Guía completa de normas de depuración y mejora del biogás
A medida que se acelera la transición energética mundial, la transformación de residuos orgánicos en valiosa energía renovable se ha convertido en un objetivo central para industrias y municipios por igual. Sin embargo, el gas bruto producido a partir de la digestión anaerobia dista mucho de ser un producto acabado. Para liberar todo su potencial comercial, ya sea para la generación de energía in situ, la inyección en la red nacional de gas o la utilización como materia prima química verde, el gas bruto debe someterse a un tratamiento riguroso. Esta completa guía profundiza en las diferencias críticas entre la purificación y la mejora del biogás, explora el flujo completo del proceso, compara las principales tecnologías de separación y esboza las normas de calidad esenciales requeridas para diversos escenarios de aplicación de alto valor.
Depuración del biogás frente a mejora del biogás: Diferencias clave
En la industria del biogás, los términos "purificación" y "mejora" se utilizan con frecuencia, aunque de forma incorrecta, indistintamente. Comprender la diferencia fundamental entre estos dos procesos es el primer paso crítico para diseñar una planta de tratamiento de gas técnicamente viable y económicamente rentable. Representan dos objetivos de ingeniería totalmente distintos dentro del mismo conducto de producción.
Depuración del biogás: Proteger la infraestructura
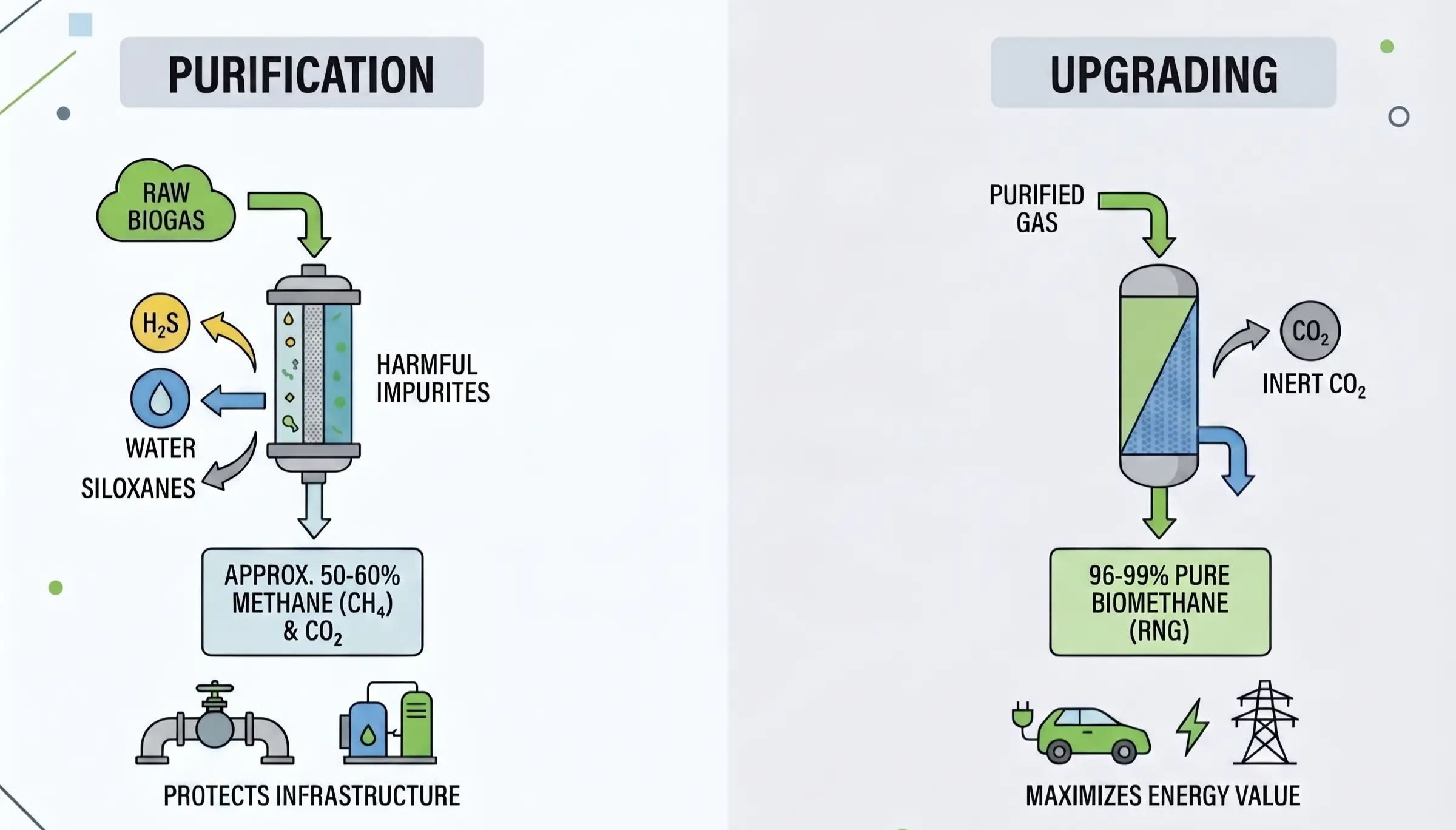
El objetivo principal de la purificación del biogás es estrictamente defensivo. Consiste en eliminar las impurezas destructivas y tóxicas del biogás bruto. Estas impurezas incluyen principalmente sulfuro de hidrógeno (H₂S), vapor de agua (humedad), siloxanos, amoníaco (NH₃) y diversos compuestos orgánicos volátiles (COV). Si no se tratan, estos elementos corroerán rápidamente las tuberías aguas abajo, destruirán los motores de combustión interna y envenenarán los materiales sensibles utilizados en las fases de procesamiento posteriores.
Es importante señalar que la depuración no alterar significativamente el perfil de energía primaria del gas. El proceso se centra en eliminar los microcomponentes nocivos. Por lo tanto, tras la fase de purificación, la concentración de metano (CH₄) se mantiene en gran medida en su nivel original, que suele oscilar entre 50% y 60%, y el resto sigue estando formado principalmente por dióxido de carbono (CO₂).
Mejora del biogás: Maximizar el valor energético
