Le déparaffinage catalytique expliqué : Les zéolithes à forme sélective et les raisons pour lesquelles la qualité du catalyseur commence à la matière première
Qu'est-ce que le déparaffinage catalytique et quelle est son importance ?
Le déparaffinage catalytique est un procédé de raffinage qui permet d'éliminer sélectivement les paraffines normales cireuses à longue chaîne des fractions pétrolières, en les convertissant chimiquement plutôt qu'en les filtrant physiquement. C'est important parce que la cire est l'ennemie de l'écoulement à froid. Un diesel qui coule comme du miel à -10°C ou une huile lubrifiante qui s'épaissit en boue à des températures inférieures à zéro sont des produits que personne n'achètera.

Trois propriétés d'écoulement à froid permettent de déterminer si un carburant ou un lubrifiant est conforme au grade : pour point (la température la plus basse à laquelle l'huile s'écoule encore), point de nuage (température à laquelle les cristaux de cire deviennent visibles pour la première fois), et point de colmatage du filtre à froid (CFPP) (la température en dessous de laquelle un filtre à carburant se bouche). Ces trois facteurs dépendent de la teneur et de la longueur de la chaîne des n-paraffines, des molécules d'hydrocarbures à chaîne droite qui se cristallisent en réseaux imbriqués lorsque la température baisse.
Dans une raffinerie moderne, le déparaffinage catalytique se situe à l'intersection de deux pools de produits : diesel et mazout de chauffageoù les spécifications de qualité hivernale exigent des points d'écoulement aussi bas que -20°C à -40°C en fonction de la géographie ; et huiles de base lubrifiantesoù le point d'écoulement et la viscosité à basse température sont des paramètres de performance essentiels pour les produits des groupes II et III. C'est en comprenant le fonctionnement du processus - et ce qui détermine les performances du catalyseur - que commence la véritable ingénierie.
Décirage catalytique et décirage par solvant : Deux voies vers la réduction du point d'écoulement
Les deux procédés visent le même résultat - éliminer la cire pour abaisser le point d'écoulement - mais ils fonctionnent selon des principes fondamentalement différents. L'un est une séparation physique, l'autre une conversion chimique. La connaissance de la différence conditionne toutes les décisions prises en aval en matière d'investissement, de coûts d'exploitation, de rendement et de flexibilité des produits.
| Dimension | Déparaffinage catalytique | Décirage au solvant |
|---|---|---|
| Principe | Craquage catalytique sélectif ou isomérisation de n-paraffines | Cristallisation de la cire par refroidissement progressif, suivi d'une filtration sur tambour rotatif |
| Consommables clés | Catalyseur à tamis moléculaire, hydrogène gazeux | Solvant MEK (méthyl éthyl cétone) ou propane, énergie de réfrigération |
| Température de fonctionnement | Modérée à élevée (260-450°C) | Faible (réfrigération nécessaire, généralement de -10 à -30°C) |
| Investissement en capital | Plus faible - pas de grands trains de réfrigération ou de filtration | Plus haut - système de réfrigération, filtres à tambour rotatif, unité de récupération des solvants |
| Rendement du produit liquide | 80-85% (voie d'isomérisation), 65-75% (voie de craquage) | Variable — permet d'éviter les pertes dues au craquage, mais le rendement global est limité par la quantité d'huile retenue dans le gâteau de filtration de cire. |
| Sous-produit de valeur | Distillats légers (essence, diesel) - la cire est détruite | Cire molle - commercialisable pour les bougies, les cosmétiques, la vaseline |
| Point d'écoulement atteint | Possibilité d'une réduction plus importante | Bonne mais généralement moins profonde |
Le déparaffinage au solvant conserve sa valeur lorsque le prix du marché de la cire molle est élevé. Dans les installations intégrées au traitement de la cire - fabrication de bougies, cire microcristalline de qualité cosmétique, gelée de pétrole - le sous-produit de la cire peut faire basculer l'économie. Mais pour la plupart des raffineries modernes, la combinaison du déparaffinage catalytique avec un investissement moindre, un rendement liquide plus élevé et une réduction plus importante du point d'écoulement en fait la voie préférée. Le catalyseur est au cœur de cet avantage - voyons donc comment il fonctionne.
