Guide complet des normes d'épuration et de valorisation du biogaz
Alors que la transition énergétique mondiale s'accélère, la transformation des déchets organiques en énergie renouvelable précieuse est devenue une priorité pour les industries et les municipalités. Cependant, le gaz brut issu de la digestion anaérobie est loin d'être un produit fini. Pour libérer tout son potentiel commercial - que ce soit pour la production d'électricité sur site, l'injection dans le réseau national de gaz ou l'utilisation comme matière première chimique verte - le gaz brut doit subir un traitement rigoureux. Ce guide complet examine les différences essentielles entre la purification et la valorisation du biogaz, explore le flux complet du processus, compare les principales technologies de séparation et décrit les normes de qualité essentielles requises pour divers scénarios d'application à haute valeur ajoutée.
Épuration du biogaz et valorisation du biogaz : Principales différences
Dans l'industrie du biogaz, les termes "purification" et "valorisation" sont souvent, mais à tort, utilisés de manière interchangeable. Comprendre la distinction fondamentale entre ces deux processus est la première étape critique dans la conception d'une usine de traitement des gaz techniquement viable et économiquement rentable. Ils représentent deux objectifs techniques totalement différents au sein d'une même chaîne de production.
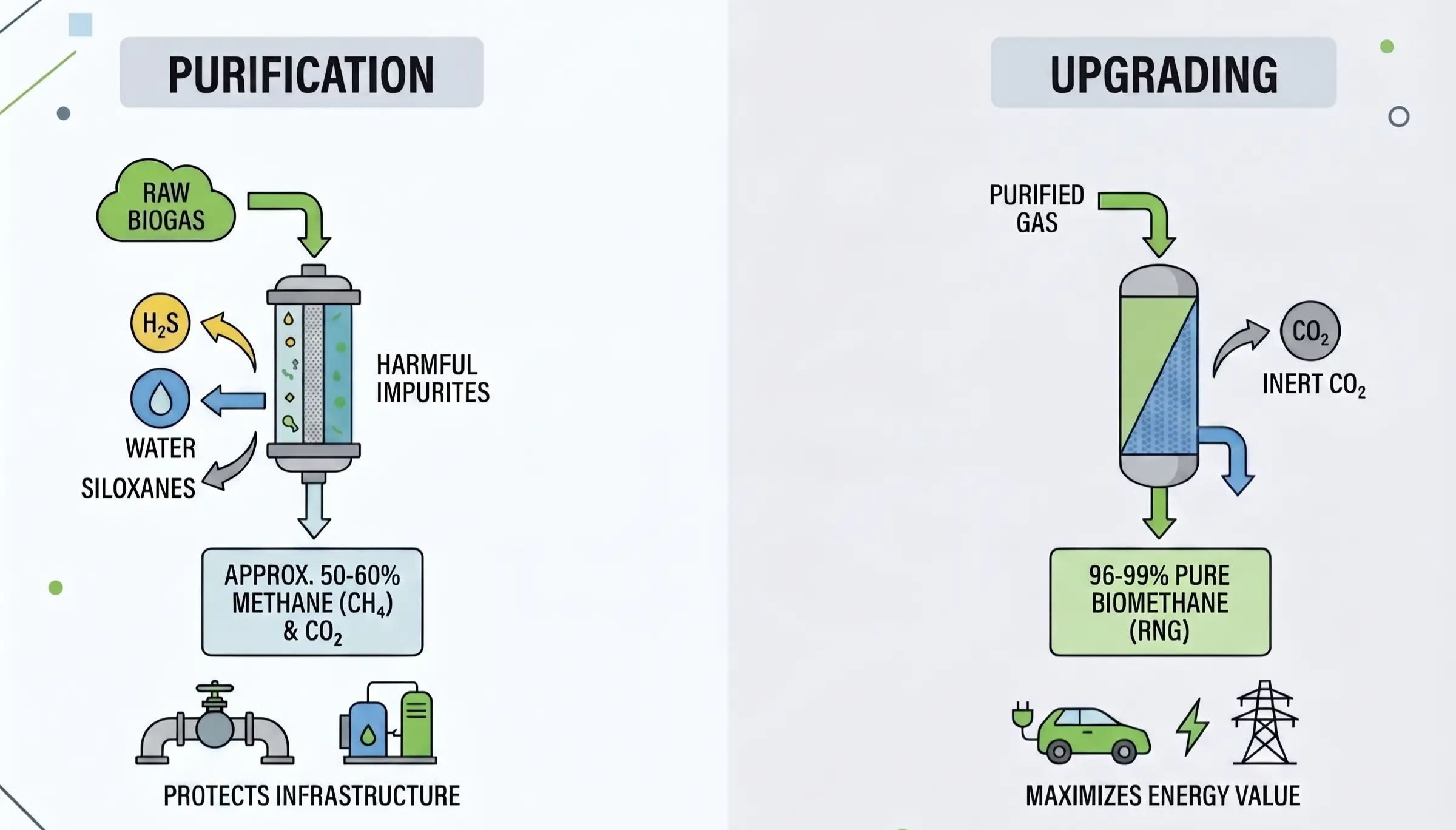
Épuration du biogaz : Protéger l'infrastructure
L'objectif principal de l'épuration du biogaz est strictement défensif. Il s'agit d'éliminer les traces d'impuretés destructrices et toxiques du biogaz brut. Ces impuretés comprennent principalement le sulfure d'hydrogène (H₂S), la vapeur d'eau (humidité), les siloxanes, l'ammoniac (NH₃) et divers composés organiques volatils (COV). S'ils ne sont pas traités, ces éléments corroderont rapidement les conduites en aval, détruiront les moteurs à combustion interne et empoisonneront les matériaux sensibles utilisés dans les étapes de traitement ultérieures.
