Guía completa de ingeniería para la regeneración de tamices moleculares
En los ámbitos altamente exigentes del procesamiento de gases industriales, el refinado petroquímico y la separación criogénica del aire, los tamices moleculares constituyen la última línea de defensa para alcanzar niveles de pureza ultraelevados. Estos aluminosilicatos cristalinos, caracterizados por sus estructuras microporosas uniformes, son capaces de atrapar selectivamente moléculas en función de diámetros cinéticos y polaridades precisas. Sin embargo, la viabilidad operativa, la fiabilidad continua y la eficiencia económica de cualquier sistema de adsorción a gran escala, ya sea una unidad de deshidratación de gas natural, una plataforma de purificación de hidrógeno o una planta de deshidratación de etanol, dependen por completo del proceso físico cíclico y altamente controlado conocido como regeneración.
Sin una regeneración adecuada y precisa, los espacios vacíos internos de los cristales de zeolita alcanzan rápidamente sus límites máximos de saturación. Una vez saturado, el lecho experimenta una "ruptura" inmediata, lo que permite que los contaminantes eludan el adsorbente. Esto provoca la corrosión de los equipos aguas abajo, el envenenamiento de los catalizadores, la congelación de las tuberías y la generación catastrófica de productos fuera de especificación. Comprender la termodinámica, la mecánica de fluidos y los controles precisos de los parámetros que subyacen al proceso de regeneración no es una mera recomendación operativa; es un requisito previo de ingeniería absoluto para mantener el tiempo de actividad y la seguridad de la planta.
Esta completa guía técnica ofrece un análisis objetivo y profundo de los mecanismos físicos de la regeneración de tamices moleculares. Compara las principales metodologías de adsorción por oscilación térmica (TSA) y adsorción por oscilación de presión (PSA), detalla los procedimientos operativos estándar paso a paso, establece los umbrales exactos de temperatura necesarios para los distintos tipos de tamices moleculares (3A, 4A, 5A y 13X) y examina las causas fundamentales de la degradación del material. Al dominar estos principios de ingeniería, los operarios de planta y los ingenieros de proceso pueden optimizar la eficiencia del sistema, prolongar enormemente la vida útil del adsorbente y controlar rigurosamente los gastos operativos.
El objetivo principal de la regeneración de tamices moleculares
En el nivel fundamental de la química física, la adsorción de moléculas en un tamiz molecular es un fenómeno exotérmico impulsado por interacciones electrostáticas localizadas, atracciones dipolo-dipolo y fuerzas de Van der Waals. Cuando una corriente de gas o líquido contaminado atraviesa el lecho adsorbente, las moléculas (adsorbatos), como el agua (H₂O), el dióxido de carbono (CO₂) o el sulfuro de hidrógeno (H₂S), se introducen en la red cristalina y se inmovilizan en los microporos. Con el tiempo, la superficie interna disponible y el volumen de los poros se ocupan por completo, estableciéndose un estado de equilibrio termodinámico entre el adsorbato que permanece en la fase fluida y el adsorbato atrapado en la matriz sólida.
El principal objetivo físico de la regeneración de los tamices moleculares es alterar artificial y sistemáticamente este equilibrio. Al alterar el estado termodinámico interno del sistema de adsorción -específicamente introduciendo energía térmica para elevar la temperatura, o reduciendo la presión total del sistema para disminuir la presión parcial del adsorbato- se eleva la energía cinética de las moléculas atrapadas. Una vez que esta energía cinética supera la energía de activación de las fuerzas de enlace de Van der Waals, las moléculas adsorbidas se desprenden por la fuerza de los sitios activos de la estructura de aluminosilicato y se difunden de nuevo a la fase gaseosa. Este proceso se define formalmente como desorción.
Desde una perspectiva de ingeniería y gestión operativa, el propósito directo y macroscópico de la regeneración es la manipulación estratégica de la Zona de Transferencia de Masa (ZTM). La MTZ es el área transversal específica y activa dentro del lecho adsorbente donde tiene lugar la transferencia de masa real de contaminantes de la corriente de fluido a la zeolita sólida. A medida que avanza el ciclo de adsorción, la MTZ migra constantemente desde la entrada del recipiente hacia la salida. Si se permite que el borde de ataque de la MTZ alcance la salida del lecho, se produce la ruptura del contaminante.
