Explicación de los catalizadores de hidrocraqueo: cómo la química de las zeolitas impulsa el rendimiento de las refinerías
Cómo funciona un catalizador de hidrocraqueo: el motor bifuncional
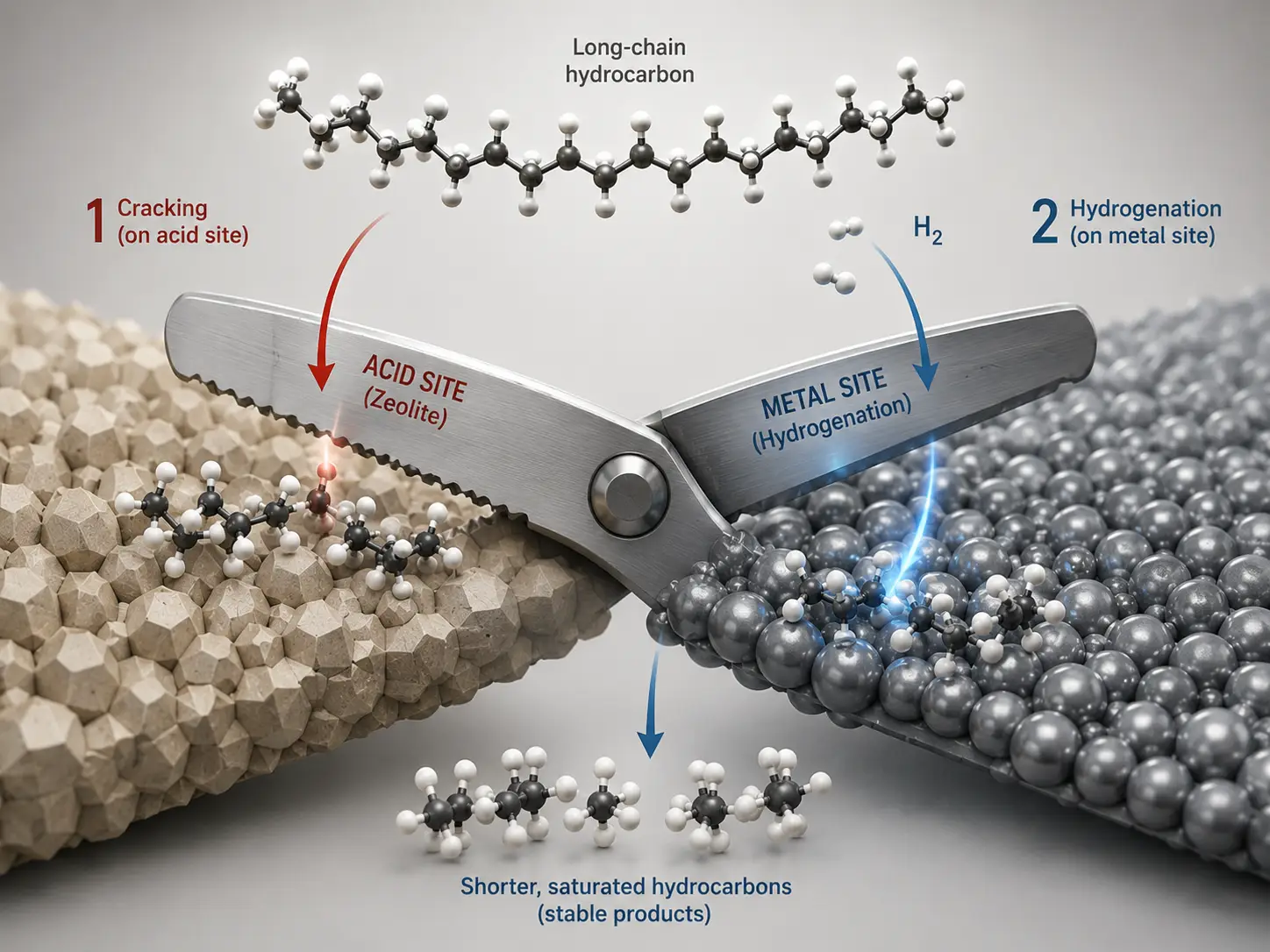
Cada hidrocracking El catalizador es, en esencia, un sistema compuesto por dos partes. La función ácida —que proporciona un soporte de zeolita o de sílice-alúmina amorfa— descompone las moléculas de hidrocarburos de gran tamaño en otras más pequeñas y reorganiza su estructura esquelética mediante isomerización. La función metálica —normalmente níquel, molibdeno, tungsteno, platino o paladio impregnados en el soporte— se encarga de la hidrogenación y la deshidrogenación. Estas dos funciones deben operar en un equilibrio preciso. Si hay demasiada acidez, el catalizador craquea en exceso, produciendo un exceso de gas ligero y coque. Si hay demasiada actividad metálica, el catalizador hidrogena en exceso, suprimiendo las reacciones de craqueo necesarias para la conversión.
