Soporte de catalizadores: Guía de materiales y usos
¿Qué es la ayuda catalizadora?
Los metales activos utilizados en aplicaciones industriales, como el platino, el paladio y el rodio, son muy caros. Si estos metales activos se introducen en un reactor a granel, tienden a aglomerarse en partículas de catalizador más grandes. Esto reduce la velocidad de reacción, con la consiguiente pérdida de sustancia activa.
Un soporte catalizador es un material sólido, muy poroso, diseñado para proporcionar una vasta superficie física sobre la que pueden dispersarse estos componentes activos (nanopartículas metálicas, hasta un solo átomo superficial). Al anclar estos componentes activos en su lugar, los soportes crean y mantienen separaciones físicas de las partículas metálicas. El material de soporte sólido también determina la forma del catalizador, como gránulos, extruidos y esferas, de modo que el catalizador pueda cargarse en reactores industriales a gran escala sin provocar grandes caídas de presión en el flujo de fluidos, manteniendo una baja caída de presión.
Para comprender los requisitos de un soporte, es fundamental dividir la catálisis en dos métodos o tipos principales: homogénea y heterogénea.
Catálisis homogénea
El catalizador se encuentra en la misma fase que los reactivos, funcionando a menudo como una solución homogénea. El catalizador es más difícil de separar de la mezcla de reacción, por lo que a menudo se requieren pasos adicionales de purificación aguas abajo, lo que aumenta el coste del proceso.
Catálisis heterogénea
El catalizador se encuentra en una fase diferente a la de los reactivos. Normalmente, el catalizador es un sólido, mientras que los reactivos están en fase gaseosa o líquida. Este estado permite tener procesos industriales ininterrumpidos, en los que los productos pueden salir del reactor mientras el catalizador sólido permanece.
El soporte del catalizador es primordial en la catálisis heterogénea, ya que proporciona el estado físico, la estabilidad dimensional y la geometría de superficie necesarios para permitir reacciones químicas sostenidas a gran escala y diversos procesos químicos.
Propiedades clave que influyen en la eficacia catalítica
La elección de los materiales de soporte de los catalizadores no se hace al azar. En función de los procesos industriales, los ingenieros deben tener en cuenta una serie de factores físicos y químicos para garantizar que el catalizador final rinda como se espera y mantenga la actividad global del catalizador. Tres factores principales determinan este rendimiento.
Superficie y dispersión del sitio activo
El objetivo principal de un soporte es maximizar la dispersión del metal activo, aprovechando una mayor superficie. La dispersión describe el número de átomos de metal activo en la superficie en comparación con el número total de átomos de metal. Los soportes con áreas superficiales elevadas (medidas como área superficial específica en metros cuadrados por gramo (m²/g) utilizando el método BET (Brunauer-Emmett-Teller)) ofrecen mayores oportunidades de anclaje para el metal activo. En última instancia, la superficie de un catalizador determina su potencial.
Cuando los soportes tienen una superficie de 100 m²/g o incluso 1000 m²/g, los fabricantes pueden conseguir una elevada actividad catalítica con menores cargas de metales nobles costosos. Una alta dispersión es directamente proporcional a una alta frecuencia de rotación (el número de transformaciones químicas por sitio activo por segundo). Si las condiciones del proceso hacen que la superficie se deteriore, los sitios activos migrarán y se fusionarán, lo que provocará una reducción significativa de la actividad catalítica.