Choisir Catalytic quand...
- La réduction des dépenses d'investissement est une priorité
- Un rendement plus élevé des liquidités stimule l'analyse de rentabilité
- Une réduction plus importante du point d'écoulement est nécessaire
- Les aliments pour animaux contiennent du soufre (les catalyseurs à base de métaux communs le tolèrent).
Choisir le solvant quand...
- Le prix de la cire molle est élevé sur le marché
- Intégré au traitement de la cire (bougies, cosmétiques)
- L'infrastructure de réfrigération existante est en place
- La désactivation du catalyseur par les contaminants de l'alimentation est un problème
Comment fonctionne le déparaffinage catalytique : Sélectivité de forme, craquage et isomérisation
Le réacteur de déparaffinage catalytique n'est pas un simple craqueur. Il repose sur un catalyseur bifonctionnelLe zéolithe est un métal qui porte à la fois une fonction acide (la zéolithe, responsable du réarrangement du squelette et de la scission de la chaîne) et une fonction métallique (généralement le platine, le palladium, le nickel ou le nickel-tungstène, responsable de l'hydrogénation et de la déshydrogénation).
La séquence de réaction suit une chorégraphie précise. Un alcane entre dans le réacteur et se déshydrogène sur le site métallique pour former un alcène. L'alcène se protonise sur un site acide de Brønsted dans la zéolithe pour devenir un ion carbénium. C'est alors qu'apparaît la bifurcation critique : l'ion carbénium peut soit subir une isomérisation squelettique (se réarranger en un isomère ramifié qui reste dans le produit liquide), soit une β-scission (se fissurer en fragments plus petits qui sortent sous forme de gaz et de naphta). La voie qui domine dépend de l'architecture des pores de la zéolithe - et c'est là que la sélectivité de la forme devient la variable de contrôle.
La voie du craquage : comment le ZSM-5 casse sélectivement les molécules de cire