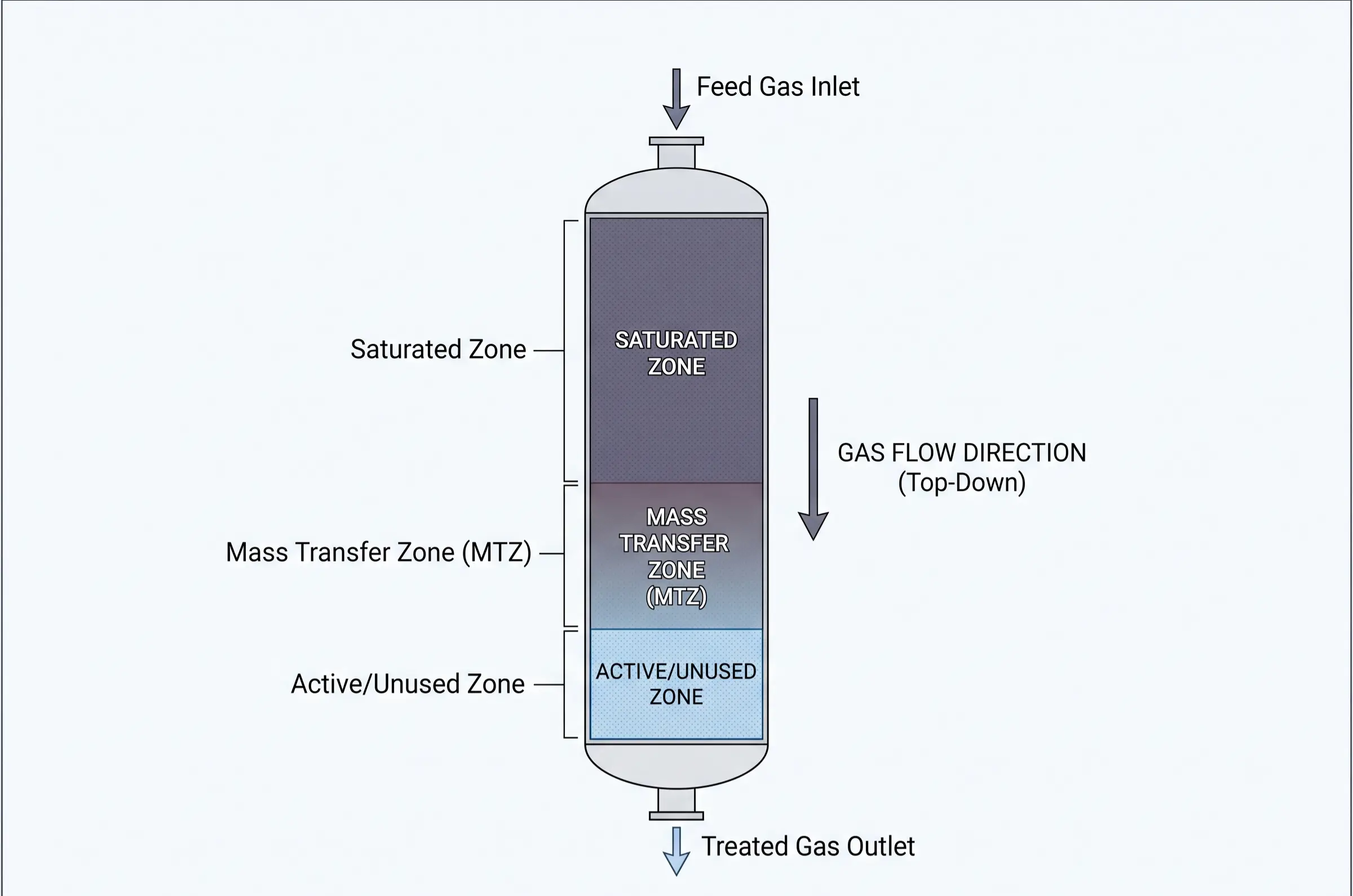
La regeneración se ejecuta para empujar con fuerza la Zona de Transferencia de Masa de vuelta al fondo (o entrada inicial) del lecho. Al eliminar completamente las impurezas acumuladas en los poros cristalinos, se restablece por completo la capacidad de adsorción dinámica (la capacidad de trabajo real del lecho en condiciones de flujo dinámico específicas). Por consiguiente, el objetivo último de ingeniería de esta restauración cíclica es la optimización del gasto operativo (OPEX). Una regeneración altamente eficiente permite a las plantas de procesamiento utilizar exactamente el mismo lote de inventario de adsorbente de primera calidad durante miles de ciclos continuos a lo largo de varios años. Esto garantiza continuamente la pureza absoluta de los gases de proceso aguas abajo, al tiempo que evita los enormes costes de capital asociados a la sustitución prematura del adsorbente y las graves penalizaciones energéticas de un calentamiento ineficiente.
Regeneración de tamices moleculares frente a activación: Diferencias clave
Un error frecuente y potencialmente muy perjudicial en la contratación industrial y entre los ingenieros de procesos noveles es la confusión de los términos "activación" y "regeneración". Aunque ambos procesos implican la aplicación de energía térmica intensa para eliminar las sustancias volátiles de la estructura de la zeolita, se producen en fases totalmente distintas del ciclo de vida del tamiz molecular, tienen fines fundamentalmente distintos y funcionan con parámetros termodinámicos y restricciones de temperatura muy diferentes. Comprender esta distinción es fundamental para la seguridad de los equipos.