Porosidad y distribución del tamaño de los poros
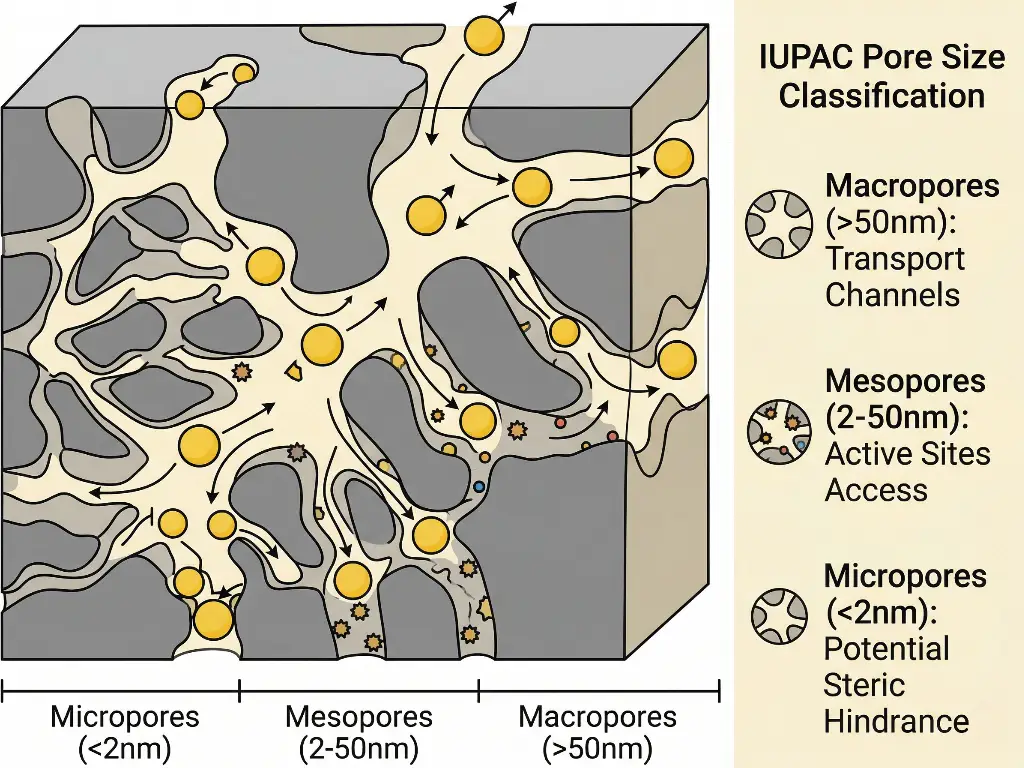
Incluso con una superficie elevada, una estructura de soporte puede ser ineficaz si sus sitios activos internos no pueden ser alcanzados por las moléculas reactivas; la compleja arquitectura de poros de un soporte dicta la transferencia de masa de un catalizador. Los reactivos deben difundirse a través de la estructura porosa, reaccionar con los sitios activos y los productos deben volver a difundirse a través de la estructura porosa y salir.
Según la clasificación de la IUPAC, la distribución del tamaño de los poros se divide en tres categorías:
Microporos
Menos de 2 nanómetros.
Mesoporos
Entre 2 y 50 nanómetros.
Macroporos
Superior a 50 nanómetros.
Si la estructura de poros es totalmente microporosa y las moléculas reactivas son grandes, el impedimento estérico hará inaccesibles las superficies interiores del área de soporte. Por otro lado, si el soporte está formado sólo por macroporos, la difusión será rápida, pero la superficie total y la dispersión del metal serán demasiado bajas para mantener velocidades de reacción elevadas. Por lo tanto, a la hora de diseñar un soporte catalizador, los mejores son los que tienen una combinación de estructuras porosas, donde los macroporos se utilizan como canales de transporte y las regiones mesoporosas o microporosas se utilizan para crear sitios activos. Este equilibrio garantiza un elevado volumen de poros.
Resistencia mecánica y estabilidad térmica
Los procesos químicos se producen lejos de los pequeños vasos de precipitados a escala de laboratorio con los que uno podría estar acostumbrado a trabajar. En su lugar, se utilizan grandes reactores de lecho fijo que pueden tener decenas de metros de altura. Un soporte de catalizador tiene que ser capaz de soportar la presión hidrostática del lecho de catalizador que tiene encima. Si el soporte tiene una resistencia al aplastamiento inadecuada (carece de suficiente resistencia mecánica y de propiedades mecánicas generales), los gránulos de la parte inferior del reactor se romperán y se convertirán en polvo. Este polvo se acumula en los espacios vacíos entre los gránulos intactos restantes, lo que provoca una gran caída de presión en el reactor. Esto provocará una parada imprevista y costosa de toda la planta.
