Esta guía detalla los tipos de catalizadores de zeolita, sus aplicaciones y su selección
En las modernas industrias de procesamiento químico y refinado, la búsqueda de mayores rendimientos, un cumplimiento más estricto de las normas medioambientales y un consumo energético optimizado ha llevado a la ingeniería de catalizadores a niveles de sofisticación sin precedentes. En el centro mismo de esta evolución industrial se encuentra una extraordinaria clase de materiales: los catalizadores de zeolita. Estos avanzados materiales constituyen la columna vertebral de procesos que van desde el craqueo catalítico fluido (FCC) masivo de petróleo crudo hasta sistemas de control de emisiones de gran precisión. Esta completa guía técnica detalla la naturaleza física y química fundamental de los catalizadores de zeolita, desglosa sistemáticamente sus principales dimensiones de clasificación y explora sus aplicaciones críticas en los sectores petroquímico, medioambiental y de química fina. Además, proporciona a ingenieros y especialistas en adquisiciones un marco estratégico para la selección de catalizadores, junto con soluciones prácticas para superar los cuellos de botella técnicos inherentes, como las limitaciones en la transferencia de masa y la desactivación. Al comprender la gestión del ciclo de vida completo de estos catalizadores, los operadores de las plantas pueden mejorar significativamente el rendimiento de su inversión (ROI) y mantener una producción continua y eficiente.
¿Qué son los catalizadores de zeolita?
En su nivel fundamental, los catalizadores de zeolita son materiales de aluminosilicato tridimensionales altamente cristalinos. Se trata de redes meticulosamente estructuradas compuestas de silicio-oxígeno (SiO4) y aluminio-oxígeno (AlO4). La característica definitoria de un catalizador de zeolita reside en su doble identidad: funciona simultáneamente como un potente "ácido sólido" y como un catalizador de alta precisión. catalizador de tamiz molecular. Cuando un ion de silicio tetravalente (Si4+) en la red cristalina es isomórficamente sustituido por un ion de aluminio trivalente (Al3+), crea una carga negativa neta localizada en la estructura. Para mantener la neutralidad