Explicación de la desparafinación catalítica: Zeolitas de forma selectiva y por qué la calidad del catalizador empieza en la materia prima
¿Qué es el desparafinado catalítico y por qué es importante?
El desparafinado catalítico es un proceso de refinado que elimina selectivamente las parafinas cerosas normales de cadena larga de las fracciones de petróleo, convirtiéndolas químicamente en lugar de filtrarlas físicamente. Es importante porque la cera es enemiga del flujo en frío. El gasóleo que se derrama como la miel a -10 °C o el aceite lubricante que se espesa a temperaturas bajo cero es un producto que nadie comprará.

Tres propiedades de flujo en frío definen si un combustible o lubricante supera el grado: punto de fusión (la temperatura más baja a la que el aceite sigue fluyendo), punto de enturbiamiento (la temperatura a la que los cristales de cera se hacen visibles por primera vez), y punto de obstrucción del filtro en frío (CFPP) (la temperatura por debajo de la cual se obstruye un filtro de combustible). Las tres dependen del contenido y la longitud de la cadena de n-parafinas, moléculas de hidrocarburos de cadena recta que cristalizan en redes entrelazadas al bajar la temperatura.
En una refinería moderna, el desparafinado catalítico se sitúa en la intersección de dos grupos de productos: gasóleo y fuelóleo de calefaccióndonde las especificaciones de calidad invernal exigen puntos de fluidez tan bajos como -20°C a -40°C según la geografía; y aceites base lubricantesdonde el punto de fluidez y la viscosidad a baja temperatura son parámetros de rendimiento fundamentales para los productos de los Grupos II y III. Entender cómo funciona el proceso y qué impulsa el rendimiento del catalizador es donde empieza la verdadera ingeniería.
Desparafinado catalítico frente a desparafinado con disolventes: Dos vías para reducir el punto de fluidez
Ambos procesos persiguen el mismo objetivo -eliminar la cera para reducir el punto de fluidez-, pero se basan en principios fundamentalmente distintos. Uno es una separación física; el otro, una conversión química. Conocer la diferencia determina todas las decisiones posteriores sobre capital, costes operativos, rendimiento y flexibilidad del producto.
| Dimensión | Desparafinado catalítico | Desparafinado con disolventes |
|---|---|---|
| Principio | Craqueo catalítico selectivo o isomerización de n-parafinas | Cristalización de la cera por enfriamiento escalonado, seguido de filtración en tambor rotativo |
| Consumibles clave | Catalizador de tamiz molecular, hidrógeno gaseoso | MEK (metiletilcetona) o disolvente propano, energía frigorífica |
| Temperatura de funcionamiento | Moderada a alta (260-450°C) | Bajo (requiere refrigeración, normalmente de -10 a -30°C) |
| Inversión de capital | Más bajo: sin grandes trenes de refrigeración o filtración | Superior - sistema de refrigeración, filtros de tambor rotativo, unidad de recuperación de disolventes |
| Rendimiento del producto líquido | 80-85% (ruta de isomerización), 65-75% (ruta de craqueo) | Variable: evita las pérdidas por craqueo, pero el rendimiento total se ve limitado por el aceite retenido en la torta del filtro de cera. |
| Valioso subproducto | Destilados ligeros (gasolina, gasóleo) - la cera se destruye | Cera floja - comercializable para velas, cosméticos, vaselina |
| Punto de fluidez alcanzado | Es posible una reducción más profunda | Bueno pero típicamente menos profundo |
El desparafinado con disolventes conserva su valor cuando la cera floja tiene un precio de mercado elevado. En las instalaciones integradas con procesamiento de cera -fabricación de velas, cera microcristalina para cosméticos, vaselina- el subproducto de cera puede inclinar la balanza económica. Pero para la mayoría de las refinerías modernas, la combinación de menor capital, mayor rendimiento líquido y mayor reducción del punto de fluidez que ofrece el desparafinado catalítico lo convierte en la ruta preferida. La clave de esta ventaja es el catalizador, así que veamos cómo funciona.
Elija Catalytic cuando...
- Una menor inversión de capital es prioritaria
- Un mayor rendimiento de la liquidez impulsa el negocio
- Se requiere una mayor reducción del punto de fluidez
- El pienso contiene azufre (el catalizador de metal base lo tolera)
Elija disolvente cuando...
