Adsorption par variation de pression pour la purification de l'hydrogène : Dynamique des procédés et optimisation des adsorbants
Principes fondamentaux de l'adsorption par rotation de pression pour la purification de l'hydrogène
Au niveau thermodynamique, l'adsorption modulée en pression (AMP) est un procédé sophistiqué de séparation des gaz qui exploite le phénomène physique de l'adsorption pour isoler l'hydrogène de haute pureté de mélanges gazeux complexes. Contrairement à l'absorption chimique, l'AMP repose sur le lien physique réversible entre les molécules de gaz et les surfaces adsorbantes solides, principalement sous l'effet des forces de Van der Waals et des interactions électrostatiques. La "logique" fondamentale du système est dictée par la relation entre la pression partielle d'un gaz et son affinité pour un matériau adsorbant spécifique - un principe régi par la loi de Dalton sur les pressions partielles et l'isotherme d'adsorption de Langmuir.
Dans un purification de l'hydrogène par psa comme le traitement du gaz de synthèse issu du reformage du méthane à la vapeur (SMR), le gaz d'alimentation contient de l'hydrogène mélangé à des impuretés telles que le monoxyde de carbone (CO), le dioxyde de carbone (CO2), le méthane (CH4) et l'azote (N2). L'hydrogène est une petite molécule non polaire unique en son genre, dont la capacité de polarisation est extrêmement faible. Par conséquent, il a une très faible affinité avec la plupart des adsorbants industriels. En revanche, les molécules d'impuretés sont plus grosses, souvent polaires ou très polarisables. Sous haute pression (généralement de 10 à 40 bars), ces impuretés sont "comprimées" dans les micropores du lit adsorbant, tandis que les molécules d'hydrogène glissent à travers les vides pratiquement sans obstruction, pour ressortir sous la forme d'un flux de produits de haute pureté.
L'efficacité d'un système PSA n'est pas seulement définie par ce que l'adsorbant "absorbe", mais aussi par l'efficacité avec laquelle il peut être "nettoyé" pendant la phase de régénération. Cette efficacité est représentée par l'isotherme d'adsorption, qui représente la quantité de gaz adsorbé en fonction de sa pression à une température constante. Pour que la purification de l'hydrogène atteigne le niveau des piles à combustible, les ingénieurs doivent tenir compte du "gaz de l'espace vide", c'est-à-dire des impuretés résiduelles piégées dans les espaces interstitiels entre les pastilles d'adsorbant. Si ce gaz résiduel n'est pas correctement déplacé grâce à une conception précise du processus (comme la dépressurisation co-courante et la purge de haute pureté), la pureté finale fluctuera inévitablement. Pour atteindre une pureté de 99,999%, il faut une stratégie de "déplacement" rigoureuse dans laquelle de l'hydrogène de qualité produit est utilisé pour balayer ces dernières traces de contaminants avant le début du cycle d'adsorption suivant.
Bien qu'elles soient souvent confondues, l'AMP et l'adsorption modulée en pression sous vide (AMPV) occupent des créneaux économiques différents. L'AMP fonctionne à des pressions positives élevées et se régénère à une pression proche de la pression atmosphérique, ce qui en fait l'étalon-or pour les sources d'hydrogène déjà pressurisées (comme les effluents gazeux des SMR). Le VPSA, quant à lui, utilise une soufflerie à vide pour amener le lit à des pressions inférieures à la pression atmosphérique (0,2-0,5 bar) pour la régénération. Si le VPSA est excellent pour la production d'oxygène ou d'azote à partir de l'air ambiant, son application à des flux d'hydrogène à haute pression entraîne souvent une consommation d'énergie inutile et des coûts d'investissement plus élevés en raison de l'ajout d'une machine à vide.
