Exploration de l'élimination du CO₂ du gaz naturel : choix technique entre les amines, les membranes et l'adsorption (PSA & TSA)
Dans le paysage complexe de l'énergie industrielle, le passage des hydrocarbures bruts de la tête de puits aux produits de qualité pipelines ou cryogéniques exige une extrême précision. Le gaz naturel brut se prête rarement à un transport immédiat ou à une liquéfaction. Il est lourdement chargé de gaz acides, principalement de dioxyde de carbone (CO₂) et de sulfure d'hydrogène (H₂S), ainsi que de vapeur d'eau et d'hydrocarbures plus lourds. Déterminer la méthodologie optimale pour l'extraction du CO₂ n'est pas simplement une question de préférence chimique ; il s'agit d'une décision économique aux enjeux importants, dictée par les dépenses d'investissement (CAPEX), les dépenses opérationnelles (OPEX), les contraintes d'espace et les limites physiques absolues de l'équipement de traitement en aval.
Ce guide technique complet explore les principes techniques rigoureux qui sous-tendent la décarbonisation et fournit une évaluation objective et profondément analytique des principales voies technologiques : L'absorption d'amines, les membranes polymériques et les techniques avancées d'adsorption solide utilisant l'adsorption par rotation de pression (PSA) et l'adsorption par rotation de température (TSA). En comblant le fossé entre la thermodynamique théorique et les opérations réelles de l'usine, nous établissons un cadre définitif pour sélectionner la bonne architecture de traitement des gaz.
Les prémisses de l'ingénierie : les spécifications du CO₂ dans le traitement du gaz naturel
L'impératif d'extraire le dioxyde de carbone du gaz naturel est motivé par deux niveaux distincts de spécifications industrielles. La compréhension du contraste frappant entre ces deux objectifs est l'étape fondamentale de la conception des procédés, car la profondeur d'extraction requise dicte entièrement le choix de la technologie.
Le premier niveau consiste en des spécifications standard pour les gazoducs. Pour introduire le gaz naturel dans les réseaux de transport nationaux ou internationaux, les organismes de réglementation et les opérateurs intermédiaires imposent généralement une limite de tolérance au CO₂ allant de 2% à 4% en volume. Cette exigence vise principalement à maintenir le pouvoir calorifique supérieur (BTU) du gaz vendu et à éviter de graves dommages aux infrastructures. Lorsque le dioxyde de carbone se dissout en présence d'eau libre, il forme de l'acide carbonique (H₂CO₃). Ce phénomène, connu dans l'industrie sous le nom de "corrosion douce", détériore rapidement les pipelines en acier au carbone en provoquant des piqûres agressives et un amincissement uniforme de la paroi. Sur des milliers de kilomètres d'infrastructures de transport, la corrosion douce peut entraîner des défaillances catastrophiques des pipelines, des risques pour l'environnement et des coûts d'amortissement et de remplacement astronomiques.
Le deuxième niveau est beaucoup plus impitoyable : les procédés cryogéniques et la production de gaz naturel liquéfié (GNL). Lorsque le gaz naturel est traité pour la récupération des liquides de gaz naturel (LGN) en profondeur, l'extraction de l'hélium ou la liquéfaction du GNL, la température du flux gazeux est considérablement réduite. Dans un train de GNL, les températures chutent à environ -161°C (-260°F). À ces températures cryogéniques extrêmes, un dangereux changement de phase thermodynamique se produit. Les traces de dioxyde de carbone ne se liquéfient pas, mais subissent une désublimation, c'est-à-dire qu'elles passent directement d'un état gazeux à un état solide.
Si la concentration de CO₂ entrant dans l'unité cryogénique dépasse 50 parties par million (ppm), des cristaux solides de glace sèche se précipitent hors du flux gazeux. Ces particules solides s'accumulent rapidement dans les géométries complexes des ailettes des micro-canaux des échangeurs de chaleur en aluminium brasé (BAHX) logés dans la boîte froide. À mesure que les passages se rétrécissent, la pression différentielle (chute de pression) dans l'échangeur de chaleur augmente de façon exponentielle. En fin de compte, il en résulte un blocage physique total, ce qui oblige à un arrêt d'urgence non planifié de l'usine. Le dégel d'une chambre froide cryogénique pour éliminer les blocages de glace sèche entraîne des millions de dollars de perte de production, ce qui fait du respect strict de la spécification < 50 ppm CO₂ une question absolue de survie opérationnelle.