- La cera floja cotiza fuerte en el mercado
- Integrado con el procesamiento de cera (velas, cosméticos)
- Existe infraestructura de refrigeración
- La desactivación del catalizador por los contaminantes de los piensos es preocupante
Cómo funciona la desparafinación catalítica: Selectividad de forma, craqueo e isomerización
El reactor catalítico de desparafinado no es un simple craqueador. Se basa en un catalizador bifuncional: el que tiene a la vez una función ácida (la zeolita, responsable de la reorganización del esqueleto y la escisión de la cadena) y una función metálica (normalmente platino, paladio, níquel o níquel-tungsteno, responsables de la hidrogenación y la deshidrogenación).
La secuencia de reacción sigue una coreografía precisa. Un alcano entra en el reactor y se deshidrogeniza en el sitio metálico para formar un alqueno. El alqueno se protona en un sitio ácido de Brønsted de la zeolita para convertirse en un ion carbenio. Entonces aparece la bifurcación crítica: el ion carbenio puede sufrir isomerización esquelética (reordenación en un isómero ramificado que permanece en el producto líquido) o β-escisión (craqueo en fragmentos más pequeños que salen como gas y nafta). El camino dominante depende de la arquitectura de los poros de la zeolita, y ahí es donde la selectividad de la forma se convierte en la variable de control.
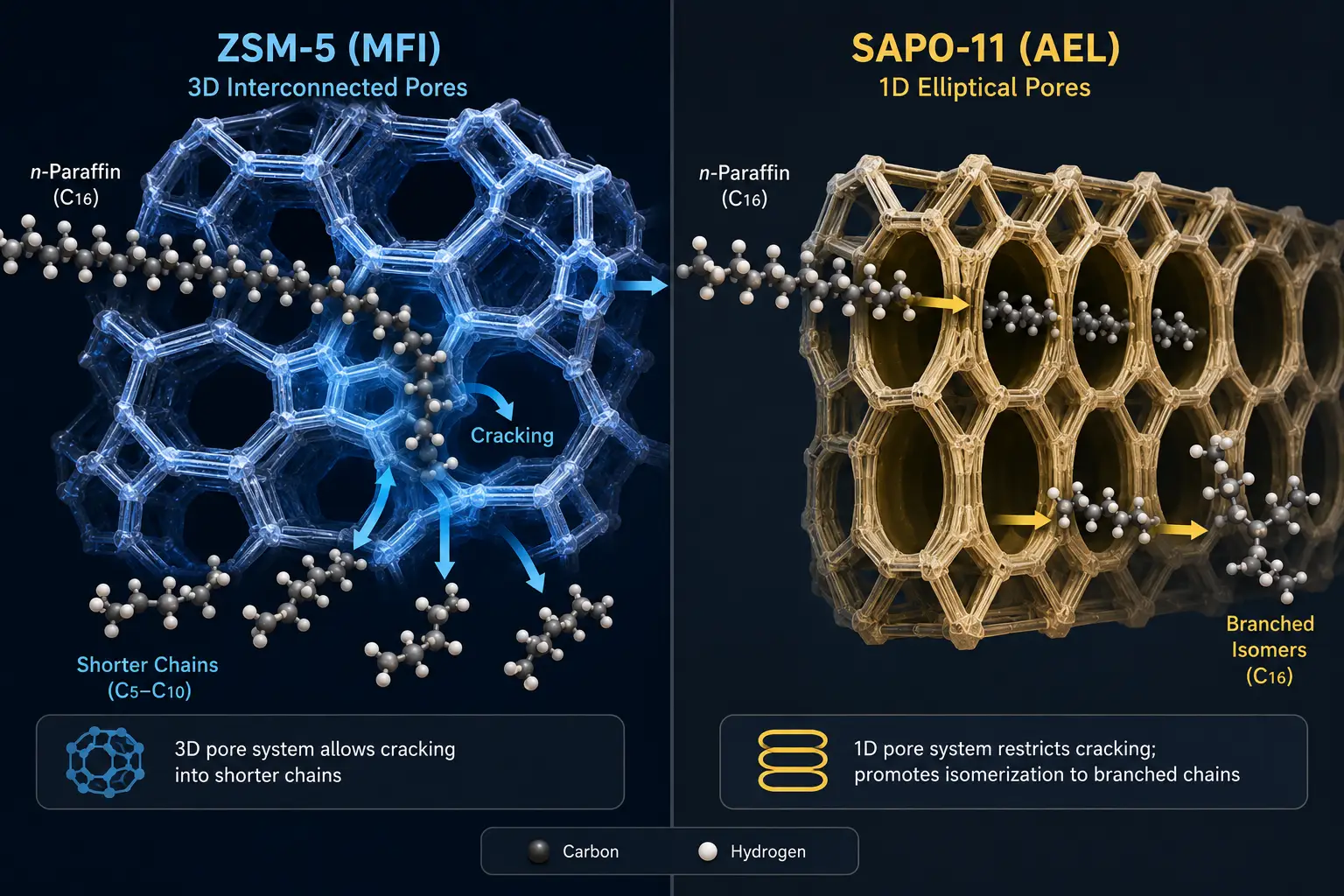
La vía del craqueo: cómo el ZSM-5 rompe selectivamente las moléculas de cera
La ZSM-5, con su topología MFI (un sistema tridimensional de canales de 10 anillos con diámetros de poro de aproximadamente 0,55 nm), es la zeolita más utilizada en la desparafinación catalítica. Las aberturas de sus poros son lo suficientemente grandes para que pase una n-parafina de cadena recta, pero demasiado estrechas para que entre una iso-parafina ramificada. Esto es principalmente la selectividad de la forma del reactivo, con efectos secundarios del estado de transición en las intersecciones de los canalesLa zeolita no se limita a filtrar las moléculas por tamaño en la boca del poro. Discrimina en función del volumen espacial del estado de transición de la reacción dentro de los canales.