La mejora del biogás es la fase posterior de valor añadido. Una vez que el gas se ha purificado y estabilizado completamente, el proceso de mejora se centra en separar y eliminar el dióxido de carbono (CO₂). Dado que el CO₂ es un gas inerte que no se quema, su presencia diluye en gran medida la densidad energética de la mezcla.
Al eliminar el CO₂, el proceso de mejora concentra drásticamente el metano restante. El producto final de esta fase se denomina biometano o gas natural renovable (GNR). Mediante la mejora, la concentración de metano se eleva desde los 50-60% iniciales hasta 96%, 98% o incluso más de 99%, dependiendo de la tecnología desplegada y de los estándares de uso final requeridos. Este biometano de gran pureza es químicamente idéntico al gas natural de origen fósil, lo que permite aplicaciones comerciales de primera calidad.
Escenarios de aplicación y normas de calidad respectivas
El uso final previsto del gas tratado dicta todo el diseño de ingeniería de la instalación. Las distintas aplicaciones comerciales exigen niveles muy diferentes de pureza del gas, por lo que conocer estas estrictas normas de calidad es fundamental para el cumplimiento del proyecto y el éxito financiero.
Biogás purificado para la cogeneración in situ
La aplicación más tradicional y sencilla del biogás tratado es la generación in situ de electricidad y calor. En este caso, la planta sólo requiere una robusta sistema de depuración de biogásla mejora (eliminación de CO₂) es totalmente innecesaria y supondría un gasto de capital inútil.
El gas purificado se introduce directamente en motores de combustión interna de producción combinada de calor y electricidad (CHP). Aunque estos motores pueden manejar fácilmente el menor poder calorífico causado por el contenido de CO₂ 40%, son muy sensibles a los elementos corrosivos. Por ello, los fabricantes de motores imponen estrictos "Límites del motor" que deben mantenerse para validar las garantías y asegurar la longevidad operativa:
- Sulfuro de hidrógeno (H₂S): Normalmente, los principales fabricantes de motores (como Jenbacher o Caterpillar) exigen que los niveles de H₂S sean estrictamente inferiores a 200 ppm, y algunos modelos de alta eficiencia exigen niveles inferiores a 50 ppm para evitar la formación de ácido sulfúrico en el aceite del motor.
- Siloxanos: Estos son posiblemente los contaminantes más peligrosos para las unidades de cogeneración. Durante la combustión, los siloxanos se oxidan en dióxido de silicio (SiO₂, esencialmente partículas microscópicas de arena/vidrio), que recubre agresivamente las bujías y raya las camisas de los cilindros. Los límites del motor para los siloxanos son excepcionalmente estrictos, y a menudo requieren concentraciones por debajo de 5 a 10 mg/Nm³.
