Soutien aux catalyseurs : Guide des matériaux et de leurs utilisations
Qu'est-ce que le soutien Catalyst ?
Les produits chimiques actifs utilisés dans les applications industrielles, tels que le platine, le palladium et le rhodium, sont très coûteux. Si ces métaux actifs sont introduits en vrac dans un réacteur, ils ont tendance à s'agglomérer en particules de catalyseur plus grosses. La vitesse de réaction s'en trouve réduite, ce qui entraîne une perte de substance active.
Un support de catalyseur est un matériau solide, très poreux, conçu pour fournir une vaste zone physique sur laquelle ces composants actifs (nanoparticules métalliques, jusqu'à un seul atome de surface) peuvent être dispersés. En ancrant ces composants actifs en place, les supports créent et maintiennent des séparations physiques des particules métalliques. Le matériau de support solide détermine également la forme du catalyseur, comme les granulés, les extrudés et les sphères, de sorte que le catalyseur peut être chargé dans des réacteurs industriels à grande échelle sans provoquer d'importantes chutes de pression dans l'écoulement des fluides, ce qui permet de maintenir une faible chute de pression.
Pour comprendre la nécessité d'un support, il est essentiel de diviser la catalyse en deux méthodes ou types principaux : homogène et hétérogène.
Catalyse homogène
Le catalyseur se trouve dans la même phase que les réactifs et fonctionne souvent comme une solution homogène. Le catalyseur est plus difficile à séparer du mélange réactionnel, ce qui nécessite souvent des étapes de purification supplémentaires en aval, ce qui augmente le coût du processus.
Catalyse hétérogène
Le catalyseur se trouve dans une phase différente de celle des réactifs. Généralement, le catalyseur est un solide, tandis que les réactifs sont en phase gazeuse ou liquide. Cet état permet d'avoir des processus industriels ininterrompus, où les produits peuvent sortir du réacteur alors que le catalyseur solide y reste.
Le support du catalyseur est primordial dans la catalyse hétérogène, car il fournit l'état physique, la stabilité dimensionnelle et la géométrie de surface nécessaires pour permettre des réactions chimiques soutenues à grande échelle et divers processus chimiques.
Propriétés clés influençant l'efficacité catalytique
Le choix des matériaux de support des catalyseurs ne se fait pas au hasard. En fonction des processus industriels, les ingénieurs doivent tenir compte d'une série de facteurs physiques et chimiques afin de s'assurer que le catalyseur final répond aux attentes et maintient l'activité globale du catalyseur. Trois facteurs principaux déterminent cette performance.
Surface et dispersion des sites actifs
L'objectif premier d'un support est de maximiser la dispersion du métal actif, en tirant parti d'une surface accrue. La dispersion décrit le nombre d'atomes de métal actif à la surface par rapport au nombre total d'atomes de métal. Les supports à surface élevée (mesurée comme surface spécifique en mètres carrés par gramme (m²/g) par la méthode BET (Brunauer-Emmett-Teller)) offrent de plus grandes possibilités d'ancrage pour le métal actif. En fin de compte, la surface d'un catalyseur détermine son potentiel.
Lorsque les supports ont une surface de 100 m²/g ou même de 1000 m²/g, les fabricants peuvent obtenir une activité catalytique élevée avec des charges moindres de métaux nobles coûteux. Une dispersion élevée est directement proportionnelle à une fréquence de renouvellement élevée (le nombre de transformations chimiques par site actif et par seconde). Si les conditions du processus entraînent une détérioration de la surface, les sites actifs migreront et fusionneront, ce qui entraînera une réduction significative de l'activité catalytique.