En condiciones de operación comercial, este equilibrio se mantiene a presiones de entre 10 y 20 MPa, temperaturas de entre 350 y 430 °C y relaciones de hidrógeno a petróleo de entre 800 y 2000 Nm³/m³. La densidad de sitios ácidos en un catalizador de hidrocraqueo típico se sitúa entre 0,2 y 0,5 mmol/g, un margen muy estrecho. Los formuladores de catalizadores alcanzan ese margen seleccionando tipos específicos de zeolita y ajustando sus relaciones silicio-aluminio. Si se comete un error en cualquiera de estos aspectos, la unidad sufre las consecuencias durante todo el ciclo de 2 a 5 años.
Piensa en ello como en unas tijeras. Los sitios ácidos son una hoja, los sitios metálicos la otra. Ninguna de las dos hojas corta bien por sí sola. Juntas, cortan los enlaces carbono-carbono con precisión quirúrgica: la zeolita determina dónde se produce el corte, mientras que el metal proporciona la fuerza motriz. El resto de este artículo trata sobre cómo elegir el par de hojas adecuado para tu materia prima y tus objetivos de producto.
Tipos de zeolitas en el hidrocraqueo: la arquitectura molecular que determina el rendimiento del catalizador
Antes de profundizar en cada zeolita, conviene disponer de un marco de referencia para su evaluación. Hay tres parámetros que definen las propiedades que aporta cada zeolita a un catalizador de hidrocraqueo: el tamaño de los poros (qué moléculas pueden llegar a los sitios activos), la relación silicio-aluminio o Si/Al (que controla la fuerza ácida y la densidad de los sitios ácidos) y el índice de restricción o CI (que cuantifica la selectividad de forma, es decir, la capacidad de la estructura de poros para discriminar entre moléculas de diferentes formas). Tenga en cuenta estas tres dimensiones mientras examinamos cada tipo.
USY y Y desaluminado: el caballo de batalla del sector para el hidrocraqueo de destilados
La zeolita Y ultrastable, basada en la topología FAU, es la más utilizada en el hidrocraqueo comercial. Sus poros de anillo de 12 miembros miden aproximadamente 7,4 Å de diámetro y forman un sistema tridimensional de canales entrecruzados, lo que significa que las moléculas reactantes siempre tienen múltiples vías para llegar a un sitio activo, de forma muy similar a un supermercado con tres pasillos transversales en lugar de uno. Más del 70% de las unidades de hidrocraqueo del mundo funcionan con catalizadores basados en Y.
La variable determinante para el USY es su relación Si/Al en la estructura. El material de partida, el NaY, tiene una relación Si/Al de entre 3 y 6 y una densidad de sitios ácidos demasiado elevada para un hidrocraqueo controlado, ya que provocaría un craqueo excesivo de todo el material hasta convertirlo en gas. Mediante la desaluminizacion con vapor, se elimina selectivamente el aluminio de la estructura, elevando la relación Si/Al a valores que oscilan entre 20 y más de 50 en los grados más desaluminizados. Esto es importante porque cada átomo de aluminio crea un sitio ácido. Una relación Si/Al más alta significa menos sitios ácidos por unidad de masa, lo que cambia el comportamiento del catalizador de «crackizador indiscriminado» a «separador selectivo» al reducir el craqueo secundario, mientras que los sitios restantes, al estar más aislados, muestran una selectividad alterada en lugar de una acidez intrínseca uniformemente más fuerte. Para maximizar los destilados medios, se prefieren relaciones Si/Al superiores a 20, ya que un menor número de sitios ácidos reduce el craqueo secundario de las moléculas del rango del diésel.