Pourquoi choisir l'ASP : avantages, limites et scénarios d'application
Le choix d'une technologie de purification est une décision à fort enjeu qui implique des dépenses d'investissement (CAPEX), des dépenses d'exploitation (OPEX) et une fiabilité à long terme. Dans le domaine de la séparation des gaz industriels, en particulier lorsque l'on compare l'adsorption modulée en pression à l'adsorption modulée en volume, on constate qu'il existe des différences entre les deux technologies. purification de l'hydrogène Face à des technologies concurrentes comme la séparation par membrane ou les méthodes cryogéniques, le PSA s'est imposé comme la force dominante pour la production d'hydrogène, mais il est essentiel pour les gestionnaires de projet de comprendre l'équilibre de ses forces et de ses contraintes.
Les avantages et les inconvénients de la technologie PSA
- Capacité de pureté extrême : Le PSA est l'une des rares technologies capables de fournir de manière constante une pureté de "cinq neuf" (99,999%) ou même de "six neuf" (99,9999%) à l'échelle industrielle. Cela est essentiel pour les applications en aval telles que la fabrication de semi-conducteurs ou les piles à combustible PEM.
- Efficacité thermique : Contrairement à la distillation cryogénique, qui nécessite de refroidir les gaz à une température inférieure à -200°C, le PSA fonctionne à des températures ambiantes ou proches de celles-ci. Cela réduit considérablement la "charge de refroidissement" qui consomme beaucoup d'énergie, ce qui permet de réaliser des économies OPEX significatives dans la plupart des climats.
- Autonomie opérationnelle : Les unités PSA modernes sont entièrement automatisées et utilisent des systèmes PLC ou DCS avancés pour gérer des séquences de vannes complexes. Cela permet un fonctionnement sans personnel et une réponse rapide aux changements de composition du gaz d'alimentation.
Cependant, l'APS n'est pas sans limites. Le principal compromis en matière d'ingénierie est le Pureté et taux de récupération dilemme. Pour atteindre l'extrême pureté exigée par les normes modernes, une partie de l'hydrogène doit être utilisée comme "gaz de purge" pour nettoyer les lits, ce qui se traduit généralement par un taux de récupération compris entre 75% et 90%. En outre, le système est mécaniquement intensif ; les cycles constants de pression exercent une pression de fatigue considérable sur les vannes programmables, ce qui nécessite un solide programme de maintenance préventive.
Quand l'ASP est-il le choix absolument obligatoire ?
Il existe trois scénarios industriels spécifiques dans lesquels l'EPS n'est pas seulement une option, mais une nécessité technique :
- Production d'hydrogène à partir de piles à combustible : Les normes ISO 14687 pour l'hydrogène spécifient que les niveaux de monoxyde de carbone doivent être maintenus en dessous de 0,2 ppm. La technologie de séparation par membrane, bien que compacte, atteint généralement un plafond de pureté de 95-98%, ce qui est insuffisant pour empêcher l'"empoisonnement du catalyseur" dans les piles à combustible. Seul le PSA offre la précision au niveau moléculaire nécessaire pour respecter ces limites strictes.
- Récupération à grande échelle des gaz de queue des SMR : Le reformage du méthane à la vapeur produit un effluent gazeux qui est déjà à haute pression (20-30 bar). Le PSA s'intègre parfaitement dans ce flux de travail, en utilisant l'énergie de la pression existante pour entraîner la séparation sans nécessiter de compression supplémentaire, ce qui en fait le choix le plus efficace sur le plan énergétique.
- Projets de haute pureté sensibles au CAPEX : Pour les projets de moyenne ou grande envergure qui nécessitent une pureté extrême mais qui n'ont pas besoin de récupérer des sous-produits secondaires (comme du CO2 ou du CO pur), le PSA offre un seuil d'investissement initial beaucoup plus bas que les installations complexes de distillation cryogénique.