Igualmente importante es la estabilidad térmica del soporte. Muchas de las reacciones catalíticas, como la oxidación y el hidrocraqueo, son exotérmicas. Esto significa que se genera una cantidad considerable de calor, y es importante que el soporte, incluso a estas altas temperaturas, mantenga y conserve su identidad estructural, mostrando una elevada estabilidad térmica junto con su volumen de poros y su área superficial. Si el material de soporte se funde, o si sufre algún cambio de fase o colapso estructural debido a las elevadas temperaturas, entonces ese soporte también perderá actividad catalítica.
Aplicaciones industriales de los soportes catalíticos
Los soportes de catalizadores se construyen según los requisitos específicos de las distintas industrias. Sus condiciones de funcionamiento específicas determinan qué materiales se utilizan.
Refinado y procesamiento petroquímico
El refinado petroquímico convierte el petróleo crudo en combustibles y componentes químicos mediante procesos que funcionan a temperaturas y presiones extremas, a menudo en entornos con distintos niveles de acidez. Ejemplos notables son el craqueo catalítico fluido (FCC) y el reformado catalítico. Los soportes en estos procesos deben tener propiedades ácidas débiles para promover la escisión de los enlaces de carbono e iniciar la isomerización. Por este motivo, se utilizan alúmina activada y otros tamices moleculares cristalinos artificiales, ya que tienen los sitios ácidos, los límites térmicos y las propiedades mecánicas necesarios para soportar ciclos repetidos y continuos de regeneración del carbono, en los que el carbono se quema a una temperatura elevada.
Control de emisiones medioambientales
Debido a los estrictos requisitos normativos, es necesario controlar las emisiones peligrosas, especialmente los compuestos orgánicos volátiles (COV), los óxidos de nitrógeno (NOx) y los óxidos de azufre (SOx). En el proceso de aplicaciones industriales como la oxidación catalítica regenerativa (RCO) y los gases de escape de los automóviles, el soporte facilita las reacciones rápidas de oxidación o reducción. En este caso, el papel del soporte del catalizador es fundamental para su durabilidad. El tratamiento de los COV industriales se hace más difícil en condiciones de alta humedad. En estas situaciones, suele ocurrir que el vapor de agua compite con los COV por los sitios disponibles para la adsorción a lo largo del catalizador. En estos casos, se utilizan zeolitas hidrófobas (que repelen el agua) en el tratamiento de COV industriales. Estas zeolitas son las únicas capaces de repeler el agua a la vez que adsorben y concentran selectivamente los COV en los sitios metálicos activos, garantizando una alta eficacia de destrucción en las corrientes de escape húmedas.
Síntesis de química fina
La síntesis de productos farmacéuticos, agroquímicos y polímeros especiales implica reacciones complejas de varios pasos, como hidrogenaciones u oxidaciones selectivas. En estos procesos, la alta pureza del producto es crítica; por lo tanto, deben evitarse estrictamente las reacciones secundarias, lo que requiere que el soporte del catalizador sea químicamente inerte. Si el soporte tiene sitios ácidos o básicos no deseados, podría catalizar la formación de subproductos no deseados. En la producción de química fina, los materiales con superficies neutras -como el gel de sílice de gran pureza o determinadas matrices de carbono- se emplean habitualmente para lograr una selectividad absoluta.
Energías emergentes y electrocatálisis
Los dispositivos electroquímicos -específicamente las pilas de combustible de membrana de intercambio de protones (PEMFC) y los electrolizadores de agua para la producción ecológica de hidrógeno- son fundamentales en el cambio hacia las energías renovables. En estas aplicaciones, los requisitos de los soportes catalíticos difieren fundamentalmente de los de la termocatálisis tradicional. A diferencia de los soportes termocatalíticos, estos materiales deben ser conductores electrónicos para completar el circuito y estar diseñados para soportar potenciales electroquímicos extremos en fases líquidas muy ácidas o básicas. En condiciones tan duras, los óxidos metálicos convencionales tienden a disolverse. En consecuencia, los carbones conductores de alta superficie, como los nanotubos de carbono, y los óxidos metálicos resistentes a la corrosión (por ejemplo, los óxidos de titanio o tántalo dopados) se han convertido en las principales opciones para los soportes de electrocatalizadores.