Protocoles de prétraitement essentiels avant le captage du carbone
Avant que le flux de gaz n'atteigne l'unité de décarbonisation primaire - qu'il s'agisse d'un contacteur à amines, d'un skid à membrane ou d'un lit de tamis moléculaire - il doit subir un conditionnement physique rigoureux. La défaillance d'un système d'élimination du CO₂ est rarement due à une défaillance de la technologie de base elle-même ; en fait, elle est presque toujours déclenchée par un système d'élimination du CO₂ inadéquat en amont. traitement du gaz naturel qui permet aux liquides de contaminer les milieux actifs sensibles.
Tambours d'obturation et filtres coalescents pour l'élimination des liquides
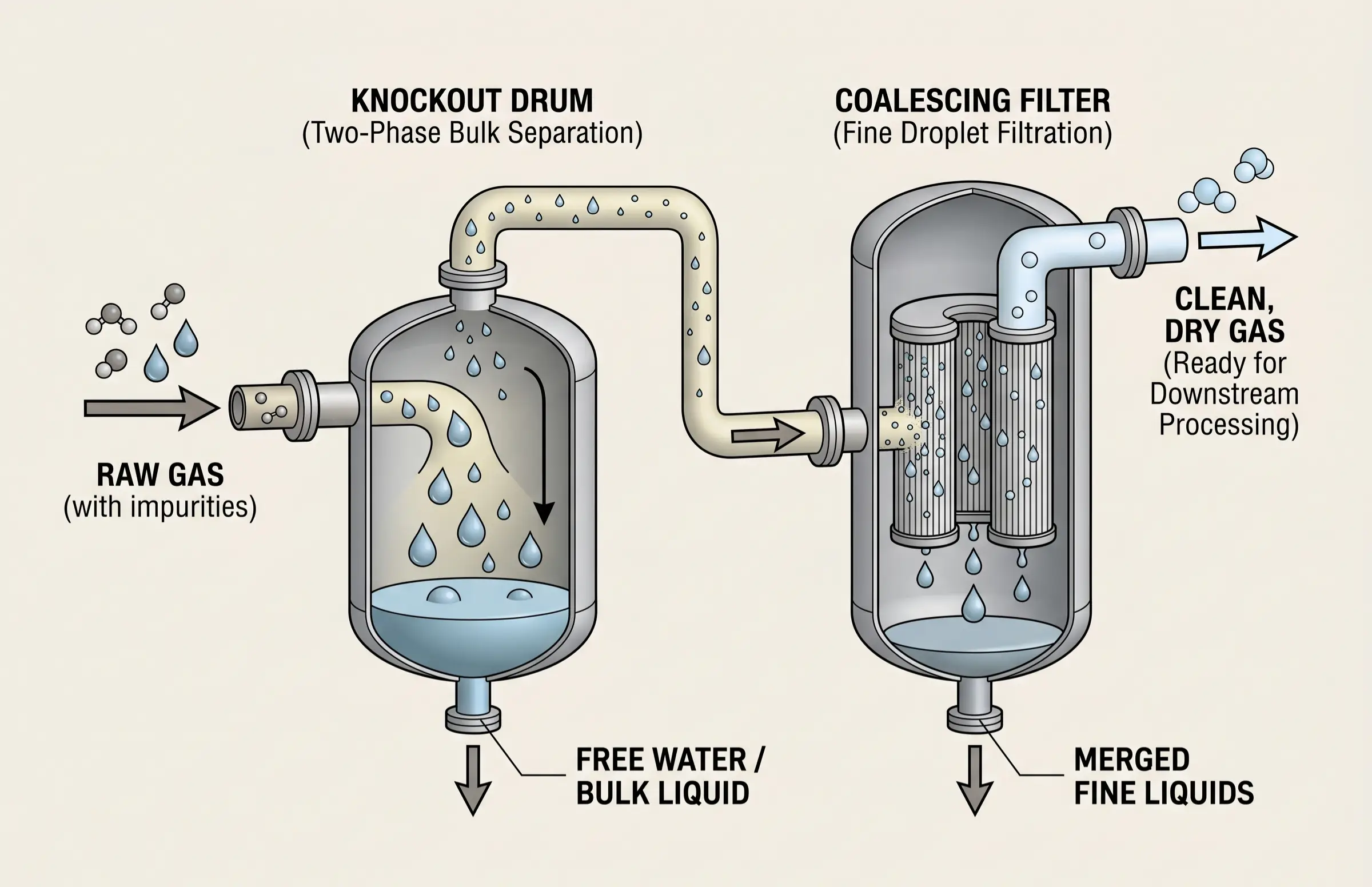
La première ligne de défense décisive dans toute usine de gaz est l'équipement de séparation d'entrée. Le gaz naturel brut arrive dans l'installation avec un mélange multiphasé d'eau libre, de condensats d'hydrocarbures liquides, d'huiles de lubrification de compresseurs et de fluides de stimulation de puits. Si ces liquides sont autorisés à pénétrer dans l'unité d'élimination du CO₂, les conséquences sont désastreuses.
Les tambours d'entrée (séparateurs à deux ou trois phases) utilisent la gravité, les chicanes et les forces centrifuges pour éliminer les liquides en vrac. Après la séparation en vrac, des filtres coalescents sont déployés pour capturer les gouttelettes d'aérosols de taille micrométrique et submicrométrique. Dans le cas d'un système d'amine, l'entraînement d'hydrocarbures liquides abaisse considérablement la tension superficielle du solvant, ce qui déclenche un violent moussage de l'amine. Dans le cas des membranes polymères, les hydrocarbures liquides lourds