Le flux de travail standard en quatre phases des systèmes PSA
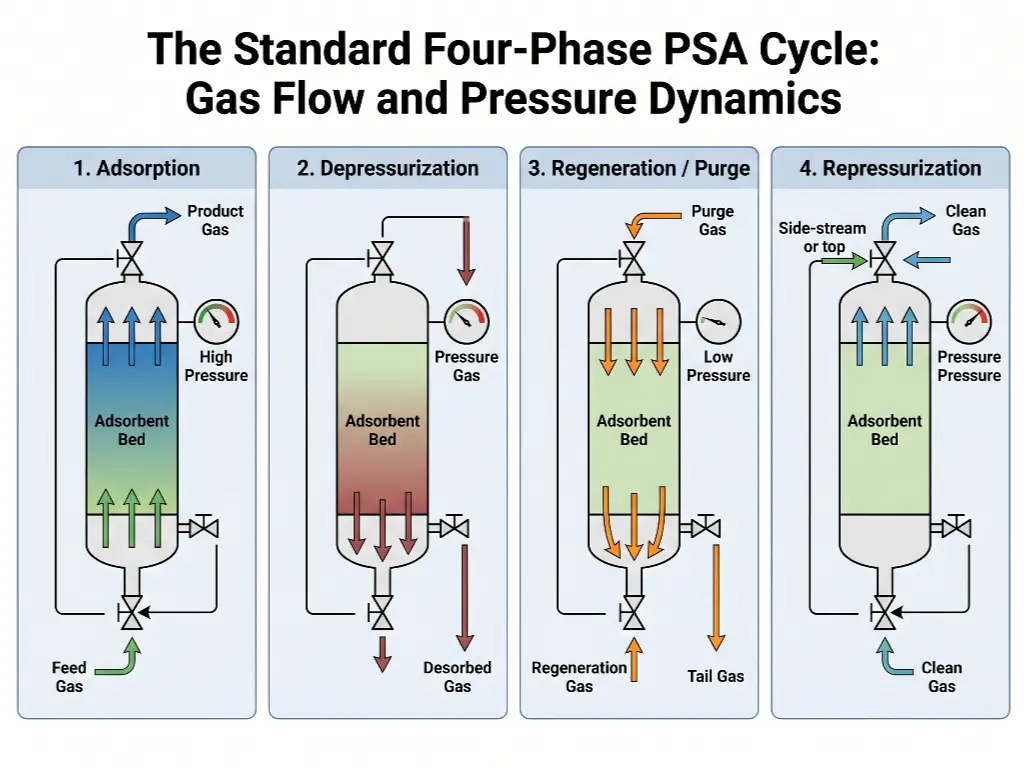
Le fonctionnement d'un système PSA est un processus rythmique et cyclique conçu pour assurer un flux continu d'hydrogène pur malgré la nature discontinue des lits d'adsorbants individuels. Ce cycle est généralement divisé en quatre phases critiques, gérées par une synchronisation de haute précision des vannes.
1. Adsorption (phase de production) : Le gaz d'alimentation brut pénètre à haute pression dans la partie inférieure de la tour d'adsorption. Au fur et à mesure que le gaz monte, les impuretés (CO, CO2, CH4, N2, H2O) sont sélectivement adsorbées par les couches de média. Haute pureté psa hydrogène sort par le haut de la tour et entre dans le collecteur de produit. Cette phase se poursuit jusqu'à ce que le "front d'adsorption" atteigne presque le sommet du lit, auquel cas la tour doit être régénérée.
2. Dépressurisation (récupération d'énergie et de gaz) : Lorsque le lit est saturé, la vanne d'alimentation se ferme. Le lit subit une dépressurisation en deux étapes : tout d'abord, l'"égalisation", où le gaz à haute pression dans les espaces vides est transféré vers une autre tour actuellement à basse pression ; ensuite, la "purge", où le gaz restant est évacué vers le collecteur de combustible. L'égalisation est essentielle pour récupérer l'hydrogène qui serait autrement perdu pendant la régénération.