Una vez que una n-parafina cerosa entra en el canal ZSM-5, encuentra zonas ácidas que catalizan el craqueo. La geometría de intersección tridimensional significa que una vez que una molécula se divide en dos fragmentos, éstos pueden difundirse en los canales de intersección y sufrir un agrietamiento secundario, una característica que provoca una mayor reducción del punto de fluidez a costa del rendimiento. La desparafinación comercial basada en ZSM-5, conocida con los nombres de proceso MLDW (Mobil Lube Dewaxing) y MDDW (Mobil Distillate Dewaxing) de Mobil, suele realizarse a 325-400 °C con níquel o níquel-tungsteno como metal de hidrogenación para la tolerancia al azufre. La compensación es clara: el rendimiento líquido es de 65-75%, mientras que el resto se destina a gas y nafta. Para el servicio de gasóleo, en el que el flujo en frío es la especificación primordial y se acepta cierta pérdida de rendimiento, ésta es la ruta de trabajo (Universidad Estatal de Pensilvania, 2014).
La vía de la isomerización: cómo SAPO-11 se reorganiza sin destruirse
Donde ZSM-5 se agrieta, SAPO-11 se reordena. Este tamiz molecular de silicoaluminofosfato (topología AEL, canales unidimensionales de 10 anillos con poros ovalados que miden aproximadamente 3,9 × 6,3 Å) es el corazón de la tecnología Isodewaxing de Chevron. Su arquitectura unidimensional de canales es clave: no hay intersecciones de canales en las que puedan formarse isómeros multiramificados que sufran un craqueo secundario. Las moléculas entran en fila india, se isomerizan en la zona ácida y salen como productos monobranqueados o biorranqueados que permanecen en el intervalo de ebullición del lubricante.
El resultado es un perfil de rendimiento fundamentalmente diferente. El rendimiento líquido alcanza 80-85%, el índice de viscosidad se mantiene o mejora ligeramente y la formación de gas es mínima. La contrapartida: los catalizadores basados en SAPO-11 requieren un metal noble -normalmente platino o paladio- como componente de hidrogenación, lo que exige una alimentación baja en azufre. Esto hace que la ruta de isomerización sea la opción por defecto para la producción de aceites base lubricantes (Grupo II y III), donde maximizar el rendimiento y preservar el índice de viscosidad no es negociable desde el punto de vista económico, y donde el hidrocraqueador o hidrotratador previo ya ha eliminado el azufre a niveles de ppm de un solo dígito. Las zeolitas unidimensionales de 10 anillos, ZSM-22 (TON), ZSM-23 (MTT) y ZSM-48, explotan el mismo principio de arquitectura de poros y compiten en el mismo ámbito de aplicación (Topsoe, 2025).