Il est important de noter que l'épuration n'est pas modifier de manière significative le profil d'énergie primaire du gaz. Le processus est axé sur l'élimination des micro-composants nocifs. Par conséquent, après l'étape de purification, la concentration de méthane (CH₄) reste largement à son niveau brut d'origine, généralement entre 50% et 60%, le reste étant principalement constitué de dioxyde de carbone (CO₂).
Valorisation du biogaz : Maximiser la valeur énergétique
La valorisation du biogaz est la phase suivante, celle qui ajoute de la valeur. Une fois que le gaz a été entièrement purifié et stabilisé, le processus de valorisation se concentre sur la séparation et l'élimination du dioxyde de carbone (CO₂) en vrac. Le CO₂ étant un gaz inerte qui ne brûle pas, sa présence dilue fortement la densité énergétique du mélange.
En éliminant le CO₂, le processus de valorisation concentre radicalement le méthane restant. Le produit final de cette étape est communément appelé biométhane ou gaz naturel renouvelable (GNR). Grâce à la valorisation, la concentration de méthane passe des 50-60% initiaux à 96%, 98%, voire plus de 99%, en fonction de la technologie déployée et des normes d'utilisation finale requises. Ce biométhane de haute pureté est chimiquement identique au gaz naturel d'origine fossile, ce qui ouvre la voie à des applications commerciales de premier ordre.
Scénarios d'application et normes de qualité respectives
L'utilisation finale prévue du gaz traité dicte l'ensemble de la conception technique de l'installation. Les différentes applications commerciales exigent des niveaux de pureté du gaz très différents, et la compréhension de ces normes de qualité rigoureuses est primordiale pour la conformité du projet et la réussite financière.
Biogaz purifié pour la cogénération sur site
L'application la plus traditionnelle et la plus simple du biogaz traité est la production d'électricité et de chaleur sur site. Dans ce scénario, l'installation ne nécessite qu'un système robuste de traitement du biogaz. système d'épuration du biogazl'amélioration (élimination du CO₂) n'est absolument pas nécessaire et représenterait une dépense d'investissement inutile.
Le gaz purifié est introduit directement dans les moteurs à combustion interne de la production combinée de chaleur et d'électricité (PCCE). Bien que ces moteurs puissent facilement gérer le pouvoir calorifique inférieur dû à la teneur en CO₂ de 40%, ils sont très sensibles aux éléments corrosifs. C'est pourquoi les fabricants de moteurs imposent des "limites moteur" strictes qui doivent être respectées pour valider les garanties et assurer la longévité opérationnelle :
- Sulfure d'hydrogène (H₂S) : En règle générale, les principaux fabricants de moteurs (tels que Jenbacher ou Caterpillar) exigent que les niveaux de H₂S soient strictement inférieurs à 200 ppm, certains modèles à haut rendement exigeant des niveaux inférieurs à 50 ppm pour éviter la formation d'acide sulfurique dans l'huile du moteur.
- Siloxanes : Ce sont sans doute les contaminants les plus dangereux pour les unités de cogénération. Au cours de la combustion, les siloxanes s'oxydent en dioxyde de silicium (SiO₂, essentiellement des particules microscopiques de sable ou de verre), qui recouvre agressivement les bougies d'allumage et abîme les chemises de cylindre. Les limites imposées aux moteurs pour les siloxanes sont exceptionnellement strictes, exigeant souvent des concentrations inférieures à 5 à 10 mg/Nm³.