El proceso de activación (fase de fabricación)
La activación es un proceso metalúrgico altamente controlado y a temperaturas extremas que tiene lugar exclusivamente en las instalaciones de producción del fabricante del tamiz molecular, normalmente dentro de enormes hornos rotatorios industriales u hornos de tostación especializados. Cuando la zeolita sintética en bruto se cristaliza por primera vez durante la fabricación química, sus poros microscópicos están completamente inundados de agua de cristalización y de los agentes orgánicos de plantilla (como aminas o sales específicas de amonio cuaternario) que se utilizaron para dirigir la formación de la estructura cristalina específica. En este estado "bruto" y sin calcinar, el tamiz molecular posee una capacidad de adsorción dinámica absolutamente nula.
Para hacer que el material sea funcionalmente poroso, los fabricantes someten el polvo crudo o los gránulos formados a temperaturas de activación extremas que oscilan entre 500°C y 600°C (932°F y 1112°F). En estos umbrales térmicos extremos, las moléculas orgánicas de templado sufren una descomposición térmica y una combustión completas, mientras que el agua estructural profundamente arraigada es expulsada violentamente de la red cristalina. Este proceso crea los vastos espacios vacíos tridimensionales que acabarán atrapando los contaminantes industriales. Dado que la activación es un proceso de formateo único diseñado para limpiar el andamiaje químico inicial, los límites térmicos aplicados aquí superan la tolerancia física absoluta del material. Para los operarios que deseen comprender los complejos pasos de fabricación que hay detrás de esta preparación inicial, recomendamos encarecidamente la lectura de un guía completa sobre cómo activar el tamiz molecular para comprender los fundamentos de la ciencia material.
El proceso de regeneración (fase operativa)
Por el contrario, la regeneración tiene lugar en las instalaciones del usuario final, en el entorno localizado de los equipos operativos, como los recipientes de deshidratación de doble torre de una planta de procesamiento de gas natural o las unidades de prepurificación (PPU) de una planta criogénica de separación de aire. La regeneración es un procedimiento cíclico de mantenimiento rutinario diseñado exclusivamente para eliminar las impurezas específicas del proceso (como la humedad atmosférica, trazas de CO₂ o compuestos de azufre) que se han acumulado durante el funcionamiento estándar de la planta.
Los parámetros operativos para la regeneración sobre el terreno están estrictamente acotados por las limitaciones establecidas de la ciencia de los materiales. Las temperaturas de regeneración industriales estándar se controlan meticulosamente entre 150 °C y 350 °C, dependiendo totalmente del tipo de tamiz molecular y de la tenacidad del contaminante adsorbido específico. Una norma de ingeniería absoluta y no negociable es que las temperaturas localizadas del lecho durante la regeneración sobre el terreno nunca deben superar los 450 °C (842 °F). La exposición de un lecho de tamiz molecular operativo a temperaturas cercanas o superiores a 450°C desencadena una transición de fase permanente en el aglutinante de aluminosilicato y en los propios cristales de zeolita, lo que provoca el colapso irreversible de la red cristalina, el cierre generalizado de los poros y la pérdida total y permanente de la capacidad de adsorción dinámica.
Métodos primarios de regeneración de tamices moleculares