- Humedad: La humedad relativa debe reducirse normalmente por debajo de 80% para evitar la condensación dentro del tren de gas y los colectores de admisión del motor.
Biometano para inyección en red, transporte y química verde
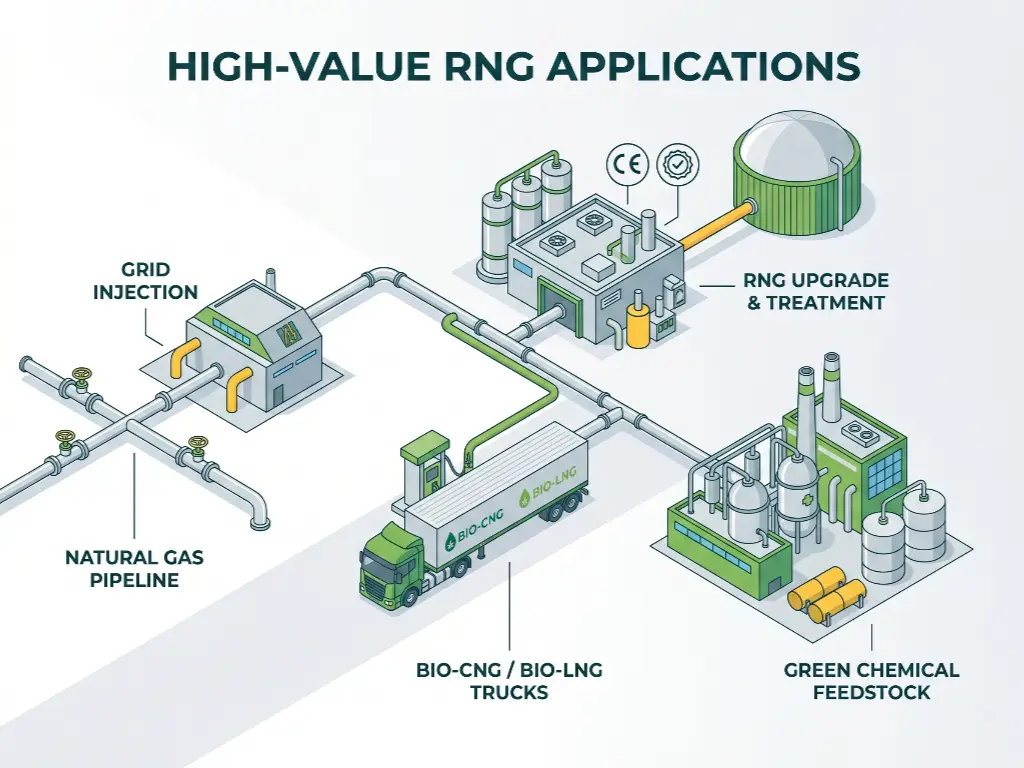
Cuando la estrategia comercial pasa a vender el gas en el mercado abierto, el biogás debe someterse a un proceso completo de transformación para convertirse en biometano (GNR). El GNR tiene tres escenarios principales de aplicación de alto valor: inyección en la red pública de gas natural, utilización como combustible para el transporte (Bio-GNC/GNL) y como materia prima para productos químicos ecológicos.
Normas de rejilla transregionales
La inyección de GNR en las redes públicas está muy regulada para garantizar la seguridad y la compatibilidad de los aparatos. Las normas varían mucho de una región a otra:
- Europa: La norma EN 16723-1 rige la inyección en red en muchos países europeos. Dicta parámetros estrictos para el índice de Wobbe (una medida de la intercambiabilidad del gas y de la entrega de energía térmica), exigiendo valores caloríficos estables. Además, limita estrictamente el contenido de oxígeno (a menudo < 0,5%) y los compuestos de azufre para evitar la degradación de la red de gasoductos.
- América del Norte: En EE.UU., no existe una norma nacional única, sino que los productores de GNR deben cumplir las especificaciones específicas de los gasoductos dictadas por las empresas locales de servicios públicos (por ejemplo, SoCalGas, PG&E). Además, para poder optar a lucrativos créditos medioambientales como los RIN (Renewable Identification Numbers) en el marco de la Norma de Combustibles Renovables de la EPA, todo el proceso -desde la materia prima hasta la pureza final del metano- debe documentarse y verificarse meticulosamente.