recouvrent la surface de la membrane, encrassant de manière permanente les pores microscopiques et aveuglant le module de séparation. Par conséquent, une interception robuste des liquides est une condition physique préalable non négociable pour la protection des actifs en aval.
Contrôle de la température pour prévenir la formation d'hydrates
Au-delà de l'élimination des liquides, une gestion thermique rigoureuse est nécessaire pour garantir le débit. L'exploitation du gaz naturel implique souvent des chutes de pression importantes, en particulier au niveau des vannes de contrôle et des étranglements. Selon l'effet Joule-Thomson, une réduction soudaine de la pression du gaz entraîne une baisse correspondante de la température du gaz. Si la température tombe en dessous du point de formation des hydrates en présence d'humidité, l'eau et les molécules d'hydrocarbures légers (comme le méthane et l'éthane) s'imbriquent physiquement, formant des structures cristallines solides, semblables à de la glace, connues sous le nom d'hydrates de gaz.
Les hydrates de gaz peuvent se former à des températures bien supérieures au point de congélation normal de l'eau, obstruant entièrement les pipelines, les vannes et les instruments. Pour contrer ce phénomène, des réchauffeurs d'entrée - tels que des réchauffeurs à bain d'eau ou des réchauffeurs à combustion directe - sont installés en amont des unités de traitement. En maintenant la température du gaz d'alimentation à une marge de sécurité (généralement de 10°F à 20°F) au-dessus de la courbe calculée de formation des hydrates, les ingénieurs empêchent le gel des pipelines et garantissent un flux régulier et ininterrompu dans l'installation de capture du carbone.