Los sistemas industriales de adsorción se clasifican fundamentalmente por el mecanismo termodinámico primario utilizado para invertir el equilibrio de adsorción. Las dos metodologías más dominantes y tecnológicamente maduras empleadas en todo el mundo son la adsorción por cambio térmico (TSA) y la adsorción por cambio de presión (PSA). La selección de ingeniería entre estas dos rutas viene dictada por la pureza requerida del gas producto, el volumen de gas que se procesa, la concentración específica de las impurezas y la disponibilidad de utilidades de la planta, como el calor residual o las capacidades de compresión a alta presión.
Proceso de adsorción por oscilación térmica (TSA)
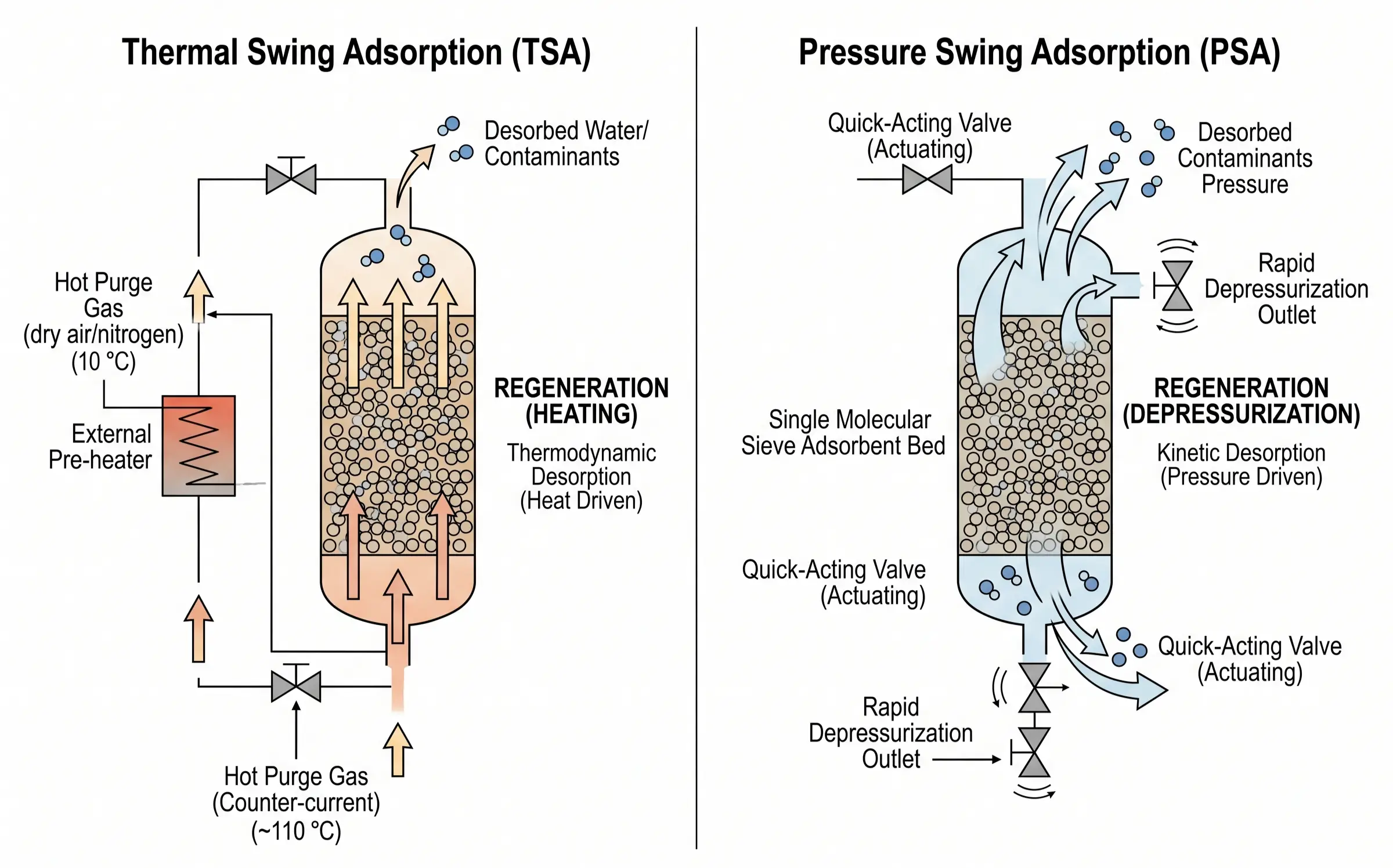
El proceso de adsorción por oscilación térmica (TSA) se basa en el principio termodinámico de que la capacidad de adsorción de un tamiz molecular disminuye exponencialmente a medida que aumenta la temperatura sistémica. A temperaturas de funcionamiento ambiente (por ejemplo, entre 20 °C y 40 °C), la red de zeolitas muestra una gran afinidad por las moléculas polares y las trazas de contaminantes. Sin embargo, al introducir un gas de purga a alta temperatura en el lecho durante la fase de regeneración, la energía térmica localizada aumenta drásticamente la vibración cinética de las moléculas adsorbidas. Esta energía térmica añadida supera fácilmente las fuerzas de retención electrostáticas, impulsando el equilibrio agresivamente hacia la fase gaseosa para la desorción.
Los sistemas TSA son los preferidos universalmente para escenarios operativos que requieren una eliminación extrema y ultratraza de impurezas, comúnmente denominada "purificación profunda". Esto incluye la deshidratación criogénica del gas natural (evitando la formación de hidratos a temperaturas bajo cero) y la desulfuración o descarbonización en profundidad. Desde el punto de vista operativo, el TSA se caracteriza por ciclos largos y sostenidos, que suelen durar entre 8 y 24 horas por ciclo, ya que el calentamiento y enfriamiento de lechos masivos de zeolita sólida es un proceso lento y térmicamente intensivo. En consecuencia, la TSA requiere estrictamente una fuente de calor externa robusta, como calentadores eléctricos de inmersión, calentadores de gas de combustión directa o sistemas integrados de recuperación de calor residual.
Proceso de adsorción por cambio de presión (PSA)
Por el contrario, el proceso de adsorción por cambio de presión (PSA) funciona según el principio cinético dinámico de que la capacidad de adsorción depende en gran medida de la presión parcial del gas objetivo. Según los principios de la isoterma de adsorción de Langmuir, a presiones sistémicas elevadas, el tamiz molecular adsorbe rápidamente grandes cantidades de gas. Cuando esa presión se reduce rápidamente, el equilibrio cambia instantáneamente, haciendo que las moléculas adsorbidas se desorban y se desprendan de la matriz sólida.
La tecnología PSA es el estándar industrial para aplicaciones de separación de gases macroscópicas de gran volumen, más que para la eliminación de impurezas en trazas. Las aplicaciones típicas incluyen la generación de oxígeno o nitrógeno industrial de gran pureza a partir de aire atmosférico, o la extracción de hidrógeno ultrapuro a partir de gas de síntesis o gases de refinería. Desde el punto de vista operativo, el PSA se distingue porque funciona totalmente a temperaturas cercanas a la ambiente. La oscilación térmica es insignificante. En cambio, el proceso se basa en gran medida en ciclos mecánicos rápidos y continuos. La duración de los ciclos de PSA es extremadamente corta, oscilando a menudo entre unos pocos minutos y unas meras decenas de segundos. Toda la fuerza regenerativa se basa en la liberación instantánea de la presión del sistema (purga), que expulsa dinámicamente los contaminantes de los microporos sin necesidad de calentamiento externo.
