Tecnología y proceso de hidrocraqueo: cómo las refinerías modernas transforman el petróleo pesado en combustibles de alto valor
¿Qué es el hidrocraqueo y qué papel desempeña en la refinería?
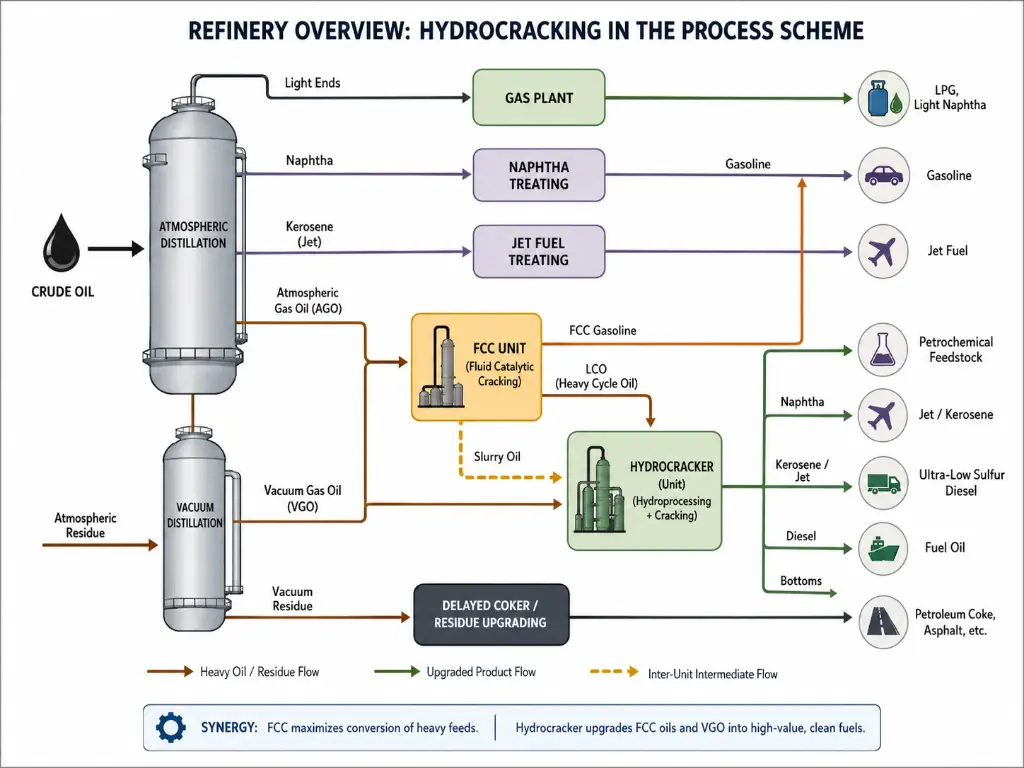
Una refinería funciona como una planta de clasificación y mejora. El petróleo crudo entra por un extremo y, por el otro, sale una amplia gama de productos: gasolina, gasóleo, combustible para aviones y materias primas petroquímicas. Las unidades de destilación atmosférica y al vacío se encargan de la clasificación: separan el crudo en fracciones según su punto de ebullición. Pero la clasificación por sí sola deja de aprovechar un gran valor. Las fracciones pesadas que salen de la parte inferior de las torres de destilación —gasóleos y corrientes residuales— son demasiado densas, demasiado aromáticas y están demasiado contaminadas para venderse como productos de alta calidad.
Aquí es donde entra en juego el hidrocraqueo.
El hidrocraqueo es un proceso de hidrogenación catalítica que descompone moléculas de hidrocarburos pesados en productos más ligeros y de mayor valor. A diferencia del simple craqueo térmico, se lleva a cabo en un entorno rico en hidrógeno y a alta presión, rompiendo simultáneamente los enlaces carbono-carbono y saturando los fragmentos con hidrógeno. El resultado es una gama de productos en la que predominan los destilados medios —gasóleo, combustible para aviones y gasóleo de calefacción— que son más limpios, más estables y más valiosos que la materia prima que entró en la unidad.
En el esquema de flujo de la refinería, el hidrocraqueador se sitúa después de la destilación y antes de la mezcla de productos. Complementa al craqueador catalítico fluido (FCC): el FCC convierte los gasóleos en gasolina mediante un mecanismo de rechazo de carbono, mientras que el hidrocraqueador se encarga de las materias primas más aromáticas y refractarias que resisten el craqueo del FCC, incluido el subproducto de aceite de ciclo ligero (LCO) que el propio FCC produce. Juntas, estas dos unidades de conversión constituyen la columna vertebral de una refinería moderna de alta conversión.
¿Por qué se ha vuelto indispensable el hidrocraqueo? Convergen tres factores. En primer lugar, la normativa medioambiental exige combustibles con un contenido de azufre ultrabajo, y el entorno rico en hidrógeno del hidrocraqueo reduce los niveles de azufre y nitrógeno hasta valores de un solo dígito en partes por millón (ppm). En segundo lugar, la composición del crudo a nivel mundial se está volviendo más pesada, lo que hace que llegue más material residual a las unidades de conversión de las refinerías. En tercer lugar, la demanda de destilados medios —especialmente diésel en las economías emergentes y combustible de aviación para el creciente tráfico aéreo— sigue aumentando, y el hidrocraqueo es la vía más eficiente para producirlos.
Entonces, ¿qué es lo que entra realmente en un hidrocraqueador? Esa pregunta resulta ser más compleja de lo que parece.
