Guide du processus d'adsorption industrielle : PSA, TSA et VPSA expliqués
01Qu'est-ce que le processus d'adsorption ?
L'adsorption est un phénomène de surface : les molécules d'un gaz ou d'un liquide se fixent à la surface d'un matériau solide, au lieu d'être absorbées dans sa masse. Pensez au charbon actif qui piège les odeurs : les molécules d'odeur s'accrochent à la surface du charbon, elles ne l'absorbent pas. Il s'agit d'adsorption et non d'absorption.
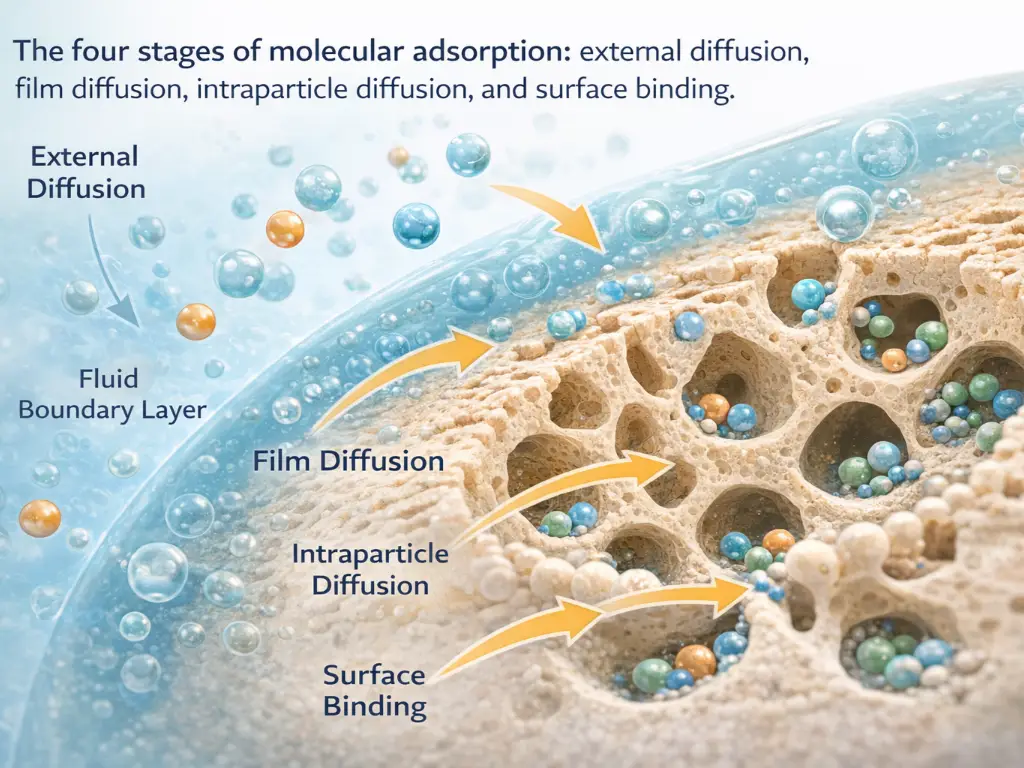
Dans un cadre industriel, ce simple mécanisme d'attachement à la surface devient un outil de séparation hautement sophistiqué. Le processus suit quatre étapes séquentielles : tout d'abord, la molécule cible (l'adsorbat) se déplace du fluide en vrac vers la particule adsorbante par diffusion externe. Elle traverse ensuite la couche de film stagnant qui entoure la particule - c'est la diffusion de film. Vient ensuite la diffusion intraparticulaire, où la molécule navigue dans la structure interne poreuse vers des sites de liaison actifs. Enfin, la molécule se lie à la surface - c'est la réaction d'adsorption proprement dite.