El proceso estándar de regeneración del tamiz molecular
Para comprender plenamente las complejidades de la gestión de los tamices moleculares, es necesario examinar paso a paso los procedimientos operativos precisos que rigen estos sistemas. En las modernas salas de control industrial, los sistemas TSA y PSA representan paradigmas operativos totalmente distintos. A continuación se presenta un desglose detallado de las secuencias de regeneración estándar para ambas metodologías, destacando la naturaleza paralela de los mecanismos de desorción térmica frente a los cinéticos.
Proceso estándar de regeneración de la TSA (secuencia temporal)
La secuencia TSA es un procedimiento térmico meticulosamente programado, diseñado para importar y exportar con seguridad cantidades masivas de calor sin dañar la frágil estructura cerámica del adsorbente.
Fase 1: Calentamiento con gas de purga (calentamiento y desorción)
En la realidad física de un sistema TSA, el calentamiento y el barrido (purga) no son pasos secuenciales; son mecanismos intrínsecamente paralelos y acoplados. Durante la fase 1, se introduce en el lecho saturado un gas de regeneración muy seco y a alta temperatura (el gas de purga). Las mejores prácticas de ingeniería exigen que este gas caliente fluya en un A contracorriente respecto al flujo normal de adsorción. Si la adsorción se produce de arriba abajo, el calentamiento debe producirse de abajo arriba. Así se evita que el agua desorbida de la zona de entrada altamente saturada sea empujada hacia la zona de salida ultraseca del lecho, lo que envenenaría permanentemente la sección de pulido del tamiz.
Durante esta fase, la acción termodinámica del aumento de temperatura rompe las fuerzas de Van der Waals, mientras que la acción cinética del gas de barrido constante reduce continuamente la presión de vapor del contaminante en el espacio vacío circundante, transportando físicamente las moléculas liberadas fuera del recipiente. Para evitar un fallo estructural catastrófico, los operadores deben controlar estrictamente la velocidad de aceleración. La velocidad de calentamiento suele limitarse a entre 30 °C y 50 °C por hora. Los picos térmicos rápidos causan gradientes térmicos inmensos entre el exterior y el interior de los gránulos de zeolita, lo que provoca fracturas por tensión térmica. La fase de calentamiento sólo se considera completa cuando la temperatura del gas efluente a la salida del lecho alcanza un mínimo de 150°C (aunque a menudo es superior en función del tamiz) y mantiene una meseta de temperatura estable durante varias horas, lo que demuestra que toda el agua latente profunda ha sido hervida y evacuada con éxito.
Fase 2: Refrigeración con gas de barrido en seco
Una vez completada la desorción, se asegura el calor externo, pero el lecho se encuentra actualmente entre 200°C y 300°C. No puede volver a ponerse en línea para procesar gas ambiente, ya que su capacidad de adsorción a temperaturas elevadas es prácticamente nula. La fase 2 consiste en continuar con el flujo de gas de purga, pero con el calentador apagado, reduciendo lentamente la temperatura del lecho hasta los niveles ambientales.
Esta fase contiene las líneas rojas operativas más críticas y de mayor riesgo de todo el proceso. El gas refrigerante utilizado debe tener un punto de rocío excepcionalmente bajo (por ejemplo, inferior a -40°C). Está estrictamente prohibido utilizar gas de proceso húmedo y sin tratar para enfriar un lecho de tamiz molecular caliente. Si una zeolita caliente y completamente desecada se expone repentinamente a la humedad, los cristales adsorberán instantáneamente el agua. Esta rápida adsorción libera una explosión masiva y violenta de energía térmica conocida como Calor latente de adsorción. Esta liberación de energía localizada puede hacer que la temperatura del lecho aumente incontroladamente cientos de grados en cuestión de segundos, cocinando literalmente el aglutinante, hirviendo el agua atrapada internamente y rompiendo los gránulos en polvo inútil (pulverización), destruyendo efectivamente todo el inventario multimillonario en un solo error.
Proceso estándar de regeneración de PSA (secuencia basada en la presión)
La secuencia PSA evita por completo el calor y se basa en válvulas mecánicas de alta velocidad y en las fuerzas cinéticas de la despresurización rápida para eliminar los contaminantes del lecho.
Fase 1: Despresurización / Purga
Cuando el recipiente de adsorción en línea alcanza su punto de saturación calculado, las válvulas de alimentación de entrada se cierran rápidamente. Inmediatamente, las válvulas de escape se abren, haciendo que la presión interna del recipiente caiga en picado desde su alta presión de trabajo hasta casi la presión atmosférica (o una ligera presión positiva). Según las isotermas de adsorción, esta caída repentina y drástica de la presión parcial altera instantáneamente el estado de equilibrio. El enorme volumen de adsorbatos (como el nitrógeno en un generador de oxígeno) es expulsado a la fuerza de los microporos y expulsado a la atmósfera o a un sistema de recuperación secundario.