- Humidité : L'humidité relative doit généralement être ramenée à moins de 80% pour éviter la condensation à l'intérieur de la chaîne d'alimentation en gaz et des collecteurs d'admission du moteur.
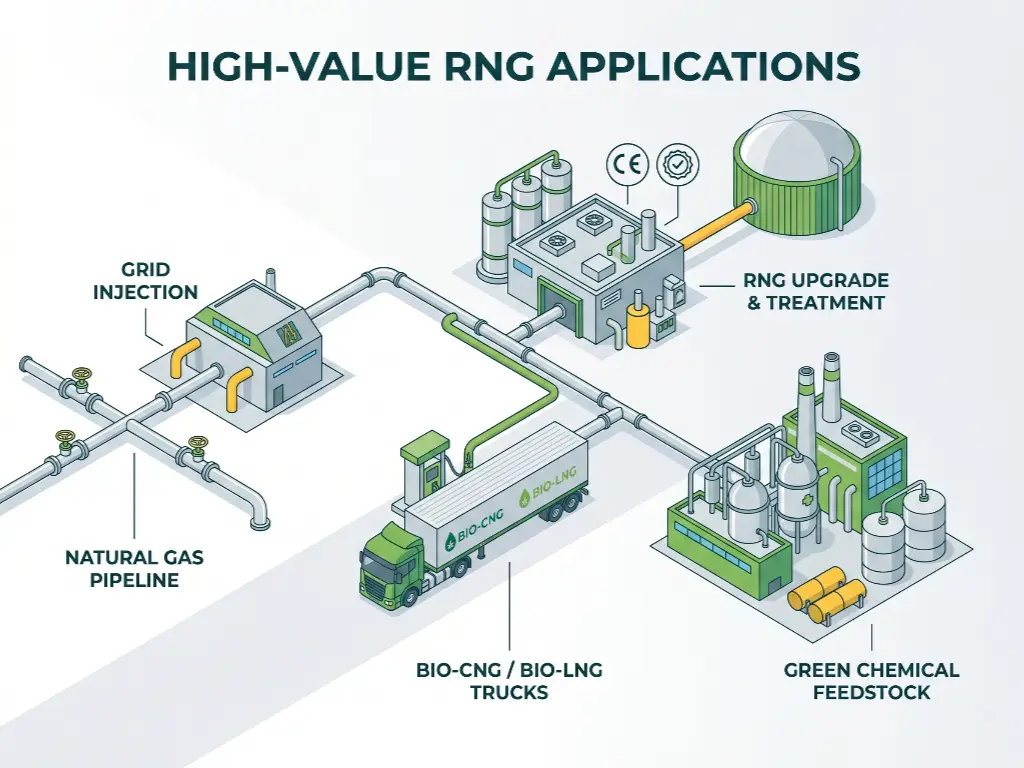
Biométhane pour l'injection dans le réseau, le transport et les produits chimiques verts
Lorsque la stratégie commerciale passe à la vente du gaz sur le marché libre, le biogaz doit subir une valorisation complète pour devenir du biométhane (GNR). Le GNR possède trois principaux scénarios d'application à haute valeur ajoutée : l'injection dans le réseau public de gaz naturel, l'utilisation comme carburant pour les transports (Bio-CNG/LNG) et l'utilisation comme matière première pour les produits chimiques verts.
Normes de grille interrégionales
L'injection de GNR dans les réseaux d'utilité publique est fortement réglementée afin de garantir la sécurité et la compatibilité des appareils. Les normes varient considérablement d'une région à l'autre :
- L'Europe : La norme EN 16723-1 régit l'injection en réseau dans de nombreux pays européens. Elle impose des paramètres stricts pour l'indice de Wobbe (une mesure de l'interchangeabilité des gaz et de la fourniture d'énergie thermique), exigeant des pouvoirs calorifiques stables. En outre, elle limite strictement la teneur en oxygène (souvent < 0,5%) et les composés sulfurés afin d'éviter la dégradation du réseau de gazoducs.
- Amérique du Nord : Aux États-Unis, il n'existe pas de norme nationale unique ; au lieu de cela, les producteurs de GNR doivent se conformer aux spécifications spécifiques des gazoducs imposées par les entreprises de services publics locales (par exemple, SoCalGas, PG&E). En outre, pour pouvoir bénéficier de crédits environnementaux lucratifs tels que les RIN (Renewable Identification Numbers) dans le cadre de la norme sur les carburants renouvelables de l'EPA, l'ensemble du processus - de la matière première à la pureté finale du méthane - doit être méticuleusement documenté et vérifié.