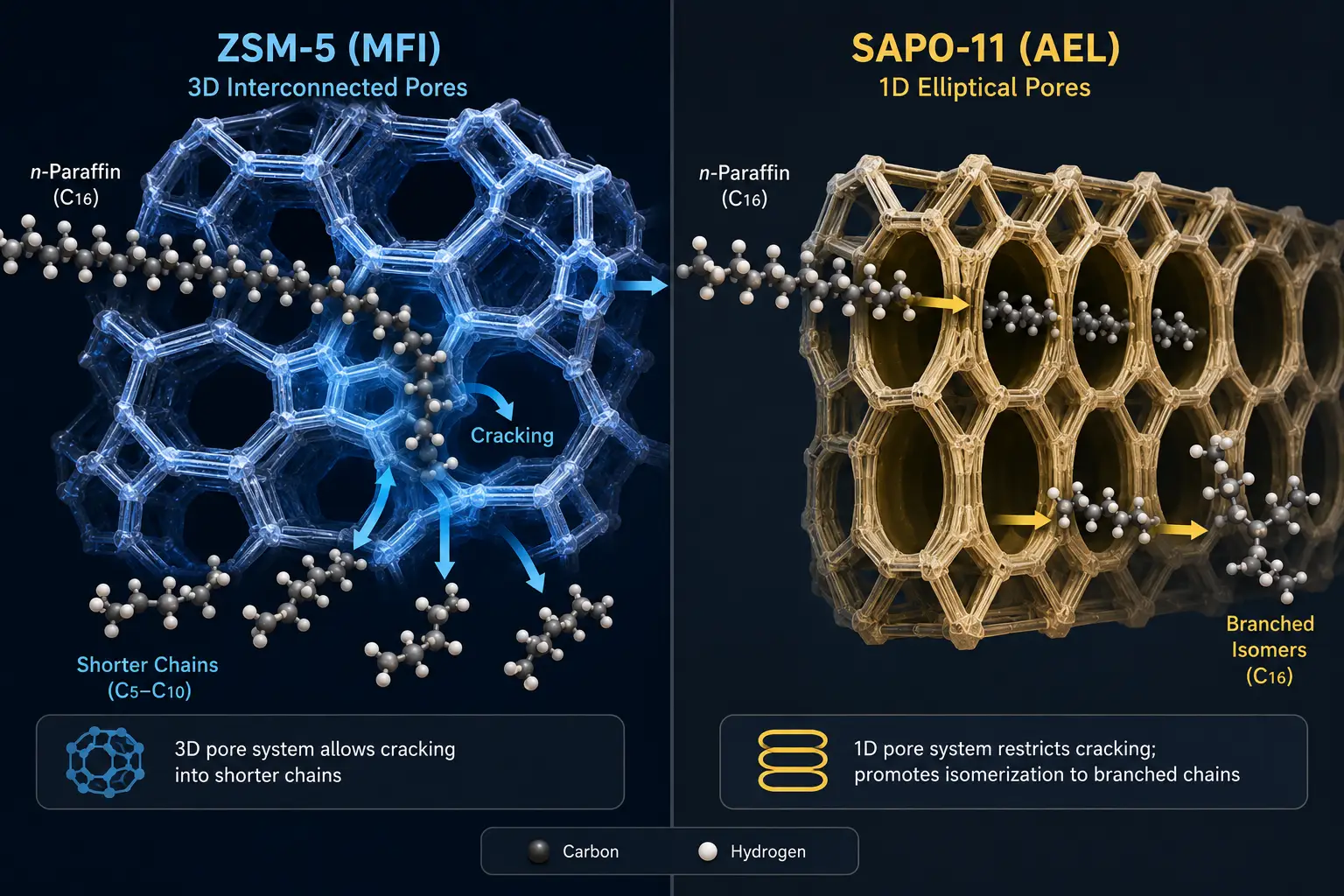
La zéolite ZSM-5, avec sa topologie MFI - un système de canaux tridimensionnels croisés à 10 anneaux démembrés avec des diamètres de pore d'environ 0,55 nm - est la zéolithe la plus largement utilisée dans le déparaffinage catalytique. Les ouvertures de ses pores sont juste assez grandes pour qu'une n-paraffine à chaîne droite puisse s'y faufiler, mais trop étroites pour qu'une iso-paraffine ramifiée puisse y pénétrer. Cette zéolithe est principalement la sélectivité de la forme du réactif, avec des effets secondaires sur l'état de transition aux intersections des canauxLa zéolithe ne se contente pas de filtrer les molécules en fonction de leur taille à l'embouchure des pores. Elle opère une discrimination en fonction de la masse spatiale de l'état de transition de la réaction à l'intérieur des canaux.
Lorsqu'une n-paraffine cireuse pénètre dans le canal ZSM-5, elle rencontre des sites acides qui catalysent le craquage. La géométrie tridimensionnelle de l'intersection signifie qu'une fois qu'une molécule est clivée en deux fragments, ces fragments peuvent se diffuser dans les canaux qui se croisent et subir un craquage secondaire - une caractéristique qui entraîne une réduction plus importante du point d'écoulement au détriment du rendement. L'opération commerciale de déparaffinage à base de ZSM-5 - connue sous les noms de procédé MLDW (Mobil Lube Dewaxing) et MDDW (Mobil Distillate Dewaxing) de Mobil - fonctionne généralement à 325-400°C avec du nickel ou du nickel-tungstène comme métal d'hydrogénation pour la tolérance au soufre. Le compromis est clair : le rendement en liquide se situe entre 65 et 751 TTP3T, le reste allant au gaz et au naphta. Pour le service diesel, où l'écoulement à froid est la spécification primordiale et où une certaine perte de rendement est acceptable, il s'agit de la voie la plus efficace (Université de l'État de Pennsylvanie, 2014).
