
Paramètres de régénération pour différents types de tamis moléculaires
Comme les tamis moléculaires sont synthétisés avec des diamètres de pore et des compositions de cadre variables, leur affinité spécifique pour l'eau et d'autres molécules polaires diffère considérablement. Par conséquent, l'énergie thermodynamique requise pour rompre les liaisons d'adsorption au cours d'un cycle TSA doit être soigneusement calibrée en fonction du type spécifique de zéolithe installé dans la cuve. L'application d'un profil de chauffage générique à tous les tamis moléculaires entraînera une désorption incomplète (si la température est trop basse) ou une dégradation hydrothermale accélérée (si la température est inutilement élevée).
La matrice technique suivante présente les paramètres optimaux de régénération, les difficultés opérationnelles essentielles et les limites de température critique pour les quatre variantes de tamis moléculaires les plus courantes dans l'industrie.
| Type de tamis | Plage de température optimale | Difficulté de base / Notes d'application | Point d'opération critique |
|---|---|---|---|
| 3A | 170°C - 220°C | En raison de la petite taille de ses pores (3 Ångströms), le 3A est principalement utilisé pour la déshydratation de l'éthanol et le séchage du gaz craqué (éthylène/propylène). La principale difficulté est d'empêcher la co-adsorption des oléfines réactives. Les températures doivent être maintenues strictement dans la fourchette ; une chaleur excessive en présence de substances organiques peut entraîner une cokéfaction importante et un dépôt de carbone sur l'extérieur des billes. | Ne pas dépasser 250°C pour éviter d'accélérer la formation de polymères et la cokéfaction. |
| 4A | 200°C - 250°C | Le cheval de bataille standard pour le séchage de l'air des instruments généraux et la déshydratation du gaz naturel. La désorption est relativement simple, mais le lit doit être soigneusement purgé pour garantir des points de rosée de -100°C lors de la remise en service. | Maintenir des vitesses de chauffage régulières. Le dépassement de 450°C entraînera l'effondrement permanent de la structure cristalline du sodium A. |
| 5A | 200°C - 300°C | Souvent utilisé pour la séparation des isoparaffines normales et des isoparaffines, ainsi que pour la désulfuration (élimination du H₂S). Les ions calcium divalents créent un champ électrostatique plus fort que le sodium, ce qui signifie que les contaminants sont retenus plus fermement. Par conséquent, la résistance à la désorption est sensiblement plus élevée que dans le cas de 4A, ce qui nécessite des températures de base élevées pour obtenir une régénération complète. | Une surveillance attentive des effluents gazeux est nécessaire pour assurer une désorption complète du soufre avant le début du refroidissement. |
| 13X | 250°C - 350°C | Énergie de désorption la plus élevée requise. 13X est unique ; bien qu'il ait le plus grand diamètre de pore (10 Ångströms), la raison physique pour laquelle il nécessite la température de régénération la plus élevée est fondamentalement due à son rapport silice/alumine (Si/Al) exceptionnellement bas. Ce faible rapport se traduit par un champ électrostatique extrêmement dense et intense et une affinité polaire extrême dans le cadre cristallin. La chaleur latente d'adsorption de l'eau sur le 13X est immense. Par conséquent, les opérateurs doivent fournir une énergie thermique considérablement plus élevée pour rompre ce puissant équilibre. | Un plateau de température prolongé est nécessaire. |
Mécanismes de dégradation et de vieillissement des tamis moléculaires
Aucun tamis moléculaire n'est éternel. Même sous le contrôle opérationnel le plus méticuleux, la capacité d'adsorption dynamique d'un lit de zéolithe connaîtra un déclin régulier au cours de milliers de cycles de régénération. Toutefois, la compréhension des mécanismes physiques et chimiques de cette dégradation permet de distinguer l'usure normale de la défaillance prématurée et catastrophique. Pour les ingénieurs des procédés, l'atténuation de ces modes de défaillance est l'essence même de la gestion du cycle de vie.
