Adsorción por cambio de presión para la purificación de hidrógeno: Dinámica del proceso y optimización del adsorbente
Principios básicos de la adsorción por cambio de presión en la purificación de hidrógeno
En su esencia termodinámica, la adsorción por cambio de presión (PSA) es un sofisticado proceso de separación de gases que aprovecha el fenómeno físico de la adsorción para aislar hidrógeno de gran pureza a partir de mezclas de gases complejas. A diferencia de la absorción química, la PSA se basa en la unión física reversible entre las moléculas de gas y las superficies sólidas adsorbentes, impulsada principalmente por las fuerzas de Van der Waals y las interacciones electrostáticas. La "lógica" fundamental del sistema viene dictada por la relación entre la presión parcial de un gas y su afinidad por un material adsorbente específico, un principio regido por la Ley de Dalton de las presiones parciales y la isoterma de adsorción de Langmuir.
En un típico purificación de hidrógeno psa como el tratamiento de gas de síntesis del reformado de metano con vapor (SMR), el gas de alimentación contiene hidrógeno mezclado con impurezas como monóxido de carbono (CO), dióxido de carbono (CO2), metano (CH4) y nitrógeno (N2). El hidrógeno es una molécula singularmente pequeña, no polar, con una polarizabilidad extremadamente baja. En consecuencia, tiene una afinidad muy débil por la mayoría de los adsorbentes industriales. Por el contrario, las moléculas de impurezas son más grandes, a menudo polares o altamente polarizables. A alta presión (normalmente de 10 a 40 bares), estas impurezas son "estrujadas" en los microporos del lecho adsorbente, mientras que las moléculas de hidrógeno se deslizan por los huecos prácticamente sin obstáculos, emergiendo como una corriente de producto de gran pureza.
La eficacia de un sistema PSA no se define únicamente por lo que "agarra" el adsorbente, sino por la eficacia con que puede "limpiarse" durante la fase de regeneración. Esto se representa mediante la isoterma de adsorción, que traza la cantidad de gas adsorbido en función de su presión a una temperatura constante. Para que la purificación del hidrógeno alcance los niveles de las pilas de combustible, los ingenieros deben tener en cuenta el "gas del espacio vacío", es decir, las impurezas residuales atrapadas en los espacios intersticiales entre los gránulos adsorbentes. Si este gas vacío no se desplaza adecuadamente mediante un diseño preciso del proceso (como la despresurización en co-corriente y la purga de alta pureza), la pureza final fluctuará inevitablemente. Para alcanzar una pureza del 99,999% se requiere una rigurosa estrategia de "desplazamiento" en la que se utilice hidrógeno de calidad de producto para barrer estos últimos restos de contaminantes antes de que comience el siguiente ciclo de adsorción.
Aunque a menudo se confunden, la PSA y la adsorción por cambio de presión al vacío (VPSA) sirven a nichos económicos diferentes. La PSA funciona a altas presiones positivas y se regenera a una presión cercana a la atmosférica, lo que la convierte en el "estándar de oro" para las fuentes de hidrógeno que ya están presurizadas (como los gases de escape de los SMR). El VPSA, sin embargo, utiliza un ventilador de vacío para llevar el lecho a presiones subatmosféricas (0,2-0,5 bares) para su regeneración. Aunque el VPSA es excelente para la generación de oxígeno o nitrógeno a partir de aire ambiente, su aplicación a flujos de hidrógeno a alta presión suele dar lugar a un consumo de energía innecesario y a un mayor CAPEX debido a la adición de maquinaria de vacío.
Por qué elegir PSA: ventajas, limitaciones y escenarios de aplicación
La selección de una tecnología de purificación es una decisión de alto riesgo que implica gastos de capital (CAPEX), gastos operativos (OPEX) y fiabilidad a largo plazo. En el ámbito de la separación de gases industriales, la adsorción por oscilación de presión es una de las tecnologías más importantes. purificación de hidrógeno Frente a tecnologías competidoras como la separación por membranas o los métodos criogénicos, la PSA se ha erigido en la fuerza dominante para la producción de hidrógeno, pero es esencial que los gestores de proyectos comprendan su equilibrio de puntos fuertes y limitaciones.
Ventajas e inconvenientes de la tecnología PSA
- Capacidad de pureza extrema: La PSA es una de las pocas tecnologías capaces de ofrecer una pureza de "cinco nueves" (99,999%) o incluso de "seis nueves" (99,9999%) a escala industrial. Esto es fundamental para aplicaciones posteriores como la fabricación de semiconductores o las pilas de combustible PEM.