La línea roja de la ingeniería gira aquí en torno a la dinámica de fluidos. La velocidad de despresurización (dP/dt) debe controlarse estrictamente mediante placas de orificio o válvulas de ajuste. Si la purga es demasiado violenta, la extrema velocidad ascendente del gas en expansión levantará físicamente las perlas adsorbentes, provocando la "fluidización" o ebullición del lecho. Este violento movimiento y la fricción entre los gránulos cerámicos generan grandes cantidades de polvo abrasivo, lo que provoca graves problemas de caída de presión y, en última instancia, el fallo mecánico del sistema.
Fase 2: Purga / Barrido
Mientras el recipiente se encuentra en su estado de presión más bajo, la mera despresurización rara vez es suficiente para limpiar los microporos más profundos. Para lograr una regeneración total, se introduce a baja presión un pequeño chorro de gas de producto de pureza ultra alta (u otro gas portador altamente desecado), que fluye a contracorriente. Esta acción de barrido friega agresivamente las trazas de contaminantes restantes de los macroporos y los espacios intersticiales, rompiendo el equilibrio localizado y restableciendo completamente la capacidad de adsorción dinámica del lecho a su línea de base máxima.
Fase 3: Represurización
Antes de que el recipiente pueda volver a ponerse en línea para aceptar gas de alimentación a alta presión, debe represurizarse de forma segura. Abrir una válvula de alimentación de alta presión en un recipiente de baja presión crearía una onda de choque sónica que pulverizaría la capa superior del lecho de tamiz molecular. Por lo tanto, la represurización se consigue sin problemas, a menudo utilizando gas producto de una torre activa paralela (un proceso conocido como igualación de presión). De este modo, no sólo se conserva el valioso gas presurizado, lo que aumenta la eficiencia global de la planta, sino que también se garantiza que la presión del lecho se iguale suavemente a la presión de trabajo, lista para iniciar sin problemas el siguiente ciclo de adsorción sin choque mecánico.
Parámetros de regeneración según los distintos tipos de tamiz molecular
Dado que los tamices moleculares se sintetizan con distintos diámetros de poro y composiciones de estructura, su afinidad específica por el agua y otras moléculas polares difiere significativamente. En consecuencia, la energía termodinámica necesaria para romper los enlaces de adsorción durante un ciclo de TSA debe calibrarse cuidadosamente para el tipo específico de zeolita instalado en el recipiente. La aplicación de un perfil de calentamiento genérico a todos los tamices moleculares dará lugar a una desorción incompleta (si la temperatura es demasiado baja) o a una degradación hidrotérmica acelerada (si la temperatura es innecesariamente alta).
La siguiente matriz técnica describe los parámetros óptimos de regeneración, las dificultades operativas básicas y las temperaturas críticas límite de las cuatro variantes de tamices moleculares industriales más comunes.
| Tipo de tamiz | Rango óptimo de temperatura | Dificultad central / Notas de aplicación | Punto Operativo Crítico |
|---|---|---|---|
| 3A | 170°C - 220°C | Debido al pequeño tamaño de sus poros (3 Ångströms), el 3A se utiliza principalmente en la deshidratación del etanol y el secado del gas craqueado (etileno/propileno). La principal dificultad es evitar la coadsorción de olefinas reactivas. Las temperaturas deben mantenerse dentro de unos márgenes estrictos; un calor excesivo en presencia de sustancias orgánicas puede provocar una coquización grave y la deposición de carbono en el exterior de las perlas. | No superar los 250°C para evitar acelerar la formación de polímeros y la coquización. |
| 4A | 200°C - 250°C | El caballo de batalla estándar para el secado de aire de instrumentos generales y la deshidratación de gas natural. La desorción es relativamente sencilla, pero el lecho debe purgarse a fondo para garantizar que se puedan alcanzar puntos de rocío de -100 °C al volver al servicio. | Mantener una velocidad de calentamiento constante. Superar los 450 °C colapsará permanentemente la estructura cristalina del sodio A. |
| 5A | 200°C - 300°C | A menudo se utiliza para la separación de isoparafinas y normales, así como para la desulfuración (eliminación de H₂S). Los iones divalentes de calcio crean un campo electrostático más fuerte que los de sodio, lo que significa que los contaminantes se retienen con más fuerza. En consecuencia, la resistencia a la desorción es notablemente mayor que en 4A, lo que requiere elevadas temperaturas de base para lograr una regeneración completa. | Se requiere un control cuidadoso del gas efluente para garantizar la desorción completa del azufre antes de que comience el enfriamiento. |
| 13X | 250°C - 350°C | Máxima energía de desorción requerida. 13X es único; aunque tiene el mayor diámetro de poro (10 Ångströms), la razón física por la que requiere la mayor temperatura de regeneración se debe fundamentalmente a su relación excepcionalmente baja entre sílice y alúmina (Si/Al). Esta baja relación da lugar a un campo electrostático muy denso e intensamente fuerte y a una afinidad polar extrema dentro de la estructura cristalina. El calor latente de adsorción del agua en la 13X es inmenso. Por lo tanto, los operadores deben proporcionar una energía térmica sustancialmente mayor para romper este poderoso equilibrio. | Se requiere una meseta de temperatura prolongada. |
Mecanismos de degradación y envejecimiento del tamiz molecular
Ningún tamiz molecular dura para siempre. Incluso bajo el control operativo más meticuloso, la capacidad de adsorción dinámica de un lecho de zeolita experimentará un declive constante a lo largo de miles de ciclos de regeneración. Sin embargo, la comprensión de los mecanismos físicos y químicos de esta degradación separa el desgaste normal del fallo prematuro y catastrófico. Para los ingenieros de procesos, mitigar estos modos de fallo es la esencia de la gestión del ciclo de vida.