- El aumento del gas y la nafta
- Mayor reducción del punto de fluidez
- Tolerante al azufre (Ni-W metálico)
- Menor coste del catalizador
- Fabricación mínima de gas
- VI conservado o mejorado
- Requiere metal noble (Pt/Pd)
- Alimentación con bajo contenido en azufre
Catalizadores de zeolita para la desparafinación: ZSM-5, SAPO-11 y selección en función de la materia prima
La elección de un catalizador de desparafinado no es un ejercicio de talla única. Se reduce a tres preguntas: (1) ¿El contenido de azufre de la alimentación es alto? Si es así, se necesita un catalizador de metal base tolerante al azufre (ZSM-5 con Ni-W). Si el contenido de azufre es bajo, se necesita un catalizador de isomerización de metales nobles. (2) ¿El producto de destino es gasóleo o aceite base lubricante? El gasóleo favorece la ruta de craqueo; los lubricantes exigen la ruta de isomerización para proteger el rendimiento y el índice de viscosidad. (3) ¿Se está optimizando para obtener el máximo rendimiento o la máxima depresión del punto de fluidez? La isomerización proporciona lo primero; el craqueo, lo segundo. Con este marco, los tipos de catalizadores se dividen en categorías de aplicación claras.
ZSM-5 (MFI): El caballo de batalla para la desparafinación de gasóleos y destilados
La zeolita ZSM-5 domina el ámbito de la desparafinación de destilados porque tolera los entornos de azufre y nitrógeno típicos de los flujos de gasóleo directo y craqueado. La relación SiO₂/Al₂O₃ de la zeolita -ajustable en una amplia gama, desde aproximadamente 18 hasta más de 950- controla la densidad y la fuerza del sitio ácido, que a su vez rige la relación craqueo-isomerización. Una relación más alta (más silícea) desplaza la selectividad hacia un craqueo más suave y menos producción de gas; una relación más baja proporciona más sitios ácidos y una mayor reducción del punto de fluidez, pero a costa de un mayor rendimiento de los finales ligeros.
En un hidrotratador de ULSD típico, el lecho del catalizador de desparafinado se apila corriente abajo del catalizador de hidrodesulfuración, operando en un bucle común de hidrógeno a alta presión. El perfil de temperatura entre lechos debe gestionarse con cuidado: mientras que la etapa de craqueo es endotérmica, la hidroconversión general en un entorno rico en hidrógeno suele ser exotérmica debido a la hidrogenación concurrente, y el gradiente de temperatura entre lechos influye tanto en el deslizamiento del azufre como en la profundidad de la depresión del punto de fluidez. Las temperaturas de funcionamiento oscilan entre 260 y 454 °C para el servicio de destilados, con una presión parcial de hidrógeno normalmente superior a 50 bares.
SAPO-11 y Zeolitas 1D: Los especialistas en isomerización para aceites lubricantes
Para la producción de aceites base lubricantes, SAPO-11 (y sus primos unidimensionales de zeolita ZSM-22, ZSM-23 y ZSM-48) es el motor elegido. El proceso Isodewaxing de Chevron, comercializado con los catalizadores ICR-404, ICR-408 e ICR-418, combina estos tamices moleculares con platino para obtener rendimientos líquidos superiores a 80%, manteniendo o mejorando ligeramente el índice de viscosidad.
La materia prima para la desparafinación por isomerización abarca los fondos hidrocraqueados (hidrocera), los rafinados cerosos extraídos con disolventes, las ceras flojas que contienen cera 50-100% y los productos cerosos Fischer-Tropsch. Cada materia prima presenta una distribución diferente de la longitud de cadena de las n-parafinas, y la geometría de los poros de la zeolita -especialmente la restricción unidimensional contra la formación de isómeros multiramificados- es lo que preserva el rendimiento en toda esta diversidad. Esta es la ruta premium: mayor coste del catalizador (metal noble), requisitos de calidad de la alimentación más estrictos (bajo contenido en azufre), pero mayor rentabilidad del producto por barril.