Le mécanisme de liaison détermine la réversibilité. Dans le cas de la physisorption, de faibles forces de van der Waals retiennent la molécule à la surface avec des énergies de liaison comprises entre 5 et 40 kJ/mol - suffisamment fortes pour capturer, suffisamment faibles pour libérer lors de la régénération. Dans le cas de la chimisorption, des liaisons chimiques réelles se forment avec des énergies supérieures à 40 kJ/mol, ce qui rend la fixation beaucoup plus difficile à inverser. Les processus d'adsorption industriels reposent en grande partie sur la physisorption, notamment parce qu'elle est réversible - l'adsorbant peut être régénéré et réutilisé pendant des milliers de cycles.
Le choix du procédé d'adsorption à utiliser dépend de trois facteurs : ce que l'on veut séparer, à quelle échelle et dans quelles conditions (Société internationale d'adsorption).
02Principaux types de procédés d'adsorption industriels
Tous les procédés industriels d'adsorption ont une logique commune : ils font osciller un paramètre du procédé pour passer de l'adsorption (capture) à la désorption (libération). Les trois types dominants ne diffèrent que par le paramètre qu'ils font osciller.
Adsorption par variation de pression (PSA)
Le PSA exploite une relation physique simple : les gaz s'adsorbent plus facilement à une pression plus élevée. Le procédé consiste à pressuriser le gaz d'alimentation pour stimuler l'adsorption, puis à abaisser la pression pour déclencher la désorption et régénérer le lit.
Un cycle PSA typique se déroule en quatre étapes successives. La pressurisation amène le lit à la pression de fonctionnement. L'adsorption suit, le composant cible étant capturé de manière sélective lors du passage du gaz produit. La purge relâche ensuite la pression, ce qui entraîne la désorption des molécules capturées. Enfin, une étape de purge chasse le gaz désorbé résiduel du lit à l'aide d'un courant de produit, le préparant ainsi pour le cycle suivant.
Le PSA domine les applications où le gaz d'alimentation est déjà à une pression élevée. purification de l'hydrogène à partir des effluents gazeux des reformeurs de méthane à la vapeur, la production d'azote à partir d'air comprimé et la valorisation du biogaz en biométhane sont des exemples classiques. Le processus est rapide (cycles de 1 à 3 minutes), compact et d'une pureté remarquable - l'hydrogène PSA atteint couramment 99,999%.
Le compromis est l'énergie : la compression du gaz d'alimentation à des pressions de fonctionnement supérieures à 8 bars consomme beaucoup d'électricité.
Adsorption en fonction de la température (TSA)
Le TSA fait varier la température au lieu de la pression. L'adsorption se produit à la température ambiante ou à une température modérément basse. La régénération chauffe le lit à 200-300°C à l'aide de vapeur ou d'un flux de gaz chaud, chassant les molécules capturées. Une étape de refroidissement suit avant le début du cycle d'adsorption suivant.
La force de TSA réside dans sa profondeur. Comme le chauffage fournit beaucoup plus d'énergie que la dépressurisation, TSA permet une régénération plus complète, ce qui en fait la technologie de choix pour la déshydratation en profondeur. Une unité TSA peut repousser le point de rosée du gaz naturel en dessous de -100°C, un niveau qu'aucun système PSA ne peut égaler. C'est pourquoi la déshydratation du gaz naturel, le séchage de l'air des instruments et la pré-purification de la séparation cryogénique de l'air (élimination de toute trace de H₂O et de CO₂ avant le refroidissement cryogénique) fonctionnent tous avec TSA.
Le point faible est la vitesse. Les cycles TSA durent de quelques minutes à quelques heures, ce qui nécessite des lits d'adsorbants plus grands et des dépenses d'investissement plus élevées que pour les systèmes PSA équivalents. Mais lorsque le cahier des charges exige une sécheresse absolue, le TSA n'est pas négociable.