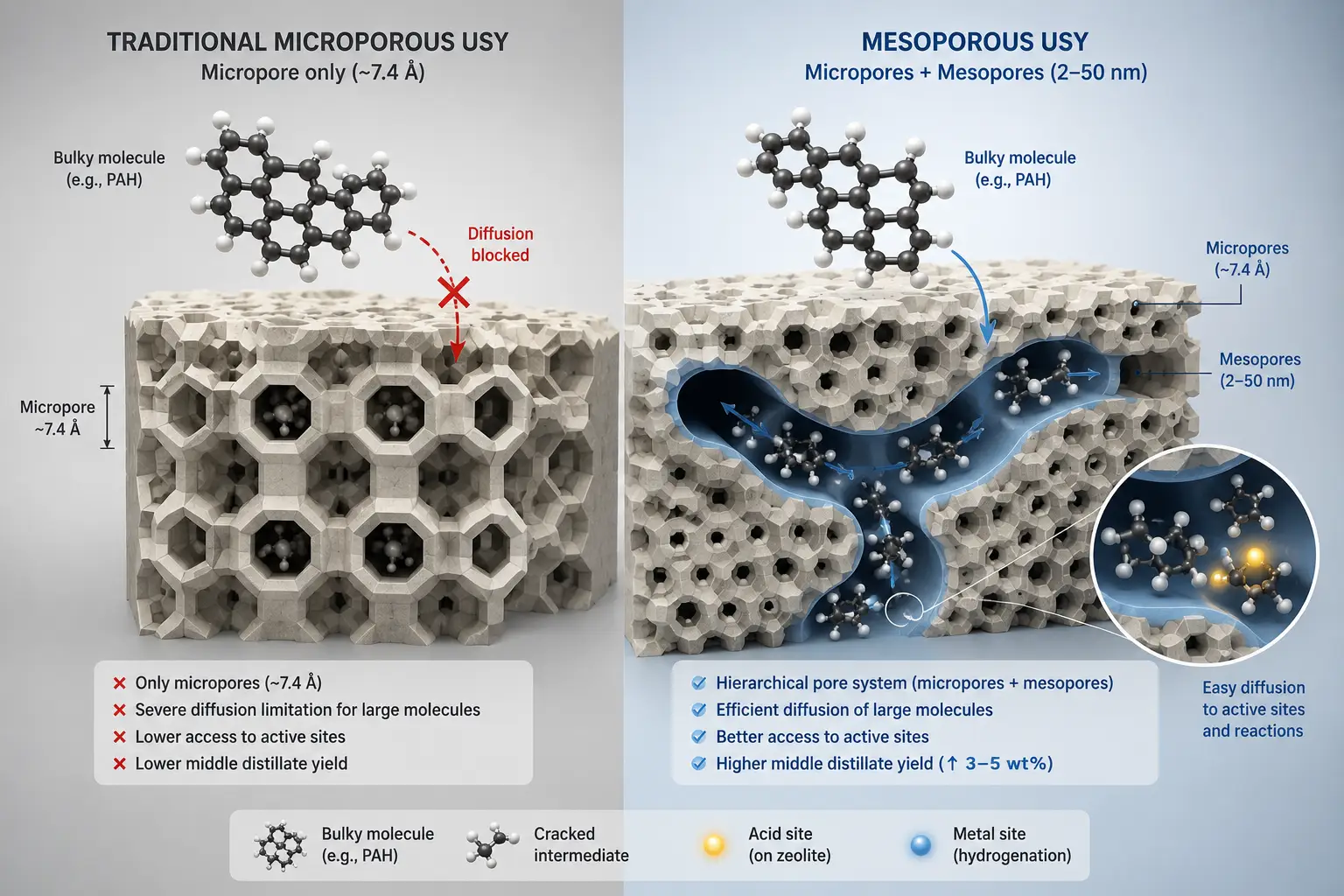
Los recientes avances en el USY mesoporoso añaden un segundo nivel de porosidad —mesoporos de 2 a 50 nm tallados en el cristal microporoso— que mejora notablemente la difusión de moléculas aromáticas polinucleares de gran tamaño. En comparaciones directas, el USY mesoporoso ofrece un rendimiento de destilados medios entre un 3 % y un 5 % mayor, una producción de gas entre un 2 % y un 3 % menor y un consumo de hidrógeno entre un 5 % y un 8 % menor en comparación con el USY convencional en las mismas condiciones (Reseña de ScienceDirect, 2020).
Una advertencia importante: las zeolitas Y con intercambio de tierras raras (REY) —en las que los cationes RE³⁺ ocupan los sitios de la jaula de sodalita para mejorar la estabilidad de la estructura— funcionan bien con catalizadores de metales nobles (Pt, Pd), pero pueden resultar muy perjudiciales cuando se combinan con metales no nobles (Ni-Mo, Ni-W). Los cationes de tierras raras interfieren en la formación de la fase activa de Ni-Mo-S o Ni-W-S, reduciendo la actividad general. Si su alimentación requiere catalizadores de metales comunes, evite las REY.
ZSM-5 y zeolitas de poro medio: craqueo selectivo por forma para obtener el máximo de productos ligeros
El ZSM-5, basado en la topología MFI, funciona según un principio totalmente diferente. Sus poros de anillos de 10 miembros miden aproximadamente 5,5 Å, lo suficientemente estrechos como para admitir parafinas normales e isoparafinas ligeramente ramificadas, pero demasiado estrechos para isómeros multirramificados y compuestos aromáticos policíclicos. Esto confiere al ZSM-5 un índice de restricción de 3–8, muy superior al del USY (CI < 1). En la práctica, craquea selectivamente las parafinas normales de bajo octanaje en el intervalo de ebullición de la gasolina, al tiempo que conserva en gran medida los isómeros multirramificados y las moléculas aromáticas voluminosas que no pueden acceder a sus estrechos canales porosos.