Normes inter-applications
Au-delà des différences régionales, l'état physique du produit final dicte des seuils opérationnels spécifiques :
- Injection dans le réseau (gazoduc) : Se concentre fortement sur l'indice de Wobbe, garantissant que lorsque le biométhane se mélange au gaz naturel fossile, les appareils de consommation brûlent le carburant en toute sécurité sans ajuster les ratios air/combustible.
- Carburant pour les transports (Bio-CNG/LNG) : Lorsque le GNR est comprimé à plus de 200 bars (GNC) ou cryogénisé à -162°C (GNL), les limites d'humidité deviennent extrêmes. Le point de rosée de l'eau doit être considérablement abaissé (souvent à -40°C ou moins) pour garantir qu'aucun cristal de glace ne se forme, ce qui pourrait bloquer de manière critique les vannes à haute pression ou détruire les échangeurs de chaleur cryogéniques.
- Matières premières chimiques vertes : Un marché émergent et très lucratif consiste à utiliser le GNR pour produire du méthanol vert, de l'ammoniac vert ou de l'hydrogène de haute pureté. Dans la synthèse chimique, les normes dépassent les exigences de base de la combustion. Les catalyseurs chimiques sont très sensibles à l'empoisonnement. C'est pourquoi les normes pour le biométhane de qualité chimique exigent une tolérance proche de zéro pour des éléments traces spécifiques, en particulier les composés sulfurés, les halogènes et l'oxygène, souvent mesurés dans une fourchette à un chiffre de parties par milliard (ppb).
Le flux complet du processus de traitement du biogaz
La transformation de déchets organiques bruts en biométhane de qualité pipelinière est une entreprise d'ingénierie séquentielle à plusieurs étapes. Bien que les technologies spécifiques déployées puissent varier, une station d'épuration standardisée suit universellement un processus en quatre étapes.
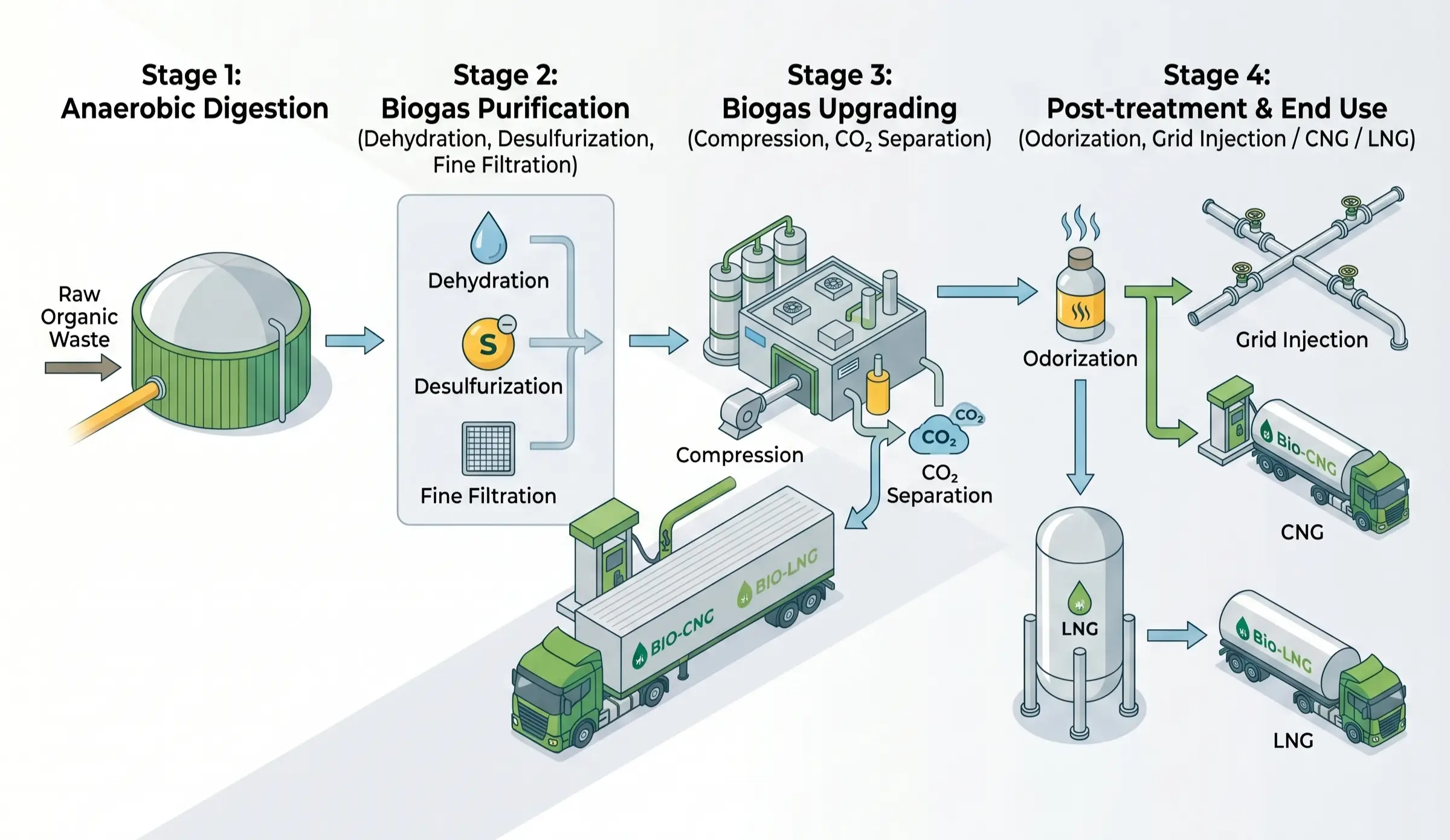
Étape 1 : Production de sources (digestion anaérobie)
Le voyage commence par l'apport de matières premières, qui peuvent être des résidus agricoles, des effluents d'élevage, des déchets alimentaires municipaux ou des eaux usées organiques industrielles. Ces matières sont introduites dans de grands digesteurs anaérobies étanches. En l'absence d'oxygène, des communautés microbiennes complexes décomposent la matière organique pendant plusieurs semaines.
Le résultat est du biogaz brut. À cet état initial, le gaz est très volatil et non traité. Il émerge généralement à une température comprise entre 30°C et 50°C et est saturé de vapeur d'eau à 100%. Chimiquement, il se compose de 50-60% de méthane (CH₄) et de 30-45% de dioxyde de carbone (CO₂), fortement teinté de sulfure d'hydrogène (H₂S) hautement corrosif, de traces de particules de poussière et de siloxanes.