Materia prima: ¿qué se utiliza en un hidrocraqueador?
El punto fuerte que caracteriza al hidrocraqueador es su flexibilidad en cuanto a las materias primas, pero esa flexibilidad conlleva implicaciones técnicas. Las diferentes materias primas requieren distintas configuraciones del proceso, distintos catalizadores y distintas estrategias de funcionamiento. Es fundamental comprender el panorama de las materias primas antes de adentrarse en el proceso en sí.
La materia prima más ligera que se utiliza habitualmente en los hidrocraqueadores es el gasóleo ligero de destilación directa (LGO), con un intervalo de ebullición de aproximadamente 200-370 °C, aunque el gasóleo al vacío (VGO) representa la mayor parte de las materias primas comerciales. Estas corrientes son relativamente limpias —con bajo contenido en azufre y nitrógeno— y pueden procesarse en una configuración de una sola etapa con un consumo moderado de hidrógeno. En el extremo opuesto, el residuo de vacío —el material que queda tras la destilación al vacío, con un punto de ebullición superior a 565 °C— contiene altas concentraciones de metales (níquel, vanadio), asfaltenos y aromáticos policíclicos que desactivarían rápidamente un catalizador convencional de lecho fijo. El procesamiento de residuos requiere tecnología de reactores de lecho ebullicional o de lecho de suspensión, en los que el catalizador puede añadirse y retirarse de forma continua.
La mayoría de los hidrocraqueadores comerciales operan en un rango intermedio. La materia prima principal es el gasóleo de vacío (VGO), que suele tener un punto de ebullición de entre 350 y 565 °C. Dependiendo de la fuente de crudo, el VGO puede contener entre 0,5 y 4 % en peso de azufre y entre 500 y 3000 ppm de nitrógeno, siendo este último el problema más insidioso. Los compuestos orgánicos de nitrógeno, incluso en niveles traza, son potentes venenos para los sitios ácidos del catalizador de hidrocraqueo. Por eso, todos los hidrocraqueadores, independientemente de su configuración, comienzan con una etapa de pretratamiento.
| Tipo de materia prima | Fuente típica | Intervalo de ebullición | Reto clave | Proceso adecuado |
|---|---|---|---|---|
| LGO/VGO en línea recta | Destilación atmosférica/al vacío | 350–565 °C | El contenido de S y N varía según el crudo | De una etapa o de dos etapas |
| Aceite para motocicletas (LCO) | Subproducto de la FCC | 220–350 °C | Alto contenido en compuestos aromáticos (60–80%), difícil de craquear | De dos etapas con H₂ a alta presión |
| Gasóleo Coker | Cokificación retardada | 350–520 °C | Alto contenido en S, N y olefinas; inestable | De dos etapas con pretratamiento |
| Residuo atmosférico | Residuos de destilación atmosférica | 565 °C+ | Metales, asfaltenos, alta viscosidad | Lecho agitado / Suspensión |
| Residuos de vacío | Residuos de destilación al vacío | 565 °C+ | Metales extremos + asfaltenos | Solo lecho agitado / suspensión |
Los requisitos de pretratamiento dan paso de forma natural al proceso en sí. Todos los hidrocraqueadores, desde la unidad más sencilla de una sola etapa hasta la planta más compleja de mejora de residuos, siguen una secuencia lógica de pasos que convierte la materia prima pesada contaminada en productos limpios que cumplen con las especificaciones.
El proceso de hidrocraqueo: un análisis paso a paso
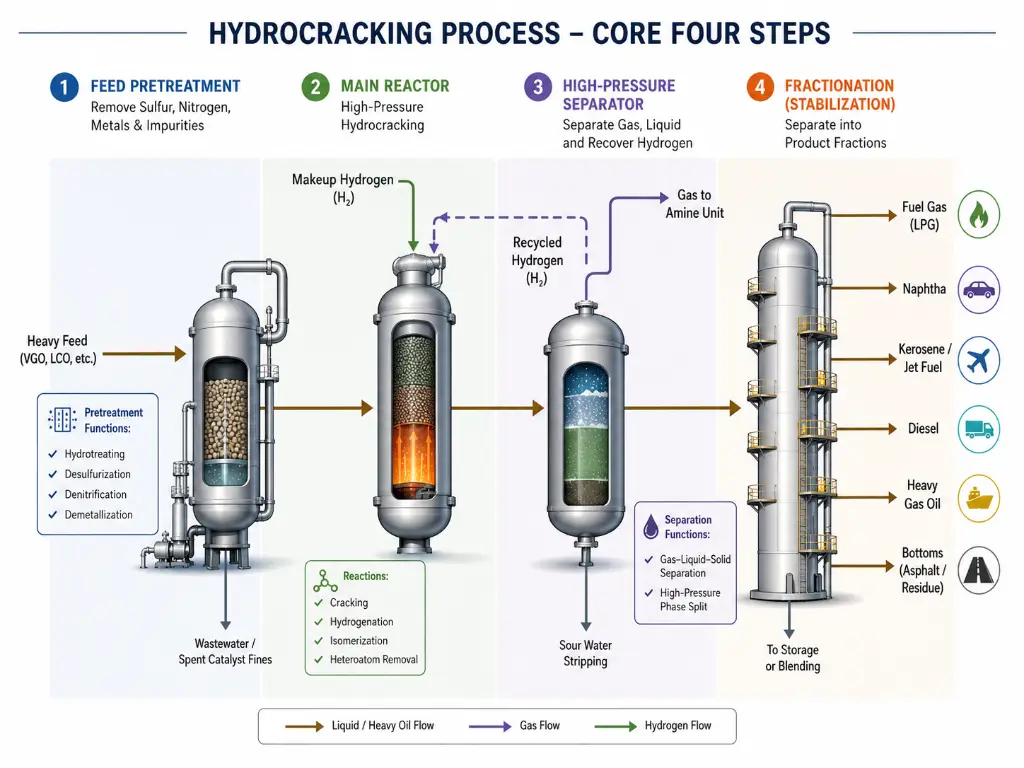
El hidrocraqueo no es una reacción aislada que tiene lugar en un solo recipiente, sino una secuencia cuidadosamente coordinada de cuatro etapas de ingeniería: pretratamiento, reacción, separación y fraccionamiento. Cada etapa implica decisiones operativas cruciales que repercuten en las fases posteriores, afectando a la calidad del producto, la vida útil del catalizador y la rentabilidad de la unidad.