Vieillissement hydrothermique (déalumination)
Le vieillissement hydrothermique est la forme la plus répandue et la plus inévitable de dégradation chimique dans les systèmes TSA. Au début de la phase de chauffage, si le lit contient encore un volume massif d'eau piégée, l'application localisée de la chaleur provoque la vaporisation de cette eau en vapeur à haute température et à haute pression. Lorsque le délicat réseau d'aluminosilicates est exposé à la vapeur à haute température pendant des milliers d'heures, une réaction chimique connue sous le nom de désalumination se produit. La vapeur attaque chimiquement l'armature en arrachant les atomes d'aluminium de la structure cristalline. Les micropores internes s'effondrent alors progressivement et fusionnent, ce qui réduit de façon permanente la surface interne totale et la capacité dynamique. Pour atténuer ce phénomène, les opérateurs doivent s'assurer que le gaz de purge de régénération est exceptionnellement sec et que les taux de rampe de chauffage sont contrôlés pour permettre à l'eau de s'évacuer avant que les températures systémiques n'atteignent leur maximum.
Cokéfaction et contamination (blocage des pores)
Contrairement au vieillissement hydrothermique, qui endommage la structure, la cokéfaction en bloque totalement l'accès. Si le gaz de traitement entrant ou le gaz porteur de régénération contient des traces d'hydrocarbures lourds, d'huiles lubrifiantes de compresseur ou d'amines réactives, la catastrophe est imminente. Lorsque le lit est chauffé à 200°C - 300°C pendant la régénération, ces molécules organiques lourdes subissent un craquage thermique et une carbonisation directement à la surface des granulés de zéolithe. Cela forme une couche dure et impénétrable de carbone (coke) qui agit comme un ciment, scellant de manière permanente les entrées des micropores. Même si la capacité interne reste techniquement intacte, les molécules d'adsorbat ne peuvent plus pénétrer dans les pores. Pour éviter ce problème, il faut faire preuve d'une vigilance absolue en amont, en installant et en entretenant rigoureusement des filtres coalescents à haute efficacité et des lits de garde en carbone pour piéger les huiles avant qu'elles n'entrent en contact avec le tamis moléculaire.

Contrainte thermique et poudrage mécanique
La défaillance mécanique se manifeste par un "dépoussiérage" ou un "poudrage", entraînant d'importantes chutes de pression à travers le lit. Les pastilles de zéolithe sont des céramiques ; elles sont exceptionnellement résistantes à la compression statique, mais très fragiles lorsqu'elles sont soumises à une tension ou à un choc thermique. Si un opérateur applique la chaleur trop rapidement, l'extérieur de la pastille se dilate thermiquement alors que le cœur reste froid, générant une immense contrainte de cisaillement interne qui déchire la pastille de l'intérieur. De même, si la vitesse des gaz pendant la phase de purge de l'EPS ou la phase de purge de la TSA dépasse les limites de conception, les forces de portance aérodynamique feront rebondir les pastilles, les broieront et les abraseront les unes contre les autres. Pour éviter cette destruction mécanique, il convient de respecter scrupuleusement les taux de rampe de température étape par étape, le séquençage contrôlé des vannes et les protocoles de soutien/compression du lit.
Évaluation des performances et facteurs d'efficacité
La connaissance théorique de la régénération doit se traduire par des diagnostics exploitables et mesurables dans l'usine. Les opérateurs doivent évaluer en permanence l'efficacité du cycle de régénération en utilisant les données télémétriques en temps réel du système de contrôle distribué (DCS). Se fier uniquement à une minuterie pour dicter l'achèvement du cycle est une stratégie opérationnelle rudimentaire et à haut risque.
Indicateurs clés d'une régénération réussie
- Convergence des profils de température : L'indicateur thermodynamique le plus fiable d'une phase de chauffage TSA réussie est la réduction de la différence de température entre l'entrée et la sortie du lit. Au début du chauffage, le gaz chaud perd entièrement son énergie au profit du lit froid et de l'eau qui s'évapore. Au fur et à mesure que le lit s'assèche et se réchauffe, l'onde thermique se propage jusqu'au fond. Lorsque la température de l'effluent (sortie) augmente, atteint le seuil cible (par exemple, 150°C+) et se stabilise, cela prouve que le lit a atteint l'équilibre thermique et que l'eau latente a disparu.
- Stabilité du point de rosée en ligne : L'ultime mesure de performance. Lorsque la cuve régénérée repasse en cycle d'adsorption actif, l'analyseur d'humidité sur la ligne de gaz produit doit immédiatement enregistrer un point de rosée stable et très bas (souvent inférieur à -100°C en fonction du système). Si le point de rosée monte en flèche au début du cycle, c'est l'indicateur principal d'une régénération incomplète ou d'un lit fortement dégradé.