Adsorption par rotation de pression sous vide (VPSA)
Le VPSA est le frère du PSA qui consomme peu d'énergie. Au lieu de comprimer le gaz d'alimentation à haute pression, le VPSA adsorbe à une pression légèrement supérieure à la pression atmosphérique, puis fait le vide (généralement de 0,1 à 0,2 bar absolu) pour se régénérer. Cela élimine le coût de la compression du gaz d'alimentation - un avantage décisif lorsque le flux entrant est à la pression ambiante et que sa compression consommerait plus d'énergie que la séparation n'en vaut la peine.
VPSA a trouvé son application la plus efficace dans production d'oxygène sur place. Une usine d'oxygène VPSA utilisant une zéolithe échangée au lithium (LiLSX) produit de l'oxygène pur de 90-95% à 300-10 000 Nm³/h, pour les aciéries, les générateurs d'ozone pour le traitement des eaux usées et les processus d'oxydation chimique. Pour les capacités inférieures à 10 000 Nm³/h, le VPSA est généralement plus économe en énergie que la séparation cryogénique de l'air. La même logique en fait une solution naturelle pour la capture du CO₂ en postcombustion, lorsque les gaz de combustion arrivent à la pression atmosphérique et que la compression n'est pas rentable.
03PSA vs. TSA vs. VPSA : Comment choisir le bon processus ?
Le choix entre ces trois procédés n'a rien à voir avec celui qui est "le meilleur" - il s'agit de savoir lequel correspond à vos conditions d'alimentation, à votre objectif de pureté et à votre budget énergétique.
| Processus | Paramètre d'oscillation | Durée du cycle | Source d'énergie | Meilleur pour | Limitation de la clé |
|---|---|---|---|---|---|
| PSA | Pression | 1-3 min | Électricité (compresseur) | Alimentation à haute pression : Purification H₂, production N₂/O₂, valorisation du biogaz | Coût énergétique élevé de la compression ; nécessite une alimentation ≥3 bar |
| TSA | Température | De minutes en heures | Vapeur ou fluide thermique (130-150°C+) | Déshydratation en profondeur : séchage au gaz naturel, pré-purification ASU, séchage à l'air. | Grands lits, cycles lents, CAPEX élevés |
| VPSA | Pression + vide | 1-5 min | Électricité (soufflerie + pompe à vide) | Alimentation à pression ambiante : O₂ sur site (300-10 000 Nm³/h), captage du CO₂ par postcombustion | Complexité de la pompe à vide ; débit plus faible par lit |
L'arbre de décision est simple. Si votre gaz d'alimentation est déjà à haute pression - par exemple, le gaz de synthèse d'un reformeur de méthane à vapeur à 20 bars - le PSA est le choix évident. Vous laissez la pression existante faire le travail. Si vous disposez d'une chaleur résiduelle bon marché - une source de vapeur ou des gaz de combustion chauds - la TSA devient beaucoup plus économique car vous ne payez pas pour l'énergie de régénération. Si aucune de ces conditions ne s'applique et que votre alimentation est à la pression ambiante, le VPSA (ou sa variante plus simple, le VSA, qui adsorbe à la pression atmosphérique sans aucune compression de l'alimentation) est probablement la solution la plus rentable.
L'essentiel est d'adapter le processus à ce qui est déjà disponible sur votre site, plutôt que d'ajouter aveuglément des compresseurs ou des générateurs de vapeur pour forcer l'adoption d'une technologie préférée.
La règle de la question unique
Disposez-vous de chaleur résiduelle ? → TSA.
Ni l'un ni l'autre ? → VPSA.
04Matériaux adsorbants - Le moteur de tout processus d'adsorption
Un système PSA ou TSA bien conçu ne vaut que ce que vaut le matériau contenu dans ses colonnes. L'adsorbant détermine la sélectivité, la capacité et la durée de vie. Si ce choix est mal fait, la meilleure conception de processus au monde ne donnera pas les résultats escomptés.