Évaluation quantitative des technologies d'élimination primaire du CO₂
Les ingénieurs des procédés doivent naviguer dans une matrice complexe de variables opérationnelles lorsqu'ils choisissent la voie de décarbonisation appropriée. Il n'existe pas de solution universelle ; le choix optimal dépend fortement de la composition du gaz brut, de la pureté visée, des biens immobiliers disponibles et de l'accès aux services publics. Une matrice d'évaluation quantitative résumant les limites de performance des trois technologies primaires est présentée ci-dessous.
| Paramètre du processus | Absorption chimique (amines) | Membrane polymérique | Adsorption solide (TSA/Criblage moléculaire) |
|---|---|---|---|
| Limite ultime de CO₂ | < 50 ppm (avec les amines formulées) | ~2% (Pipeline Spec) | < 1 ppm (polissage cryogénique profond) |
| Empreinte de l'équipement | Extrêmement grand (tours, rebouilleurs, pompes) | Très compact et modulaire | Modéré (skids multi-lits, réchauffeurs) |
| Perte d'hydrocarbures (glissement de méthane) | Très faible (< 1%) | Élevée (peut dépasser 5-10% sans multiétage) | Extrêmement faible (exclusion sélective des pores) |
| Dépenses d'exploitation (OPEX) | Élevée (tâches massives des rebouilleurs thermiques, préparation des solvants) | Faible (dépend de la pression partielle différentielle) | Modéré à élevé (chauffage au gaz par régénération thermique) |
Systèmes de traitement des gaz aminés pour les traitements lourds
Pendant des décennies, le système de traitement des gaz aux amines a été le cheval de bataille de l'industrie pétrochimique pour l'élimination des gaz acides. Fonctionnant sur le principe de l'absorption chimique réversible, ces systèmes sont conçus pour traiter de grandes quantités de gaz naturel, en éliminant agressivement le dioxyde de carbone et le sulfure d'hydrogène pour répondre à des spécifications rigoureuses.
Dynamique d'absorption chimique et sélection des solvants
Le succès opérationnel de la adoucissement du gaz naturel en vrac dépend entièrement de la sélection du bon solvant alcanolamine. Le mécanisme de base implique que le gaz corrosif s'écoule vers le haut à travers une colonne d'absorption à haute pression et basse température, entrant en contact intime à contre-courant avec un flux descendant de solution d'amine pauvre. L'amine réagit chimiquement avec le CO₂ acide, formant un sel soluble faible, ce qui adoucit le gaz de tête.
L'industrie utilise un éventail de solvants en fonction des objectifs exacts de séparation. Les amines primaires, comme la monoéthanolamine (MEA), sont très réactives et éliminent agressivement presque tous les gaz acides, mais elles nécessitent une immense énergie thermique pour briser les liaisons chimiques pendant la régénération et sont très susceptibles de se dégrader. Les amines secondaires, comme la diéthanolamine (DEA), offrent une solution intermédiaire en termes de réactivité et de demande d'énergie. Les amines tertiaires, en particulier la méthyldiéthanolamine (MDEA), agissent par le biais d'un mécanisme d'hydratation plus lent catalysé par une base, ce qui leur permet d'absorber sélectivement le H₂S tout en laissant échapper une partie du CO₂. Pour le prétraitement en profondeur du GNL nécessitant < 50 ppm de CO₂, les ingénieurs se tournent fréquemment vers les "amines formulées" - des mélanges exclusifs de MDEA avec des activateurs de pipérazine spéciaux qui accélèrent considérablement la cinétique d'absorption du CO₂ tout en minimisant les taux de circulation requis.
Pièges opérationnels liés à la dégradation des solvants et à la formation de mousse
Malgré leur omniprésence, les systèmes à base d'amines sont notoirement capricieux et exigent une vigilance opérationnelle constante. La défaillance opérationnelle la plus grave et la plus coûteuse est la formation de mousse d'amine. Lorsque des hydrocarbures liquides, des produits chimiques de traitement des puits ou des solides microscopiques en suspension pénètrent dans le contacteur, ils modifient la tension superficielle de la solution d'amine. Au lieu de s'écouler doucement à travers les plateaux de la colonne, l'amine se transforme en une mousse épaisse. Cette mousse se dilate violemment, inondant la colonne et entraînant le solvant non régénéré directement hors du sommet de la tour, en même temps que le gaz non corrosif - un phénomène connu sous le nom d'entraînement massif de liquide.