El ZSM-5 casi nunca se utiliza solo en el hidrocraqueo. En su lugar, se emplea como aditivo en una proporción de entre el 5 % y el 15 % en peso, mezclado con un catalizador principal basado en USY. Con una adición del 10 % en peso, aumenta el rendimiento de olefinas ligeras (C₃–C₄) en aproximadamente 3–5 puntos porcentuales, pero cada 5 % en peso de ZSM-5 añadido también supone una pérdida de alrededor de 3–4 puntos porcentuales en el rendimiento de diésel. El cálculo de la refinería es sencillo: si las olefinas ligeras tienen un precio superior al del diésel en su mercado, el ZSM-5 se amortiza por sí solo.
El ZSM-5 industrial típico para el hidrocraqueo presenta una relación Si/Al de entre 30 y más de 300, mucho mayor que la de las zeolitas Y, lo que da lugar a un número de sitios ácidos considerablemente menor. Con una relación Si/Al moderada (30-80), los sitios ácidos restantes están relativamente aislados y presentan una alta frecuencia de renovación para el craqueo selectivo; con una relación Si/Al muy alta (>150), la actividad pasa a estar limitada por la difusión en lugar de por la fuerza ácida. Por eso el ZSM-5 craquea de forma selectiva en lugar de indiscriminada: solo se transforman las moléculas que pueden entrar físicamente en el poro y que se encuentran con uno de los escasos sitios ácidos fuertes.
Beta y Mordenite: herramientas especializadas para piensos específicos
La zeolita beta ocupa un término medio. Sus poros de anillos de 12 miembros (aproximadamente 6,6-7,0 Å) crean un sistema de canales tridimensional ligeramente más estrecho que el de la USY, con un índice de restricción de 0,6-2. Esto hace que la beta sea intrínsecamente más selectiva con las parafinas y menos agresiva con los aromáticos —un perfil ideal para la producción de aceites base lubricantes, donde el objetivo es craquear la cera (parafinas normales) al tiempo que se conserva la cadena principal isoparafínica que confiere al aceite base su alto índice de viscosidad. El rango de Si/Al de Beta es extraordinariamente amplio —desde 5 hasta casi el infinito en forma de sílice pura—, lo que ofrece a los diseñadores de catalizadores una enorme flexibilidad a la hora de ajustar la acidez para materias primas específicas.
La mordenita, por el contrario, es ideal para condiciones de servicio extremas. Sus poros de anillos de 12 miembros están dispuestos en un sistema de canales unidimensional —un carril único, en lugar de la red de autopistas del USY—, lo que la hace propensa a la obstrucción de la boca de los poros por el coque. Sin embargo, la mordenita compensa esta desventaja con una resistencia excepcional a los ácidos. En alimentaciones que contienen más de 5.000 ppm de azufre, los catalizadores basados en mordenita demuestran una estabilidad estructural sustancialmente mejor que la USY con relaciones Si/Al equivalentes. Esto la hace valiosa en la primera etapa de hidrocraqueo de gasóleo pesado de vacío, donde la sección de pretratamiento puede no lograr la eliminación completa del azufre.