| Adsorbant | Taille des pores | Surface (m²/g) | Meilleur pour l'élimination | Processus typique | Limitation de la clé |
|---|---|---|---|---|---|
| Zéolite 3A | ~3 Å | 500-800 | H₂O (sélectif, exclut les grosses molécules) | Déshydratation TSA, séchage de l'éthanol, séchage des réfrigérants | Inutile pour tout ce qui est plus grand que l'eau |
| Zéolite 4A | ~4 Å | 500-800 | H₂O, CO₂, NH₃, méthanol | Déshydratation générale gaz/liquide, gaz naturel | Limité aux petites molécules polaires |
| Zéolite 5A | ~5 Å | 500-800 | CO, CO₂, H₂S, mercaptans, paraffines normales | PSA Purification H₂, séparation O₂/N₂ | À l'exclusion des hydrocarbures ramifiés/cycliques |
| Zéolite 13X | ~10 Å | 500-900 | Grandes molécules polaires, CO₂, H₂S, COV | VPSA O₂, adoucissement du gaz naturel, capture du CO₂ | Énergie de régénération supérieure à celle des zéolithes à pores plus petits |
| LiLSX (Li-X) | ~10 Å | 700-900 | N₂ (sélectivité N₂/O₂ la plus élevée) | Génération VPSA O₂ médicale et industrielle | Coût élevé ; nécessite une régénération sous vide |
| Carbone activé | 10-500 Å | 450-1,800 | Organiques, molécules non polaires, COV | Traitement de l'eau, récupération des solvants, contrôle des odeurs | Mauvais pour les molécules polaires ; nécessite une régénération thermique |
| Gel de silice | ~50 Å | 300-800 | H₂O (capacité élevée pour une humidité relative modérée à élevée) | Séchage de l'air, contrôle de l'humidité | Faible capacité à faible pression de vapeur d'eau |
| Alumine activée | ~50 Å | 200-400 | H₂O, fluorure | Déshydratation des gaz (couche protectrice), support de catalyseur | Capacité inférieure à celle des tamis moléculaires à faible RH |
La logique de sélection découle de la chimie. Les molécules polaires - eau, CO₂, H₂S, alcools - sont attirées par la structure chargée des zéolithes, qui, à de faibles concentrations de vapeur d'eau, peuvent retenir des molécules polaires. 6 à 10 fois plus d'humidité que le gel de silice ou l'alumine activée. Les molécules organiques non polaires sont mieux servies par la surface hydrophobe du charbon actif. Pour la déshydratation la plus profonde, rien ne vaut un lit de tamis moléculaire 3A ou 4A - c'est pourquoi toutes les unités de séparation d'air cryogéniques de la planète placent une couche de pré-purification de tamis moléculaire en amont de la chambre froide.
La fabrication moderne de tamis moléculaires a évolué pour couvrir tout ce spectre. Les gammes de tamis moléculaires commerciaux s'étendent aujourd'hui de 3A à 13X jusqu'aux formulations spécialisées échangées au lithium - chacune étant adaptée à une tâche de séparation spécifique (Jalon). Cette spécialisation signifie que les ingénieurs n'ont plus besoin de faire des compromis avec un adsorbant générique "suffisamment bon" ; ils peuvent spécifier un matériau optimisé pour la composition exacte de leur alimentation et leur objectif de pureté.
Dans les lits de déshydratation TSA, la pratique courante consiste à placer une couche d'alumine activée à l'entrée de la colonne - généralement 10-20% de la hauteur totale du lit. Cette couche sacrificielle retient l'eau liquide, le glycol ou l'amine avant qu'ils n'atteignent la couche de tamis moléculaire plus coûteuse située en aval, ce qui prolonge considérablement la durée de vie du tamis.
La règle 10-20%

05Où les processus d'adsorption apportent de la valeur - Applications industrielles clés
L'adsorption industrielle intervient sur trois grands fronts : la séparation des mélanges de gaz en flux purs, l'élimination de l'humidité des flux de processus et la mise en œuvre des technologies émergentes en matière d'énergie propre.