Étape 2 : Purification du biogaz (élimination des impuretés)
Avant tout traitement avancé, le gaz doit être stabilisé. L'utilisation d'un méthodes d'épuration du biogazL'étape de la purification comporte trois étapes défensives essentielles :
- Condensation (déshydratation) : Le gaz brut et chaud est acheminé par des conduites souterraines ou des échangeurs de chaleur à eau réfrigérée. Lorsque la température baisse, la vapeur d'eau se condense sous forme liquide et est physiquement évacuée du système. Cela permet d'éviter l'engorgement et la corrosion des conduites en aval.
- Désulfuration : Le gaz entre dans des cuves de désulfuration pour éliminer le H₂S mortel. En fonction de l'échelle et de la charge en H₂S, les opérateurs utilisent des épurateurs biologiques (utilisant des bactéries spécialisées dans la consommation de soufre), des épurateurs chimiques (utilisant des solutions alcalines), ou des médias de désulfuration en lit sec (tels que des éponges de fer ou des granulés d'oxyde de fer) pour neutraliser le gaz acide.
- Polissage : Enfin, le gaz passe à travers des filtres à charbon actif en lit profond. Cette étape cruciale de polissage permet de piéger les composés organiques volatils (COV), les micropoussières résiduelles et les siloxanes hautement nocifs.
Étape 3 : Valorisation du biogaz (séparation du CO₂)
Le gaz étant désormais propre et sec, il est acheminé vers l'installation de valorisation où il est débarrassé du dioxyde de carbone. Cette étape de valorisation du biogaz en biométhane est responsable de l'augmentation de la valeur financière du produit final.
- Compression et déshydratation profonde : Les technologies de valorisation fonctionnent à des pressions élevées. Le gaz purifié est introduit dans des compresseurs de haute qualité, ce qui porte la pression à 10-16 bars (ou plus). La compression augmentant le risque de condensation, le gaz est poussé à travers des lits de dessiccation avancés (tels que des tamis moléculaires) afin d'obtenir une suppression extrême du point de rosée, ce qui garantit qu'il est sec comme de l'os.
- Séparation du CO₂ de la carotte : Le gaz à haute pression est acheminé vers l'unité centrale de valorisation. En utilisant des principes physiques ou chimiques avancés, tels que la séparation par membrane, l'adsorption modulée en pression (AMP) ou le lavage aux amines, les molécules de CO₂ sont isolées et évacuées (ou capturées pour d'autres utilisations). L'état gazeux qui en résulte est le biométhane de haute pureté, dont la concentration en méthane atteint 95%, 98% ou >99%, en fonction de la technologie utilisée.