Envejecimiento hidrotérmico (desalinización)
El envejecimiento hidrotérmico es la forma más generalizada e inevitable de degradación química en los sistemas TSA. Durante las primeras etapas de la fase de calentamiento, si el lecho todavía contiene un volumen masivo de agua atrapada, la aplicación localizada de calor hace que esta agua se vaporice en vapor a alta temperatura y alta presión. Cuando la delicada red de aluminosilicatos se expone al vapor a alta temperatura durante miles de horas, se produce una reacción química conocida como dealuminación. El vapor ataca químicamente la estructura, eliminando los átomos de aluminio de la estructura cristalina. Esto hace que los microporos internos se colapsen gradualmente y se fusionen, reduciendo de forma permanente la superficie interna total y disminuyendo permanentemente la capacidad dinámica. Para evitarlo, los operadores deben asegurarse de que el gas de purga de regeneración sea excepcionalmente seco y de que se controlen las velocidades de rampa de calentamiento para permitir la evacuación del agua antes de que las temperaturas sistémicas alcancen su punto máximo.
Coquización y contaminación (obstrucción de poros)
A diferencia del envejecimiento hidrotérmico, que daña la estructura, la coquización bloquea totalmente el acceso a la misma. Si el gas de proceso entrante o el gas portador de regeneración contienen trazas de hidrocarburos pesados, aceites lubricantes de compresores o aminas reactivas, el desastre es inminente. Cuando el lecho se calienta a 200°C - 300°C durante la regeneración, estas moléculas orgánicas pesadas sufren un craqueo térmico y se carbonizan directamente en la superficie de los gránulos de zeolita. Esto forma una capa dura e impenetrable de carbono (coque) que actúa como cemento, sellando permanentemente las entradas a los microporos. Aunque la capacidad interna permanece técnicamente intacta, las moléculas de adsorbato ya no pueden entrar en los poros. Evitarlo requiere una vigilancia absoluta aguas arriba, lo que exige la instalación y el mantenimiento riguroso de filtros coalescentes de alta eficacia y lechos de protección de carbono para atrapar los aceites antes de que lleguen a tocar el tamiz molecular.

Tensión térmica y pulverización mecánica
Los fallos mecánicos se manifiestan en forma de "polvo", lo que provoca fuertes picos de caída de presión en el lecho. Los gránulos de zeolita son cerámicos; son excepcionalmente resistentes a la compresión estática, pero muy quebradizos cuando se someten a tensión o choque térmico. Si un operario aplica calor con demasiada rapidez, el exterior del gránulo se expande térmicamente mientras el núcleo permanece frío, generando una inmensa tensión de cizallamiento interna que desgarra el gránulo desde el interior. Del mismo modo, si las velocidades del gas durante la fase de purga de la PSA o la fase de purga de la TSA superan los límites de diseño, las fuerzas aerodinámicas de sustentación harán que los gránulos reboten, se muelan y se desbasten físicamente unos contra otros. Para evitar esta destrucción mecánica, es necesario respetar estrictamente y en todo momento las velocidades de rampa de temperatura paso a paso, la secuenciación controlada de las válvulas y los protocolos adecuados de soporte/compactación del lecho.
Evaluación del rendimiento y factores de eficiencia
El conocimiento teórico de la regeneración debe traducirse en diagnósticos procesables y medibles en la planta. Los operarios deben evaluar continuamente la eficacia del ciclo de regeneración utilizando datos telemétricos en tiempo real procedentes del sistema de control distribuido (DCS). Confiar únicamente en un temporizador para dictar la finalización del ciclo es una estrategia operativa rudimentaria y de alto riesgo.
Indicadores clave del éxito de la regeneración
- Convergencia del perfil de temperatura: El indicador termodinámico más fiable de una fase de calentamiento TSA satisfactoria es el estrechamiento de la diferencia de temperatura entre la entrada y la salida del lecho. Al principio del calentamiento, el gas caliente pierde toda su energía hacia el lecho frío y el agua que se evapora. A medida que el lecho se seca y se calienta, la onda térmica empuja hacia el fondo. Cuando la temperatura del efluente (salida) aumenta, alcanza el umbral objetivo (por ejemplo, 150°C+) y se estabiliza, demuestra que el lecho ha alcanzado el equilibrio térmico y el agua latente ha desaparecido.