Normas entre aplicaciones
Más allá de las diferencias regionales, el estado físico del producto final dicta umbrales operativos específicos:
- Inyección a la red (gas canalizado): Se centra en gran medida en el índice de Wobbe, garantizando que cuando el biometano se mezcle con gas natural fósil, los aparatos de consumo quemen el combustible de forma segura sin ajustar las relaciones aire-combustible.
- Combustible para el transporte (Bio-GNC/GNL): Cuando el GNR se comprime a más de 200 bares (GNC) o se congela criogénicamente a -162 °C (GNL), los límites de humedad se vuelven extremos. El punto de rocío del agua debe reducirse drásticamente (a menudo a -40 °C o menos) para garantizar que no se formen cristales de hielo, que podrían bloquear críticamente las válvulas de alta presión o destruir los intercambiadores de calor criogénicos.
- Materias primas químicas ecológicas: Un mercado emergente y muy lucrativo es el uso de GNR para producir metanol verde, amoníaco verde o hidrógeno de alta pureza. En síntesis química, las normas trascienden los requisitos básicos de combustión. Los catalizadores químicos son muy susceptibles de envenenarse. Por lo tanto, las normas para el biometano de calidad química exigen una tolerancia casi nula de oligoelementos específicos, en particular compuestos de azufre, halógenos y oxígeno, a menudo medidos en el rango de un solo dígito de partes por billón (ppb).
Flujo completo del proceso de tratamiento del biogás
La transformación de residuos orgánicos brutos en biometano es un proceso de ingeniería secuencial que consta de varias etapas. Aunque las tecnologías específicas empleadas pueden variar, una planta de tratamiento estandarizada se adhiere universalmente a un flujo de proceso de cuatro etapas.
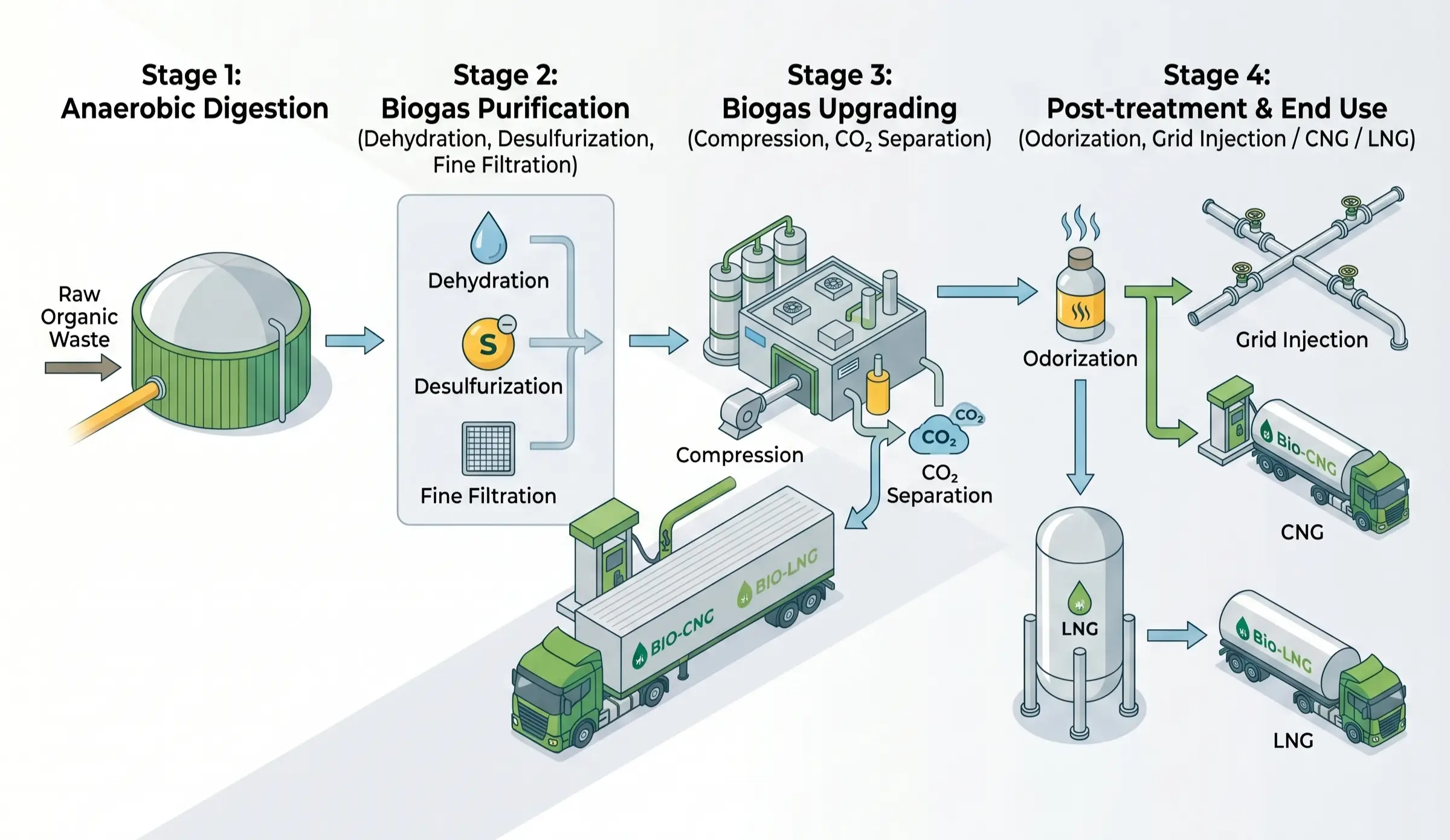
Fase 1: Generación en origen (digestión anaerobia)
El viaje comienza con la ingesta de materias primas, que pueden incluir residuos agrícolas, estiércol de ganado, residuos alimentarios municipales o aguas residuales orgánicas industriales. Estos materiales se introducen en grandes digestores anaerobios sellados. En ausencia de oxígeno, complejas comunidades microbianas descomponen la materia orgánica a lo largo de varias semanas.