Porosité et distribution de la taille des pores
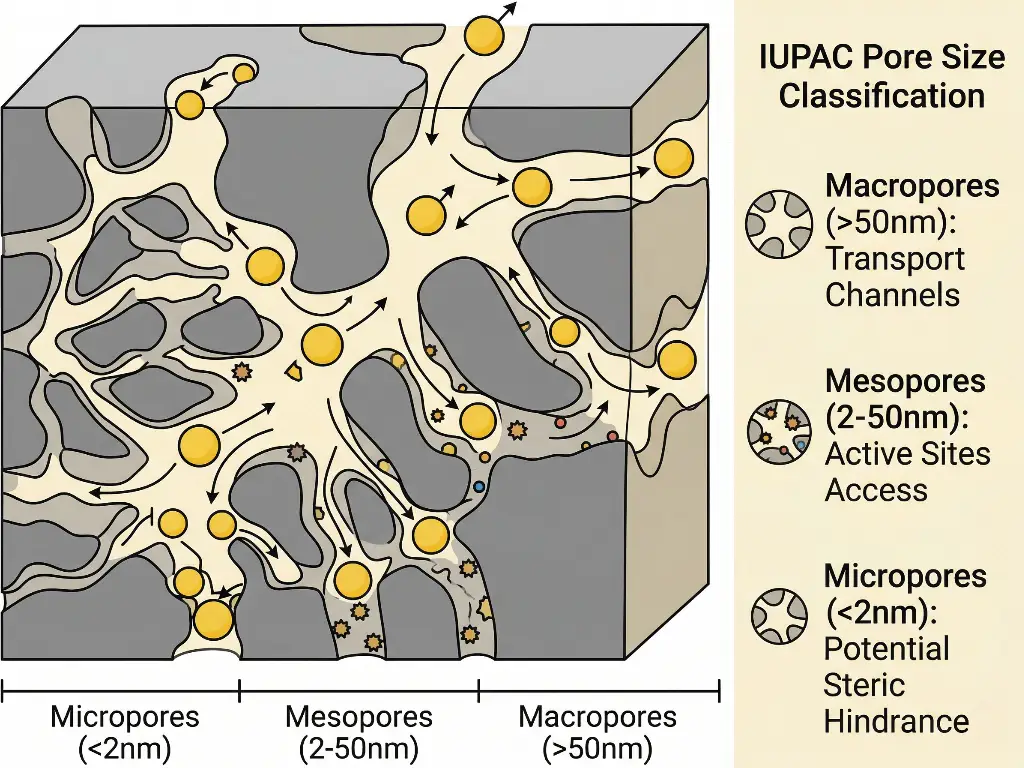
Même avec une surface élevée, une structure de support peut être inefficace si ses sites actifs internes ne peuvent pas être atteints par les molécules de réactifs ; l'architecture complexe des pores d'un support dicte le transfert de masse d'un catalyseur. Les réactifs doivent se diffuser à travers la structure poreuse, réagir avec les sites actifs, et les produits doivent se diffuser à nouveau à travers la structure poreuse et sortir.
Selon la classification IUPAC, la distribution de la taille des pores est divisée en trois catégories :
Micropores
Moins de 2 nanomètres.
Mésopores
Entre 2 et 50 nanomètres.
Macropores
Supérieure à 50 nanomètres.
Si la structure des pores est entièrement microporeuse et que les molécules de réactifs sont grosses, l'encombrement stérique rendra les surfaces intérieures de la zone de support inaccessibles. En revanche, si le support n'est constitué que de macropores, la diffusion sera rapide, mais la surface totale et la dispersion du métal seront trop faibles pour maintenir des taux de réaction élevés. Par conséquent, lors de la conception d'un support de catalyseur, les meilleurs supports de catalyseur sont ceux qui présentent une combinaison de structures de pores, où les macropores sont utilisés comme canaux de transport et les régions mésoporeuses ou microporeuses sont utilisées pour créer des sites actifs. Cet équilibre garantit un volume de pores élevé.
Résistance mécanique et stabilité thermique
Les processus chimiques se déroulent loin des petits béchers de laboratoire avec lesquels on peut être habitué à travailler. Ils utilisent plutôt de grands réacteurs à lit fixe qui peuvent mesurer des dizaines de mètres de haut. Un support de catalyseur doit être capable de résister à la pression hydrostatique du lit de catalyseur qui se trouve au-dessus de lui. Si le support n'a pas une résistance à l'écrasement suffisante (manque de résistance mécanique et de propriétés mécaniques globales), les granulés les plus bas dans le réacteur se briseront et se transformeront en poussière. Cette poussière s'accumule dans les espaces vides entre les granulés intacts restants, ce qui entraîne une chute de pression importante dans le réacteur. Un tel événement entraînera un arrêt imprévu et coûteux de l'ensemble de la centrale.