Materiales comunes de apoyo a los catalizadores

Para una especificación de ingeniería eficaz, es importante conocer las propiedades intrínsecas de los materiales. Los siguientes materiales ejemplifican los fundamentos del soporte de catalizadores industriales. Cada uno de los materiales enumerados tiene unas propiedades físicas y químicas únicas que establecen los límites operativos, dictados en gran medida por su estabilidad química general.
Alúmina activada
γ-Al2O3 (Gamma-alúmina) es uno de los soportes catalizadores más utilizados en todo el mundo. Posee una combinación única de gran superficie (de 100 a más de 300 m²/g), resistencia mecánica superior y características superficiales anfóteras (contiene sitios ácidos y básicos en función de la síntesis). Su estabilidad térmica lo convierte en la opción preferida para aplicaciones de alta temperatura, como el refinado de petróleo, las unidades Claus de recuperación de azufre y los catalizadores de automoción. Además, su robusta estructura física resiste altas tensiones mecánicas, evitando caídas de presión dentro del reactor. Sin embargo, a temperaturas elevadas (normalmente superiores a 800°C), especialmente en presencia de vapor, la gamma-alúmina experimenta una transición de fase hacia α-Al2O3 (alfa-alúmina). Este colapso estructural provoca una drástica reducción de la superficie y la consiguiente desactivación del catalizador.
Zeolitas y tamices moleculares
Las zeolitas son materiales cristalinos hechos de aluminio y silicio con estructuras altamente ordenadas de microporos internos. Las zeolitas, a diferencia de los soportes amorfos, tienen una gran uniformidad con tamaños de poro específicos de 0,3 a 1,0 nanómetros, mientras que los soportes amorfos tienen distribuciones aleatorias y amplias de tamaños de poro. Debido a esta uniformidad y precisión a microescala, las zeolitas presentan una forma especializada de catálisis denominada "catálisis selectiva por forma". Con estos materiales, sólo los reactivos que son más pequeños que los tamaños de poro de la zeolita pueden acceder a los sitios catalíticos internos y sólo los productos específicos pueden salir y continuar a la siguiente etapa de la catálisis. Además de esto, las zeolitas son muy deseables porque es posible, modificando la síntesis de una zeolita y controlando la relación Si/Al, obtener zeolitas con una acidez superficial modificada, de ligeramente a muy ácida. Esta característica de las zeolitas las hace extremadamente valiosas en el craqueo catalítico fluido, así como en la isomerización compleja.
Gel de sílice (SiO2)
El gel de sílice, un tipo de dióxido de silicio amorfo y muy poroso, tiene una superficie neutra en general y rinde sistemáticamente más de 200 m²/g hasta 800 m²/g de superficie. En la fabricación de catalizadores, el control preciso de la estructura interna de los poros a lo largo de la síntesis sol-gel proporciona el mayor beneficio. Además, los ingenieros diseñan soportes de sílice con tamaños de mesoporos y macroporos muy específicos que permiten el paso de grandes moléculas reactivas. Debido a sus características totalmente inertes, la sílice se selecciona a menudo como soporte para metales activos en los casos en que los sitios ácidos o básicos causarían polimerización, craqueo o reordenamientos indeseables de los reactantes. Su mayor inconveniente es la falta de estabilidad hidrotérmica, ya que el armazón de sílice se degrada cuando se somete a ambientes de alta temperatura y humedad.