Pretratamiento del pienso: una limpieza antes de lo más importante
Piensa en el pretratamiento como el control de seguridad y el punto de descontaminación que precede al reactor principal. Si el azufre, el nitrógeno y los metales llegan sin filtrar al catalizador de hidrocraqueo, envenenan los sitios activos, bloquean los canales porosos y reducen la vida útil del catalizador de años a meses.
El reactor de pretratamiento funciona en condiciones similares a las del reactor de craqueo: temperaturas de 300-400 °C y presiones de hidrógeno de 50-150 bar. En su interior, un catalizador de CoMo (cobalto-molibdeno) o NiMo (níquel-molibdeno) impulsa dos reacciones fundamentales. La hidrodesulfuración (HDS) convierte los compuestos orgánicos de azufre en sulfuro de hidrógeno (H₂S), mientras que la hidrogenodestitución (HDN) convierte los compuestos orgánicos de nitrógeno en amoníaco (NH₃). El objetivo al salir de la sección de pretratamiento es estricto: azufre por debajo de 50 ppm y nitrógeno por debajo de 10 ppm —con unidades de dos etapas que a menudo exigen un nivel de nitrógeno inferior a 5 ppm para proteger el catalizador de metales nobles de la segunda etapa. El nitrógeno debe reducirse a niveles especialmente bajos porque las especies de nitrógeno orgánico neutralizan los sitios ácidos de Brønsted que impulsan las reacciones de craqueo aguas abajo (Topsoe, 2004).
La sección de reacción: donde se produce la craqueo
La materia prima pretratada, ahora libre de la mayor parte de los contaminantes de heteroátomos, se mezcla con hidrógeno calentado y comprimido y entra en el reactor de hidrocraqueo, el corazón de la unidad. Se trata normalmente de un reactor de lecho fijo y flujo descendente (flujo por goteo) que contiene múltiples lechos catalíticos separados por zonas de enfriamiento rápido para el control de la temperatura.
Lo que ocurre en el interior de la partícula catalítica constituye la esencia química del hidrocraqueo: el mecanismo bifuncional. Cada partícula catalítica contiene dos tipos distintos de sitios activos situados a una distancia de escala nanométrica. Los sitios metálicos —normalmente níquel-molibdeno o níquel-tungsteno sulfurados en la mayoría de los reactores, reservándose el platino o el paladio para las unidades de segunda etapa que operan en un entorno libre de azufre— llevan a cabo la hidrogenación y la deshidrogenación. Saturan los anillos aromáticos con hidrógeno y, lo que es más importante, generan intermedios olefínicos reactivos al eliminar el hidrógeno de los hidrocarburos saturados. Los sitios ácidos —situados en el soporte de zeolita o de sílice-alúmina amorfa— llevan a cabo el craqueo propiamente dicho mediante escisión β, rompiendo los enlaces carbono-carbono en los intermedios olefínicos para producir moléculas más pequeñas.
Esta «coreografía» de dos sitios es lo que hace que el hidrocraqueo sea selectivo y no indiscriminado. El sitio metálico activa la molécula; el sitio ácido la corta en una posición específica. Ambos deben estar físicamente adyacentes a escala nanométrica: una molécula desorbida de un sitio metálico debe encontrarse con un sitio ácido antes de poder resaturarse, o se perderá la oportunidad de craquearla.
Las condiciones de funcionamiento reflejan este delicado equilibrio. Las temperaturas del reactor oscilan entre 300 y 450 °C, y el punto de consigna exacto viene determinado por la reactividad de la carga y el nivel de conversión deseado. Las presiones oscilan entre 80 y 200 bar: las presiones más altas inhiben la formación de coque al mantener una presión parcial de hidrógeno elevada, pero aumentan significativamente los costes de compresión. La velocidad espacial horaria del líquido (LHSV), normalmente de 0,5 a 2,0 h⁻¹, controla el tiempo de residencia: una LHSV más baja implica un craqueo más profundo, pero un menor rendimiento. La relación hidrógeno-petróleo, que suele ser de 1000 a 2000 Nm³ de hidrógeno por metro cúbico de materia prima, garantiza una disponibilidad adecuada de hidrógeno en la superficie del catalizador y ayuda a disipar el calor exotérmico de la reacción (ScienceDirect, 2024).