- Estabilidad del punto de rocío en línea: La métrica de rendimiento definitiva. Cuando el recipiente regenerado vuelve al ciclo de adsorción activo, el analizador de humedad de la línea de gas del producto debe registrar inmediatamente un punto de rocío estable y ultrabajo (a menudo por debajo de -100 °C, según el sistema). Si el punto de rocío aumenta al principio del ciclo, es el principal indicador de una regeneración incompleta o de un lecho muy degradado.
- Pérdida de carga (ΔP) Integridad: La integridad mecánica se controla mediante transmisores de presión diferencial en todo el lecho. Un lecho sano mantiene una caída de presión estable y predecible dictada por la velocidad del gas. Si la ΔP inicia una tendencia ascendente constante e irreversible a lo largo de varios ciclos, es una señal de advertencia definitiva de que los gránulos se están pulverizando, descomponiendo y obstruyendo los canales de flujo de gas intersticial, lo que exige una investigación de ingeniería inmediata.
Variables críticas que influyen en la eficacia de la regeneración
A la hora de solucionar un ciclo de regeneración ineficaz, los ingenieros de procesos deben auditar tres variables fundamentales:
- Caudal volumétrico del gas de purga: La termodinámica requiere calor, pero la cinética requiere caudal. Si el caudal másico del gas portador de regeneración es demasiado bajo, carecerá de la capacidad de transporte necesaria para barrer la humedad desorbida fuera del recipiente. La humedad simplemente alcanzará un equilibrio localizado y se redepositará a mayor profundidad en el lecho a medida que se enfríe.
- Potencia del calentador y eficiencia de la transferencia de calor: Con el tiempo, los haces de calentadores eléctricos pueden incrustarse, o los calentadores a fuego pueden perder eficacia de quemado. Si la potencia térmica necesaria no se transfiere correctamente al gas de purga, el lecho nunca alcanzará las temperaturas críticas de desorción, independientemente de la duración del ciclo.
- Sellado de válvulas y fugas internas: Este es el culpable más común, aunque el más oculto. Las válvulas de conmutación grandes se desgastan inevitablemente. Si una válvula de regeneración en caliente deja escapar incluso una cantidad mínima de gas de alimentación húmedo en el sistema durante la fase de enfriamiento o de espera, el lecho se precargará prematuramente con humedad antes incluso de que comience el ciclo de adsorción, lo que acortará drásticamente el tiempo del ciclo operativo.
Selección de tamices moleculares de alta durabilidad
Aunque unos parámetros de regeneración precisos mitigan la degradación, la estabilidad mecánica e hidrotérmica innata del tamiz molecular dicta en última instancia la vida útil del sistema. Los adsorbentes de calidad inferior son muy susceptibles a la formación de polvo y al colapso estructural bajo continuas oscilaciones térmicas y de presión.
JALON, fabricante líder con más de 28 años de experiencia, diseña tamices moleculares concebidos para soportar tensiones cíclicas extremas. Con el apoyo de un equipo de expertos con más de 20 años de experiencia petroquímica in situ, ofrecemos soluciones de adsorción totalmente personalizadas y evaluaciones técnicas gratuitas para optimizar su proceso de regeneración y minimizar los tiempos de inactividad imprevistos.
Preguntas frecuentes sobre la vida útil de los tamices
No existe una norma universal para el número exacto de ciclos, ya que la vida útil depende totalmente de la severidad del entorno operativo. En aplicaciones de gas muy prístinas, puras y secas, en las que el gas de alimentación no contiene hidrocarburos reactivos ni contaminantes pesados, un tamiz molecular de alta calidad puede soportar fácilmente varios miles de ciclos de regeneración, lo que supone una vida útil de 3 a 5 años. Sin embargo, en condiciones agresivas y duras que impliquen aceites pesados, gases ácidos o frecuentes choques térmicos extremos, la estructura cristalina se degradará mucho más rápidamente, reduciendo potencialmente la vida útil viable a 12 o 18 meses antes de que sea necesaria una sustitución total para mantener la pureza del producto.
Si no se consigue regenerar completamente el lecho, se desencadena un bucle de fallos operativos en cascada. Si quedan restos de humedad o contaminantes en los microporos debido a una temperatura insuficiente o a un caudal de purga inadecuado, la capacidad de adsorción disponible para el siguiente ciclo se reduce matemáticamente. En consecuencia, el lecho alcanzará el punto de ruptura mucho antes, lo que obligará al sistema de automatización a acortar la duración del ciclo. Esto provoca un aumento de las frecuencias de conmutación de las válvulas, un incremento del consumo de energía debido a un calentamiento más frecuente, una aceleración del envejecimiento hidrotérmico de la zeolita sana restante y un aumento exponencial del riesgo de que llegue producto fuera de especificación a los equipos aguas abajo, lo que en última instancia provoca paradas de planta muy costosas y no planificadas.