El resultado es el biogás bruto. En este estado inicial, el gas es muy volátil y no está tratado. Suele salir a una temperatura de entre 30°C y 50°C y está 100% saturado de vapor de agua. Químicamente, se compone de 50-60% de metano (CH₄) y 30-45% de dióxido de carbono (CO₂), muy contaminado con sulfuro de hidrógeno (H₂S) altamente corrosivo, trazas de partículas de polvo y siloxanos.
Etapa 2: Depuración del biogás (eliminación de impurezas)
Antes de que pueda producirse cualquier procesamiento avanzado, el gas debe estabilizarse. La utilización de métodos de purificación del biogásLa etapa de purificación ejecuta tres pasos defensivos críticos:
- Condensación (deshidratación): El gas caliente bruto pasa por tuberías subterráneas o intercambiadores de calor de agua fría. Al bajar la temperatura, el vapor de agua se condensa en forma líquida y se evacua físicamente del sistema. De este modo se evita el encharcamiento y la corrosión de las tuberías aguas abajo.
- Desulfuración: El gas entra en recipientes de desulfuración para eliminar el H₂S letal. Dependiendo de la escala y de la carga de H₂S, los operadores emplean depuradores biológicos (con bacterias especializadas que se alimentan de azufre), depuradores químicos (con soluciones alcalinas) o medios de desulfuración de lecho seco (como esponjas de hierro o gránulos de óxido de hierro) para neutralizar el gas ácido.
- Pulido: Por último, el gas pasa a través de filtros de carbón activado de lecho profundo. Este paso crucial de pulido atrapa los compuestos orgánicos volátiles (COV), el micropolvo residual y los siloxanos altamente nocivos.
Etapa 3: Mejora del biogás (separación de CO₂)
Una vez limpio y seco, el gas pasa a la planta de tratamiento para eliminar el dióxido de carbono. Esta fase de conversión de biogás en biometano es responsable del aumento del valor financiero del producto final.
- Compresión y deshidratación profunda: Las tecnologías de mejora funcionan a presiones elevadas. El gas purificado se introduce en compresores de alta calidad que elevan la presión a 10-16 bares (o más). Como la compresión aumenta el riesgo de condensación, el gas se hace pasar por lechos desecantes avanzados (como tamices moleculares) para lograr una supresión extrema del punto de rocío, garantizando que esté totalmente seco.