El lado metálico: cómo adaptar los metales de hidrogenación a las materias primas y los objetivos
Si la zeolita determina qué se craquea y cómo, el componente metálico determina en qué medida se saturan las olefinas intermedias antes de que puedan recombinarse y formar coque. En la práctica comercial predominan cuatro combinaciones de metales:
| Sistema metálico | El mejor producto para el público objetivo | Idoneidad del pienso | Limitación clave |
|---|---|---|---|
| Ni-Mo | Optimización de la producción de gasolina y nafta | VGO, materias primas ácidas (alto contenido en azufre) | Hidrogenación moderada; puede producirse una craqueo excesivo con formación de fracciones ligeras |
| Ni-W | Maximización del gasóleo y los destilados medios | VGO, piensos con alto contenido en nitrógeno | Mayor capacidad de hidrogenación; menor actividad de craqueo que el Ni-Mo |
| Pt / Pd | Gasolina de alto octanaje, aceites base para lubricantes | Solo materias primas limpias y pretratadas con hidrógeno | Sensible al azufre: una concentración superior a 10 ppm de S provoca una desactivación rápida |
| Co-Mo | Hidrotratamiento / pretratamiento | Piensos con alto contenido en azufre | Mínima actividad de craqueo; principalmente un catalizador de desulfuración |
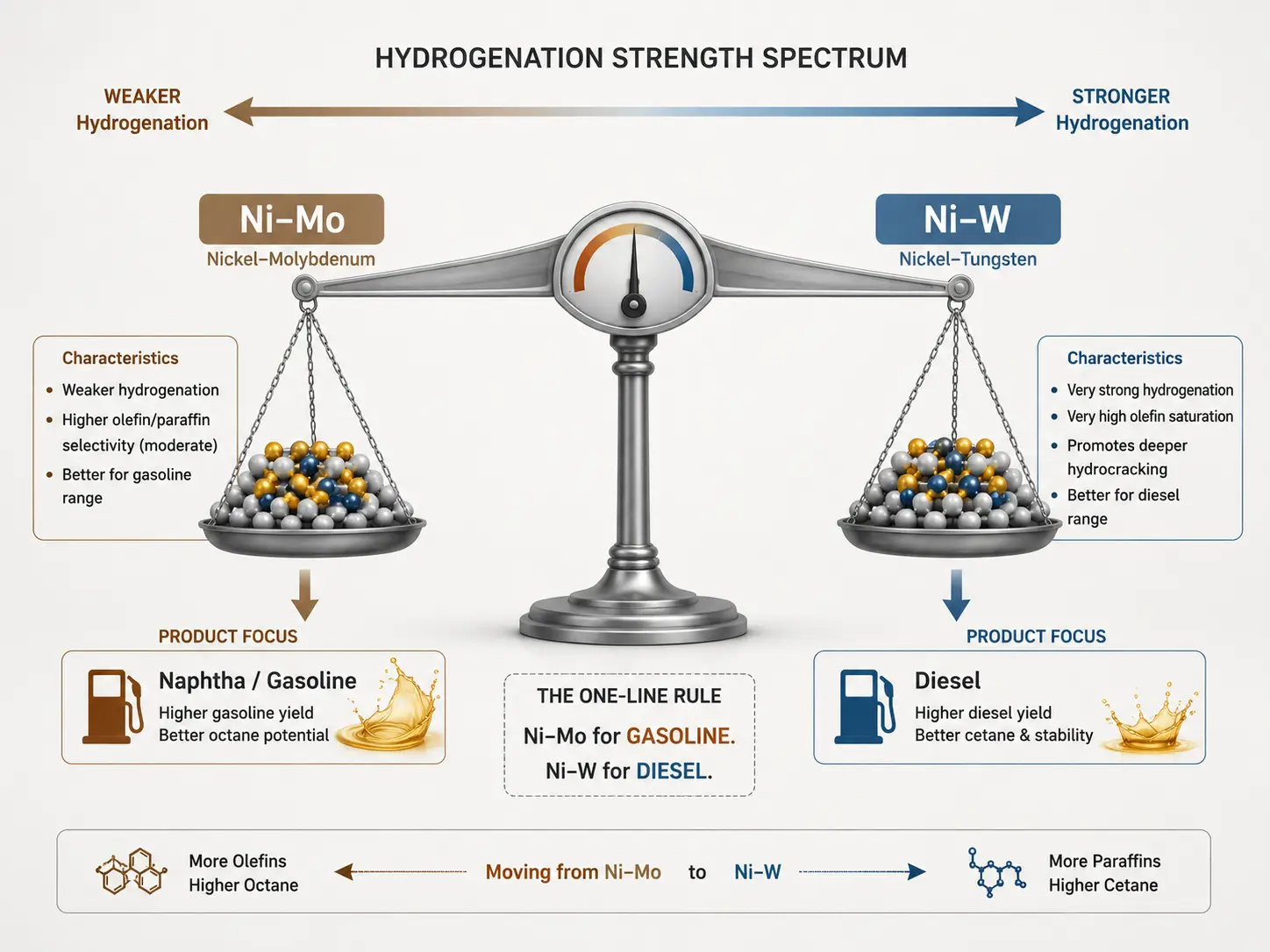
Los catalizadores más utilizados en la industria son los de Ni-Mo y Ni-W. Un catalizador típico de Ni-Mo contiene entre un 3 % y un 5 % en peso de NiO y entre un 15 % y un 25 % en peso de MoO₃ sobre el soporte; una formulación de Ni-W contiene entre un 4 % y un 6 % en peso de NiO y entre un 20 % y un 28 % en peso de WO₃. La mayor carga de tungsteno se debe a su mayor peso atómico y al hecho de que los catalizadores de Ni-W requieren más metal para alcanzar la misma densidad de sitios activos.
La diferencia en la selectividad de los productos entre estos dos sistemas está bien establecida: la mayor capacidad de hidrogenación del sistema Ni-W satura los anillos aromáticos de forma más completa, lo que evita que las moléculas del rango de los destilados medios sufran un craqueo secundario. La hidrogenación más débil del Ni-Mo deja más intermedios olefínicos, que se craquean de nuevo en productos más ligeros —lo cual es deseable cuando el objetivo es la nafta, pero indeseable cuando se trata del gasóleo—.
Los catalizadores de metales nobles (Pt, Pd) alcanzan una actividad extraordinariamente alta con concentraciones de tan solo 0,3-1,0 % en peso —aproximadamente entre 20 y 50 veces menos contenido de metal que los sistemas de metales comunes—. Pero esta eficiencia tiene un precio: el azufre es letal. Un contenido de azufre en la alimentación superior a 10 ppm desactiva permanentemente los sitios de Pt, e incluso 50 ppm resulta catastrófico. Por lo tanto, los catalizadores de metales nobles se limitan a la segunda etapa de las unidades de hidrocraqueo de dos etapas, donde el catalizador de pretratamiento de la primera etapa ya ha eliminado el azufre y el nitrógeno hasta niveles traza.