Étape 4 : Post-traitement et utilisation finale
Le biométhane de haute pureté nécessite des préparations finales avant sa distribution commerciale. Le biométhane pur étant totalement inodore et incolore, il présente un grave risque de sécurité en cas de fuite. Par conséquent, si le gaz est destiné au réseau public, il fait l'objet d'un comptage précis et d'une odorisation - l'injection de mercaptans à l'odeur distincte ou de tétrahydrothiophène (THT) - afin de se conformer aux règles de sécurité.
L'acheminement final dépend du modèle commercial : il est soit comprimé davantage en GNC pour les flottes de véhicules spécialisés, soit liquéfié cryogéniquement en GNL pour les transports lourds, soit régulé pour correspondre à la pression du gazoduc en vue d'une injection directe dans le réseau.
Principales technologies de valorisation du biogaz : Une comparaison complète
Le cœur d'une usine de biométhane est la technologie de séparation du CO₂. Le choix du bon mécanisme est une décision technique complexe qui met en balance les exigences de pureté, la disponibilité de l'énergie et les dépenses d'investissement. Vous trouverez ci-dessous une analyse détaillée des quatre principales technologies de séparation du CO₂. technologies de valorisation du biogaz qui opèrent actuellement sur le marché mondial.
- Lavage à l'eau (absorption physique) : Il s'agit de l'une des technologies de valorisation les plus anciennes et les plus robustes. Son principe de fonctionnement repose sur le fait physique que le CO₂ est nettement plus soluble dans l'eau que le méthane. Dans une tour de lavage, du biogaz brut à haute pression est injecté par le bas tandis que de l'eau fraîche ou régénérée est fortement pulvérisée par le haut. Grâce à ce contact à contre-courant, l'eau absorbe agressivement le CO₂ (et le H₂S résiduel). Le méthane purifié, qui ne se dissout pas, sort en toute sécurité par le haut de la colonne. Bien qu'il soit mécaniquement simple et très tolérant aux impuretés, le fait de compter sur le lavage de l'eau pour la valorisation du biogaz nécessite d'énormes volumes d'eau et une puissance électrique importante pour les pompes de circulation de l'eau.
- Absorption chimique (lavage aux amines) : Contrairement à l'épuration à l'eau, qui repose sur une dissolution physique, l'épuration aux amines utilise une réaction chimique réversible. Le biogaz passe à travers un solvant liquide, généralement une solution d'alcanolamine (telle que la MEA ou la DEA). L'amine se lie chimiquement aux molécules de CO₂ avec une efficacité extrême, laissant passer du méthane pratiquement pur. Le solvant "riche", désormais chargé de CO₂, est ensuite acheminé vers une colonne de stripage où il est dépressurisé et soumis à une chaleur intense (généralement supérieure à 120°C). Cette chaleur brise la liaison chimique, évacue le CO₂ et régénère le solvant aminé en vue d'une réutilisation continue. Ce procédé permet d'obtenir la plus grande pureté de méthane disponible, mais il repose entièrement sur une source d'énergie thermique abondante et bon marché.
- Adsorption par variation de pression (PSA) : Le processus de valorisation du biogaz en psa est une technologie sèche qui s'appuie sur des matériaux solides poreux avancés, tels que les tamis moléculaires de carbone ou les filtres à particules. tamis moléculaires en zéolite. Ces tamis présentent des pores microscopiques adaptés à des tailles moléculaires spécifiques. Sous haute pression, les molécules de CO₂ les plus petites sont forcées de pénétrer dans les pores du tamis et sont piégées (adsorbées), tandis que les molécules de CH₄ les plus grosses contournent la structure du tamis. Une fois que le tamis est saturé, le système fait chuter la pression ("swing"), ce qui permet au tamis de libérer le CO₂ dans les gaz d'échappement. Les systèmes PSA utilisent généralement quatre à six lits d'adsorbants interconnectés, passant d'une phase d'adsorption à une phase de désorption pour assurer un flux continu et ininterrompu de gaz de haute pureté.