La formation de mousse détruit instantanément l'efficacité de la séparation, ce qui se traduit par un gaz non conforme qui doit être brûlé à la torche. En outre, elle entraîne la perte physique d'un solvant coûteux. Même sans moussage, les amines subissent une dégradation thermique continue en raison des températures élevées dans le rebouilleur, et une dégradation chimique due à des réactions irréversibles avec l'oxygène ou les acides organiques, formant des sels stables à la chaleur (HSS). L'obligation permanente d'injecter des agents anti-mousse coûteux et d'acheter constamment des solvants d'appoint représente une charge OPEX importante et inéluctable pendant toute la durée de vie de l'installation.
Séparation par membrane polymérique pour les installations à espace limité
Lorsque les contraintes techniques empêchent la construction de tours d'absorption massives, de stocks massifs de solvants et de systèmes complexes de pompage des liquides, la séparation par membrane polymérique apparaît comme la première alternative technologique. Contrairement aux amines, les membranes n'impliquent aucune pièce mobile, aucun solvant chimique dangereux et aucun changement de phase, ce qui représente un processus de séparation purement physique.
Comment la perméabilité et la sélectivité déterminent la séparation des gaz
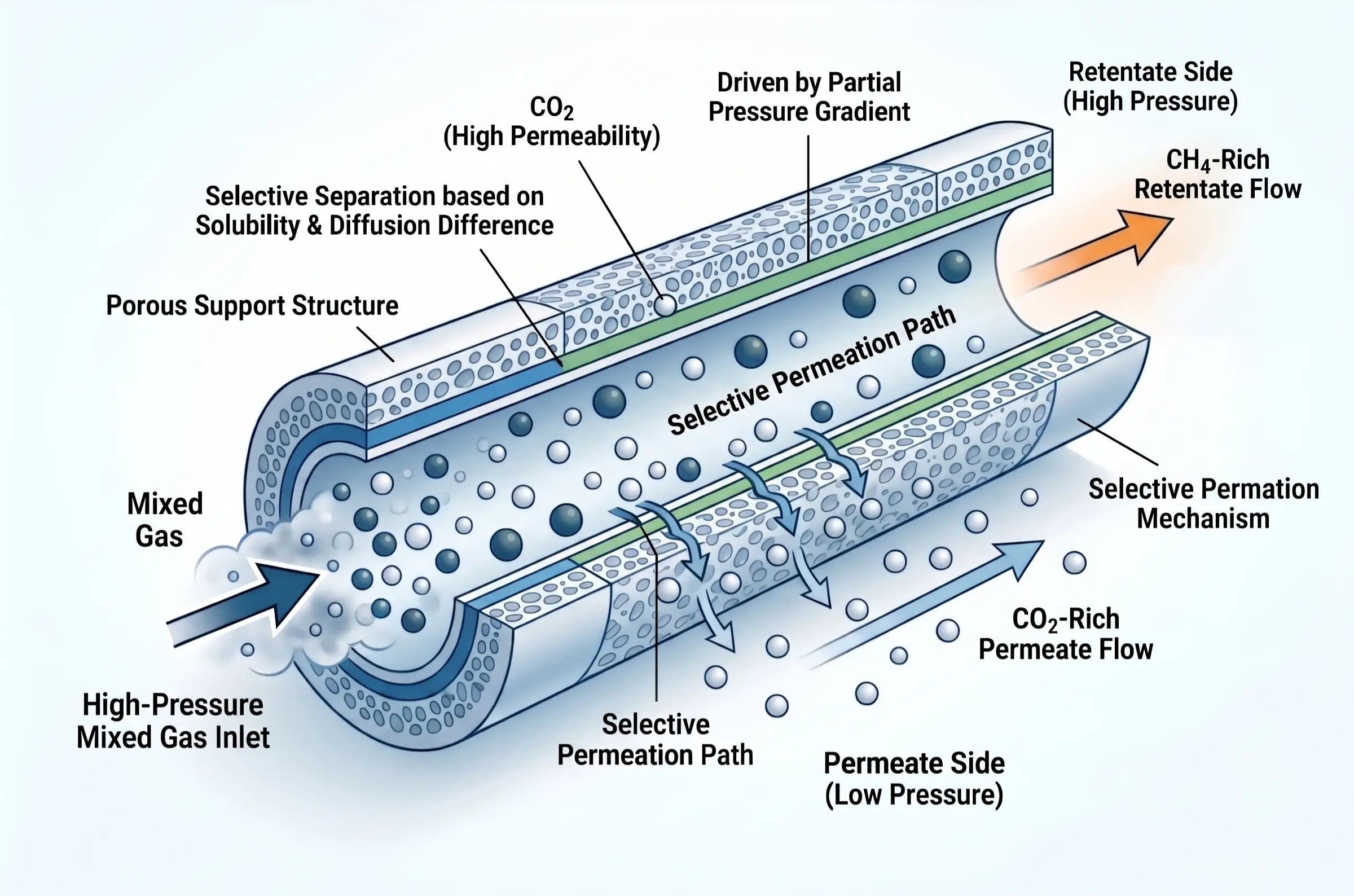
La force motrice fondamentale de la séparation par membrane polymère est la différence de pression partielle à travers la barrière de la membrane. Le gaz naturel brut à haute pression est introduit d'un côté d'une fibre creuse ou d'un module membranaire enroulé en spirale. Le matériau de la membrane est conçu au niveau moléculaire pour exploiter les taux de perméation variables des différentes molécules de gaz.
La séparation est régie par une combinaison de solubilité (facilité avec laquelle le gaz se dissout dans la matrice polymère) et de diffusivité (rapidité avec laquelle la molécule se déplace à travers les chaînes de polymère). Le dioxyde de carbone est un gaz très "rapide" ; il est plus petit et nettement plus soluble dans les polymères typiques que le méthane. Par conséquent, le CO₂ traverse rapidement la paroi de la membrane et est recueilli à une pression plus faible du côté du perméat, tandis que les molécules de méthane, plus lentes et plus grosses, restent retenues à une pression élevée du côté du rétentat. Comme la force motrice repose sur la pression, cette technologie prospère dans les environnements offshore à haute pression, les raccordements sous-marins et les têtes de puits éloignées où l'installation d'une centrale thermique massive pour la régénération des amines est physiquement impossible ou économiquement ruineuse.
