Guía del proceso de adsorción industrial: Explicación de PSA, TSA y VPSA
01¿Qué es el proceso de adsorción?
La adsorción es un fenómeno de superficie: se produce cuando las moléculas de un gas o un líquido se adhieren a la superficie de un material sólido, en lugar de ser absorbidas por su masa. Piense en el carbón activado atrapando olores: las moléculas de olor se adhieren a la superficie del carbón, no lo absorben. Eso es adsorción, no absorción.
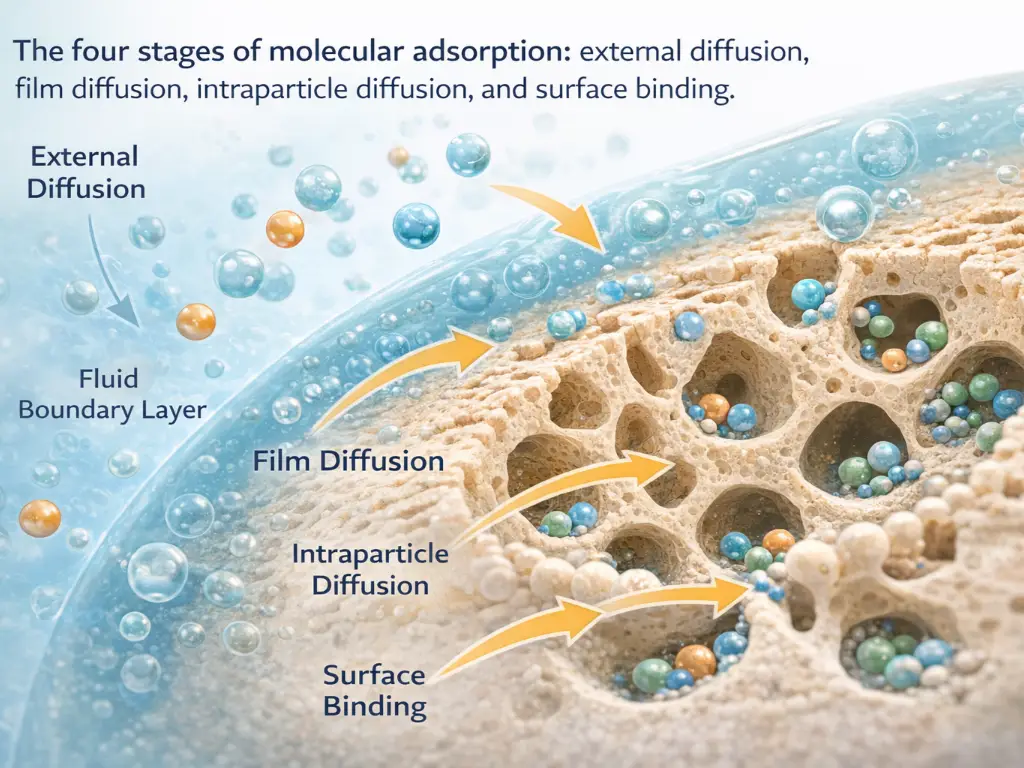
En un entorno industrial, este sencillo mecanismo de adhesión superficial se convierte en una herramienta de separación de alta ingeniería. El proceso sigue cuatro pasos secuenciales: en primer lugar, la molécula objetivo (el adsorbato) se desplaza desde el fluido a granel hacia la partícula adsorbente mediante difusión externa. A continuación, atraviesa la capa de película estancada que rodea la partícula: es la difusión en película. A continuación, se produce la difusión intrapartícula, en la que la molécula se desplaza por la estructura porosa interna hacia los puntos de unión activos. Por último, la molécula se une a la superficie: la reacción de adsorción propiamente dicha.
El mecanismo de unión determina la reversibilidad. En la fisisorción, las débiles fuerzas de Van der Waals sujetan la molécula a la superficie con energías de unión de 5-40 kJ/mol, lo bastante fuertes para capturarla y lo bastante débiles para liberarla durante la regeneración. En la quimisorción, se forman enlaces químicos reales con energías superiores a 40 kJ/mol, lo que hace que la unión sea mucho más difícil de revertir. Los procesos industriales de adsorción se basan sobre todo en la fisisorción porque es reversible: el adsorbente puede regenerarse y reutilizarse durante miles de ciclos.
La elección del proceso de adsorción depende de tres factores: qué se va a separar, a qué escala y en qué condiciones (Sociedad Internacional de Adsorción).