3. Régénération/Purge (phase de nettoyage) : Il s'agit de l'étape la plus critique pour le maintien de la pureté à long terme. À la pression de cycle la plus basse, un flux de "gaz de purge" (dérivé de l'hydrogène produit dans une autre tour) est envoyé à contre-courant à travers le lit. Les impuretés désorbées des pores de l'adsorbant sont ainsi balayées. Le rapport entre le gaz de purge et le gaz d'alimentation (rapport P/F) est le principal "bouton de réglage" pour les ingénieurs ; un rapport plus élevé garantit des lits plus propres mais réduit le taux global de récupération de l'hydrogène.
4. Repressurisation (préparation) : Avant que la tour puisse à nouveau accepter du gaz d'alimentation, sa pression doit être augmentée pour correspondre à celle du collecteur d'alimentation. Cela se fait progressivement en utilisant à la fois du gaz d'égalisation provenant d'autres tours et une petite quantité d'hydrogène produit. La repressurisation progressive est essentielle pour éviter le "soulèvement du lit" ou les chocs mécaniques sur les granulés adsorbants.
Équipements essentiels et technologies avancées de contrôle des processus
Un moderne unité psa hydrogène est plus qu'un simple ensemble de réservoirs ; il s'agit d'un système mécanique très performant qui doit fonctionner avec un temps de disponibilité de 99,9%. La qualité du matériel détermine directement la pureté du gaz.
Infrastructure matérielle critique
Le Tours d'adsorption sont des cuves à haute pression conçues avec des "rapports d'aspect" (hauteur/diamètre) spécifiques. Une tour haute et étroite assure un front d'adsorption plus stable et empêche la formation de "canaux", où le gaz contourne des sections de l'adsorbant. En complément, on trouve Réservoirs tamponsqui agissent comme les "poumons" du système, en atténuant les impulsions de pression inhérentes aux lits de commutation et en veillant à ce que le pipeline en aval reçoive un flux d'hydrogène régulier et non fluctuant.
Cependant, le véritable "cœur" du système est le Vannes programmables. Dans un système PSA à 4 ou 6 lits, ces vannes peuvent effectuer plus de 1 000 000 de cycles par an. Les défaillances industrielles sont souvent causées par des vannes qui fuient ou qui ne se déclenchent pas dans la fenêtre de millisecondes requise. Il est essentiel que ces vannes soient conçues pour contrôle linéaire. Dans le passé, les vannes à action rapide étaient très recherchées, mais l'ingénierie moderne s'est rendu compte que l'ouverture "instantanée" provoque un effet de "coup de bélier". Cette soudaine poussée de gaz peut faire "bouillir" ou fluidifier les granulés d'adsorbant, ce qui conduit à Pulvérisation. Une fois que l'adsorbant s'est transformé en poussière, il crée une chute de pression massive et obstrue les joints de la vanne, ce qui entraîne une défaillance catastrophique du système. C'est pourquoi les systèmes PSA haut de gamme utilisent des vannes qui s'ouvrent et se ferment selon une courbe programmée et contrôlée.
Contrôle avancé des processus : Logique séquentielle multi-tours
La complexité du PSA augmente avec le nombre de lits. Contrôle séquentiel multi-tours permet une "adsorption par chevauchement", où plusieurs tours produisent de l'hydrogène simultanément afin de garantir une pression constante. En outre, Égalisation multipression (en utilisant 2, 3, voire 4 étapes d'égalisation) est le secret des taux de récupération élevés. En "partageant" la pression entre les tours à plusieurs reprises, le système minimise la quantité d'hydrogène envoyée à la torche ou au système de carburant, ce qui améliore directement le retour sur investissement du projet.