Catalizadores emergentes: Zeolitas mesoporizadas y SAPO-11 a nanoescala
Dos frentes de desarrollo merecen atención. El primero, zeolitas mesoporizadas - comercializados gracias a la colaboración Evonik-Zeopore, introducen mesoporosidad secundaria (poros de 2-50 nm) en cristales de zeolita microporosos convencionales, mejorando drásticamente la accesibilidad al sitio activo y reduciendo la longitud de la vía de difusión. En el servicio de desparafinado de gasóleo, se ha observado que esto reduce las pérdidas de producto hasta cinco veces en comparación con el ZSM-5 microporoso convencional, al tiempo que mejora la tolerancia a moléculas de alimentación más pesadas y voluminosas, incluidas las materias primas renovables.
Segundo, SAPO-11 a nanoescala sintetizado sin modificadores del crecimiento cristalino - un desarrollo reciente del Instituto Boreskov de Catálisis- reduce el tamaño del cristal al rango nanométrico, acortando las vías de difusión intracristalina y conservando al mismo tiempo la selectividad de isomerización de la topología AEL. Ambas innovaciones apuntan en la misma dirección: la próxima generación de catalizadores de desparafinación se definirá no sólo por la estructura de zeolita que se utilice, sino por cómo se diseñe el propio cristal a mesoescala y nanoescala. Y esa ingeniería depende fundamentalmente de la calidad del material de zeolita de partida.
Por qué la calidad de la zeolita determina el rendimiento del catalizador de desparafinado
El rendimiento de un motor de Fórmula 1 depende de la metalurgia de cada pistón y válvula. Un catalizador de desparafinado no es diferente, y su "metalurgia" es la zeolita de su núcleo. Dos catalizadores etiquetados como "ZSM-5" pueden diferir en 20% o más en rendimiento y vida útil, no porque la refinería los utilice de forma distinta, sino porque la zeolita que contienen se fabricó de forma diferente. Los parámetros de calidad que importan son medibles, controlables y, para el refinador que hace un pedido de catalizador, vale la pena comprenderlos.
Propiedades intrínsecas fundamentales de la zeolita que determinan su rendimiento
Cuatro parámetros intrínsecos constituyen la base de la calidad de cualquier zeolita destinada a la formulación de catalizadores de desparafinado.
Cristalinidad - la fracción del sólido que es genuinamente zeolítica, en contraposición al aluminosilicato amorfo- determina la densidad y uniformidad de los sitios ácidos activos. Una baja cristalinidad significa menos sitios de trabajo por gramo de catalizador, lo que se traduce directamente en mayores requisitos de temperatura de funcionamiento y una disminución más rápida de la actividad a lo largo del ciclo. La difracción de rayos X (XRD) es la medición estándar; una cristalinidad superior a 90% en relación con un estándar de referencia es una apuesta segura para el material de desparafinado.
Relación SiO₂/Al₂O₃. - que oscila entre aproximadamente 2 y el infinito (silicalita de sílice pura), es el botón de control maestro de la fuerza del ácido y la densidad del emplazamiento. Para la desparafinación, la relación es el parámetro de composición más importante: demasiado baja (exceso de aluminio, exceso de sitios ácidos) y el craqueo se escapa, produciendo gas a expensas del rendimiento líquido; demasiado alta (demasiado silícea) y la actividad es insuficiente para alcanzar el punto de fluidez objetivo dentro de la ventana de temperatura operativa. Los formuladores de catalizadores especifican esta relación de forma estricta, y la coherencia entre lotes del proveedor de zeolita es lo que hace que esa especificación se cumpla en la producción.
Tamaño y morfología de los cristales - caracterizado típicamente como D50 en el rango de 0,5-10 μm - gobierna la longitud del camino de difusión intrapartícula. Los cristales grandes (por encima de 5 μm D50) crean rutas de difusión largas: las moléculas reactivas pasan más tiempo viajando hacia los sitios activos y las moléculas de producto pasan más tiempo viajando hacia fuera, lo que aumenta la probabilidad de reacciones secundarias no deseadas. Los cristales muy pequeños (submicrónicos) aumentan la relación superficie-volumen externa, exponiendo más sitios ácidos en la boca de los poros que pueden catalizar reacciones superficiales no selectivas. El tamaño ideal de los cristales para la desparafinación es específico de cada aplicación; la capacidad del proveedor para establecer y mantener una distribución de tamaños es lo que separa la zeolita básica del material de calidad catalítica.