- Núcleo CO₂ Separación: El gas a alta presión se conduce a la unidad central de mejora. Utilizando principios físicos o químicos avanzados, como la separación por membranas, la adsorción por cambio de presión (PSA) o el lavado con aminas, las moléculas de CO₂ se aíslan y se ventean (o se capturan para otros usos). El gas resultante es biometano de gran pureza, con una concentración de metano superior a 95%, 98% o >99%, dependiendo de la tecnología específica.
Etapa 4: Tratamiento posterior y uso final
El biometano de gran pureza requiere una preparación final antes de su distribución comercial. Como el biometano puro es completamente inodoro e incoloro, plantea un grave riesgo de seguridad en caso de fuga. Por eso, si el gas se destina a la red pública, se somete a una dosificación precisa y a una odorización -inyección de mercaptanos o tetrahidrotiofeno (THT)- de olor característico para cumplir la normativa de seguridad.
La ruta final depende del modelo de negocio: se comprime aún más en GNC para flotas de vehículos especializados, se licua criogénicamente en GNL para el transporte pesado, o se regula para igualar la presión del gasoducto para la inyección directa en la red.
Tecnologías básicas de mejora del biogás: Una comparación exhaustiva
El corazón de una planta de biometano es la tecnología de separación del CO₂. Seleccionar el mecanismo adecuado es una compleja decisión de ingeniería que equilibra los requisitos de pureza, la disponibilidad de energía y el gasto de capital. A continuación se ofrece un desglose detallado de los cuatro mecanismos dominantes tecnologías de mejora del biogás que operan actualmente en el mercado mundial.
- Lavado con agua (absorción física): Se trata de una de las tecnologías de mejora más antiguas y sólidas. Su principio de funcionamiento se basa en el hecho físico de que el CO₂ es mucho más soluble en agua que el metano. En una torre de lavado, el biogás bruto a alta presión se inyecta en la parte inferior mientras que el agua fresca o regenerada se pulveriza fuertemente desde la parte superior. Mediante este contacto a contracorriente, el agua absorbe agresivamente el CO₂ (y el H₂S residual). El metano purificado, que no se disuelve, sale de forma segura por la parte superior de la columna. Aunque mecánicamente sencillo y muy tolerante a las impurezas, confiar en depuración de agua para la mejora del biogás requiere grandes volúmenes de agua y una potencia eléctrica considerable para las bombas de circulación de agua.
- Absorción química (lavado con aminas): A diferencia del lavado con agua, que se basa en la disolución física, el lavado con aminas utiliza una reacción química reversible. El biogás se hace pasar por un disolvente líquido, normalmente una solución de alcanolamina (como MEA o DEA). La amina se une químicamente a las moléculas de CO₂ con extrema eficacia, permitiendo el paso de metano prácticamente puro. El disolvente "rico", ahora cargado de CO₂, se dirige a una columna de extracción donde se despresuriza y se somete a un calor intenso (normalmente superior a 120 °C). Este calor rompe el enlace químico, venteando el CO₂ y regenerando el disolvente amínico para su reutilización continua. Produce la mayor pureza de metano disponible, pero depende totalmente de una fuente de energía térmica barata y abundante.
- Adsorción por cambio de presión (PSA): El proceso de psa mejora del biogás es una tecnología seca que se basa en materiales sólidos porosos avanzados, como tamices moleculares de carbono o tamices moleculares de zeolita. Estos tamices presentan poros microscópicos adaptados a tamaños moleculares específicos. A alta presión, las moléculas más pequeñas de CO₂ son forzadas a entrar en los poros del tamiz y quedan atrapadas (adsorbidas), mientras que las moléculas más grandes de CH₄ eluden la estructura del tamiz. Una vez que el tamiz está saturado, el sistema reduce la presión (el "swing"), haciendo que el tamiz libere el CO₂ al escape. Los sistemas PSA suelen utilizar de cuatro a seis lechos adsorbentes interconectados, que alternan entre las fases de adsorción y desorción para garantizar un flujo continuo e ininterrumpido de gas de alta pureza.
- Separación por membrana: Se trata de la tecnología de mejora de más rápido crecimiento en la actualidad debido a su modularidad. Utiliza membranas poliméricas de fibra hueca especialmente diseñadas. El principio se basa en la permeabilidad selectiva impulsada por la presión parcial. El biogás atraviesa miles de tubos de membrana microscópicos a alta presión. Como las moléculas de CO₂ son más pequeñas y "rápidas", atraviesan rápidamente las paredes de la membrana y se agotan. Las moléculas de CH₄, más grandes y "lentas", no pueden atravesar las paredes con facilidad y quedan retenidas dentro de los tubos, concentrándose a medida que recorren la longitud del módulo. Disponiendo las membranas en cascadas de dos o tres etapas, los operadores pueden ajustar con precisión el equilibrio entre la pureza del producto y la recuperación de metano.