Dado que el craqueo es un proceso fuertemente exotérmico, el control de la temperatura constituye el principal reto de seguridad del reactor. Cada lecho catalítico eleva la temperatura de la corriente de proceso entre 10 y 30 °C. Entre los lechos, se inyecta hidrógeno frío como enfriamiento rápido —una estrategia de control sencilla pero muy ajustada—. Si la temperatura de un lecho se descontrola, la velocidad de reacción se acelera exponencialmente, produciendo más calor, lo que acelera aún más la reacción —un bucle de retroalimentación positiva que puede provocar la sinterización del catalizador o, en casos extremos, la rotura de la pared del reactor—.
Gestión del hidrógeno: la columna vertebral invisible
El hidrógeno es el mayor coste operativo variable de una unidad de hidrocraqueo, y gestionarlo adecuadamente es tan importante como gestionar el catalizador. Una unidad típica de hidrocraqueo de conversión total consume entre 250 y 350 Nm³ de hidrógeno por tonelada de materia prima, lo que la convierte en el mayor consumidor individual de hidrógeno de la refinería.
El hidrógeno desempeña tres funciones simultáneamente: actúa como reactivo (saturando los fragmentos de craqueo y eliminando los heteroátomos), como medio de transferencia de calor (alejando el calor de la reacción de la superficie del catalizador) y como protector del catalizador (inhibiendo la formación de coque al neutralizar los precursores reactivos del coque). El hidrógeno que sale del reactor no se desecha, sino que pasa por un separador de alta presión, donde se recupera, se depura de H₂S y NH₃, y se recicla de vuelta a la entrada del reactor. El hidrógeno de reposición fresco compensa el consumo químico y las pérdidas por purga. Es esencial mantener la pureza del gas de reciclaje por encima del 90% de hidrógeno: la acumulación de hidrocarburos ligeros (metano, etano) en el circuito de reciclaje reduce la presión parcial de hidrógeno, lo que disminuye la actividad del catalizador y acelera su desactivación.
Separación y fraccionamiento: clasificación de los productos
El efluente del reactor es una mezcla compleja: hidrógeno sin reaccionar, gases de hidrocarburos ligeros (C₁–C₄), líquidos del rango de la nafta, destilados medios y petróleo sin convertir. Para clasificar esta mezcla en productos que cumplan las especificaciones, se requieren dos etapas de separación secuenciales.
En primer lugar, el separador de alta presión destila la corriente de gas rica en hidrógeno para su reciclaje. La fase líquida, ahora a menor presión, entra en una columna de fraccionamiento donde los productos se extraen según su intervalo de ebullición: GLP (por debajo de 20 °C), nafta ligera (20–80 °C), nafta pesada (80–180 °C), queroseno/combustible para aviones (180–270 °C), diésel (270–370 °C) y aceite no convertido (370 °C+). En una configuración de dos etapas, el aceite no convertido se dirige a un reactor específico de segunda etapa para su posterior craqueo. En una unidad de una sola etapa, una parte puede reciclarse a la entrada del reactor para aumentar la conversión global de un nivel por pasada de 40–60 % a un total de 70–80 %.
Control de procesos y seguridad: mantener la estabilidad
El funcionamiento de un hidrocraqueador implica gestionar un sistema en condiciones extremas —200 bar de presión de hidrógeno a 400 °C— en las que el margen entre un funcionamiento eficiente y un fallo catastrófico puede ser muy estrecho. Todos los hidrocraqueadores comerciales están equipados con un sistema automático de despresurización de emergencia. En caso de una variación de temperatura o una pérdida de contención, el sistema descarga el contenido del reactor a la antorcha en un plazo de 15 a 20 minutos, reduciendo la presión del sistema de más de 200 bar a aproximadamente 7 bar (barg), lo suficientemente rápido como para detener la reacción antes de que se produzcan daños estructurales.
El control rutinario de la temperatura se basa en el sistema de refrigeración con hidrógeno entre lechos. El objetivo es mantener el aumento de temperatura en cada lecho catalítico por debajo de unos 20 °C, garantizando un funcionamiento estable sin acercarse a los límites metalúrgicos de la vasija del reactor. Los operadores supervisan continuamente los perfiles de temperatura de los lechos; la aparición de un punto caliente en un lecho puede indicar canalización, ensuciamiento del catalizador o una distribución desigual del flujo, situaciones que requieren una investigación antes de que se agraven.
Una etapa frente a dos etapas: cómo elegir la configuración adecuada
Una vez comprendido el flujo básico del proceso, la siguiente pregunta es: ¿cuántas etapas de reacción requiere la aplicación? La elección entre el hidrocraqueo de una sola etapa y el de dos etapas no es una cuestión de «cuál es mejor», sino de adaptar la configuración a la calidad de la materia prima, al nivel de conversión deseado y a la gama de productos prevista.