Séparation des gaz - Oxygène, azote, hydrogène et au-delà
L'air est composé d'environ 78% d'azote et 21% d'oxygène. Le processus d'adsorption les sépare en exploitant le fait que l'azote s'adsorbe plus fortement que l'oxygène sur certaines zéolithes. Pressurisez l'air, laissez l'azote s'accrocher et l'oxygène s'écoulera avec une pureté de 93±3%.
Ce principe alimente les concentrateurs d'oxygène médicaux (petites unités PSA utilisant la zéolite Li-X, délivrant 93% O₂ au chevet du patient), les installations industrielles d'oxygène VPSA pour la sidérurgie (systèmes de 30 000 Nm³/h alimentant les fours électriques à arc) et les générateurs d'azote PSA qui fournissent un gaz de couverture inerte aux usines chimiques et aux chaînes d'emballage alimentaire. La purification de l'hydrogène par PSA adopte l'approche inverse : les impuretés s'adsorbent tandis que les petites molécules de H₂, qui se déplacent rapidement, passent au travers, ce qui permet d'obtenir de l'hydrogène pur à 99,999% à partir des effluents gazeux du reformeur.
La valorisation du biogaz est essentiellement le même processus physique appliqué à une alimentation différente : Le CO₂ s'adsorbe sur la zéolithe tandis que le méthane passe à travers, concentrant le CH₄ en biométhane de qualité pipeline d'une pureté supérieure à 97%.
Déshydratation et purification - Maintenir les flux industriels secs et propres
La vapeur d'eau dans un flux de gaz n'est pas une nuisance mineure - dans un gazoduc, elle forme des hydrates solides qui bloquent le flux. Dans un système de réfrigération, elle s'hydrolyse en acide chlorhydrique ou fluorhydrique qui corrode l'intérieur des compresseurs. Dans une unité de séparation d'air cryogénique, il gèle solidement à -180°C et bouche les passages de l'échangeur de chaleur.
La déshydratation par adsorption répond à ces trois critères. Les transformateurs de gaz naturel utilisent des unités TSA remplies de tamis moléculaire 4A pour respecter les spécifications du point de rosée des gazoducs, à savoir -21°C ou moins. Les fabricants de réfrigérants intègrent un tamis moléculaire 3A (série XH) directement dans le filtre déshydrateur pour éliminer l'humidité résiduelle avant qu'elle ne réagisse. Et toutes les grandes ASU cryogéniques placent une unité de pré-purification TSA en amont - généralement chargée d'alumine activée (pour l'élimination de l'eau en vrac) et de tamis moléculaire de série 13X ou JLPM (pour l'élimination du CO₂ en dessous de 0,1 ppm) - parce que les cristaux de glace et le CO₂ gelé à des températures cryogéniques détruiraient la colonne de distillation.
Les effets de la vapeur d'eau sur votre système
- Pipeline : les hydrates solides bloquent l'écoulement
- Réfrigérant : L'acide HCl/HF corrode le compresseur
- ASU cryogénique : bouchons de glace échangeur de chaleur à -180°C
Frontières émergentes - Capture du carbone, SAF et séchage des batteries
L'adsorption n'est pas seulement un outil industriel ancien. Le captage du CO₂ par postcombustion à l'aide de VPSA et de zéolite 13X est en cours de déploiement à l'échelle pilote et de démonstration, avec une consommation d'énergie de l'ordre de 0,3 à 0,6 GJ par tonne de CO₂ capté. Dans la production de carburant aviation durable (SAF), les catalyseurs à base de tamis moléculaires permettent l'étape d'isomérisation qui donne au kérosène synthétique les propriétés d'écoulement à froid nécessaires pour les opérations en haute altitude. Dans la fabrication des batteries lithium-ion, les tamis moléculaires spécialisés assèchent les solvants organiques de l'électrolyte en dessous de 10 ppm d'humidité - une spécification qui détermine directement la longévité des cellules, puisque toute eau résiduelle réagit avec l'électrolyte pour former de l'acide HF qui dégrade le matériau de la cathode.