La voie de l'isomérisation : comment la SAPO-11 se réarrange sans se détruire
Là où le ZSM-5 se fissure, le SAPO-11 se réarrange. Ce tamis moléculaire à base de silicoaluminophosphate - topologie AEL, canaux unidimensionnels à anneaux à 10 chaînons avec des pores ovales mesurant environ 3,9 × 6,3 Å - est au cœur de la technologie Isodewaxing de Chevron. L'architecture unidimensionnelle des canaux est essentielle : il n'y a pas d'intersections de canaux où des isomères multibranches peuvent se former et subir un craquage secondaire. Les molécules entrent en file indienne, s'isomérisent sur le site acide et sortent sous forme de produits mono ou di-branchés qui restent dans la plage d'ébullition du lubrifiant.
Il en résulte un profil de rendement fondamentalement différent. Le rendement en liquide atteint 80-85%, l'indice de viscosité est préservé ou légèrement amélioré, et la production de gaz est minime. Le compromis : les catalyseurs à base de SAPO-11 nécessitent un métal noble - généralement du platine ou du palladium - comme composant d'hydrogénation, ce qui exige une alimentation à faible teneur en soufre. Cela fait de l'isomérisation le choix par défaut pour la production d'huiles de base lubrifiantes (groupes II et III), où l'optimisation du rendement et la préservation de l'indice de viscosité ne sont pas économiquement négociables, et où l'hydrocraqueur ou l'hydrotraiteur en amont a déjà éliminé le soufre à des niveaux de ppm à un chiffre. Les zéolithes unidimensionnelles apparentées à 10 anneaux membranaires - ZSM-22 (TON), ZSM-23 (MTT) et ZSM-48 - exploitent le même principe d'architecture des pores et sont en concurrence dans le même espace d'application (Topsoe, 2025).
- Augmentation de la production de gaz et de naphta
- Réduction plus importante du point d'écoulement
- Tolérant au soufre (métal Ni-W)
- Coût inférieur du catalyseur
- Production minimale de gaz
- VI préservée ou améliorée
- Nécessite un métal noble (Pt/Pd)
- Alimentation à faible teneur en soufre requise
Catalyseurs zéolithiques pour le déparaffinage : ZSM-5, SAPO-11 et sélection en fonction des matières premières
Le choix d'un catalyseur de déparaffinage n'est pas un exercice unique. Il se résume à trois questions : (1) La teneur en soufre de l'alimentation est-elle élevée ? Si c'est le cas, vous avez besoin d'un catalyseur à base de métaux de base tolérant au soufre - ZSM-5 avec Ni-W. Si la teneur en soufre est faible, un catalyseur d'isomérisation à base de métaux nobles est envisageable. (2) Le produit cible est-il le diesel ou l'huile de base lubrifiante ? Le diesel privilégie la voie du craquage ; les lubrifiants exigent la voie de l'isomérisation pour protéger le rendement et l'indice de viscosité. (3) Optimisez-vous le rendement maximal ou l'abaissement maximal du point d'écoulement ? L'isomérisation permet d'obtenir le premier objectif, le craquage le second. Dans ce cadre, les types de catalyseurs se répartissent dans des catégories d'application bien définies.
ZSM-5 (MFI) : Le cheval de bataille du déparaffinage du diesel et des distillats
La zéolithe ZSM-5 domine l'espace de déparaffinage des distillats car elle tolère les environnements de soufre et d'azote typiques des flux de gazole de distillation directe et de craquage. Le rapport SiO₂/Al₂O₃ de la zéolithe - réglable sur une large gamme, d'environ 18 à plus de 950 - contrôle la densité et la force du site acide, qui à son tour régit le rapport craquage/isomérisation. Un rapport plus élevé (plus siliceux) modifie la sélectivité en faveur d'un craquage plus doux et d'une production moindre de gaz ; un rapport plus faible fournit plus de sites acides et une réduction plus profonde du point d'écoulement, mais au prix d'un rendement plus élevé en Lightends.