Stratégies de sélection des adsorbants pour les gaz d'alimentation complexes
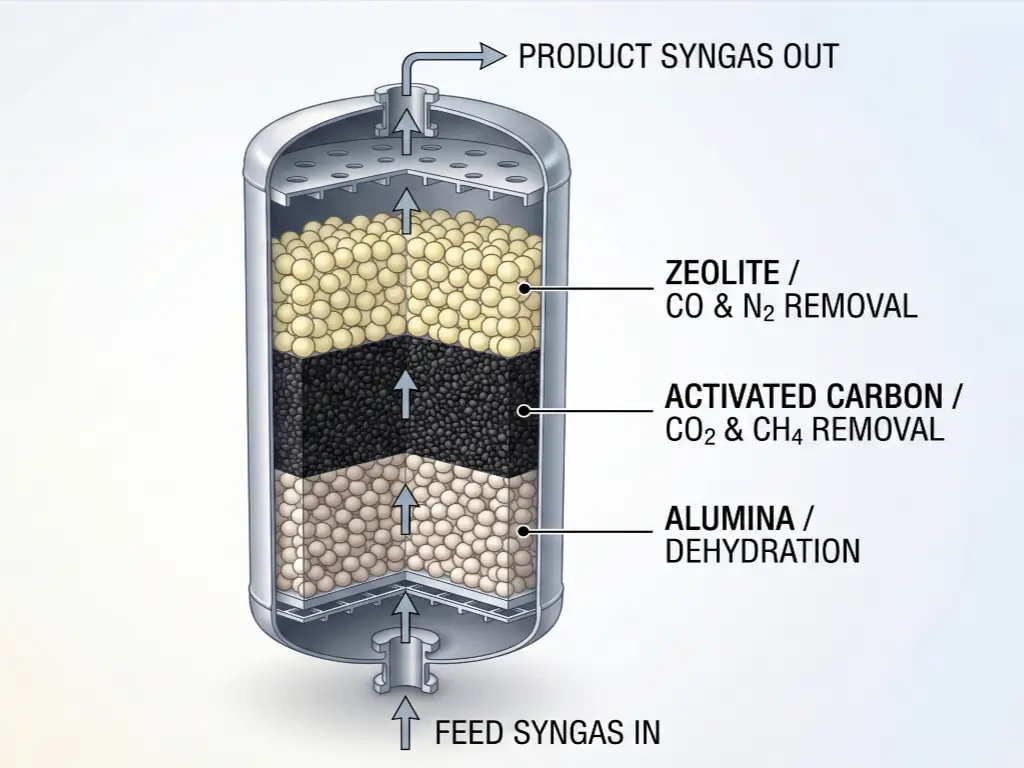
Un lit PSA haute performance est rarement rempli d'un seul matériau. Il s'agit plutôt d'un "gâteau multicouche" méticuleusement conçu, où chaque couche est optimisée pour éliminer une classe spécifique de contaminants dans un ordre spécifique. Le non-respect de cette "logique des couches" peut entraîner l'empoisonnement permanent de l'ensemble du lit.
Couche inférieure : Déshydratation (alumine / gel de silice)
Le gaz d'alimentation contient souvent des traces de vapeur d'eau ou d'hydrocarbures lourds. La couche inférieure, ou "couche de garde", se compose généralement des éléments suivants Alumine activée ou Gel de silice. Ces matériaux ont une grande affinité pour les molécules d'eau polaires. Leur rôle est d'agir comme une première ligne de défense, en s'assurant que le gaz est sec avant qu'il n'atteigne les couches plus sensibles situées au-dessus. Si l'eau atteint la couche de zéolithe, elle crée un effet d'"empoisonnement par l'eau", où les molécules d'eau se lient si étroitement aux pores de la zéolithe qu'elles ne peuvent être éliminées pendant la phase de purge, ce qui rend le lit inutilisable.