02Principales tipos de procesos industriales de adsorción
Todos los procesos industriales de adsorción comparten una lógica común: oscilan un parámetro del proceso para alternar entre la adsorción (captura) y la desorción (liberación). Los tres tipos dominantes sólo difieren en el parámetro que oscilan.
Adsorción por cambio de presión (PSA)
El PSA aprovecha una sencilla relación física: los gases se adsorben más fácilmente a mayor presión. El proceso presuriza el gas de alimentación para impulsar la adsorción y, a continuación, reduce la presión para desencadenar la desorción y regenerar el lecho.
Un ciclo PSA típico consta de cuatro pasos en secuencia. La presurización lleva el lecho a la presión de funcionamiento. A continuación se produce la adsorción, con la captura selectiva del componente objetivo a medida que pasa el gas producto. A continuación, la purga libera la presión, lo que provoca la desorción de las moléculas capturadas. Por último, una etapa de purga expulsa el gas residual desorbido del lecho mediante una corriente de producto, preparándolo para el siguiente ciclo.
El PSA domina las aplicaciones en las que el gas de alimentación ya está a una presión elevada - purificación de hidrógeno a partir del gas residual del reformador de metano a vapor, la generación de nitrógeno a partir de aire comprimido y la conversión de biogás en biometano. El proceso es rápido (tiempos de ciclo de 1 a 3 minutos), compacto y puede ofrecer una pureza extraordinaria: el hidrógeno PSA alcanza habitualmente el 99,999%.
La contrapartida es la energía: comprimir el gas de alimentación a presiones de funcionamiento superiores a 8 bares consume una cantidad considerable de electricidad.
Adsorción por cambio de temperatura (TSA)
La TSA oscila entre la temperatura y la presión. La adsorción se produce a temperatura ambiente o moderadamente baja. La regeneración calienta el lecho a 200-300°C mediante vapor o una corriente de gas caliente, expulsando las moléculas capturadas. A continuación se produce un enfriamiento antes de iniciar el siguiente ciclo de adsorción.
El punto fuerte de TSA es la profundidad. Dado que el calentamiento proporciona mucha más energía que la despresurización, el TSA consigue una regeneración más completa, lo que lo convierte en la tecnología preferida para la deshidratación profunda. Una unidad TSA puede situar el punto de rocío del gas natural por debajo de -100 °C, un nivel que ningún sistema PSA puede igualar. Esta es la razón por la que la deshidratación del gas natural, el secado del aire de instrumentación y la prepurificación de la separación criogénica del aire (eliminando todo rastro de H₂O y CO₂ antes del enfriamiento criogénico) funcionan con TSA.
El punto débil es la velocidad. Los ciclos de TSA duran de minutos a horas, requieren lechos adsorbentes más grandes y un mayor gasto de capital que los sistemas PSA equivalentes. Pero cuando la especificación exige sequedad absoluta, el TSA no es negociable.
Adsorción por cambio de presión al vacío (VPSA)
El VPSA es el hermano de PSA que ahorra energía. En lugar de comprimir el gas de alimentación a alta presión, el VPSA adsorbe a una presión ligeramente superior a la atmosférica y, a continuación, hace vacío (normalmente 0,1-0,2 bares absolutos) para regenerarse. Esto elimina el coste de la compresión del gas de alimentación, una ventaja decisiva cuando la corriente entrante está a presión ambiente y comprimirla consumiría más energía de la que vale la separación.
VPSA encontró su aplicación asesina en generación de oxígeno in situ. Una planta de oxígeno VPSA que utiliza zeolita intercambiada por litio (LiLSX) produce oxígeno puro 90-95% a 300-10.000 Nm³/h, que se utiliza en acerías, generadores de ozono para tratamiento de aguas residuales y procesos de oxidación química. Para capacidades inferiores a 10.000 Nm³/h, el VPSA suele ser más eficiente energéticamente que la separación criogénica del aire. La misma lógica lo convierte en una opción natural para la captura de CO₂ tras la combustión, cuando los gases de combustión llegan a presión atmosférica y la compresión no sería rentable.