Dans un hydrotraiteur ULSD typique, le lit catalytique de déparaffinage est empilé en aval du catalyseur d'hydrodésulfuration, fonctionnant dans une boucle commune d'hydrogène à haute pression. Le profil de température entre les lits doit être géré avec soin : alors que l'étape de craquage est endothermique, l'hydroconversion globale dans un environnement riche en hydrogène est généralement exothermique en raison de l'hydrogénation simultanée, et le gradient de température entre les lits influence à la fois le glissement du soufre et la profondeur de l'enfoncement du point d'écoulement. Les températures de fonctionnement sont comprises entre 260 et 454°C pour les distillats, avec une pression partielle d'hydrogène généralement supérieure à 50 bars.
SAPO-11 et les zéolithes 1D : Les spécialistes de l'isomérisation des huiles de lubrification
Pour la production d'huiles de base lubrifiantes, le SAPO-11 (et ses cousins zéolithiques unidimensionnels ZSM-22, ZSM-23 et ZSM-48) est le moteur de choix. Le procédé Isodewaxing de Chevron - commercialisé sous les noms de catalyseurs ICR-404, ICR-408 et ICR-418 - associe ces tamis moléculaires à du platine pour obtenir des rendements liquides supérieurs à 80% tout en maintenant ou en améliorant légèrement l'indice de viscosité.
L'enveloppe des charges d'alimentation pour le déparaffinage par isomérisation comprend les fonds hydrocraqués (hydrowax), les raffinats cireux extraits au solvant, les cires molles contenant de la cire 50-100% et les produits cireux de Fischer-Tropsch. Chaque matière première présente une distribution différente de la longueur des chaînes de n-paraffines, et la géométrie des pores de la zéolithe - en particulier la contrainte unidimensionnelle contre la formation d'isomères multibranchés - est ce qui préserve le rendement à travers cette diversité. C'est la voie la plus coûteuse : coût du catalyseur plus élevé (métal noble), exigences plus strictes en matière de qualité de l'alimentation (faible teneur en soufre), mais rentabilité supérieure du produit par baril.
Catalyseurs émergents : Zéolites mésoporisées et SAPO-11 à l'échelle nanométrique
Deux fronts de développement méritent d'être surveillés. Le premier, zéolithes mésoporisées - commercialisées dans le cadre de la collaboration Evonik-Zeopore - introduisent une mésoporosité secondaire (pores de 2 à 50 nm) dans les cristaux de zéolite conventionnellement microporeux, améliorant considérablement l'accessibilité au site actif et réduisant la longueur du chemin de diffusion. Dans le service de déparaffinage du diesel, il a été rapporté que cela réduisait les pertes de produit jusqu'à cinq fois par rapport à la ZSM-5 microporeuse conventionnelle, tout en améliorant la tolérance aux molécules d'alimentation plus lourdes et plus volumineuses, y compris les matières premières renouvelables.
Deuxièmement, SAPO-11 nanométrique synthétisé sans modificateurs de croissance cristalline - un développement récent de l'Institut de catalyse Boreskov - réduit la taille des cristaux à l'échelle du nanomètre, raccourcissant les chemins de diffusion intra-cristallins tout en préservant la sélectivité d'isomérisation de la topologie AEL. Ces deux innovations vont dans le même sens : la prochaine génération de catalyseurs de déparaffinage sera définie non seulement par le cadre zéolithique utilisé, mais aussi par la façon dont le cristal lui-même est conçu à l'échelle méso et nanométrique. Et cette ingénierie dépend essentiellement de la qualité du matériau zéolithique de départ.
Pourquoi la qualité de la zéolithe détermine-t-elle la performance du catalyseur de déparaffinage ?