La stabilité thermique du support est tout aussi importante. De nombreuses réactions catalytiques, notamment l'oxydation et l'hydrocraquage, sont exothermiques. Cela signifie qu'une quantité considérable de chaleur est générée, et il est important que le support, même à ces températures élevées, maintienne et préserve son identité structurelle, en faisant preuve d'une grande stabilité thermique parallèlement à son volume de pores et à sa surface. Si le matériau de support fond ou s'il subit un changement de phase ou un effondrement structurel en raison des températures élevées, ce support perdra également son activité catalytique.
Applications industrielles des supports de catalyseurs
Les supports de catalyseurs sont construits en fonction des exigences spécifiques des différentes industries. Leurs conditions de fonctionnement spécifiques déterminent les matériaux utilisés.
Raffinage et traitement des produits pétrochimiques
Le raffinage pétrochimique convertit le pétrole brut en carburants et en composants chimiques grâce à des procédés qui fonctionnent à des températures et des pressions extrêmes, souvent dans des environnements plus ou moins acides. Le craquage catalytique fluide (FCC) et le reformage catalytique en sont des exemples notables. Les supports utilisés dans ces procédés doivent avoir des propriétés faiblement acides pour favoriser le clivage des liaisons carbone et amorcer l'isomérisation. C'est pourquoi l'alumine activée et d'autres tamis moléculaires cristallins sont utilisés car ils possèdent les sites acides, les limites thermiques et les propriétés mécaniques nécessaires pour supporter des cycles répétés et continus de régénération du carbone, dans lesquels le carbone est brûlé à une température élevée.
Contrôle des émissions dans l'environnement
En raison des exigences réglementaires strictes, il est nécessaire de contrôler les émissions dangereuses, en particulier les composés organiques volatils (COV), les oxydes d'azote (NOx) et les oxydes de soufre (SOx). Dans le processus des applications industrielles telles que l'oxydation catalytique régénérative (RCO) et les gaz d'échappement automobiles, le support facilite les réactions rapides d'oxydation ou de réduction. Le rôle du support du catalyseur est ici essentiel pour la durabilité. Le traitement des COV industriels est rendu plus difficile en cas d'humidité élevée. Dans ces situations, il arrive souvent que la vapeur d'eau entre en compétition avec les COV pour les sites d'adsorption disponibles le long du catalyseur. Dans ce cas, des zéolithes hydrophobes (qui repoussent l'eau) sont utilisées pour le traitement des COV industriels. Ces zéolithes ont la capacité unique de repousser l'eau tout en adsorbant et en concentrant sélectivement les COV sur les sites métalliques actifs, ce qui garantit une grande efficacité de destruction dans les flux d'échappement humides.
Synthèse chimique fine
La synthèse de produits pharmaceutiques, agrochimiques et de polymères spéciaux implique des réactions complexes en plusieurs étapes, telles que des hydrogénations ou des oxydations sélectives. Dans ces procédés, la pureté du produit est essentielle ; il faut donc éviter à tout prix les réactions secondaires, ce qui exige que le support du catalyseur soit chimiquement inerte. Si le support possède des sites acides ou basiques involontaires, il risque de catalyser la formation de sous-produits indésirables. Dans la production de produits chimiques fins, les matériaux à surface neutre, tels que le gel de silice de haute pureté ou certaines matrices de carbone, sont couramment utilisés pour obtenir une sélectivité absolue.
Énergies émergentes et électrocatalyse
Les dispositifs électrochimiques, notamment les piles à combustible à membrane d'échange de protons (PEMFC) et les électrolyseurs d'eau pour la production d'hydrogène vert, jouent un rôle essentiel dans la transition vers les énergies renouvelables. Dans ces applications, les exigences en matière de supports catalytiques diffèrent fondamentalement de celles de la thermocatalyse traditionnelle. Contrairement aux supports thermocatalytiques, ces matériaux doivent être électroniquement conducteurs pour compléter le circuit et conçus pour résister à des potentiels électrochimiques extrêmes dans des phases liquides hautement acides ou basiques. Dans des conditions aussi difficiles, les oxydes métalliques conventionnels ont tendance à se dissoudre. Par conséquent, les carbones conducteurs à surface élevée, tels que les nanotubes de carbone, et les oxydes métalliques résistants à la corrosion (par exemple, les oxydes de titane ou de tantale dopés) sont devenus les principaux choix pour les supports d'électrocatalyseurs.