Adecuación del catalizador a la materia prima y a los objetivos del producto: un marco de decisión
La selección de un catalizador de hidrocraqueo es, en definitiva, un problema con tres variables de entrada y una de salida. Las entradas son las propiedades de la materia prima (contenido de azufre y nitrógeno, rango de destilación, aromaticidad, metales), la gama de productos objetivo (gasolina, combustible para aviones, diésel o aceites base lubricantes) y las restricciones de la unidad (presión parcial máxima de hidrógeno, velocidad espacial mínima, capacidad de enfriamiento disponible). El resultado es un tipo de zeolita recomendado, una combinación de metales y un rango de Si/Al. A continuación se explica cómo funciona la lógica para los tres productos objetivo más comunes.
Optimización de la producción de gasolina y olefinas ligeras
Esta configuración favorece una mayor densidad de sitios ácidos y una buena actividad de craqueo secundario. La recomendación habitual es utilizar USY o REY con una relación Si/Al en el rango de 6 a 12, combinados con Ni-Mo, y complementados con un 5-15 % en peso de ZSM-5 como aditivo. Las condiciones de funcionamiento se inclinan hacia el extremo más caliente del intervalo (400-430 °C), con la presión parcial de hidrógeno mantenida a un nivel suficiente para evitar la coquización rápida —normalmente una presión total de 8-12 MPa—, donde la temperatura elevada impulsa el craqueo secundario que convierte los destilados medios en moléculas del rango de la nafta.
En estas condiciones, un hidrocraqueador en modo gasolina bien optimizado puede alcanzar un rendimiento de nafta de entre el 50 % y el 65 % en peso, y de olefinas ligeras C₃–C₄ de entre el 10 % y el 18 % en peso. El aditivo ZSM-5 es la clave: cada aumento del 5 % en el contenido de ZSM-5 añade aproximadamente entre 1,5 y 2 puntos porcentuales de rendimiento de olefinas ligeras, a costa de perder entre 3 y 4 puntos porcentuales de diésel. La optimización económica de la refinería radica en si el diferencial de precios entre las olefinas y el diésel justifica la carga de ZSM-5.
El objetivo de densidad de sitios ácidos para el modo de gasolina es superior a 0,3 mmol/g, aproximadamente el doble que el objetivo para el modo de destilados. Esto se consigue manteniendo baja la relación Si/Al y, opcionalmente, utilizando REY, cuyos cationes de tierras raras estabilizan la estructura con alto contenido en aluminio.
Optimización de los destilados medios: combustible para aviones y queroseno
Es aquí donde el USY mesoporoso demuestra su superioridad. Se recomienda utilizar USY con alta proporción de Si/Al o Y desaluminado (Si/Al > 20) con Ni-W, procesado a temperatura moderada (380-410 °C) y alta presión parcial de hidrógeno (>12 MPa). Cada aumento de 1 MPa en la presión parcial de hidrógeno mejora la selectividad de los destilados medios en aproximadamente 2-3 puntos porcentuales: el hidrógeno adicional satura los aromáticos de forma más completa, evitando que se condensen en precursores de coque y liberando sitios activos para continuar el proceso.
La mesoporosidad no es un simple ajuste menor. El USY convencional obliga a las moléculas tri- y tetraaromáticas de gran tamaño a romperse en la superficie cristalina externa o cerca de ella, donde el acceso a los sitios ácidos es limitado. El USY mesoporoso proporciona autopistas internas: las moléculas grandes entran en los mesoporos, se someten a una etapa inicial de apertura de anillos y los fragmentos más pequeños resultantes se difunden entonces hacia los microporos para un craqueo secundario selectivo. El resultado neto es un aumento documentado de 3–5 % en peso del rendimiento de combustible para aviones y diésel en comparación con un catalizador USY convencional que procesa la misma carga de VGO.
Rendimientos habituales de una unidad de hidrocraqueo de destilados medios bien gestionada: 35-45 % en peso de combustible para aviones/queroseno, 20-30 % en peso de gasóleo, con un total de destilados medios que oscila entre el 55 % y el 75 % en peso, dependiendo de la calidad de la materia prima y de los puntos de corte.
Optimización de los aceites base para diésel y lubricantes
La optimización del diésel sigue la misma lógica que la de los destilados medios, pero llevándola más allá: una relación Si/Al superior a 30, metales Ni-W y temperaturas mantenidas en el intervalo de 370-400 °C para suprimir el craqueo secundario. Las propiedades objetivo del diésel —índice de cetano superior a 55, punto de obstrucción del filtro en frío inferior a −10 °C— se consiguen mediante una combinación de saturación aromática profunda (impulsada por Ni-W a alta presión de hidrógeno) y una isomerización suave de las parafinas normales (impulsada por la débil acidez residual de la zeolita).