Materiales de carbón activado
Las distintas formas de carbono, como el carbono activado, el negro de humo y los nanotubos de carbono artificiales, tienen superficies específicas que pueden superar los 1.000 m²/g. La estructura única del carbono le confiere una serie de propiedades, como la conductividad eléctrica intrínseca y una gran resistencia a los ataques químicos en entornos muy ácidos y muy básicos. Por esta razón, el carbono sirve como sustrato esencial para la incorporación de los metales nobles (es decir, platino, paladio y rutenio) en la hidrogenación en fase líquida, la recuperación de metales preciosos y la electrocatálisis moderna. Sin embargo, los soportes de carbono tienen un inconveniente fundamental: la falta de estabilidad térmica en ambientes oxidantes. Cuando las temperaturas superan los 400 °C, el soporte de carbono entra en combustión, perdiéndose todo el lecho catalítico.
Cerámica y monolitos
Cuando una aplicación industrial requiere fluctuaciones intensas y rápidas de temperatura, caudal de gas y presión, las limitaciones de diseño de ingeniería harían ineficaces los soportes de partículas estándar (soportes de gránulos y perlas). Para estas situaciones, se utilizan monolitos de cerámica, especialmente estructuras de cordierita. Estos monolitos están formados por varios canales de flujo de gas paralelos y rectos. Debido al bajo coeficiente de dilatación térmica de la cordierita, los monolitos de este material son resistentes a los choques térmicos. Aunque el monolito cerámico desnudo tiene una superficie extremadamente baja (normalmente < 2 m²/g), se aplica una capa de lavado de un material muy poroso (normalmente alúmina activada) a las paredes del canal para aumentar la superficie y mejorar la interacción del flujo con la capa de lavado. Posteriormente, el metal activo se deposita sobre esta capa de lavado. Esta es la configuración típica que se encuentra en los catalizadores de los automóviles y en los sistemas de control de emisiones de las grandes centrales eléctricas.
Titania y circonio
Dióxidos de titanio y circonio (TiO2 y ZrO2) son soportes especializados de óxidos de metales de transición. Aunque sus superficies de base suelen ser un poco inferiores a las que se observan con la alúmina o la sílice estándar, se utilizan para un fin muy específico, que es aprovechar un fenómeno químico conocido como fuerte interacción metal-soporte (SMSI). En determinadas condiciones de un proceso reductor, parte de la superficie de estos óxidos se reduce parcialmente, y el soporte experimenta una migración física que encapsula parcialmente las nanopartículas metálicas activas. Este tipo de encapsulación física altera drásticamente los estados electrónicos y las características de quimisorción del metal activo, lo que puede resultar en una mejora más significativa de su actividad catalítica y selectividad hacia algunas vías de reacción específicas. Esto es de gran importancia para la fotocatálisis industrial, la hidrogenación selectiva de CO y la conversión específica de gas de síntesis.
Cómo elegir el soporte adecuado
Elegir el soporte de catalizador correcto implica adaptar las condiciones termodinámicas, de estabilidad química y físicas exactas del proceso industrial a las propiedades intrínsecas del material de soporte. Utilizar materiales "tal cual" sin estudiar las condiciones del proceso conduce invariablemente al fracaso del catalizador. El uso adecuado del soporte del catalizador garantiza fundamentalmente que éste funcione con eficacia.