La puissance d'un moteur de Formule 1 dépend de la métallurgie de chaque piston et de chaque soupape. Il en va de même pour un catalyseur de déparaffinage, dont la "métallurgie" est la zéolithe qui en constitue le cœur. Deux catalyseurs étiquetés "ZSM-5" peuvent diverger de 20% ou plus en termes de rendement et de durée de vie, non pas parce que la raffinerie les exploite différemment, mais parce que la zéolithe qu'ils contiennent a été fabriquée différemment. Les paramètres de qualité qui comptent sont mesurables, contrôlables et - pour le raffineur qui rédige un bon de commande de catalyseur - il vaut la peine de les comprendre.
Propriétés intrinsèques essentielles de la zéolite qui déterminent ses performances
Quatre paramètres intrinsèques constituent les fondements de la qualité de toute zéolite destinée à la formulation de catalyseurs de déparaffinage.
Cristallinité - la fraction du solide qui est véritablement zéolitique, par opposition à l'aluminosilicate amorphe - détermine la densité et l'uniformité des sites acides actifs. Une faible cristallinité signifie moins de sites actifs par gramme de catalyseur, ce qui se traduit directement par des exigences de température de fonctionnement plus élevées et une diminution plus rapide de l'activité au cours du cycle. La diffraction des rayons X (XRD) est la mesure standard ; une cristallinité supérieure à 90% par rapport à un étalon de référence est un enjeu de taille pour un matériau de qualité "déparaffinage".
Rapport SiO₂/Al₂O₃ - allant d'environ 2 à l'infini (silicalite pure) - est le bouton de contrôle principal de la force de l'acide et de la densité des sites. Pour le déparaffinage, le rapport est le paramètre de composition le plus important : s'il est trop faible (excès d'aluminium, excès de sites acides), le craquage s'échappe, produisant du gaz au détriment du rendement en liquide ; s'il est trop élevé (trop siliceux), l'activité est insuffisante pour atteindre le point d'écoulement cible dans la fenêtre de température d'utilisation. Les formulateurs de catalyseurs spécifient ce ratio de manière stricte, et la cohérence entre les lots du fournisseur de zéolithe est ce qui rend cette spécification réalisable dans la production.
Taille et morphologie des cristaux - typiquement caractérisée par une D50 comprise entre 0,5 et 10 μm - régit la longueur du chemin de diffusion intraparticulaire. Les grands cristaux (plus de 5 μm D50) créent de longs chemins de diffusion : les molécules de réactifs passent plus de temps à se rendre sur les sites actifs et les molécules de produits passent plus de temps à en sortir, ce qui augmente la probabilité de réactions secondaires non désirées. Les cristaux très petits (submicroniques) augmentent le rapport surface externe/volume, exposant davantage de sites acides à l'embouchure des pores qui peuvent catalyser des réactions de surface non sélectives. La taille idéale des cristaux pour le déparaffinage est spécifique à l'application ; la capacité du fournisseur à cibler et à maintenir une distribution de taille est ce qui sépare la zéolithe de base du matériau de qualité catalytique.
Type de cation et degré d'échange - l'identité et la charge des cations extra-cadres (Na⁺, K⁺, Ca²⁺, Li⁺, Ag⁺, Ba²⁺) - modulent le rapport entre les sites acides de Brønsted et de Lewis. Dans la zéolithe telle que synthétisée, le sodium est le contre-ion typique et doit être échangé à la forme ammonium puis calciné pour générer la forme acide de Brønsted active. Un échange incomplet laisse des cations alcalins résiduels qui neutralisent les sites acides et réduisent l'activité. Pour les catalyseurs à base de métaux nobles, le sodium résiduel empoisonne également la dispersion de platine, aggravant ainsi la pénalité d'activité.