Matriz de comparación y dimensiones clave de la decisión
Para facilitar una evaluación clara desde el punto de vista de la ingeniería, la siguiente matriz compara los principales indicadores de rendimiento de las cuatro tecnologías principales:
| Tecnología | Intervalo óptimo de caudal | Pureza máxima del metano | Deslizamiento de metano (pérdida) | CAPEX (Inversión inicial) | Características OPEX (demanda de energía) |
|---|---|---|---|---|---|
| Lavado con agua | Medianas a muy grandes (>1000 Nm³/h) | 97% - 98% | 1% - 2% | Moderado | Alto consumo de electricidad (bombeo de agua); alto consumo de agua. |
| Lavado con aminas | De grande a muy grande (>1500 Nm³/h) | > 99,9% | < 0,1% (Insignificante) | Alta | Energía térmica muy alta (calor para la regeneración de disolventes); electricidad baja. |
| PSA | Mediana a grande (>500 Nm³/h) | 97% - 98% | 1,5% - 3% | Moderado a alto | Electricidad moderada (compresión); requiere la sustitución periódica de los soportes. |
| Membrana | De pequeño a gran tamaño (altamente escalable) | 97% - 99% | 0,5% - 1,5% | Bajo a moderado | Alta Electricidad (Requiere la mayor presión de alimentación); Sustitución periódica de la membrana. |
Resumen multidimensional: La matriz revela límites claros para el despliegue tecnológico. La depuración con aminas es la opción indiscutible cuando la red exige una pureza ultra alta (>99%) y se dispone de abundante calor residual para reducir el coste operativo. La depuración con agua es sólida, pero está limitada geográficamente por la disponibilidad de agua y la normativa sobre vertidos al medio ambiente. El PSA está muy maduro y gestiona bien las composiciones variables del gas, aunque los operadores deben calcular el impacto económico de su deslizamiento de metano ligeramente superior. La separación por membranas domina el mercado moderno de mediana escala debido a su modularidad inigualable, que permite a los ganaderos añadir fácilmente bastidores de membranas a medida que crece su capacidad de digestión, y a su funcionamiento "plug-and-play" relativamente sencillo, a pesar de depender en gran medida de la energía de compresión eléctrica.
Cómo elegir el sistema adecuado para su planta
Seleccionar el óptimo sistema de mejora del biogás no se trata de encontrar la "mejor" tecnología, sino de identificar la más rentable para las condiciones específicas de su emplazamiento. Una evaluación tecnoeconómica exhaustiva debe valorar varias variables entrelazadas.
Caudal y materias primas
La escala de producción de biogás bruto suele ser el factor decisivo. Para proyectos agrícolas de tamaño pequeño o mediano (que produzcan menos de 500 a 1.000 Nm³/h de gas bruto), la separación por membrana es la opción preferida. Su bajo CAPEX inicial y su naturaleza modular en contenedores la hacen económicamente viable para los flujos más pequeños. Por el contrario, en el caso de las grandes plantas de tratamiento de aguas residuales municipales o los digestores industriales (que producen más de 2.000 Nm³/h), las economías de escala se decantan drásticamente a favor de los sistemas de lavado con aminas o de depuración de agua a gran escala.
Además, la materia prima de origen define la composición inicial del gas, dictando el pretratamiento necesario. Por ejemplo, el gas de vertedero es muy difícil de procesar porque la naturaleza no sellada de los vertederos permite que el oxígeno (O₂) y el nitrógeno (N₂) atmosféricos contaminen en gran medida el gas. Dado que las membranas tienen dificultades para separar eficazmente el nitrógeno del metano (ya que sus tamaños moleculares son muy similares), los sistemas PSA avanzados diseñados con tamices moleculares específicos que rechazan el nitrógeno son a menudo la única ruta tecnológica viable para los proyectos de mejora de LFG.