- Eficiencia térmica: A diferencia de la destilación criogénica, que requiere enfriar los gases por debajo de -200 °C, el PSA funciona a temperatura ambiente o casi ambiente. Esto reduce drásticamente la "carga de refrigeración", que consume mucha energía, lo que supone un importante ahorro de gastos operativos en la mayoría de los climas.
- Autonomía operativa: Las unidades PSA modernas están totalmente automatizadas y utilizan sistemas PLC o DCS avanzados para gestionar secuencias de válvulas complejas. Esto permite un funcionamiento sin personal y una respuesta rápida a los cambios en la composición del gas de alimentación.
Sin embargo, el PSA tiene sus limitaciones. La principal contrapartida de ingeniería es el Pureza frente a tasa de recuperación dilema. Para alcanzar la pureza extrema que exigen las normas modernas, una parte del hidrógeno debe utilizarse como "gas de purga" para limpiar los lechos, lo que suele dar lugar a una tasa de recuperación de entre 75% y 90%. Además, el sistema es muy intensivo desde el punto de vista mecánico; los constantes ciclos de presión someten a las válvulas programables a una enorme tensión de fatiga, lo que exige un sólido programa de mantenimiento preventivo.
¿Cuándo es la PSA la opción obligatoria absoluta?
Existen tres escenarios industriales específicos en los que el PSA no es sólo una opción, sino una necesidad de ingeniería:
- Producción de hidrógeno para pilas de combustible: Las normas ISO 14687 para el combustible de hidrógeno especifican que los niveles de monóxido de carbono deben mantenerse por debajo de 0,2 ppm. La tecnología de separación por membrana, aunque compacta, suele alcanzar un techo de pureza de 95-98%, insuficiente para evitar el "envenenamiento del catalizador" en las pilas de combustible. Sólo PSA ofrece la precisión a nivel molecular necesaria para cumplir estos estrictos límites.
- Recuperación a gran escala del gas de cola de los SMR: El reformado de metano con vapor produce un gas de salida que ya está a alta presión (20-30 bares). El PSA se integra perfectamente en este flujo de trabajo, utilizando la energía de presión existente para impulsar la separación sin necesidad de compresión adicional, lo que lo convierte en la opción más eficiente desde el punto de vista energético.
- Proyectos de alta pureza sensibles al CAPEX: Para proyectos medianos y grandes que requieren una pureza extrema pero no necesitan recuperar subproductos secundarios (como CO2 o CO puros), el PSA ofrece un umbral de inversión inicial mucho menor en comparación con las complejas plantas de destilación criogénica.
El flujo de trabajo estándar en cuatro fases de los sistemas PSA
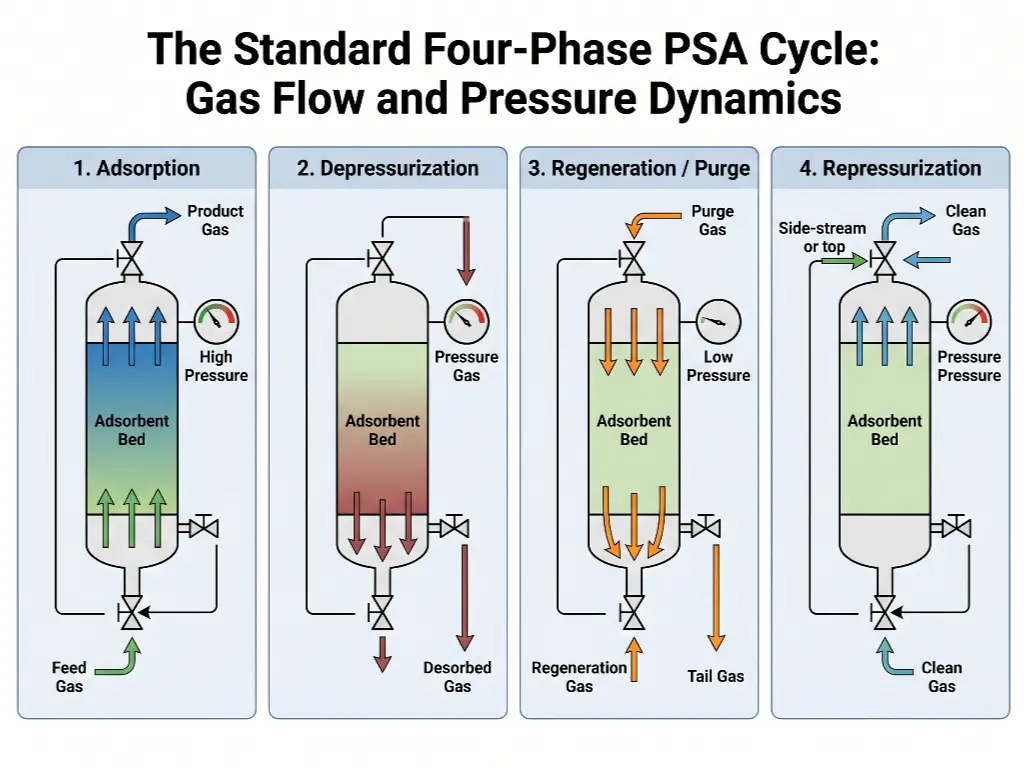
El funcionamiento de un sistema PSA es un proceso rítmico y cíclico diseñado para garantizar un flujo continuo de hidrógeno puro a pesar de la naturaleza discontinua de los lechos adsorbentes individuales. Este ciclo suele dividirse en cuatro fases críticas, gestionadas por una sincronización de válvulas de alta precisión.