Propriétés techniques du catalyseur formé
Densité apparente et résistance mécanique — mesurées en termes de résistance à l'écrasement (N/cm ou MPa) — déterminent la capacité du catalyseur fini à résister aux contraintes mécaniques liées au chargement du réacteur, aux cycles thermiques et au fonctionnement à long terme. Plutôt que d'être purement intrinsèques à la zéolite, il s'agit de propriétés techniques déterminées par la combinaison de la zéolite, du liant (tel que l'alumine ou la silice) et du procédé d'extrusion. Un catalyseur qui s'effrite sous son propre poids dans un lit à l'échelle industrielle génère des fines qui augmentent la perte de charge, favorisent l'écoulement en canal et finissent par imposer un arrêt imprévu pour le tamisage ou le remplacement du catalyseur.
Ces paramètres intrinsèques et techniques ne sont pas abstraits. Ils font toute la différence entre un catalyseur qui atteint la durée de vie prévue et un autre qui nécessite un remplacement prématuré. Pour les raffineurs, la conclusion est claire : la zéolite contenue dans le catalyseur n'est pas un simple intrant de base. Les fabricants qui assurent un contrôle qualité sur l'ensemble de la chaîne — de la synthèse de la poudre brute à l'ingénierie cristalline, en passant par les essais sur le produit fini — garantissent la régularité dont dépend la performance du catalyseur.
Impact concret : comment la qualité influe sur la rentabilité des raffineries
Le lien entre la qualité des catalyseurs et le compte de résultat de la raffinerie s'articule autour de trois chaînes de causalité.
Chaîne 1 - Cristallinité → Activité → Longueur du cycle: Une zéolite dont la cristallinité n'est pas optimale oblige le raffineur à faire fonctionner le réacteur de déparaffinage à une température de démarrage plus élevée pour atteindre le point d'écoulement cible. La température de fin de cycle étant déterminée par les limites métallurgiques du réacteur, chaque degré supplémentaire de température de démarrage se traduit par une perte équivalente en durée de cycle. Une réduction de la durée de vie du cycle de 20% signifie qu'une unité de catalyseur qui devrait durer 5 ans termine son cycle en seulement 4 ans — et le remplacement d'un catalyseur dans une unité d'hydrotraitement commerciale représente un coût de plusieurs millions de dollars si l'on tient compte de la perte de production.
Chaîne 2 - Inadéquation SiO₂/Al₂O₃ → Sélectivité → Valeur du produit: Une zéolithe dont le rapport silicium/aluminium se situe en dehors de la fenêtre cible modifie l'équilibre entre le craquage et l'isomérisation. Dans une unité de déparaffinage d'huile de graissage, une variation de 51 TTP3T du rendement en liquide - de 821 TTP3T à 771 TTP3T - coûte environ 1 TTP4T2-4 par baril d'alimentation en perte de valeur du produit pour des primes typiques d'huile de base du groupe III. Pour une unité de 10 000 BPD, cela représente $7-14 millions par an. Le prix de la matière première zéolithe est exprimé en dollars par kilogramme. Se tromper sur le rapport Si/Al se mesure en millions.
Chaîne 3 - Résistance mécanique → Perte de charge → Temps de fonctionnement: Une zéolithe dont la résistance à l'écrasement est insuffisante génère des fines lors du chargement du réacteur et des cycles thermiques. Au fur et à mesure que les fines s'accumulent dans les interstices du lit, la chute de pression augmente. À un seuil critique - généralement 2 à 3 fois le delta-P du lit propre - l'unité doit être arrêtée pour le criblage du catalyseur. Un arrêt non planifié dans une unité d'hydrotraitement d'une raffinerie coûte de $500 000 à $1 million par jour en perte de marge. L'intégrité mécanique de la zéolithe n'est pas une préoccupation secondaire. Il s'agit d'une police d'assurance pour le temps de fonctionnement.
Ces chaînes ont un point commun : elles remontent toutes à des facteurs décidés non pas à la raffinerie, mais à l'usine de production du fabricant de zéolithe. La qualité du catalyseur se construit à partir de la base - et la base est la poudre de zéolithe.