Tipo de catión y grado de intercambio - la identidad y la carga de los cationes extra-marco (Na⁺, K⁺, Ca²⁺, Li⁺, Ag⁺, Ba²⁺) - modula la relación Brønsted-sitio ácido de Lewis. En la zeolita sintetizada, el sodio es el contraion típico y debe intercambiarse a la forma de amonio y luego calcinarse para generar la forma ácida de Brønsted activa. Un intercambio incompleto deja cationes residuales de metales alcalinos que neutralizan los sitios ácidos y reducen la actividad. En el caso de los catalizadores de metales nobles, el sodio residual también envenena la dispersión de platino, lo que agrava la penalización de la actividad.
Propiedades técnicas del catalizador formado
Densidad aparente y resistencia mecánica —medidas como resistencia a la compresión (N/cm o MPa)— determinan la capacidad del catalizador acabado para soportar las tensiones mecánicas derivadas de la carga del reactor, los ciclos térmicos y el funcionamiento a largo plazo. En lugar de ser propiedades puramente intrínsecas de la zeolita, se trata de propiedades de ingeniería determinadas por la combinación de la zeolita, el aglutinante (como la alúmina o la sílice) y el proceso de extrusión. Un catalizador que se desmorona bajo su propio peso en un lecho a escala comercial genera partículas finas que aumentan la caída de presión, el flujo canalizado y, en última instancia, obligan a una parada no planificada para el cribado o la sustitución del catalizador.
Estos parámetros intrínsecos y de ingeniería no son abstractos. Marcan la diferencia entre un catalizador que alcanza la duración prevista en su diseño y otro que obliga a una sustitución prematura. Para las refinerías, la conclusión es clara: la zeolita que se encuentra en el interior del catalizador no es una materia prima cualquiera. Los fabricantes que cuentan con un control de calidad en toda la cadena —desde la síntesis del polvo bruto, pasando por la ingeniería de cristales, hasta las pruebas del producto acabado— proporcionan la consistencia de la que depende el rendimiento del catalizador.
Repercusiones en la práctica: cómo la calidad se traduce en resultados económicos para las refinerías
La relación entre la calidad del catalizador y los resultados de la refinería se articula en torno a tres cadenas causales.
Cadena 1 - Cristalinidad → Actividad → Duración del ciclo: Una zeolita con una cristalinidad subóptima obliga a la refinería a poner en marcha el reactor de desparafinado a una temperatura inicial más elevada para alcanzar el punto de fluidez deseado. Dado que la temperatura final del ciclo viene determinada por los límites metalúrgicos del reactor, cada grado de aumento en la temperatura inicial supone una reducción equivalente en la duración del ciclo. Una reducción de la vida útil del ciclo de 20% significa que una unidad catalítica que debería durar 5 años termina su ciclo en solo 4 años, y el cambio de catalizador en una unidad comercial de hidrotratamiento conlleva un coste de siete cifras si se tiene en cuenta la pérdida de producción.
Cadena 2 - Desajuste SiO₂/Al₂O₃ → Selectividad → Valor del producto.: Una zeolita con una relación silicio-aluminio fuera de la ventana objetivo desplaza el equilibrio entre craqueo e isomerización. En una unidad de desparafinado de aceites lubricantes, una variación de 5% en el rendimiento de líquido -de 82% a 77%- cuesta aproximadamente $2-4 por barril de pienso en valor de producto perdido a primas típicas de aceites base del Grupo III. En una unidad de 10.000 BPD, esto supone $7-14 millones al año. La materia prima de la zeolita se cotiza en dólares por kilogramo. Equivocarse en la relación Si/Al se mide en millones.
Cadena 3 - Resistencia mecánica → Caída de presión → Tiempo de actividad: Una zeolita con una resistencia al aplastamiento insuficiente genera finos durante la carga del reactor y los ciclos térmicos. A medida que los finos se acumulan en los intersticios del lecho, aumenta la caída de presión. A partir de un umbral crítico, normalmente 2-3 veces el delta-P del lecho limpio, la unidad debe desconectarse para realizar un cribado del catalizador. Una parada imprevista en una unidad de hidroprocesado de una refinería cuesta entre $500.000 y $1 millón al día en margen perdido. La integridad mecánica de la zeolita no es una preocupación secundaria. Es una póliza de seguro de tiempo de actividad.