1. Adsorción (fase de producción): El gas bruto de alimentación entra en la parte inferior de la torre de adsorción a alta presión. A medida que el gas asciende, las impurezas (CO, CO2, CH4, N2, H2O) son adsorbidas selectivamente por las capas de medios. Alta pureza hidrógeno psa sale por la parte superior de la torre y entra en la cabecera del producto. Esta fase continúa hasta que el "frente de adsorción" casi alcanza la parte superior del lecho, momento en el que la torre debe regenerarse.
2. Despresurización (recuperación de energía y gas): Una vez saturado el lecho, se cierra la válvula de alimentación. El lecho se despresuriza en dos etapas: en primer lugar, la "ecualización", en la que el gas a alta presión de los espacios vacíos se transfiere a otra torre actualmente a baja presión; en segundo lugar, la "purga", en la que el gas restante se ventea al colector de combustible. La ecualización es vital para recuperar el hidrógeno que, de otro modo, se perdería durante la regeneración.
3. 3. Regeneración/purga (fase de limpieza): Esta es la etapa más crítica para mantener la pureza a largo plazo. A la presión de ciclo más baja, se envía una corriente de "gas de purga" (derivado del producto hidrógeno de otra torre) en contracorriente a través del lecho. Esto barre las impurezas desorbidas de los poros del adsorbente. La relación entre el gas de purga y el gas de alimentación (relación P/F) es el principal "botón de ajuste" para los ingenieros; una relación más alta garantiza lechos más limpios, pero reduce la tasa global de recuperación de hidrógeno.
4. Represurización (Preparación): Antes de que la torre pueda volver a aceptar gas de alimentación, debe elevarse su presión para igualarla a la del cabezal de alimentación. Esto se hace gradualmente utilizando gas de igualación de otras torres y una pequeña corriente de hidrógeno del producto. La represurización gradual es esencial para evitar el "levantamiento del lecho" o el choque mecánico de los gránulos adsorbentes.
Equipos esenciales y tecnologías avanzadas de control de procesos
Un moderno unidad psa hidrógeno es algo más que un conjunto de tanques; es un sistema mecánico de alto rendimiento que debe funcionar con un tiempo de actividad del 99,9%. La calidad del hardware dicta directamente la pureza del gas.
Infraestructura crítica de hardware
En Torres de adsorción son recipientes de alta presión diseñados con "relaciones de aspecto" (altura-diámetro) específicas. Una torre alta y estrecha garantiza un frente de adsorción más estable y evita la "canalización", en la que el gas se salta secciones del adsorbente. Como complemento Depósitos de inerciaque actúan como "pulmones" del sistema, suavizando los impulsos de presión inherentes a los lechos de conmutación y garantizando que la tubería aguas abajo reciba un flujo de hidrógeno constante y sin fluctuaciones.