03PSA vs. TSA vs. VPSA: cómo elegir el proceso adecuado
La elección entre estos tres procesos no depende de cuál es el "mejor", sino de cuál se adapta mejor a sus condiciones de alimentación, a su objetivo de pureza y a su presupuesto energético.
| Proceso | Parámetro Swing | Duración del ciclo | Fuente de energía | Lo mejor para | Limitación clave |
|---|---|---|---|---|---|
| PSA | Presión | 1-3 min | Electricidad (compresor) | Alimentación a alta presión: Depuración de H₂, generación de N₂/O₂, mejora del biogás. | Alto coste energético de compresión; requiere alimentación ≥3 bar. |
| TSA | Temperatura | De minutos a horas | Vapor o fluido térmico (130-150°C+) | Deshidratación profunda: secado por gas natural, prepurificación ASU, secado al aire | Camas grandes, ciclos lentos, CAPEX elevado |
| VPSA | Presión + Vacío | 1-5 min | Electricidad (soplante + bomba de vacío) | Alimentación a presión ambiente: O₂ in situ (300-10.000 Nm³/h), captura de CO₂ tras la combustión. | Complejidad de la bomba de vacío; menor rendimiento por lecho |
El árbol de decisión es sencillo. Si el gas de alimentación ya está a alta presión (por ejemplo, el gas de síntesis de un reformador de metano de vapor a 20 bares), el PSA es la opción obvia. Se deja que la presión existente haga el trabajo. Si se dispone de calor residual barato (una fuente de vapor o gas de combustión caliente), el TSA resulta mucho más económico porque no hay que pagar por la energía de regeneración. Si no se da ninguna de estas condiciones y la alimentación está a presión ambiente, el VPSA (o su variante más sencilla, el VSA, que adsorbe a presión atmosférica sin compresión de la alimentación) es probablemente la opción más rentable.
La clave está en adaptar el proceso a lo que ya está disponible en el emplazamiento, en lugar de añadir a ciegas compresores o generadores de vapor para forzar la adaptación a una tecnología preferida.
La regla de la pregunta única
¿Dispone de calor residual? → TSA.
¿Ninguna de las dos? → VPSA.
04Materiales adsorbentes: el motor de todo proceso de adsorción
Un sistema PSA o TSA bien diseñado sólo es tan bueno como el material que contiene en sus columnas. El adsorbente determina la selectividad, la capacidad y la vida útil, por lo que equivocarse en esta elección significa que el mejor diseño de proceso del mundo no funcionará.
| Adsorbente | Tamaño de poro | Superficie (m²/g) | Lo mejor para eliminar | Proceso típico | Limitación clave |
|---|---|---|---|---|---|
| Zeolita 3A | ~3 Å | 500-800 | H₂O (selectivo, excluye moléculas más grandes) | Deshidratación de TSA, secado de etanol, secado de refrigerantes | Inútil para cualquier cosa más grande que el agua |
| Zeolita 4A | ~4 Å | 500-800 | H₂O, CO₂, NH₃, metanol | Deshidratación general de gas/líquido, gas natural | Limitado a pequeñas moléculas polares |
| Zeolita 5A | ~5 Å | 500-800 | CO, CO₂, H₂S, mercaptanos, parafinas normales. | PSA Purificación de H₂, separación de O₂/N₂. | Excluye hidrocarburos ramificados/ciclicos |
| Zeolita 13X | ~10 Å | 500-900 | Grandes moléculas polares, CO₂, H₂S, COV. | VPSA O₂, endulzamiento de gas natural, captura de CO₂. | Mayor energía de regeneración que las zeolitas de poros más pequeños |
| LiLSX (Li-X) | ~10 Å | 700-900 | N₂ (máxima selectividad N₂/O₂) | Médico e industrial VPSA O₂ generación | Coste elevado; requiere regeneración por vacío |
| Carbón activado | 10-500 Å | 450-1,800 | Orgánicos, moléculas no polares, COV | Tratamiento del agua, recuperación de disolventes, control de olores | Pobre para moléculas polares; requiere regeneración térmica |
| Gel de sílice | ~50 Å | 300-800 | H₂O (alta capacidad con HR moderada-alta) | Secado al aire, control de la humedad | Baja capacidad a baja presión de vapor de agua |
| Alúmina activada | ~50 Å | 200-400 | H₂O, fluoruro | Deshidratación del gas (capa protectora), soporte del catalizador | Menor capacidad que los tamices moleculares a baja HR |
La lógica de la selección se deriva de la química. Las moléculas polares -agua, CO₂, H₂S, alcoholes- son atraídas por la estructura cargada de las zeolitas, que a bajas concentraciones de vapor de agua pueden contener 6-10 veces más humedad que el gel de sílice o la alúmina activada. Las moléculas orgánicas no polares se benefician más de la superficie hidrófoba del carbón activado. Para la deshidratación más profunda, nada iguala a un lecho de tamiz molecular 3A o 4A, razón por la cual todas las unidades criogénicas de separación de aire del planeta colocan una capa de prepurificación de tamiz molecular antes de la caja fría.