Surmonter la menace de la plastification des polymères
Le principal goulot d'étranglement qui limite le déploiement des membranes dans les flux de gaz très agressifs est le phénomène de plastification des membranes. Les structures polymériques sont sensibles aux gaz hautement condensables. Lorsqu'une membrane est soumise à du gaz naturel contenant des concentrations exceptionnellement élevées de CO₂ (typiquement > 10%) ou d'hydrocarbures aromatiques lourds (BTEX), ces molécules se dissolvent profondément dans la matrice polymère.
Cette dissolution en profondeur entraîne un gonflement et un relâchement physiques des chaînes de polymères, ce qui a pour effet de ramollir la membrane. À mesure que le polymère se plastifie, le volume libre microscopique à l'intérieur de la matrice se dilate, ce qui détruit la sélectivité soigneusement conçue de la membrane. Les portes moléculaires étant grandes ouvertes, le précieux méthane passe facilement à travers la membrane en même temps que le CO₂. Ce glissement excessif de méthane représente non seulement une perte dévastatrice de produit vendable et de revenus, mais crée également un flux de déchets à forte intensité de carbone qui complique le respect des normes d'émission. Pour atténuer ce problème, les ingénieurs doivent souvent déployer un refroidissement de prétraitement robuste pour éliminer les aromatiques, ou s'appuyer sur des polymères vitreux avancés et rigides qui résistent à la plastification au prix d'une perméabilité globale.
Le bassin versant de l'adsorption : PSA pour le GNR vs. TSA pour le polissage cryogénique
Alors que les systèmes à amines et à membranes gèrent la grande majorité de la décarbonisation en vrac, la frontière de l'extrême précision - et le domaine spécialisé de la valorisation des biogaz hautement contaminés - appartient aux technologies d'adsorption solide. Utilisant des structures cristallines poreuses d'aluminosilicate très élaborées, connues sous le nom de tamis moléculaires, l'adsorption crée un bassin de séparation physique régi par des cycles de pression et de température.