eléctrica, esta carga debe ser compensada por un catión que no forme parte de la estructura. Cuando este catión compensador es un protón (H+), forma un sitio ácido de Brønsted. Esta química estructural única dota a los catalizadores de zeolita de tres características físicas y químicas fundamentales que dictan su inmenso valor industrial:
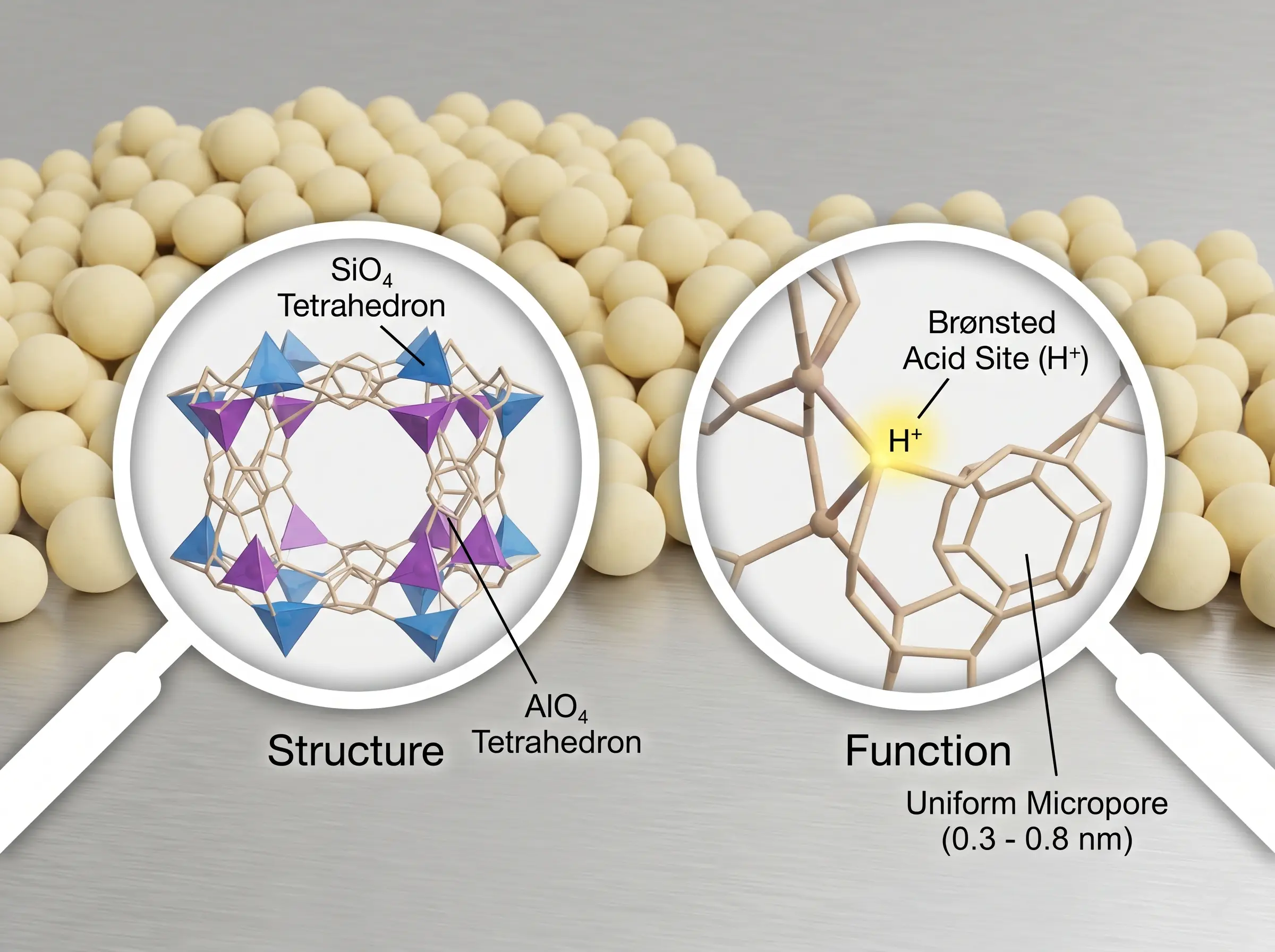
- Estructura microporosa uniforme: A diferencia de los catalizadores amorfos, con una distribución aleatoria del tamaño de los poros, las zeolitas presentan una red de poros cristalinos muy ordenada (normalmente de 0,3 a 0,8 nm). Esta arquitectura se ajusta con precisión a los diámetros cinéticos de muchas moléculas petroquímicas, lo que permite una estricta "catálisis selectiva por forma" que controla estrictamente la entrada de reactivos, la salida de productos y la formación de estados de transición.
- Superficie extremadamente alta: El intrincado laberinto interno de canales y jaulas proporciona una enorme superficie interna, que habitualmente supera los 500 a 1.000 metros cuadrados por gramo. Esta relación extrema entre superficie y volumen garantiza una concentración excepcionalmente alta de sitios de reacción activos, lo que se traduce en tasas de conversión significativamente más altas en los reactores industriales.
- Sitios ácidos altamente sintonizables: La potencia catalítica de una zeolita se diseña activamente. La acidez -tanto en densidad total de sitios ácidos como en fuerza ácida- puede ajustarse con precisión modificando la relación silicio-aluminio (Si/Al). Esto permite a los ingenieros químicos adaptar el catalizador a los requisitos termodinámicos y cinéticos exactos de las reacciones objetivo.
Dimensiones de clasificación y modelos de núcleo de zeolita
Dada la gran variedad de zeolita sintética materiales disponibles en el mercado industrial, la selección del catalizador adecuado requiere una comprensión sistemática de sus variaciones estructurales y químicas. Los catalizadores de zeolita suelen evaluarse y clasificarse en cuatro dimensiones técnicas clave que, en última instancia, determinan su estabilidad térmica, su comportamiento químico y su aplicabilidad industrial específica.