La fabricación moderna de tamices moleculares ha evolucionado para cubrir todo este espectro. Las líneas de productos comerciales de tamices moleculares abarcan ahora desde 3A hasta 13X, pasando por formulaciones especializadas intercambiadas con litio, cada una de ellas adaptada a una tarea de separación específica (Jalon). Esta especialización significa que los ingenieros ya no tienen que comprometerse con un adsorbente genérico "suficientemente bueno"; pueden especificar un material optimizado exactamente para su composición de alimentación y su objetivo de pureza.
En los lechos de deshidratación TSA, la práctica habitual consiste en colocar una capa de alúmina activada a la entrada de la columna, normalmente 10-20% de la altura total del lecho. Esta capa de sacrificio atrapa cualquier remanente de agua líquida, glicol o amina antes de que llegue a la capa de tamiz molecular aguas abajo, más costosa, lo que prolonga significativamente la vida útil del tamiz.
La norma 10-20%

05Aplicaciones industriales clave en las que los procesos de adsorción aportan valor
La adsorción industrial opera en tres amplios frentes: la separación de mezclas de gases en flujos puros, la eliminación de la humedad de los flujos de proceso y la habilitación de tecnologías emergentes de energía limpia.
Separación de gases - Oxígeno, nitrógeno, hidrógeno y más
El aire es aproximadamente 78% de nitrógeno y 21% de oxígeno. El proceso de adsorción los separa aprovechando el hecho de que el nitrógeno se adsorbe con más fuerza en determinadas zeolitas que el oxígeno: presuriza el aire, deja que el nitrógeno se adhiera y el oxígeno fluye con una pureza de 93±3%.
Este principio se aplica a los concentradores de oxígeno médicos (pequeñas unidades PSA con zeolita Li-X que suministran O₂ 93% a la cabecera del paciente), a las plantas industriales de oxígeno VPSA para la siderurgia (sistemas de 30.000 Nm³/h que alimentan hornos de arco eléctrico) y a los generadores de nitrógeno PSA que suministran gas inerte a plantas químicas y líneas de envasado de alimentos. La purificación de hidrógeno mediante PSA adopta el enfoque opuesto: las impurezas se adsorben mientras las pequeñas moléculas de H₂, que se mueven con rapidez, las atraviesan, lo que permite obtener hidrógeno puro al 99,999% a partir del gas de salida del reformador.
La mejora del biogás es básicamente el mismo proceso físico aplicado a una alimentación diferente: El CO₂ se adsorbe en la zeolita mientras que el metano pasa a través de ella, concentrando el CH₄ hasta obtener biometano de grado pipeline con una pureza superior a 97%.
Deshidratación y depuración - Mantener secos y limpios los flujos industriales
El vapor de agua en una corriente de gas no es una molestia menor: en un gasoducto de gas natural, forma hidratos sólidos que bloquean el flujo. En un sistema de refrigeración, se hidroliza en ácido clorhídrico o fluorhídrico que corroe los componentes internos del compresor. En una unidad criogénica de separación de aire, se congela a -180°C y obstruye los conductos del intercambiador de calor.
La deshidratación por adsorción responde a las tres preguntas. Los procesadores de gas natural utilizan unidades TSA llenas de tamiz molecular 4A para cumplir las especificaciones de punto de rocío de -21 °C o menos. Los fabricantes de refrigerantes incorporan tamiz molecular 3A (serie XH) directamente en el filtro deshidratador para eliminar la humedad residual antes de que pueda reaccionar. Y todas las ASU criogénicas de gran tamaño colocan una unidad de prepurificación TSA aguas arriba, normalmente cargada con alúmina activada (para la eliminación de agua a granel) y tamiz molecular de las series 13X o JLPM (para la eliminación de CO₂ por debajo de 0,1 ppm), ya que los cristales de hielo y el CO₂ congelado a temperaturas criogénicas destruirían la columna de destilación.