Matériel de soutien pour le catalyseur commun

Pour une spécification technique efficace, il est important de connaître les propriétés intrinsèques des matériaux. Les matériaux suivants illustrent les principes fondamentaux du support des catalyseurs industriels. Chacun des matériaux énumérés possède des propriétés physiques et chimiques uniques qui fixent des limites opérationnelles, en grande partie dictées par leur stabilité chimique globale.
Alumine activée
γ-Al2O3 (gamma-alumine) est l'un des supports catalytiques les plus utilisés dans le monde. Il possède une combinaison unique de surface élevée (de 100 à plus de 300 m²/g), une résistance mécanique supérieure et des caractéristiques de surface amphotères (contenant à la fois des sites acides et basiques en fonction de la synthèse). Sa stabilité thermique en fait un choix privilégié pour les applications à haute température, telles que le raffinage du pétrole, les unités de récupération du soufre de Claus et les convertisseurs catalytiques automobiles. En outre, sa structure physique robuste résiste à des contraintes mécaniques élevées, ce qui évite les chutes de pression dans le réacteur. Cependant, à des températures élevées (généralement supérieures à 800°C), en particulier en présence de vapeur, l'alumine gamma subit une transition de phase vers l'alumine gamma. α-Al2O3 (alpha-alumine). Cet effondrement structurel entraîne une réduction drastique de la surface et une désactivation subséquente du catalyseur.
Zéolithes et tamis moléculaires
Les zéolithes sont des matériaux cristallins composés d'aluminium et de silicium avec des structures très ordonnées de micropores internes. Contrairement aux supports amorphes, les zéolithes présentent une grande uniformité avec des pores d'une taille spécifique de 0,3 à 1,0 nanomètre, alors que les supports amorphes présentent des distributions aléatoires et larges de la taille des pores. En raison de cette uniformité et de cette précision à l'échelle microscopique, les zéolithes ont une forme spécialisée de catalyse appelée "catalyse sélective par la forme". Avec ces matériaux, seuls les réactifs dont la taille est inférieure à celle des pores de la zéolithe peuvent accéder aux sites catalytiques internes et seuls des produits spécifiques peuvent sortir et passer à l'étape suivante de la catalyse. En outre, les zéolithes sont très recherchées car il est possible, en modifiant la synthèse d'une zéolithe et en contrôlant le rapport Si/Al, d'obtenir des zéolithes dont l'acidité de surface peut varier de légèrement à fortement acide. Cette caractéristique des zéolithes les rend extrêmement utiles dans le craquage catalytique fluide ainsi que dans l'isomérisation complexe.
Gel de silice (SiO2)
Le gel de silice, un type de dioxyde de silicium amorphe et très poreux, présente une surface globalement neutre et permet d'obtenir des surfaces de plus de 200 m²/g à 800 m²/g de manière constante. Dans la fabrication de catalyseurs, le contrôle précis de la structure interne des pores tout au long de la synthèse sol-gel offre le plus grand avantage. En outre, les ingénieurs conçoivent des supports de silice avec des tailles de mésopores et de macropores très spécifiques qui permettent le passage de grosses molécules de réactifs. En raison de ses caractéristiques entièrement inertes, la silice est souvent choisie comme support pour les métaux actifs dans les cas où les sites acides ou basiques provoqueraient une polymérisation, un craquage ou des réarrangements indésirables des réactifs. Son principal inconvénient est son manque de stabilité hydrothermique, car la structure de la silice se dégrade lorsqu'elle est soumise à des températures élevées et à une forte humidité.