La producción de aceites base lubricantes plantea un reto fundamentalmente diferente. El objetivo no es maximizar el craqueo, sino eliminar de forma selectiva las moléculas que perjudican el rendimiento a bajas temperaturas (ceras —parafinas normales con altos puntos de fluidez—) y, al mismo tiempo, conservar las estructuras isoparafínicas que confieren al aceite base su alto índice de viscosidad. Esto requiere una zeolita beta combinada con un catalizador de metales nobles Pt o Pd, que opera a una presión de hidrógeno de 12–18 MPa. La función del catalizador es isomerizar las parafinas normales en isómeros ramificados en lugar de craquearlas, una operación mucho más delicada que el hidrocraqueo a granel, lo que se refleja en un coste del catalizador entre 3 y 5 veces superior por tonelada al de los catalizadores de hidrocraqueo de diésel convencionales.
En los tres casos, el denominador común es que los parámetros de la zeolita —la relación Si/Al, la arquitectura de los poros y el tamaño de los cristales— son las variables ocultas que, en última instancia, determinan si un catalizador alcanza sus objetivos de rendimiento. Una refinería que establezca objetivos de producción sin comprender la química de la zeolita que los sustenta está actuando a ciegas.
Desactivación y ciclo de vida del catalizador: ¿qué ocurre tras la carga?
Un catalizador de hidrocraqueo nuevo no permanece en buen estado por mucho tiempo. En el momento en que la carga entra en contacto con el lecho, tres mecanismos de desactivación comienzan a competir por determinar la vida útil del catalizador.
La deposición de coque suele ser el principal factor que contribuye a la pérdida de actividad en el hidrocraqueo de VGO, aunque su importancia relativa varía en función de la calidad de la materia prima y la intensidad de las condiciones de operación: la deposición de metales predomina en las unidades de procesamiento de residuos, mientras que el coque es el factor determinante en el hidrocraqueo de VGO en lecho fijo. Las primeras 48-72 horas de funcionamiento suelen registrar la caída más pronunciada de la actividad —la deposición inicial de coque en los sitios más activos—, tras lo cual la tasa de desactivación se estabiliza en un régimen más lento y cuasi lineal. Los fabricantes de catalizadores diseñan teniendo esto en cuenta: la actividad al «inicio de la operación» que figura en las fichas técnicas asume que esta estabilización inicial ya se ha producido.
La deposición de metales procedentes de los contaminantes de la materia prima —principalmente níquel, vanadio y hierro— es más lenta, pero irreversible. A diferencia del coque, que puede eliminarse mediante combustión durante la regeneración, los metales contaminantes se acumulan de forma permanente en los poros del catalizador y en su superficie externa. Una refinería que procese gasóleo al vacío con alto contenido en metales puede perder entre 10 y 151 TP3T del volumen de poros efectivo de su catalizador debido a los depósitos metálicos en un solo ciclo.
El sinterizado hidrotérmico —el colapso gradual de la estructura de la zeolita bajo el efecto combinado de la alta temperatura y el vapor— es el mecanismo más lento, pero en última instancia el más letal. Cada vez que el catalizador alcanza temperaturas superiores a 450 °C en presencia de vapor de agua (que siempre está presente debido a la hidrogenación de compuestos oxigenados y al vapor de enfriamiento rápido), se desprenden unos cuantos átomos de aluminio más de la estructura y se pierden unos cuantos sitios ácidos más. Este proceso es acumulativo e irreversible.
La medida habitual es la regeneración: la combustión controlada del coque acumulado en una mezcla de aire o de aire y vapor a una temperatura de entre 450 y 520 °C. El intervalo de temperatura es estrecho: por debajo de 450 °C, el coque blando se quema de forma incompleta; por encima de 520 °C, la propia estructura de la zeolita comienza a degradarse. Una regeneración bien ejecutada recupera entre el 90 % y el 95 % de la actividad original del catalizador la primera vez, entre el 80 % y el 90 % la segunda, y entre el 70 % y el 80 % la tercera. Más allá de tres regeneraciones, el daño a la estructura y la acumulación de metales suelen hacer que los ciclos posteriores resulten antieconómicos. Como dice Jeff Johns, antiguo becario de hidroprocesamiento de Chevron con más de 35 años de experiencia en el sector: «Nunca se debe cargar el mismo catalizador más de dos veces sin un proceso de reevaluación riguroso» (Blog de Becht, 2023).
El momento en que se debe sustituir el catalizador varía según la unidad, pero una regla general es la siguiente: cuando para mantener la conversión deseada es necesario operar a la temperatura máxima permitida del reactor (normalmente entre 425 y 440 °C), o cuando la caída de presión en el lecho supera los límites de diseño debido a la acumulación de coque y partículas finas, es necesario sustituir el catalizador.