Hidrocracking de una sola etapa: simplicidad para materias primas ligeras
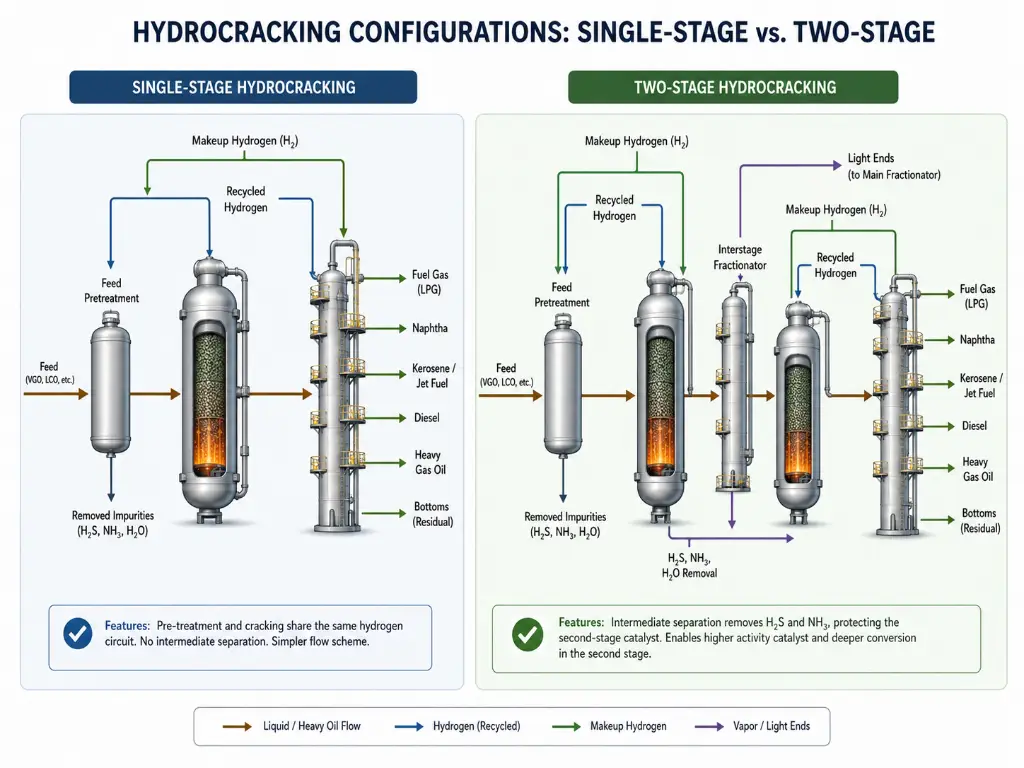
En una configuración de una sola etapa, el reactor de pretratamiento y el reactor de craqueo comparten un circuito de hidrógeno común, sin separación intermedia de productos. Toda la carga pasa por ambos reactores en serie, y el efluente combinado se dirige directamente a la sección de separación.
Esta simplicidad se traduce en menores costes de capital, un menor espacio de instalación y un funcionamiento más sencillo, lo que la convierte en la opción preferida para el procesamiento de materias primas relativamente ligeras y con bajo contenido en contaminantes, como el VGO de destilación directa procedente de crudos con bajo contenido en azufre. La contrapartida es una conversión limitada: en modo de un solo paso, la conversión típica por paso es de 40–60 % en peso. Se puede lograr una mayor conversión reciclando una parte del aceite no convertido de vuelta a la entrada del reactor, lo que eleva la conversión total al 70-80 % en peso, pero la corriente de reciclaje transporta aromáticos policíclicos no convertidos que se acumulan en el circuito y, finalmente, obligan a realizar una purga.
El sistema catalítico de una sola etapa debe funcionar en presencia del H₂S y el NH₃ generados durante el pretratamiento. Estos gases inhiben parcialmente los sitios de craqueo ácido, lo que limita la conversión por pasada que se puede alcanzar, pero también evita el craqueo excesivo que da lugar a gas y coque, lo que proporciona una selectividad natural hacia los destilados medios.
Hidrocracking en dos etapas: máxima flexibilidad para materias primas difíciles
La configuración de dos etapas añade un paso fundamental entre ambas: la separación de productos. Una vez que la primera etapa ha completado el pretratamiento y el craqueo inicial, el efluente se fracciona. Los productos ligeros (nafta, queroseno, gasóleo) se extraen como corrientes acabadas. El petróleo no convertido —ahora libre de H₂S y NH₃— entra en un reactor específico de segunda etapa que funciona en un entorno de hidrógeno puro.
Esta separación intermedia es la clave de la ventaja del proceso en dos etapas. Al estar libre del H₂S y el NH₃ que inhiben el catalizador de la primera etapa, el reactor de la segunda etapa puede emplear catalizadores más activos —incluidos metales nobles como el platino y el paladio sobre soportes de zeolita altamente ácidos— que se envenenarían rápidamente en el entorno de la primera etapa. El resultado es un craqueo más profundo por pasada, una mayor conversión global (90–99 % TP3T) y la capacidad de orientar la gama de productos hacia el gasóleo, el combustible para aviones o la nafta mediante el ajuste de las condiciones de funcionamiento de la segunda etapa.
El coste, por supuesto, es mayor. Las unidades de dos etapas requieren un segundo reactor, un segundo circuito de hidrógeno (o un circuito compartido más complejo), un fraccionador entre etapas y una mayor cantidad de catalizador. Para una refinería que transforma VGO ligero y limpio en gasóleo, una unidad de una sola etapa puede ser totalmente suficiente. Para una refinería que craquea LCO procedente del FCC, o que procesa gasóleo de coque con alto contenido en nitrógeno, o que maximiza la producción de combustible para aviones para un mercado de la aviación en crecimiento, la configuración de dos etapas justifica su mayor coste.