La siguiente tabla presenta un resumen de los parámetros comparativos de los principales materiales de soporte que se incluirán en el proceso de especificación de ingeniería:
| Tipo de material | Superficie típica (m²/g) | Estabilidad térmica | Acidez superficial/Basicidad | Principales ventajas industriales | Limitación principal |
|---|---|---|---|---|---|
| Alúmina activada | 100 - 300 | Excelente (hasta 800°C) | Anfótero | Alta resistencia al aplastamiento, aplicabilidad universal en procesos de alto calor. | Sujeto a transición de fase (γ a α) a temperaturas extremas. |
| Zeolitas / tamices moleculares | 300 - 1000+ | De bueno a excelente | Altamente sintonizable (principalmente ácido) | Selectividad precisa de la forma, control estricto del tamaño de los poros, sitios ácidos altamente activos. | Sensible a la obstrucción de microporos por hidrocarburos pesados o coquización. |
| Gel de sílice | 200 - 800 | Moderado | Neutro | Químicamente inerte, evita reacciones secundarias en síntesis de química fina. | Menor estabilidad hidrotérmica en comparación con la alúmina. |
| Carbón activado | 800 - 1500+ | Pobre (en oxígeno) | Neutro / Inerte | Excelente resistencia química a ácidos/bases fuertes, alta conductividad eléctrica. | Combustión en aire a temperaturas elevadas. |
| Monolitos de cerámica | < 2 (requiere capa de lavado) | Excepcional | Neutro | Expansión térmica casi nula, sobrevive a choques térmicos masivos, baja caída de presión. | Requiere complejas fases de lavado para proporcionar la superficie necesaria. |
| Titania / Circonio | 10 - 100 | Bien | Ligeramente ácido | Presenta una fuerte interacción metal-soporte (SMSI), mejora las vías de reacción específicas. | Mayor coste del material, menor superficie de base. |
Para utilizar estos datos de forma productiva, analice la aplicación específica del sector de forma estructurada.
- Determinar la temperatura y la atmósfera: Para procesos por encima de 500°C en un entorno de oxígeno (tratamiento de gases de escape, por ejemplo), deben descartarse los componentes de carbono. Los monolitos de alúmina activada y cordierita serán sus opciones óptimas.
- Determinar la necesidad de selectividad: Para las reacciones que requieren la separación de moléculas que difieren en una fracción de nanómetro (esto incluye la isomerización del xileno y determinadas purificaciones de gases), la zeolita es prácticamente la elección estándar. Esto se debe al particular tamaño de los poros cristalinos.
- Determinar el entorno químico: Para los catalizadores que funcionan en ácido líquido muy corrosivo (como en algunos electrolizadores), la alúmina y la sílice se disolverán. Por tanto, hay que elegir entre carbono y óxidos metálicos muy específicos para garantizar una estructura robusta.
- Determinar el riesgo de subproducto: Para las materias primas que contienen moléculas sensibles que tienden a polimerizar fácilmente en zonas ácidas, evite utilizar zeolitas fuertemente ácidas o alúmina anfótera. En su lugar, se recomienda utilizar sílice inerte para minimizar la formación de subproductos.
Solución de problemas de desactivación de catalizadores