L'avenir du déparaffinage catalytique : SAF, diesel renouvelable et catalyseurs de nouvelle génération
Trois tendances redessinent le paysage du déparaffinage catalytique.
Carburant aviation durable (SAF) est le nouveau moteur de la demande le plus important. La filière HEFA (Hydroprocessed Esters and Fatty Acids) - actuellement la filière commerciale dominante pour la production de SAF - donne un produit paraffinique cireux à longue chaîne qui doit être isomérisé pour répondre aux spécifications de fluidité à froid du carburéacteur (point de congélation inférieur à -40°C). Cela place les catalyseurs de déparaffinage sélectifs pour l'isomérisation au centre du schéma de production de SAF. La famille de technologies HydroFlex de Topsoe et les catalyseurs de déparaffinage mésoporisés d'Evonik sont tous deux positionnés pour ce marché, avec des références commerciales qui s'accumulent déjà en 2025.
Diesel renouvelable - produit à partir d'huiles usées, de suif et d'huiles végétales - entre dans l'unité d'hydrotraitement avec un profil d'impuretés différent de celui des matières premières fossiles : des composés oxygénés, des traces de métaux et du phosphore. Les catalyseurs de déparaffinage de ce service doivent traiter ces contaminants sans désactivation irréversible. La tendance à la mésoporosité (pores plus grands, chemins de diffusion plus courts) est directement pertinente ici car les matières premières renouvelables contiennent des précurseurs oxygénés plus volumineux (triglycérides) et des impuretés organométalliques.

Ingénierie des catalyseurs de nouvelle génération permet de boucler la boucle de la qualité de la zéolithe. Il a été démontré que la formation de catalyseurs sans liant - extrusion de la zéolithe sans liant d'alumine ou de silice - réduit considérablement les taux de vieillissement des catalyseurs par rapport aux catalyseurs liés de manière conventionnelle, en éliminant les sites acides non sélectifs à la surface du liant. La synthèse de cristaux à l'échelle nanométrique, les architectures de pores hiérarchiques et l'échange de cations de précision font évoluer l'état de l'art vers des catalyseurs qui sont plus proches de la "spécification atomique" que de la "formulation empirique".
Dans ces trois tendances, la constante est la zéolithe. Quelle que soit la manière dont le catalyseur est conçu - craquage ou isomérisation, fossile ou renouvelable, microporeux ou hiérarchique - le matériau de base est toujours un aluminosilicate cristallin synthétique dont la structure, la composition et la morphologie sont contrôlées avec précision. La performance du catalyseur du raffineur commence par la qualité du fabricant de zéolithe. La compréhension de ce lien est ce qui différencie un achat de catalyseur axé sur les spécifications d'une décision d'ingénierie éclairée.
JALON fournit des zéolithes de qualité catalytique avec un contrôle de qualité de la chaîne complète en ce qui concerne la cristallinité, le rapport SiO₂/Al₂O₃, la taille des cristaux et l'échange de cations. Contacter notre équipe pour spécifier votre prochain catalyseur de déparaffinage.
Références
- Université de l'État de Pennsylvanie, Collège des sciences de la terre et des minéraux. "Comparaison des méthodes de déparaffinage par solvant et par catalyse". FSC 432 : Raffinage du pétrole, 2014. https://fsc432.dutton.psu.edu/2014/06/22/comparison-of-the-solvent-and-catalytic-dewaxing-methods/
- Topsoe. "Débloquer les performances de déparaffinage avec un catalyseur de déparaffinage sélectif dans le service des carburants fossiles et renouvelables". 2025. https://www.topsoe.com/blog/unlock-dewaxing-performance-with-a-selective-dewaxing-catalyst-in-fossil-and-renewable-fuels-service
- Zéolithe JALON. "Capacité - Fabrication de zéolithe sur mesure". https://www.jalonzeolite.com/capability/
- Zéolithe JALON. Page d'accueil. https://www.jalonzeolite.com/