Condiciones de funcionamiento y tecnología de reactores
Comprender el hidrocraqueo significa comprender la tensión entre objetivos contrapuestos: profundidad de conversión frente a selectividad del producto, actividad del catalizador frente a su vida útil, valor del producto frente a coste operativo. Los parámetros operativos que equilibran estas tensiones, y el equipo del reactor que los alberga, son el punto en el que la ingeniería de procesos se une a la realidad física.
| Parámetro de funcionamiento | Rango típico | Lógica de ingeniería |
|---|---|---|
| Temperatura del reactor | 300–450 °C | El límite inferior viene determinado por la temperatura de activación del catalizador; el límite superior está limitado por un craqueo excesivo en gas y una rápida formación de coque |
| Presión del reactor | 80–200 bar | Mayor presión = mayor presión parcial de hidrógeno = menor formación de coque + mayor vida útil del catalizador, pero mayor coste de compresión y paredes del reactor más gruesas |
| LHSV (velocidad espacial horaria del líquido) | 0,5–2,0 h⁻¹ | Inverso del tiempo de residencia; un LHSV más bajo implica un agrietamiento más profundo por pasada, pero un menor rendimiento de la unidad |
| Relación hidrógeno-petróleo | 1 000–2 000 Nm³/m³ | Garantiza la cobertura de hidrógeno en la superficie del catalizador y disipa el calor de reacción; si es demasiado baja, se produce coque; si es demasiado alta, se produce una carga excesiva en el compresor de recirculación |
Estos parámetros no funcionan de forma independiente. Al elevar la temperatura aumenta la conversión, pero también se incrementa la velocidad de desactivación del catalizador por la formación de coque. El aumento de la presión reduce la formación de coque, pero exige una metalurgia más costosa y mayores costes de compresión del hidrógeno. El arte del funcionamiento de un hidrocraqueador reside en encontrar el punto óptimo —y ajustarlo a medida que el catalizador envejece y su actividad disminuye a lo largo de su ciclo de 3 a 5 años.
El diseño del reactor varía considerablemente en función de la severidad de la materia prima, tal y como se muestra en la comparación siguiente (Penn State FSC 432(Universidad Estatal de Pensilvania):
| Tipo de cama | Tamaño de las partículas del catalizador | Materia prima adecuada | Ventaja clave | Limitación clave |
|---|---|---|---|---|
| Lecho fijo | 1,5–3 mm | VGO, LCO, gasóleo de coquización | Funcionamiento sencillo, inversión inicial mínima, tecnología consolidada | No admite materiales que contengan metales o asfaltenos, ya que obstruyen el lecho |
| Lecho fluidizado | 0,8–3 mm | Residuo atmosférico, residuo de vacío | El catalizador se puede añadir o retirar en línea; es apto para metales moderados | Mayores gastos de capital (CAPEX) y gastos operativos (OPEX); un funcionamiento más complejo |
| Lodo / Lecho expandido | ~0,002 mm (disperso) | Residuos de vacío ultrapesados | Conversión extrema (95%+); soporta las alimentaciones más difíciles | El catalizador es de un solo uso (se consume); el coste operativo es el más elevado |
Para la gran mayoría de los hidrocraqueadores comerciales que procesan materias primas del rango del VGO, la configuración de lecho fijo —robusta, bien conocida y rentable— sigue siendo la norma. Las tecnologías de lecho ebullicional y de lecho en suspensión se reservan para la valorización de residuos, donde su mayor coste se justifica por el coste aún mayor de la alternativa: dejar sin procesar el fondo del barril.
Los parámetros operativos definen el margen de proceso, pero es el tamiz molecular que se encuentra en el interior del catalizador el que determina qué se produce realmente dentro de ese margen. Una formulación de zeolita a medida marca la diferencia entre cumplir con la gama de productos prevista y tener que conformarse con soluciones de compromiso.
Descubre las soluciones con tamices molecularesEl motor de zeolita: cómo los tamices moleculares impulsan el craqueo selectivo
Si el reactor es el corazón del hidrocraqueador y el hidrógeno su sangre vital, la zeolita que se encuentra dentro del catalizador es su cerebro: el componente que decide qué moléculas se craquean, en qué medida y en qué productos. Esta es la faceta del hidrocraqueo que la mayoría de los artículos de divulgación pasan por alto, y sin embargo es donde reside el mayor potencial de la ingeniería.
La arquitectura de los poros: el guardián molecular
Las zeolitas son aluminosilicatos cristalinos con una característica definitoria: una estructura tridimensional atravesada por poros de tamaño uniformemente preciso. En el hidrocraqueo, la zeolita dominante es la Y ultraestable (USY), que pertenece a la familia de topología FAU. Su estructura contiene aberturas de poros en forma de anillos de 12 miembros de aproximadamente 0,74 nm de diámetro, que conducen a superjaulas internas de unos 1,2 nm de diámetro (MDPI Catalysts, 2025).
Estas dimensiones no son arbitrarias: se ajustan a las dimensiones moleculares de los componentes de la materia prima que la refinería desea craquear. Las parafinas normales, con un diámetro cinético de aproximadamente 0,49 nm, penetran libremente en los poros y se craquean rápidamente. Las isoparafinas, con un diámetro de unos 0,56 nm, penetran más lentamente. Los aromáticos de un solo anillo (0,6-0,7 nm) pueden entrar si primero se someten a hidrogenación en un sitio metálico cercano, lo que reduce su diámetro cinético. Los aromáticos de múltiples anillos más grandes —en particular las especies de tres y cuatro anillos prevalentes en las materias primas pesadas craqueadas y los residuos— se acercan o superan 1 nm y quedan físicamente excluidos del sistema de poros de la FAU, mientras que los aromáticos de dos anillos dominantes en el LCO (0,7–0,9 nm) solo entran lentamente y requieren una hidrogenación previa. Deben ser precraqueados en sitios ácidos de la superficie externa o procesados a través de una red mesoporosa introducida deliberadamente en el cristal de zeolita.