Los catalizadores se desactivan gradualmente a lo largo de los procesos industriales, poniendo a prueba la integridad de su soporte. Incluso cuando inicialmente cumplen las especificaciones de rendimiento, una vez que se produce la desactivación, los ingenieros deben determinar la causa para sugerir un material de soporte más adaptable que reduzca el tiempo de inactividad del catalizador.
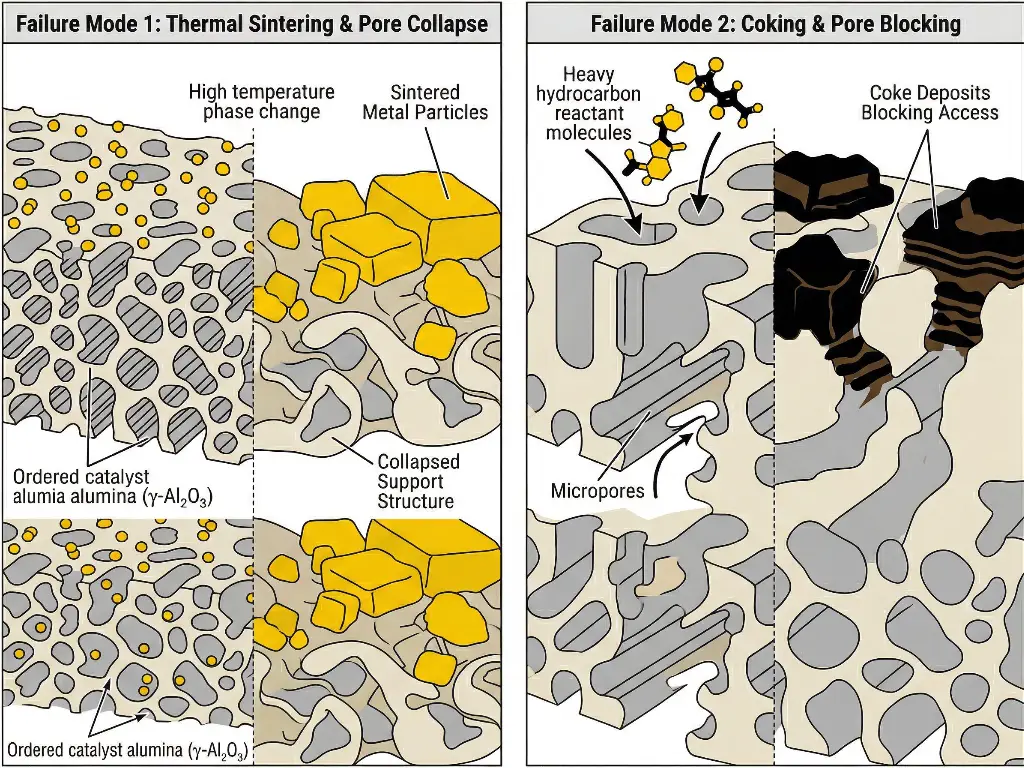
Sinterización térmica y colapso de poros
El fallo se produce cuando las exposiciones térmicas superan los límites de diseño definidos y provocan el colapso de las paredes de los poros internos. El resultado es un drástico colapso a microescala de las superficies internas. En el caso de la alúmina activada, se produce un cambio de fase irreversible de la fase gamma de gran superficie a la fase alfa de baja superficie. A medida que disminuye la superficie, las partículas activas se colapsan y se aglomeran en partículas grandes e inactivas.
Coquización y ensuciamiento
Durante la reacción de hidrocarburos pesados, las reacciones secundarias conducen a la formación de coque, que se deposita en las superficies internas del soporte. En los materiales totalmente microporosos, como las zeolitas clásicas, estos depósitos obstruyen rápidamente las entradas a los poros y niegan por completo el acceso de los reactantes a los sitios activos dentro de los cristales.
Lixiviación activa de metales
El metal activo se desprende del soporte y fluye con la corriente de reactivo líquido. Esto puede ocurrir porque la adherencia del metal al soporte es demasiado débil, o porque el propio soporte se disuelve lentamente en las condiciones de reacción, arrastrando consigo el metal.
Conclusión y próximos pasos
La especificación de un soporte de catalizador es una decisión de ingeniería crítica que dicta la eficiencia de la planta, la pureza del producto y el tiempo de funcionamiento del reactor. Ya se trate de maximizar la dispersión del platino, resistir el colapso térmico en una unidad de oxidación o utilizar la selectividad de forma precisa de una estructura de zeolita, las propiedades físicas y químicas correctas del soporte deben ajustarse perfectamente a las condiciones del proceso. Si no se tienen en cuenta factores como la distribución de los poros, la resistencia al aplastamiento o la acidez de la superficie, se produce inevitablemente una rápida coquización, sinterización y caídas de presión catastróficas.
Para las operaciones que buscan optimizar sus procesos catalíticos, mitigar la desactivación o desarrollar sistemas de separación de gases altamente especializados, es esencial asociarse con un fabricante experimentado. JALON aporta 28 años de experiencia en el sector, un equipo especializado de 91 expertos y un conjunto de equipos analíticos avanzados para resolver complejos retos catalíticos y de adsorción. Con instalaciones de producción totalmente automatizadas en China y Tailandia, JALON ofrece una cadena de suministro segura y certificada a nivel mundial sin cantidades mínimas de pedido (MOQ).
Para evaluar cómo la alúmina activada optimizada o los tamices moleculares de zeolita personalizados pueden mejorar el rendimiento de su proceso, póngase en contacto hoy mismo con nuestro equipo de ingeniería para obtener un informe gratuito de análisis del proyecto, una consulta de formulación personalizada y pruebas exhaustivas de muestras.