Qué le hace el vapor de agua a su sistema
- Tuberías: los hidratos sólidos bloquean el flujo
- Refrigerante: El ácido HCl/HF corroe el compresor
- ASU criogénica: tapones de hielo intercambiador de calor a -180°C
Fronteras emergentes - Captura de carbono, SAF y secado en batería
La adsorción no es sólo una herramienta industrial heredada. La captura de CO₂ tras la combustión mediante VPSA con zeolita 13X se está aplicando a escala piloto y de demostración, con un consumo energético de entre 0,3 y 0,6 GJ por tonelada de CO₂ capturada. En la producción de combustible de aviación sostenible (SAF), los catalizadores basados en tamices moleculares permiten el paso de isomerización que confiere al queroseno sintético las propiedades de flujo en frío necesarias para operar a gran altitud. Y en la fabricación de baterías de iones de litio, los tamices moleculares especiales secan los disolventes electrolíticos orgánicos por debajo de 10 ppm de humedad, una especificación que determina directamente la longevidad de la célula, ya que cualquier resto de agua reacciona con el electrolito para formar ácido HF que degrada el material del cátodo.
Estas aplicaciones comparten un denominador común: a medida que se endurecen las especificaciones de pureza y las normativas medioambientales, los procesos de adsorción pasan de ser "una de varias opciones" a "la única opción que cumple las especificaciones".
06Factores clave que influyen en el rendimiento del proceso de adsorción
Seleccionar el proceso y el adsorbente adecuados es necesario, pero no suficiente. Hay cinco factores operativos que determinan si el sistema cumple lo que promete.
Temperatura. La adsorción es exotérmica: la temperatura del lecho aumenta entre 10 y 30 °C durante la fase de carga. Dado que la capacidad de adsorción disminuye a medida que aumenta la temperatura, este efecto de autocalentamiento juega en su contra. Es esencial controlar la temperatura del lecho mediante la refrigeración entre etapas o el ajuste de los tiempos de ciclo, especialmente en los sistemas PSA, donde los ciclos rápidos pueden acumular calor.
Presión. A mayor presión parcial, más moléculas ocupan la superficie del adsorbente: es el principio de Le Chatelier que opera en la interfaz sólido-gas. El PSA lo aprovecha directamente, pero en ambos sentidos: cualquier caída de presión inesperada en la línea de alimentación reduce la capacidad de trabajo y puede desplazar la zona de transferencia de masa hacia delante, provocando una rotura prematura.
Competencia de humedad. El agua es la molécula más polar que suele encontrarse en las corrientes de gases industriales. Compite agresivamente por los lugares de adsorción, a menudo desplazando por completo al adsorbato objetivo. La defensa estándar es una capa protectora de alúmina activada o un tamiz molecular menos caro a la entrada del lecho, que se sacrifica para atrapar el agua antes de que llegue a la capa adsorbente de trabajo.
Calidad de la regeneración. Esta es la variable de rendimiento que más se pasa por alto. Un lecho adsorbente que sólo se regenera 90% no proporciona 90% de su capacidad de diseño en el siguiente ciclo: los compuestos de carga residual acumulados y la capacidad de trabajo efectiva pueden degradarse entre 20 y 30% en cuestión de semanas. El síntoma es una curva de ruptura que se desplaza progresivamente antes con cada ciclo. La solución es sencilla pero exigente desde el punto de vista operativo: compruebe que la temperatura de regeneración (para TSA) o el nivel de vacío (para VPSA) alcanzan realmente la especificación a la salida del lecho, no sólo en la descarga del calentador o de la bomba.
La trampa de regeneración 90%
Calidad del adsorbente. La consistencia del tamaño de poro en un lote, la resistencia al aplastamiento bajo tensiones térmicas y mecánicas cíclicas y la trazabilidad de las materias primas afectan directamente a la vida útil del lecho. En aplicaciones críticas, los operadores conservan muestras de cada lote de adsorbente para garantizar la trazabilidad durante varios años, una práctica que permite correlacionar la degradación prematura del rendimiento con un lote de fabricación específico y no con un error operativo.
No se trata de variables teóricas. Son las que determinan si un sistema de adsorción ofrece 5 o 15 años de rendimiento fiable.
Referencias
- Sociedad Internacional de Adsorción. "¿Qué es la adsorción?" https://www.int-ads-soc.org/what-is-adsorption/
- Enciclopedia de Ingeniería Química de la Universidad de Michigan. "Adsorbentes". https://encyclopedia.che.engin.umich.edu/Adsorbers/
- Temas de ScienceDirect. "Funcionamiento de la adsorción". https://www.sciencedirect.com/topics/engineering/adsorption-operation
- Ruthven, D.M. Principios de adsorción y procesos de adsorción. Wiley, 1984.
- Jalon Zeolite. "Productos - Tamices moleculares". https://www.jalonzeolite.com/products/
- Jalon Zeolite. Página de inicio. https://www.jalonzeolite.com/