CAPEX, OPEX y deslizamiento de metano
Un error fatal en la planificación de proyectos es centrarse únicamente en el gasto de capital inicial (CAPEX). En un proyecto de biometano con una vida útil de 15 a 20 años, los gastos de explotación (OPEX) eclipsarán varias veces los costes iniciales de hardware. Los operadores deben calcular meticulosamente las tarifas de los servicios públicos locales: una región con electricidad barata pero gas natural caro favorece las membranas, mientras que un emplazamiento con calor residual térmico gratuito prácticamente exige un sistema de aminas.
Igualmente crítica es la evaluación financiera del "deslizamiento de metano". El deslizamiento de metano se refiere al pequeño porcentaje de CH₄ valioso que se escapa con el CO₂ de escape durante el proceso de separación. Si una planta produce 1.000 metros cúbicos de metano por hora, un deslizamiento de 2% representa 20 metros cúbicos de producto perdido cada hora, 24 horas al día, 7 días a la semana. A lo largo de una década, esto equivale a enormes pérdidas directas de ingresos. Además, dado que el metano es un potente gas de efecto invernadero (más de 25 veces más impactante que el CO₂), los altos índices de deslizamiento acarrearán graves penalizaciones financieras en los marcos modernos de contabilidad del carbono, lo que podría descalificar al proyecto para recibir créditos medioambientales de gran valor.
Consideraciones clave sobre mantenimiento y funcionamiento
Incluso la planta de mejora más sofisticada fracasará económicamente si se descuida el mantenimiento rutinario. Garantizar una alta disponibilidad de la planta (tiempo de actividad) requiere un enfoque proactivo del mantenimiento operativo tanto en el segmento de purificación como en el de mejora.
Mantenimiento rutinario de los sistemas de depuración
La parte delantera de la depuradora soporta la mayor parte de los contaminantes tóxicos y, por tanto, requiere la intervención física más frecuente. Los operadores de las plantas deben establecer calendarios estrictos para la sustitución de los medios. Los gránulos de óxido de hierro de los lechos de desulfuración en seco acabarán saturándose de azufre; si no se sustituyen antes de que se produzca la ruptura, se enviará una oleada letal de H₂S a los costosos compresores de mejora. Del mismo modo, los filtros de carbón activo de lecho profundo utilizados para la eliminación de siloxano deben controlarse mediante muestreos periódicos de gas y sustituirse sistemáticamente. Además, es necesario realizar inspecciones visuales y mecánicas rutinarias de los enfriadores de condensación y de las válvulas de drenaje de agua automatizadas para garantizar la evacuación constante de la humedad de los conductos de gas bruto.
Mantenimiento Actualización de equipos
El mantenimiento en la sección de mejora suele ser más predictivo y centrarse en los equipos rotativos y la degradación a largo plazo. Independientemente de la tecnología, los compresores de gas de alta presión son el corazón de la planta. Requieren un riguroso cumplimiento de los intervalos de cambio de aceite, control de vibraciones e inspecciones de rodamientos.
En el caso de tecnologías específicas, la atención cambia: Los sistemas de membrana requieren una supervisión constante de la filtración del gas de alimentación (filtros coalescentes) para garantizar que no lleguen gotas de aceite o agua líquida a los polímeros, lo que provocaría un ensuciamiento irreversible de la membrana. Los operadores deben hacer un seguimiento de la eficacia de permeación a lo largo de los años para presupuestar las posibles sustituciones de los módulos de membrana. Los sistemas de aminas exigen que los ingenieros químicos comprueben periódicamente la degradación térmica del disolvente y la formación de espuma corrosiva, añadiendo agentes antiespumantes y amina fresca de reposición según sea necesario. En los sistemas PSA, la secuencia de válvulas debe calibrarse a la perfección y las propias válvulas neumáticas deben revisarse para evitar fugas de presión que destruyan la eficacia de la separación.
Asegure la eficiencia de su planta de biogás
En el proceso de mejora del biogás, especialmente en las operaciones PSA y en la deshidratación frontal profunda, la capacidad de adsorción y la resistencia al aplastamiento de los tamices moleculares de alto rendimiento determinan directamente la tasa de recuperación de metano y la estabilidad operativa a largo plazo del sistema. Como fabricante original con más de 28 años de experiencia en el sector, JALON suministra tamices moleculares y desecantes de alúmina activada de alta calidad y altamente personalizados, diseñados para garantizar una producción continua de gas de pureza ultra alta.