Matériaux à base de charbon actif
Les différentes formes de carbone, notamment le charbon actif, le noir de carbone et les nanotubes de carbone artificiels, ont des surfaces spécifiques qui peuvent dépasser 1 000 m²/g. La structure unique du carbone lui confère un certain nombre de propriétés, notamment une conductivité électrique intrinsèque et une forte résistance aux attaques chimiques dans des environnements très acides et très basiques. C'est pourquoi le carbone sert de substrat essentiel pour l'incorporation des métaux nobles (c'est-à-dire le platine, le palladium et le ruthénium) dans l'hydrogénation en phase liquide, la récupération des métaux précieux et l'électrocatalyse moderne. Néanmoins, les supports en carbone présentent un inconvénient fondamental : un manque de stabilité thermique dans les environnements oxydants. Lorsque les températures dépassent 400 °C, le support de carbone s'enflamme, ce qui entraîne la perte de l'ensemble du lit catalytique.
Céramiques et monolithes
Lorsqu'une application industrielle nécessite des fluctuations intenses et rapides de température, de débit de gaz et de pression, les contraintes de conception technique rendent inefficaces les supports de particules standard (supports de pastilles et de billes). Dans ce cas, on utilise des monolithes en céramique, en particulier des structures en cordiérite. Ces monolithes sont constitués de plusieurs canaux d'écoulement de gaz parallèles et rectilignes. En raison du faible coefficient de dilatation thermique de la cordiérite, les monolithes fabriqués dans ce matériau sont résistants aux chocs thermiques. Bien que le monolithe céramique nu ait une surface extrêmement faible (généralement < 2 m²/g), une couche de lavage composée d'un matériau très poreux (généralement de l'alumine activée) est appliquée sur les parois du canal afin d'augmenter la surface et d'améliorer l'interaction entre le flux et la couche de lavage. Le métal actif est ensuite déposé sur cette couche de lavage. C'est la configuration typique rencontrée dans les convertisseurs catalytiques automobiles et dans les systèmes de contrôle des émissions des grandes centrales électriques.
Titane et zircone
Les dioxydes de titane et de zirconium (TiO2 et ZrO2) sont des supports spécialisés en oxydes de métaux de transition. Bien que leur surface de base soit généralement un peu plus faible que celle de l'alumine ou de la silice standard, ils sont utilisés dans un but très spécifique, à savoir tirer parti d'un phénomène chimique connu sous le nom de Strong Metal-Support Interaction (SMSI). Dans certaines conditions d'un processus de réduction, une partie de la surface de ces oxydes est partiellement réduite et le support subit une migration physique qui encapsule partiellement les nanoparticules métalliques actives. Ce type d'encapsulation physique modifie considérablement les états électroniques et les caractéristiques de chimisorption du métal actif, ce qui peut entraîner une amélioration plus importante de son activité catalytique et de sa sélectivité pour certaines voies de réaction spécifiques. Ceci est très important pour la photocatalyse industrielle, l'hydrogénation sélective du CO et la conversion spécifique du gaz de synthèse.
Comment choisir le bon support
Le choix du support de catalyseur approprié implique de faire correspondre les conditions thermodynamiques, de stabilité chimique et physiques exactes du processus industriel aux propriétés intrinsèques du matériau de support. L'utilisation de matériaux "tels quels" sans étudier les conditions du processus conduit invariablement à une défaillance du catalyseur. L'utilisation correcte du support de catalyseur garantit fondamentalement le fonctionnement efficace du catalyseur.