Esto es lo que se conoce como selectividad de forma —la base física del nombre «tamiz molecular»— y es la razón fundamental por la que los catalizadores a base de zeolita superan a los catalizadores de sílice-alúmina amorfa en el hidrocraqueo selectivo. Un catalizador amorfo presenta sitios ácidos a todas las moléculas de la carga de forma indiscriminada. Un catalizador de zeolita filtra primero y luego craquea, mejorando preferentemente las moléculas que caben en sus poros.
Ingeniería de sitios ácidos: control de la profundidad de agrietamiento
Si la estructura porosa determina quién entra, los sitios ácidos del interior deciden lo que ocurre a continuación. Cada átomo de aluminio que sustituye al de silicio en la red de la zeolita genera una carga negativa neta, compensada por un protón (H⁺). Estos protones son sitios ácidos de Brønsted: los centros catalíticos donde se produce la ruptura del enlace carbono-carbono.
La densidad y la actividad de estos sitios ácidos vienen determinadas principalmente por la relación sílice-alúmina (SAR) de la estructura. Un SAR bajo (por ejemplo, 3-5) implica más aluminio, más sitios ácidos y una mayor actividad de craqueo, pero también una menor estabilidad hidrotérmica, ya que las estructuras ricas en aluminio son más vulnerables a la desaluminizacion inducida por vapor a altas temperaturas. Un SAR alto (20-80, conseguido mediante desaluminizado con vapor tras la síntesis para producir USY) implica menos sitios ácidos, pero más fuertes y aislados, y una estabilidad notablemente mejor en condiciones de hidrocraqueo.
Este ajuste del SAR es la principal herramienta de la refinería para controlar la selectividad del producto. Un catalizador de bajo SAR con una alta densidad de sitios ácidos tiende a un craqueo excesivo, cortando las moléculas varias veces y produciendo más gas y nafta ligera. Un catalizador USY de alto SAR, con sus sitios ácidos escasos pero fuertes, tiende a cortar cada molécula solo una o dos veces, maximizando el rendimiento de los destilados medios. La misma estructura de zeolita de tipo Y, con diferentes valores de SAR, puede cambiar la gama de productos de «máximo nafta» a «máximo diésel», todo ello sin cambiar el hardware del reactor.
Del polvo de zeolita al catalizador industrial: el vínculo con la fabricación
El proceso que lleva de los cristales de zeolita de laboratorio a un catalizador de hidrocraqueo comercial capaz de soportar 200 bar y 400 °C durante 3-5 años constituye en sí mismo un importante reto industrial. El polvo de zeolita —con sus cristales a escala micrométrica y una resistencia mecánica insignificante— debe formularse en extrudados o esferas a escala milimétrica con la resistencia a la compresión necesaria para resistir la compactación del lecho, la estructura porosa que facilite la difusión molecular y la resistencia a la abrasión para minimizar la generación de polvo que aumentaría la caída de presión en el reactor.
Este proceso de formulación —que consiste en mezclar polvo de zeolita con materiales aglutinantes (alúmina, arcilla), amasar, extruir, secar y calcinar— es donde reside gran parte de la propiedad intelectual del fabricante de catalizadores. El aglutinante no es un relleno inerte; aporta mesoporosidad que mejora la difusión de moléculas más grandes, y su interacción con la zeolita puede modificar la accesibilidad de los sitios ácidos. Las especificaciones objetivo están estrictamente controladas: resistencia a la compresión típicamente superior a 10 N/mm (compresión lateral), pérdida por atrición inferior al 0,5 % en peso y una distribución del volumen de poros equilibrada entre los microporos (en la zeolita) y los mesoporos (en el aglutinante).
Las distintas aplicaciones de refino requieren diferentes configuraciones de zeolita. Una refinería que craquea VGO ligero para obtener el máximo de gasóleo necesita una USY de alto SAR con una densidad mínima de sitios ácidos y una formulación optimizada para un funcionamiento limitado por difusión. Una refinería que procesa LCO en nafta para un reformador catalítico posterior necesita una zeolita de menor SAR con mayor acidez, posiblemente incorporando una zeolita secundaria como la ZSM-5 (topología MFI) cuyos canales de anillos de 10 miembros más estrechos (0,51–0,56 nm) proporcionan un craqueo selectivo por forma adicional de las parafinas de cadena lineal.
Es aquí donde la solidez técnica del fabricante de tamices moleculares influye directamente en la rentabilidad de la refinería. La capacidad de adaptar el tipo de cristal (FAU, BEA, MFI, CHA), la proporción de sílice y alúmina, el intercambio catiónico (tierras raras para la estabilidad o metales específicos para la función catalítica), el tamaño de los cristales (D₅₀ de 0,5 a 10 μm) y los parámetros de formación —y de ofrecer esta personalización con consistencia entre lotes bajo sistemas de calidad certificados por la ISO— determina si una refinería obtiene la gama de productos y la vida útil del catalizador para las que fue diseñada, o si tiene que conformarse con soluciones de compromiso. Las empresas con una profunda experiencia interna en síntesis y formulación de zeolitas convierten esta interfaz crítica de materiales en una oportunidad de optimización, en lugar de una limitación de aprovisionamiento. JALON Zeolite —un fabricante que cotiza en bolsa con más de 28 años de I+D en tamices moleculares, seis plataformas de investigación provinciales, cinco laboratorios universitarios conjuntos y una capacidad de personalización completa en cuanto a tipos de cristales, rangos de SAR y especificaciones de cationes— es uno de esos proveedores. Los equipos técnicos que evalúan opciones de tamices moleculares para el hidrocraqueo o aplicaciones de refinería relacionadas pueden explorar la cartera de productos de JALON en jalonzeolite.com.