- Perte de charge (ΔP) Intégrité : L'intégrité mécanique est contrôlée par des transmetteurs de pression différentielle répartis sur le lit. Un lit sain maintient une chute de pression stable et prévisible, dictée par la vitesse du gaz. Si le ΔP amorce une tendance à la hausse régulière et irréversible sur plusieurs cycles, il s'agit d'un signe d'avertissement définitif indiquant que les granulés se réduisent en poudre, se désagrègent et obstruent les canaux d'écoulement des gaz interstitiels, ce qui nécessite une étude technique immédiate.
Variables critiques ayant un impact sur l'efficacité de la régénération
Lors du dépannage d'un cycle de régénération inefficace, les ingénieurs des procédés doivent vérifier trois variables fondamentales :
- Débit volumétrique du gaz de purge : La thermodynamique nécessite de la chaleur, mais la cinétique nécessite un débit. Si le débit massique du gaz vecteur de régénération est trop faible, il n'aura pas la capacité de transporter l'humidité désorbée hors de la cuve. L'humidité atteindra simplement un équilibre localisé et se redéposera plus profondément dans le lit en se refroidissant.
- Puissance de l'appareil de chauffage et efficacité du transfert de chaleur : Avec le temps, les faisceaux de chauffage électrique peuvent s'entartrer, ou les chauffages à flamme peuvent perdre leur efficacité. Si la puissance thermique requise n'est pas transférée avec succès dans le gaz de purge, le lit n'atteindra jamais les températures de désorption critiques, quelle que soit la durée du cycle.
- Étanchéité des vannes et fuites internes : C'est le coupable le plus courant, mais aussi le plus caché. Les grandes vannes de commutation s'usent inévitablement. Si une vanne de régénération chaude laisse échapper ne serait-ce qu'une fraction de gaz d'alimentation humide dans le système pendant la phase de refroidissement ou d'attente, le lit se préchargera prématurément en humidité avant même que le cycle d'adsorption ne commence, ce qui raccourcira considérablement la durée du cycle opérationnel.
Sélection de tamis moléculaires à haute durabilité
Si des paramètres de régénération précis atténuent la dégradation, la stabilité mécanique et hydrothermique innée du tamis moléculaire détermine en fin de compte la durée de vie du système. Les adsorbants de qualité inférieure sont très susceptibles de s'empoussiérer et de s'effondrer sous l'effet de variations thermiques et de pression continues.
JALON, fabricant leader avec plus de 28 ans d'expertise, développe des tamis moléculaires conçus pour des contraintes cycliques extrêmes. Soutenus par une équipe d'experts ayant plus de 20 ans d'expérience sur site en pétrochimie, nous fournissons des solutions d'adsorption entièrement personnalisées et des évaluations techniques gratuites afin d'optimiser votre processus de régénération et de minimiser les temps d'arrêt non planifiés.
Questions fréquemment posées sur la durée de vie des tamis
Il n'existe pas de norme universelle pour le nombre exact de cycles, car la durée de vie est entièrement dictée par la sévérité de l'environnement opérationnel. Dans les applications où le gaz d'alimentation ne contient pas d'hydrocarbures réactifs ou de contaminants lourds, un tamis moléculaire de haute qualité peut facilement supporter plusieurs milliers de cycles de régénération, soit une durée de vie opérationnelle de 3 à 5 ans. Cependant, dans des conditions agressives et difficiles impliquant des huiles lourdes, des gaz acides ou des chocs thermiques extrêmes fréquents, la structure cristalline se dégrade beaucoup plus rapidement, réduisant potentiellement la durée de vie viable à 12 à 18 mois avant qu'un remplacement total ne soit nécessaire pour maintenir la pureté du produit.
Le fait de ne pas régénérer complètement le lit déclenche une boucle de défaillance opérationnelle en cascade. Si des traces d'humidité ou de contaminants sont laissées dans les micropores en raison d'une température insuffisante ou d'un débit de purge inadéquat, la capacité d'adsorption disponible pour le cycle suivant est mathématiquement réduite. Par conséquent, le lit atteindra le point de rupture beaucoup plus rapidement, ce qui obligera le système d'automatisation à raccourcir le temps de cycle. Il en résulte une augmentation considérable de la fréquence de commutation des vannes, une augmentation de la consommation d'énergie pour un chauffage plus fréquent, un vieillissement hydrothermique accéléré de la zéolithe saine restante et une augmentation exponentielle du risque que des produits non conformes atteignent les équipements en aval, ce qui conduit finalement à des arrêts d'usine imprévus et très coûteux.