Le tableau suivant présente un résumé des paramètres comparatifs des principaux matériaux de support qui seront inclus dans le processus de spécification technique :
| Type de matériau | Surface typique (m²/g) | Stabilité thermique | Acidité de surface/Basicité | Avantage industriel clé | Limitation primaire |
|---|---|---|---|---|---|
| Alumine activée | 100 - 300 | Excellent (jusqu'à 800°C) | Amphotérique | Haute résistance à l'écrasement, application universelle dans les processus à haute température. | Sujet à une transition de phase (γ à α) à des températures extrêmes. |
| Zéolithes / tamis moléculaires | 300 - 1000+ | Bon à excellent | Hautement accordable (surtout acide) | Sélectivité de forme précise, contrôle strict de la taille des pores, sites acides hautement actifs. | Susceptible d'être bouché par des hydrocarbures lourds ou par la cokéfaction. |
| Gel de silice | 200 - 800 | Modéré | Neutre | Chimiquement inerte, évite les réactions secondaires dans la synthèse chimique fine. | Stabilité hydrothermique inférieure à celle de l'alumine. |
| Carbone activé | 800 - 1500+ | Pauvre (en oxygène) | Neutre / Inerte | Excellente résistance chimique aux acides/bases agressifs, conductivité électrique élevée. | S'enflamme dans l'air à des températures élevées. |
| Monolithes en céramique | < 2 (nécessite une couche de lavage) | Exceptionnel | Neutre | Dilatation thermique proche de zéro, survit aux chocs thermiques massifs, faible perte de charge. | Nécessite des étapes de lavage complexes pour obtenir la surface nécessaire. |
| Titane / Zircone | 10 - 100 | Bon | Légèrement acide | Interaction métal-support forte (SMSI), améliore les voies de réaction spécifiques. | Coût des matériaux plus élevé, surface de référence intrinsèquement plus faible. |
Pour utiliser ces données de manière productive, il convient d'analyser l'application sectorielle de manière structurée.
- Déterminer la température et l'atmosphère : Pour les procédés à plus de 500°C dans un environnement oxygéné (traitement des gaz d'échappement, par exemple), les composants en carbone doivent être exclus. Les monolithes d'alumine activée et de cordiérite seront vos meilleurs choix.
- Déterminer le besoin de sélectivité : Pour les réactions nécessitant la séparation de molécules différant d'une fraction de nanomètre (notamment l'isomérisation du xylène et certaines purifications de gaz), la zéolithe est pratiquement le choix standard. Ceci est dû à la taille particulière des pores cristallins.
- Déterminer l'environnement chimique : Pour les catalyseurs qui fonctionnent dans un acide liquide fortement corrosif (comme dans certains électrolyseurs), l'alumine et la silice se dissolvent. Il faut donc choisir entre le carbone et des oxydes métalliques très spécifiques pour garantir une structure robuste.
- Déterminer le risque lié aux sous-produits : Pour les matières premières contenant des molécules sensibles qui ont tendance à se polymériser facilement sur des sites acides, il faut éviter d'utiliser des zéolithes fortement acides ou de l'alumine amphotère. Il est recommandé d'utiliser plutôt de la silice inerte pour minimiser la formation de sous-produits.
Dépannage de la désactivation du catalyseur