Adsorption par variation de pression (PSA) pour le biogaz et le GNR
Dans le secteur en pleine expansion du gaz naturel renouvelable (GNR) et de la valorisation du biogaz, le gaz d'alimentation brut fonctionne généralement à des températures proches de l'ambiante et à des pressions inférieures, mais contient des concentrations massives de CO₂ (souvent de 30% à 50%). Dans ce cas, l'adsorption modulée en pression (AMP) constitue le mécanisme idéal d'élimination en vrac. L'AMP fonctionne selon le principe que les gaz ont tendance à être fortement adsorbés sur des surfaces solides sous haute pression, et rapidement désorbés (libérés) lorsque la pression est ramenée à des niveaux proches de l'atmosphère ou du vide.
En faisant passer plusieurs cuves remplies d'adsorbants spécialisés par des phases séquentielles d'adsorption à haute pression, de dépressurisation, de purge à basse pression et de repressurisation, une unité PSA isole continuellement du biométhane de haute pureté. Étant donné que l'énergie de liaison d'adsorption du CO₂ dans les applications en vrac peut être surmontée simplement en faisant varier la pression, l'unité PSA évite complètement les besoins massifs en énergie thermique d'un rebouilleur d'amines, ce qui la rend exceptionnellement économique pour les installations de biogaz décentralisées.
Adsorption par variation de température (TSA) pour le prétraitement du GNL et des LGN
Cependant, lorsque l'objectif passe de l'élimination en vrac au polissage cryogénique en profondeur, le PSA est physiquement insuffisant. Dans les usines de GNL de base et de récupération de LGN en profondeur, le gaz quittant l'unité d'amine en amont contient généralement entre 50 et 500 ppm de CO₂, et il est entièrement saturé en eau. Pour assurer la survie absolue de la boîte froide BAHX en aval, le H₂O doit être réduit à < 0,1 ppm et le CO₂ doit être strictement poli à < 50 ppm. À ces concentrations à l'état de traces, la pression partielle de CO₂ est si faible qu'une simple variation de pression ne peut pas chasser efficacement les molécules fortement liées des pores de l'adsorbant. Le système doit utiliser l'adsorption par variation de température (TSA).
Dans une configuration TSA, le lit de tamis moléculaire adsorbe les impuretés à l'état de traces jusqu'à ce qu'il approche de la saturation. Pour régénérer le lit, un flux de gaz de régénération ultra sec et chauffé (généralement porté à des températures comprises entre 260°C et 290°C) est envoyé à travers la cuve. Cette énergie thermique intense brise les fortes liaisons électrostatiques qui retiennent les molécules d'eau polaires et les molécules de CO₂ quadrupolaires à l'intérieur de la structure du tamis, balayant complètement le lit pour le cycle suivant.
L'avantage de l'ingénierie Jalon : Garantir le filet de sécurité cryogénique
Les contraintes thermiques extrêmes imposées aux tamis moléculaires lors de la régénération des TSA représentent le terrain d'essai ultime pour la durabilité des adsorbants. Les supports de qualité inférieure succombent rapidement à la dégradation hydrothermique, perdant leur surface active, tandis que l'expansion et la contraction thermiques répétées provoquent la rupture physique des billes, une défaillance catastrophique connue sous le nom de "dépoussiérage". L'empoussièrement entraîne de graves chutes de pression, le colmatage des filtres à particules en aval et l'endommagement des roues des compresseurs.
Avec plus de 28 ans d'expertise approfondie dans le domaine des zéolithes synthétiques, l'équipe de Jalon est en mesure d'offrir un service de qualité à ses clients. Série 13X et série propriétaire JLPM sont spécialement conçus pour les rigueurs de la séparation de l'air en milieu cryogénique profond et du prétraitement du GNL.
- La forteresse de la stabilité : Grâce à une ligne de production automatisée DCS (Distributed Control System) d'une capacité annuelle de 68 000 tonnes de tamis moléculaire, Jalon élimine totalement les variations d'un lot à l'autre qui affectent les adsorbants standard. Les opérateurs de l'usine sont assurés de disposer de capacités de travail dynamiques exactes et prévisibles pour chaque charge de navire.