- Séparation par membrane : Il s'agit actuellement de la technologie de modernisation qui connaît la croissance la plus rapide en raison de sa modularité. Elle utilise des membranes en fibres creuses polymères spécialement conçues à cet effet. Le principe repose sur la perméabilité sélective induite par la pression partielle. Le biogaz est forcé à travers des milliers de tubes membranaires microscopiques à haute pression. Les molécules de CO₂ étant plus petites et plus "rapides", elles traversent rapidement les parois de la membrane et sont épuisées. Les molécules de CH₄, plus grosses et plus "lentes", ne peuvent pas traverser facilement les parois et sont retenues à l'intérieur des tubes, se concentrant au fur et à mesure qu'elles parcourent la longueur du module. En disposant les membranes en cascades à deux ou trois étages, les opérateurs peuvent affiner l'équilibre entre la pureté du produit et la récupération du méthane.
Matrice de comparaison et dimensions décisionnelles clés
Pour faciliter une évaluation technique claire, la matrice suivante compare les principaux indicateurs de performance des quatre technologies primaires :
| Technologie | Plage de débit optimale | Pureté maximale du méthane | Glissement du méthane (perte) | CAPEX (investissement initial) | Caractéristiques OPEX (demande d'énergie) |
|---|---|---|---|---|---|
| Lavage à l'eau | Moyen à très grand (>1000 Nm³/h) | 97% - 98% | 1% - 2% | Modéré | Forte consommation d'électricité (pompage de l'eau) ; forte consommation d'eau. |
| Lavage à l'amine | Grand à très grand (>1500 Nm³/h) | > 99,9% | < 0,1% (négligeable) | Haut | Énergie thermique très élevée (chaleur pour la régénération des solvants) ; faible consommation d'électricité. |
| PSA | Moyenne à grande (>500 Nm³/h) | 97% - 98% | 1,5% - 3% | Modéré à élevé | Électricité modérée (compression) ; remplacement régulier des supports. |
| Membrane | De petite à grande taille (hautement évolutive) | 97% - 99% | 0,5% - 1,5% | Faible à modéré | Électricité élevée (nécessite la pression d'alimentation la plus élevée) ; remplacement périodique de la membrane. |
Résumé multidimensionnel : La matrice révèle des limites claires pour le déploiement des technologies. Le lavage aux amines est le choix incontesté lorsque le réseau impose une pureté très élevée (>99%) et que l'on dispose d'une chaleur résiduelle abondante pour réduire les coûts d'exploitation. L'épuration à l'eau est robuste mais limitée géographiquement par la disponibilité de l'eau et les réglementations sur les rejets dans l'environnement. Le PSA est très mature et gère bien les compositions de gaz variables, bien que les opérateurs doivent calculer l'impact économique de son glissement de méthane légèrement plus élevé. La séparation membranaire domine le marché moderne à moyenne échelle en raison de sa modularité inégalée - qui permet aux agriculteurs d'ajouter facilement des racks de membranes au fur et à mesure que leur capacité de digestion augmente - et de son fonctionnement "plug-and-play" relativement simple, bien qu'il dépende fortement de l'énergie de compression électrique.
Comment choisir le bon système pour votre usine
Sélection de l'option optimale système de valorisation du biogaz ne consiste pas à trouver la "meilleure" technologie, mais plutôt à identifier la solution la plus rentable pour les conditions spécifiques de votre site. Une évaluation technico-économique approfondie doit tenir compte de plusieurs variables étroitement liées.
Considérations sur le débit et les matières premières
L'échelle de production du biogaz brut est souvent le facteur décisif. Pour les projets agricoles de petite ou moyenne taille (produisant moins de 500 à 1000 Nm³/h de gaz brut), la séparation membranaire est largement privilégiée. Son faible CAPEX de base et sa nature conteneurisée et modulaire la rendent financièrement viable pour les petits flux. À l'inverse, pour les stations d'épuration municipales massives ou les digesteurs industriels (produisant bien plus de 2000 Nm³/h), les économies d'échelle changent radicalement en faveur des systèmes de lavage aux amines ou de lavage à l'eau à grande échelle.
En outre, la matière première d'origine définit la composition initiale du gaz, ce qui dicte le prétraitement nécessaire. Par exemple, le gaz de décharge (LFG) est notoirement difficile à traiter car la nature non scellée des décharges permet à l'oxygène (O₂) et à l'azote (N₂) atmosphériques de contaminer fortement le gaz. Les membranes ayant du mal à séparer efficacement l'azote du méthane (car leurs tailles moléculaires sont très similaires), les systèmes PSA avancés conçus avec des tamis moléculaires spécifiques rejetant l'azote sont souvent la seule voie technologique viable pour les projets d'amélioration du LFG.