Sin embargo, el verdadero "corazón" del sistema es el Válvulas programables. En un sistema PSA de 4 ó 6 lechos, estas válvulas pueden funcionar más de 1.000.000 de veces al año. Los fallos industriales suelen deberse a que las válvulas tienen fugas o no actúan en el intervalo de milisegundos requerido. Estas válvulas deben estar diseñadas para control lineal. En el pasado, se buscaban válvulas de "acción rápida", pero la ingeniería moderna se da cuenta de que la apertura "instantánea" provoca un efecto de "martillo de presión". Esta repentina oleada de gas puede hacer que los gránulos de adsorbente "hiervan" o se fluidifiquen, provocando Pulverización. Una vez que el adsorbente se convierte en polvo, crea una caída de presión masiva y obstruye las juntas de las válvulas, lo que provoca un fallo catastrófico del sistema. Por ello, los sistemas PSA de gama alta utilizan válvulas que se abren y cierran siguiendo una curva controlada y programada.
Control avanzado de procesos: Lógica secuencial multitorre
La complejidad de los APS aumenta con el número de camas. Control secuencial multitorre permite la "adsorción solapada", en la que varias torres producen hidrógeno simultáneamente para garantizar una presión constante. Además, Ecualización multipresión (utilizando 2, 3 o incluso 4 pasos de ecualización) es el secreto de los altos índices de recuperación. Al "compartir" la presión entre las torres varias veces, el sistema minimiza la cantidad de hidrógeno que se envía a la antorcha o al sistema de combustible, lo que mejora directamente el retorno de la inversión del proyecto.
Estrategias de selección de adsorbentes para gases de alimentación complejos
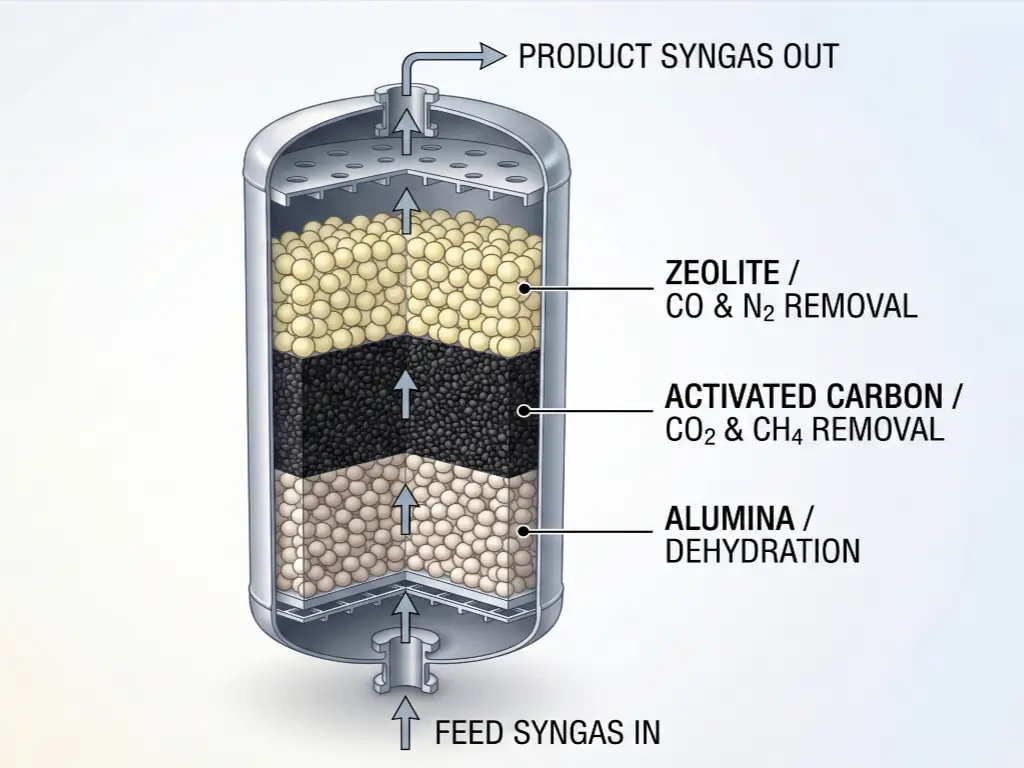
Un lecho de PSA de alto rendimiento rara vez se rellena con un único material. En su lugar, se trata de un "pastel multicapa" meticulosamente diseñado, en el que cada capa está optimizada para eliminar una clase específica de contaminantes en un orden concreto. Si no se sigue esta "lógica de capas", puede producirse el envenenamiento permanente de todo el lecho.