- Intégrité mécanique sans compromis : Le processus de fabrication de Jalon contrôle méticuleusement l'optimisation des liants inorganiques et la cinétique de cristallisation, ce qui permet d'obtenir un tamis moléculaire d'une qualité nettement supérieure. Force d'écrasement. Cette robustesse physique combat directement l'attrition mécanique et le dépoussiérage, garantissant que même dans les cycles thermodynamiques brutaux des opérations TSA, le média conserve son intégrité structurelle, protégeant vos actifs cryogéniques en aval et minimisant l'OPEX sur une durée de vie prolongée de plusieurs années.
Scénarios normalisés pour les technologies d'élimination du CO₂
Pour choisir la voie optimale de décarbonisation, il faut en fin de compte faire correspondre vos contraintes opérationnelles spécifiques avec le cadre technologique approprié. Sur la base de décennies de données d'ingénierie des procédés, nous avons standardisé la sélection des technologies en quatre scénarios opérationnels définitifs.
Absorption chimique (amines)
L'étalon-or de l'industrie pour l'adoucissement du gaz naturel à haut rendement.
- Débit idéal : > 100 MMSCFD
- CO₂ Gamme : Modéré à élevé
- Avantage principal : Capacité de production massive avec un glissement de méthane < 1%.
Membrane polymérique
Un module de séparation purement physique conçu pour les environnements offshore difficiles.
- Débit idéal : Variable (modulaire)
- Contrainte : Limites sévères de poids et d'espace sur le pont
- Avantage principal : Aucune pièce mobile, aucun solvant chimique n'est nécessaire.
Adsorption par variation de pression (PSA)
L'élimination des déchets en vrac est très économique et ne nécessite pas d'énergie thermique massive.
- Débit idéal : < 50 MMSCFD
- CO₂ Gamme : Ultra-haut (20% - 50%)
- Avantage principal : Auto-cyclage à faible coût d'exploitation, parfait pour la valorisation du biogaz.
Adsorption en fonction de la température (TSA)
La protection ultime utilisant des tamis moléculaires pour l'élimination des traces en profondeur.
- Cible Spec : < 50 ppm CO₂ (qualité cryogénique)
- Les médias : Zéolithe 13X haute performance
- Avantage principal : Protection absolue pour les échangeurs de chaleur en aluminium brasé en aval.
Pour les débits élevés (> 100 MMSCFD) confrontés à des concentrations de CO₂ modérées à élevées, l'absorption chimique via des amines formulées reste le champion incontesté des poids lourds, à condition que l'installation puisse s'adapter à l'empreinte physique massive et aux demandes d'utilités thermiques. Si ce même flux de gaz est situé sur un FPSO offshore où l'espace de pont et la charge de poids sont sévèrement limités, les membranes polymériques sortent vainqueurs, bien que les opérateurs doivent accepter la pénalité économique d'un glissement élevé du méthane.
Lorsqu'il s'agit de concentrations de CO₂ très élevées (20% à 70%), typiques du gaz associé à la récupération assistée du pétrole (RAH), la séparation en vrac nécessite souvent une distillation cryogénique (telle que la technologie CFZ), utilisant l'enveloppe de phase pour congeler ou liquéfier le CO₂ dans un fractionneur avant de le polir.
En fin de compte, la boucle de décision se referme au seuil de la cryogénie. Qu'une unité d'amine ou un skid à membrane effectue le gros du travail pour l'extraction en vrac, la physique intransigeante de la liquéfaction dicte qu'une unité d'adsorption à variation de température (TSA), armée d'un 13X très résistant ou de tamis moléculaires spécialisés, doit monter la garde en tant que barrière finale. En comprenant ces limites thermodynamiques et en évaluant rigoureusement les coûts d'investissement, les coûts d'exploitation et la durabilité mécanique des médias sélectionnés, les ingénieurs peuvent construire une installation de traitement du gaz résiliente capable de répondre aux exigences rigoureuses du marché mondial de l'énergie.