Couche intermédiaire : Adsorption des impuretés en vrac (charbon actif)
Une fois déshydraté, le gaz passe dans le Carbone activé couche. Il s'agit de la partie la plus importante du lit, responsable de l'élimination de la majeure partie du CO2 et du CH4. Le charbon actif présente une vaste surface avec une distribution diversifiée de la taille des pores, ce qui le rend idéal pour l'adsorption à haute capacité d'impuretés non polaires ou modérément polaires. Les ingénieurs doivent s'assurer que cette couche est suffisamment profonde pour absorber la concentration maximale de CO2 dans le gaz d'alimentation ; si cette couche est contournée, le CO2 saturera rapidement la couche de zéolithe située au-dessus, ce qui entraînera une "rupture de pureté" immédiate.
Couche supérieure : Purification en profondeur (tamis moléculaires en zéolite)
Le "polissage" final a lieu au sommet de la tour, où Tamis moléculaires en zéolite (typiquement 5A ou Lithium échangé LSX). Les zéolithes sont des aluminosilicates cristallins dont les pores ont un diamètre uniforme. Elles sont choisies spécifiquement pour leur capacité à distinguer les molécules en fonction de leur taille et de leurs propriétés électroniques. C'est là que sont piégées les impuretés les plus difficiles à éliminer, à savoir le monoxyde de carbone et l'azote. Pour l'hydrogène destiné aux véhicules à pile à combustible, cette couche est le "gardien final" qui maintient les niveaux de CO en dessous du seuil mortel de 0,2 ppm pour les catalyseurs au platine dans les piles PEM.
Architecture du système et configurations du nombre de lits
Le "nombre de lits" d'un système PSA est sa caractéristique architecturale la plus importante. Il détermine l'équilibre entre le coût d'investissement et l'efficacité de la récupération de l'hydrogène.
Systèmes à 2 et 4 lits : Un système à deux lits est la conception la plus simple, souvent utilisée pour la production sur site à petite échelle lorsque l'espace est limité et que le taux de récupération est secondaire par rapport à la simplicité. Cependant, ils n'ont pas la capacité d'effectuer des égalisations complexes, ce qui se traduit souvent par un taux de récupération de seulement 60-70%. Les Système à 4 lits est le "Sweet Spot" industriel. Il permet au moins une étape d'égalisation et une alimentation continue en gaz de purge, poussant les taux de récupération dans la plage 75-85%. C'est le choix standard pour les usines chimiques et les raffineries de taille moyenne.
Systèmes à 6 lits et à lits multiples de grande capacité : Dans les complexes pétrochimiques massifs ou les centres d'hydrogène spécialisés, des configurations à 6, 10 ou même 12 lits sont utilisées. Ces systèmes sont conçus pour Égalisation multipression (jusqu'à 4 étapes). Bien que la logique de contrôle et le nombre de vannes soient nettement plus élevés, la possibilité de dépasser les taux de récupération de 90% se traduit par des millions de dollars d'économies annuelles d'hydrogène pour les producteurs de gros volumes. À cette échelle, les dépenses d'investissement supplémentaires liées à l'augmentation du nombre de tours et de vannes sont généralement récupérées en 12 à 18 mois d'exploitation.
Optimisez votre lit PSA avec des adsorbants de qualité industrielle
Dans le cadre de la purification de l'hydrogène par PSA à haute fréquence, les adsorbants génériques succombent inévitablement à la pulvérisation et à la percée prématurée du CO. Pour garantir une pureté stable de 99,999%, il faut des matériaux structurellement résistants. Avec plus de 28 ans d'expertise, JALON conçoit des adsorbants de qualité industrielle - de l'alumine activée à haute résistance pour la déshydratation de la couche inférieure aux zéolithes 5A/Li-LSX ultra-précises pour l'élimination en profondeur du CO. Fabriquées sur des lignes automatisées DCS pour garantir une résistance supérieure à la compression et une densité uniforme, nos solutions résistent efficacement à la dégradation due aux coups de bélier. Ne laissez pas des tamis moléculaires de qualité inférieure compromettre votre production continue de H2.