Estas cadenas comparten un hilo común: todas se remontan a factores que no se deciden en la refinería, sino en la planta de producción del fabricante de zeolita. La calidad del catalizador se construye desde la base, y la base es el polvo de zeolita.
El futuro de la desparafinación catalítica: SAF, gasóleo renovable y catalizadores de nueva generación
Tres tendencias están reconfigurando el panorama del desparafinado catalítico.
Combustible de aviación sostenible (SAF) es el nuevo impulsor de la demanda más importante. La ruta HEFA (ésteres y ácidos grasos hidroprocesados) -actualmente la vía comercial dominante para la producción de SAF- produce un producto parafínico ceroso de cadena larga que debe isomerizarse para cumplir las especificaciones de flujo frío del combustible para aviones (punto de congelación por debajo de -40 °C). Esto sitúa a los catalizadores de desparafinación selectivos para la isomerización en el centro del diagrama de flujo de la producción de SAF. Tanto la familia tecnológica HydroFlex de Topsoe como los catalizadores isodesparafinantes mesoporizados de Evonik están posicionados para este mercado, con referencias comerciales que ya se acumulan en 2025.
Gasóleo renovable - producido a partir de aceites usados, sebo y aceites vegetales- entra en la unidad de hidroprocesado con un perfil de impurezas diferente al de las materias primas fósiles: oxigenados, metales traza y fósforo. Los catalizadores de desparafinado en este servicio deben manejar estos contaminantes sin que se produzca una desactivación irreversible. La tendencia a la mesoporosidad (poros más grandes, vías de difusión más cortas) es directamente relevante en este caso porque las materias primas renovables contienen precursores oxigenados más voluminosos (triglicéridos) e impurezas organometálicas.

Ingeniería de catalizadores de nueva generación cierra el círculo de la calidad de la zeolita. Se ha demostrado que la formación de catalizadores sin aglutinante -extrusión de la zeolita sin un aglutinante de alúmina o sílice- reduce significativamente los índices de envejecimiento del catalizador en comparación con los catalizadores con aglutinante convencional, al eliminar los sitios ácidos no selectivos en la superficie del aglutinante. La síntesis de cristales a nanoescala, las arquitecturas jerárquicas de los poros y el intercambio preciso de cationes están avanzando hacia catalizadores más cercanos a la "especificación atómica" que a la "formulación empírica".
En las tres tendencias, la constante es la zeolita. Independientemente de cómo se diseñe el catalizador (craqueo o isomerización, fósil o renovable, microporoso o jerárquico), la base material es siempre un aluminosilicato cristalino sintético con una estructura, composición y morfología controladas con precisión. El rendimiento del catalizador del refinador comienza con la calidad del fabricante de zeolita. Comprender ese vínculo es lo que separa una compra de catalizador basada en especificaciones de una decisión de ingeniería informada.
JALON suministra zeolitas de grado catalizador con control de calidad de toda la cadena en cuanto a cristalinidad, relación SiO₂/Al₂O₃, tamaño del cristal e intercambio catiónico. Contacte con nuestro equipo para especificar su próximo catalizador de desparafinado.
Referencias
- Universidad Estatal de Pensilvania, Facultad de Ciencias de la Tierra y Minerales. "Comparación de los métodos de desparafinado con disolventes y catalítico". FSC 432: Refino de petróleo, 2014. https://fsc432.dutton.psu.edu/2014/06/22/comparison-of-the-solvent-and-catalytic-dewaxing-methods/
- Topsoe. "Unlock Dewaxing Performance with a Selective Dewaxing Catalyst in Fossil and Renewable Fuels Service". 2025. https://www.topsoe.com/blog/unlock-dewaxing-performance-with-a-selective-dewaxing-catalyst-in-fossil-and-renewable-fuels-service
- JALON Zeolite. "Capacidad - Fabricación de zeolita a medida". https://www.jalonzeolite.com/capability/
- JALON Zeolita. Página de inicio. https://www.jalonzeolite.com/