Rendimientos de los productos, flexibilidad e integración en la refinería
La producción del hidrocraqueador no consiste en un único producto, sino en una gama flexible que puede adaptarse a la demanda del mercado. La siguiente distribución representativa de productos de un hidrocraqueador de dos etapas alimentado con VGO ilustra dicha gama:
| Fracción del producto | Rendimiento típico (wt%) | Uso principal |
|---|---|---|
| GLP (C₃–C₄) | 5–10% | Combustible para cocinar, materia prima petroquímica |
| Nafta ligera (C₅–80 °C) | 10–15% | Componente de mezcla de gasolina, materia prima para la planta de craqueo de etileno |
| Nafta pesada (80–180 °C) | 25–35% | Carga del reformador catalítico (aromáticos BTX o gasolina de alto octanaje) |
| Queroseno / Combustible para aviones (180–270 °C) | 15–25% | Combustible para turbinas de aviación Jet A-1 |
| Diésel (270–370 °C) | 20–30% | Componente para la mezcla de gasóleo con contenido ultrabajo en azufre (ULSD) |
| Aceite sin refinar (370 °C+) | 5–20% | Alimentación de FCC, mezcla de fuelóleo o reciclaje hasta su agotamiento |
La flexibilidad para alternar entre estos rendimientos constituye el valor estratégico del hidrocraqueador. Al elevar la temperatura del reactor en 10 °C, la conversión suele aumentar entre 5 y 8 puntos porcentuales, lo que inclina la distribución del producto hacia fracciones más ligeras. El cambio entre los modos «máximo diésel», «máximo queroseno» y «máximo nafta» se logra mediante ajustes en la temperatura del reactor, el LHSV y —en unidades de dos etapas— la selección del catalizador de la segunda etapa y la intensidad de funcionamiento.
Esta flexibilidad del producto es lo que hace que el hidrocraqueador sea indispensable en una refinería moderna. Cuando los márgenes del gasóleo son elevados (como ha ocurrido en los mercados emergentes, con sectores del transporte por carretera y la construcción en expansión), la unidad maximiza el rendimiento de los destilados medios. Cuando aumenta la demanda de gasolina o de aromáticos, la unidad se reorienta hacia la producción de nafta pesada para el reformador catalítico. Cuando el consumo de combustible para aviones se dispara —impulsado por la expansión del transporte aéreo en Asia y Oriente Medio—, se maximiza la producción de queroseno. El hidrocraqueador es la navaja suiza de la refinería.
Y lo hace mientras produce combustibles que cumplen con las normas medioambientales más estrictas. El entorno rico en hidrógeno satura las olefinas y los compuestos aromáticos, lo que da lugar a un gasóleo con índices de cetano superiores a 50 y a un combustible para aviones con un contenido de compuestos aromáticos inferior al 25 % en volumen —ambos dentro de los límites establecidos por las normas internacionales (Administración de Información Energética de Estados Unidos(2013). La desulfuración profunda inherente al proceso permite que el gasóleo cumpla las especificaciones de contenido ultrabajo en azufre (≤10 ppm) sin necesidad de un hidrotratador de refinado adicional.
En el contexto general de una refinería, el hidrocraqueador y el FCC funcionan como motores de conversión complementarios. El FCC produce principalmente gasolina a partir de una carga del rango de los gasóleos de alto peso molecular (VGO), separando el carbono en forma de coque sobre el catalizador. El hidrocraqueador produce principalmente destilados medios a partir del subproducto LCO aromático del FCC y de gasóleos más pesados y refractarios, añadiendo hidrógeno en lugar de rechazar carbono. Una refinería equipada con ambas unidades puede procesar una amplia gama de crudos, ajustar la distribución de productos a las condiciones del mercado y alcanzar niveles de conversión globales que ninguna de las unidades podría ofrecer por sí sola.
Especifique sus requisitos para los tamices moleculares de hidrocraqueo
Tipo de cristal personalizado, relación sílice-alúmina, intercambio catiónico y parámetros de conformado, respaldados por 28 años de I+D en zeolitas y una fabricación con certificación ISO.
Referencias
- Topsoe. «Fundamentos del diseño del hidrocraqueo». 2004. https://www.topsoe.com/…
- ScienceDirect. «El hidrocraqueador: una visión general». 2024. https://www.sciencedirect.com/topics/engineering/hydrocracker
- Universidad Estatal de Pensilvania, Instituto Dutton. «Aplicaciones del hidrocraqueo | FSC 432: Refinería de petróleo». https://courses.ems.psu.edu/fsc432/node/716
- MDPI Catalysts. «Una revisión sobre los avances en la investigación de los catalizadores de zeolita para el hidrocraqueo de petróleo pesado». 2025. https://www.mdpi.com/2073-4344/15/4/401
- Administración de Información Energética de EE. UU. «El hidrocraqueo es una fuente importante de gasóleo y combustible para aviones». 2013. https://www.eia.gov/todayinenergy/detail.php?id=9650
- JALON Zeolite. Gama de productos. https://www.jalonzeolite.com/products/
- JALON Zeolite. Contacto. https://www.jalonzeolite.com/contact/
- JALON Zeolita. Página de inicio. https://www.jalonzeolite.com/