Ces applications ont un point commun : à mesure que les spécifications de pureté se renforcent et que les réglementations environnementales se durcissent, les procédés d'adsorption passent du statut d'"option parmi d'autres" à celui de "seule option répondant à la spécification".
06Facteurs clés qui influencent la performance du processus d'adsorption
Le choix du bon procédé et du bon adsorbant est nécessaire mais pas suffisant. Cinq facteurs opérationnels déterminent si le système tient ses promesses.
Température. L'adsorption est exothermique - la température du lit augmente de 10 à 30 °C pendant la phase de chargement. Comme la capacité d'adsorption diminue à mesure que la température augmente, cet effet d'auto-échauffement joue en votre défaveur. Il est essentiel de gérer la température du lit par le biais d'un refroidissement entre les étapes ou en ajustant la durée du cycle, en particulier dans les systèmes PSA où les cycles rapides peuvent accumuler de la chaleur.
Pression. Lorsque la pression partielle est plus élevée, davantage de molécules occupent la surface de l'adsorbant - c'est le principe de Le Chatelier qui s'applique à l'interface solide-gaz. Le PSA exploite directement ce principe, mais dans les deux sens : toute chute de pression imprévue dans la ligne d'alimentation réduit la capacité de travail et peut déplacer la zone de transfert de masse vers l'avant, provoquant une percée prématurée.
Concours d'humidité. L'eau est la molécule la plus polaire que l'on trouve couramment dans les flux de gaz industriels. Elle est en concurrence agressive pour les sites d'adsorption, déplaçant souvent entièrement l'adsorbat cible. La défense standard est une couche protectrice d'alumine activée ou un tamis moléculaire moins coûteux à l'entrée du lit, qui se sacrifie pour capturer l'eau avant qu'elle n'atteigne la couche d'adsorbant de travail.
Qualité de la régénération. Il s'agit de la variable de performance la plus négligée. Un lit adsorbant qui n'est régénéré qu'à 90% ne fournit pas 90% de sa capacité nominale lors du cycle suivant - les composés de charge résiduelle accumulés et la capacité de travail effective peuvent se dégrader de 20 à 30% en l'espace de quelques semaines. Le symptôme est une courbe de rupture qui se déplace progressivement vers l'avant à chaque cycle. La solution est simple mais exigeante sur le plan opérationnel : vérifier que la température de régénération (pour le TSA) ou le niveau de vide (pour le VPSA) atteint effectivement les spécifications à la sortie du lit, et pas seulement au niveau du réchauffeur ou de la décharge de la pompe.
Le piège à régénération 90%
Qualité de l'adsorbant. L'uniformité de la taille des pores dans un lot, la résistance à l'écrasement sous des contraintes thermiques et mécaniques cycliques et la traçabilité des matières premières utilisées ont une incidence directe sur la durée de vie des adsorbants. Dans les applications critiques, les opérateurs conservent des échantillons de chaque lot d'adsorbant pour une traçabilité sur plusieurs années - une pratique qui permet de corréler la dégradation prématurée des performances avec un lot de fabrication spécifique plutôt qu'avec une erreur de manipulation.
Il ne s'agit pas de variables théoriques. Ce sont elles qui déterminent si un système d'adsorption est fiable pendant 5 ou 15 ans.
Références
- Société internationale d'adsorption. "Qu'est-ce que l'adsorption ? https://www.int-ads-soc.org/what-is-adsorption/
- Encyclopédie du génie chimique de l'université du Michigan. "Adsorbeurs". https://encyclopedia.che.engin.umich.edu/Adsorbers/
- ScienceDirect Topics. "Fonctionnement de l'adsorption". https://www.sciencedirect.com/topics/engineering/adsorption-operation
- Ruthven, D.M. Principes de l'adsorption et processus d'adsorption. Wiley, 1984.
- Zéolithe de Jalon. "Produits - tamis moléculaires". https://www.jalonzeolite.com/products/
- Jalon Zeolite. Page d'accueil. https://www.jalonzeolite.com/