Capa inferior: Deshidratación (alúmina / gel de sílice)
El gas de alimentación suele contener trazas de vapor de agua o hidrocarburos pesados. La capa inferior, o "capa de protección", suele estar formada por Alúmina activada o Gel de sílice. Estos materiales tienen una gran afinidad por las moléculas polares de agua. Su función es actuar como primera línea de defensa, garantizando que el gas se seque antes de llegar a las capas superiores más sensibles. Si el agua alcanza la capa de zeolita, se produce un efecto de "envenenamiento por agua", en el que las moléculas de agua se unen tan fuertemente a los poros de la zeolita que no pueden eliminarse durante la fase de purga, inutilizando el lecho.
Capa intermedia: Adsorción de impurezas a granel (carbón activado)
Una vez deshidratado, el gas pasa al Carbón activado capa. Se trata de la sección del lecho encargada de eliminar la mayor parte del CO2 y el CH4. El carbón activado tiene una amplia superficie con una distribución de tamaños de poro diversa, lo que lo hace ideal para la adsorción de alta capacidad de impurezas no polares o moderadamente polares. Los ingenieros deben asegurarse de que esta capa sea lo suficientemente profunda como para manejar el pico de concentración de CO2 en el gas de alimentación; si se omite esta capa, el CO2 saturará rápidamente la capa de Zeolita situada por encima, provocando una "ruptura de pureza" inmediata.
Capa superior: Depuración profunda (tamices moleculares de zeolita)
El "pulido" final se produce en la parte superior de la torre, donde Tamices moleculares de zeolita (normalmente 5A o LSX intercambiado con litio). Las zeolitas son aluminosilicatos cristalinos con diámetros de poro uniformes. Se eligen específicamente por su capacidad para distinguir entre moléculas en función del tamaño y las propiedades electrónicas. Aquí es donde quedan atrapadas las impurezas más difíciles de eliminar: el monóxido de carbono y el nitrógeno. En el caso del hidrógeno destinado a vehículos de pilas de combustible, esta capa es el "guardián final" que mantiene los niveles de CO por debajo del umbral letal de 0,2 ppm para los catalizadores de platino de las pilas PEM.
Arquitectura del sistema y configuraciones del número de camas
El "recuento de lechos" de un sistema PSA es su característica arquitectónica más importante. Determina el equilibrio entre el coste de capital y la eficiencia de la recuperación de hidrógeno.
Sistemas de 2 y 4 camas: Un sistema de 2 lechos es el diseño más sencillo y suele utilizarse para la generación in situ a pequeña escala, donde el espacio es limitado y la tasa de recuperación es secundaria a la simplicidad. Sin embargo, carecen de la capacidad de realizar ecualizaciones complejas, lo que a menudo se traduce en una tasa de recuperación de sólo 60-70%. El sitio Sistema de 4 camas es el "punto dulce" industrial. Permite al menos un paso de ecualización y un suministro continuo de gas de purga, lo que eleva los índices de recuperación al rango 75-85%. Es la elección estándar para las plantas químicas y refinerías de tamaño medio.
Sistemas de 6 camas y multicamas de gran capacidad: En los grandes complejos petroquímicos o en los centros especializados en hidrógeno se utilizan configuraciones de 6, 10 o incluso 12 lechos. Estos sistemas están diseñados para Ecualización multipresión (hasta 4 pasos). Aunque la lógica de control y el número de válvulas son significativamente mayores, la capacidad de aumentar los índices de recuperación por encima de 90% se traduce en un ahorro anual de millones de dólares en hidrógeno para los productores de grandes volúmenes. A esta escala, el CAPEX adicional de más torres y válvulas se recupera normalmente en 12 a 18 meses de funcionamiento.
Optimice su lecho PSA con adsorbentes de calidad industrial
En la purificación de hidrógeno mediante PSA de alta frecuencia, los adsorbentes genéricos sucumben inevitablemente a la pulverización y a la ruptura prematura de CO. Garantizar una pureza estable de 99,999% requiere materiales estructuralmente resistentes. Con más de 28 años de experiencia, JALON diseña adsorbentes de calidad industrial, desde alúmina activada de alta resistencia para la deshidratación de la capa inferior hasta zeolitas 5A/Li-LSX ultraprecisas para la eliminación profunda de CO. Fabricadas mediante líneas automatizadas DCS para garantizar una resistencia a la compresión superior y una densidad aparente uniforme, nuestras soluciones resisten eficazmente la degradación por golpes de ariete. No deje que tamices moleculares de calidad inferior pongan en peligro su producción continua de H2.