CAPEX, OPEX et glissement du méthane
Une erreur fatale dans la planification d'un projet est de se concentrer uniquement sur les dépenses d'investissement initiales (CAPEX). Dans un projet de biométhane d'une durée de vie de 15 à 20 ans, les dépenses opérationnelles (OPEX) éclipseront plusieurs fois les coûts initiaux du matériel. Les opérateurs doivent calculer méticuleusement les tarifs des services publics locaux : une région où l'électricité est bon marché mais où le gaz naturel est cher favorise les membranes, tandis qu'un site où la chaleur thermique résiduelle est gratuite exige pratiquement un système à amines.
L'évaluation financière de la "fuite de méthane" est tout aussi cruciale. La perte de méthane fait référence au petit pourcentage de CH₄ précieux qui s'échappe avec le CO₂ au cours du processus de séparation. Si une usine produit 1 000 mètres cubes de méthane par heure, une perte de 2% représente 20 mètres cubes de produit perdu chaque heure, 24 heures sur 24 et 7 jours sur 7. Sur une décennie, cela équivaut à des pertes massives de revenus directs. En outre, le méthane étant un puissant gaz à effet de serre (plus de 25 fois plus impactant que le CO₂), des taux de dérapage élevés entraîneront de lourdes pénalités financières dans les cadres modernes de comptabilisation du carbone, ce qui pourrait empêcher le projet de recevoir des crédits environnementaux de grande valeur.
Principales considérations en matière de maintenance et d'exploitation
Même l'usine de valorisation la plus sophistiquée connaîtra un échec financier si l'entretien de routine est négligé. Pour garantir une disponibilité élevée des installations (temps de fonctionnement), il faut adopter une approche proactive de l'entretien opérationnel dans les segments de l'épuration et de la valorisation.
Entretien courant des systèmes de purification
La partie avant de l'épuration est la plus exposée aux contaminants toxiques et c'est donc elle qui nécessite l'intervention physique la plus fréquente. Les opérateurs de l'usine doivent établir des calendriers stricts pour le remplacement des médias. Les granulés d'oxyde de fer des lits de désulfuration à sec finissent par être complètement saturés de soufre ; si l'on ne les remplace pas avant que la saturation ne se produise, une vague mortelle de H₂S s'abattra sur les compresseurs de valorisation, qui coûtent très cher. De même, les filtres à charbon actif en lit profond utilisés pour l'élimination du siloxane doivent être contrôlés par un échantillonnage périodique des gaz et remplacés systématiquement. En outre, des inspections visuelles et mécaniques de routine des refroidisseurs de condensation et des vannes d'évacuation d'eau automatisées sont nécessaires pour s'assurer que l'humidité est constamment évacuée des conduites de gaz brut.
Entretien Modernisation de l'équipement
La maintenance dans la section de valorisation est généralement plus prédictive et se concentre sur l'équipement rotatif et la dégradation à long terme. Quelle que soit la technologie utilisée, les compresseurs de gaz à haute pression sont le cœur de l'usine. Ils nécessitent un respect rigoureux des intervalles de vidange d'huile, une surveillance des vibrations et une inspection des roulements.
Pour des technologies spécifiques, l'attention se déplace : Les systèmes membranaires nécessitent une surveillance constante de la filtration des gaz d'alimentation (filtres coalescents) pour s'assurer qu'aucune gouttelette d'huile ou d'eau liquide n'atteint les polymères, ce qui entraînerait un encrassement irréversible de la membrane. Les opérateurs doivent suivre l'efficacité de la perméation sur plusieurs années afin de budgétiser le remplacement éventuel des modules membranaires. Les systèmes à base d'amine exigent que les ingénieurs chimistes testent périodiquement le solvant pour détecter toute dégradation thermique et tout moussage corrosif, en ajoutant des agents anti-mousse et de l'amine d'appoint fraîche si nécessaire. Pour les systèmes PSA, le séquençage des vannes doit être parfaitement calibré et les vannes pneumatiques elles-mêmes doivent être entretenues pour éviter les fuites de pression qui détruiraient l'efficacité de la séparation.
Garantir l'efficacité de votre usine de biogaz
Dans le processus de valorisation du biogaz - en particulier dans le cadre des opérations PSA et de la déshydratation frontale profonde - la capacité d'adsorption et la force d'écrasement des tamis moléculaires haute performance déterminent directement le taux de récupération du méthane et la stabilité opérationnelle à long terme de votre système. En tant que fabricant d'origine ayant plus de 28 ans d'expérience dans l'industrie, JALON fournit des tamis moléculaires et des dessiccateurs d'alumine activée de première qualité, hautement personnalisés, conçus pour garantir une production continue de gaz de très haute pureté.