Les catalyseurs se désactivent progressivement au cours des processus industriels, ce qui remet en cause l'intégrité du support du catalyseur. Même s'ils répondent initialement aux spécifications de performance, une fois que la désactivation se produit, les ingénieurs doivent en déterminer la cause pour proposer un matériau de support plus adaptable afin de réduire les temps d'arrêt du catalyseur.
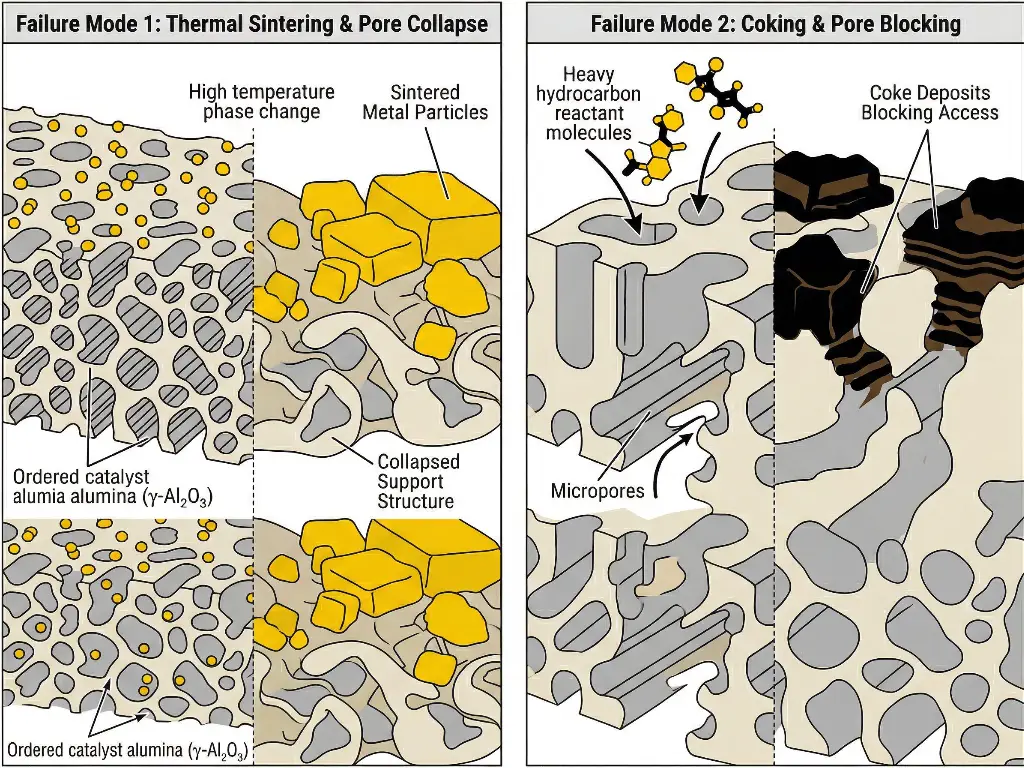
Frittage thermique et effondrement des pores
La défaillance se produit lorsque les expositions thermiques dépassent les limites de conception définies et provoquent l'effondrement des parois internes des pores. Il en résulte un effondrement drastique des surfaces internes à l'échelle microscopique. Dans le cas de l'alumine activée, il s'agit d'un changement de phase irréversible de la phase gamma à grande surface vers la phase alpha à faible surface. À mesure que la surface diminue, les particules actives s'effondrent et s'agglomèrent en grosses particules inactives.
Cokéfaction et encrassement
Lors de la réaction des hydrocarbures lourds, les réactions secondaires conduisent à la formation de coke, qui se dépose sur les surfaces internes du support. Dans les matériaux entièrement microporeux, tels que les zéolithes classiques, ces dépôts obstruent rapidement les entrées des pores et empêchent complètement les réactifs d'accéder aux sites actifs à l'intérieur des cristaux.
Lixiviation des métaux actifs
Le métal actif est retiré du support et s'écoule avec le flux de réactif liquide. Cela peut se produire parce que l'adhérence du métal au support est trop faible, ou parce que le support lui-même se dissout lentement dans les conditions de la réaction, entraînant le métal avec lui.
Conclusion et prochaines étapes
La spécification d'un support de catalyseur est une décision d'ingénierie critique qui dicte l'efficacité de l'usine, la pureté du produit et le temps de fonctionnement du réacteur. Qu'il s'agisse de maximiser la dispersion du platine, de résister à l'effondrement thermique dans une unité d'oxydation ou d'utiliser la sélectivité de forme précise d'un cadre zéolithique, les propriétés physiques et chimiques correctes du support doivent être parfaitement alignées sur les conditions du procédé. L'absence de prise en compte de facteurs tels que la distribution des pores, la résistance à l'écrasement ou l'acidité de la surface conduit inévitablement à une cokéfaction rapide, à un frittage et à des chutes de pression catastrophiques.
Pour les opérations qui cherchent à optimiser leurs processus catalytiques, à atténuer la désactivation ou à développer des systèmes de séparation des gaz hautement spécialisés, il est essentiel de s'associer à un fabricant expérimenté. JALON apporte 28 ans d'expérience dans l'industrie, une équipe dévouée de 91 experts et un ensemble d'équipements analytiques avancés pour résoudre les défis complexes de l'adsorption et de la catalyse. Avec des sites de production entièrement automatisés en Chine et en Thaïlande, JALON propose une chaîne d'approvisionnement sécurisée et certifiée au niveau mondial, sans quantité minimale de commande (MOQ).
Pour évaluer comment l'alumine activée optimisée ou les tamis moléculaires zéolithiques personnalisés peuvent améliorer les rendements de vos procédés, contactez notre équipe d'ingénieurs dès aujourd'hui pour obtenir un rapport d'analyse de projet gratuit, une consultation sur la formulation personnalisée et des tests d'échantillons complets.