Cómo evaluar y seleccionar un proveedor de catalizadores
La elección de un catalizador de hidrocraqueo es una decisión que supone una inversión de varios millones de dólares y cuyas consecuencias se prolongan a lo largo de un ciclo operativo de entre dos y cinco años. Sin embargo, según una encuesta publicada en la revista PTQ Magazine, más del 50 % de las selecciones de catalizadores se basan principalmente en las previsiones de los proveedores, lo que constituye el enfoque más arriesgado posible (Refinado digital(2019). Un marco de evaluación más riguroso incluye cinco dimensiones.
Pruebas en una planta piloto con su propio pienso. El primer principio de Jeff Johns para la selección de catalizadores: «En Dios confiamos; todos los demás deben aportar datos». Cualquier proveedor de catalizadores que se precie debería ser capaz de procesar su materia prima en su planta piloto o microrreactor y proporcionar datos comparativos de rendimiento frente a su catalizador actual. Sin esto, lo que está comprando es una previsión, no un producto.
Verificación de la estructura de rendimientos. Los rendimientos del producto representan aproximadamente el 90 % del valor económico de la decisión sobre un catalizador. Un nuevo catalizador que cuesta un 20 % más, pero que ofrece un 4 % adicional de rendimiento de destilados medios —tal y como se ha documentado en el cambio de una refinería europea a un catalizador selectivo para diésel (Refinado digital(2016) — puede amortizar su prima en cuestión de meses. El umbral económico mínimo: un ratio de rentabilidad de 3:1 —cada dólar de coste adicional del catalizador debe generar al menos tres dólares de mejora en el margen—.
Integración del sistema Catalyst. Los catalizadores de pretratamiento y de craqueo deben seleccionarse como un sistema integrado, no como elementos independientes. El catalizador de pretratamiento determina el grado de limpieza de la carga que entra en el lecho de craqueo; el rendimiento del catalizador de craqueo depende por completo de esa limpieza previa. Un catalizador de craqueo de primera categoría combinado con una sección de pretratamiento de capacidad insuficiente supone un desperdicio de capital.
Transparencia en el origen de la zeolita. Una pregunta que rara vez se plantea —pero que debería hacerse— es: ¿de dónde obtiene el fabricante de catalizadores sus zeolitas? Muchas empresas de catalizadores compran zeolita en polvo a terceros, la formulan con aglutinantes y la impregnan con metales. Otras controlan toda la cadena, desde la síntesis de la zeolita hasta el moldeado, la impregnación con metales y la calcinación final. Las empresas con capacidad de fabricación propia y sistemas de gestión de calidad certificados —por ejemplo, aquellas que cuentan con las certificaciones ISO 9001, ISO 14001, ISO 45001 e ISO 50001, además del registro DUNS— ofrecen un perfil de riesgo diferente al de aquellas que dependen de cadenas de suministro externas de zeolita. La diferencia se manifiesta en la consistencia entre lotes a lo largo de contratos de suministro plurianuales, en los que incluso pequeñas variaciones en la relación Si/Al de la zeolita o en el tamaño de los cristales pueden alterar el rendimiento del producto en un punto porcentual completo.
Gestión de catalizadores usados. La decisión sobre el catalizador no termina cuando finaliza el ciclo. ¿Ofrece el proveedor servicios de gestión de catalizadores usados, recuperación de metales o regeneración? Estas prestaciones posventa influyen en el coste total de propiedad a lo largo de varios ciclos al menos tanto como el precio inicial del catalizador.
El objetivo de una evaluación estructurada de proveedores no es encontrar el catalizador más barato, sino aquel cuya estructura de rendimiento, vida útil y fiabilidad de suministro ofrezcan el menor coste total por barril de producto objetivo a lo largo de todo el horizonte operativo —una cifra que depende mucho más de la química de la zeolita y de la calidad de fabricación que del precio por tonelada que figura en la orden de compra.
Referencias
- Alasseel, A. et al. «Síntesis y evaluación del rendimiento de los catalizadores de hidrocraqueo: una revisión». Revista de Química Industrial y de Ingeniería, 2020. https://www.sciencedirect.com/science/article/abs/pii/S1226086X2030280X
- Johns, J. «Principios de la selección de catalizadores». Blog de Becht, febrero de 2023. https://becht.com/becht-blog/entry/under-pressure-ii/
- «Pruebas de catalizadores de refinería». PTQ / Refinado digital, 2019. https://www.digitalrefining.com/article/1002336/refinery-catalyst-testing
- «Optimización del rendimiento de diésel mediante el hidrocraqueo». Refinado digital, 2016. https://www.digitalrefining.com/article/1001340/maximising-the-diesel-yield-from-hydrocracking-ti
- JALON Zeolite — Gestión de la calidad. https://www.jalonzeolite.com/quality/
- JALON Zeolite — Capacidad de fabricación. https://www.jalonzeolite.com/capability/
- JALON Zeolite — Inicio. https://www.jalonzeolite.com/
- JALON Zeolite — Acerca de. https://www.jalonzeolite.com/about/