Cuatro dimensiones clave de la clasificación de las zeolitas
- Tamaño del poro y arquitectura del anillo: Las zeolitas se clasifican principalmente por el tamaño de sus aberturas de poro, que vienen determinadas por el número de átomos de oxígeno que forman el anillo de apertura. Las zeolitas de poro pequeño (p. ej., anillos de 8 miembros) tienen diámetros de poro que oscilan entre 0,3 y 0,45 nm y sólo permiten el paso de moléculas muy lineales. Las zeolitas de poro medio (por ejemplo, anillos de 10 miembros), con diámetros de entre 0,45 y 0,6 nm, son los caballos de batalla del procesamiento de aromáticos de forma selectiva. Las zeolitas de poros grandes (por ejemplo, anillos de 12 miembros) presentan aberturas de 0,6 a 0,8 nm, lo que las hace esenciales para procesar moléculas más voluminosas que se encuentran en los gasóleos pesados. Los últimos avances también han introducido las zeolitas mesoporosas, que integran poros de más de 2 nm para facilitar el transporte de moléculas extremadamente grandes.
- Relación silicio-aluminio (relación Si/Al): La relación Si/Al es un parámetro crítico que determina la hidrofobicidad, la densidad ácida y la durabilidad estructural del material. Las zeolitas de bajo contenido en sílice (relación Si/Al de 1 a 1,5) poseen una concentración muy alta de aluminio, lo que da lugar a sitios ácidos densos y a una extrema hidrofilia (afinidad por el agua); sin embargo, carecen de estabilidad térmica. Las zeolitas de sílice media (relación Si/Al de 2 a 5) ofrecen un equilibrio de propiedades. Las zeolitas de alto contenido en sílice (relación Si/Al superior a 10, que se extiende hasta las estructuras de sílice pura) son muy hidrófobas y presentan una estabilidad hidrotérmica excepcional, lo que las hace lo bastante robustas para soportar condiciones de regeneración industrial severas con vapor a alta temperatura.
- Composición química: Aunque las zeolitas estándar son aluminosilicatos puros, la ingeniería avanzada ha permitido la sustitución isomorfa de los átomos de la estructura por diversos heteroátomos para alterar el comportamiento catalítico. Por ejemplo, la incorporación de titanio a la estructura produce la Silicalita-1 de Titanio (TS-1). La TS-1 presenta propiedades catalíticas de oxidación únicas, utilizando peróxido de hidrógeno como oxidante benigno para el medio ambiente para la epoxidación de olefinas y la hidroxilación de aromáticos, independientemente de la catálisis tradicional con ácidos fuertes.
- Dimensionalidad de los poros: La arquitectura interna de los canales influye mucho en la forma en que las moléculas se desplazan por el lecho catalizador. Los sistemas de canales unidimensionales (1D) obligan a las moléculas a moverse en fila india; si se forma un subproducto pesado y bloquea el canal, se desactiva todo el poro. Las redes de canales bidimensionales (2D) y tridimensionales (3D) proporcionan vías de intersección. Una arquitectura tridimensional permite a las moléculas de reactivo y producto evitar bloqueos localizados, lo que mejora drásticamente la resistencia del catalizador a la desactivación por coquización y prolonga su vida útil.
Modelos y nomenclatura de las zeolitas esenciales
Comprender las tipos de catalizadores de zeolita y sus correspondientes códigos marco de la Asociación Internacional de Zeolitas (IZA) es esencial para una especificación adecuada. A continuación se ofrece una comparación objetiva de los modelos de zeolitas industriales más críticos.
| Zeolita Nombre del modelo | Código de topología (IZA) | Características de los poros | Principales aplicaciones industriales |
|---|---|---|---|
| Zeolita Y (Faujasita) | FAU | Gran poro (12 anillos, ~0,74 nm), canales de intersección 3D con grandes supercajas (~1,3 nm) | Craqueo catalítico fluido (FCC), hidrocraqueo (tratamiento de gasóleos pesados al vacío) |
| ZSM-5 | IMF | Poro medio (10 anillos, ~0,51 x 0,55 nm), canales de intersección 3D | Isomerización de xileno, metanol a gasolina (MTG), desproporción de tolueno |
| Zeolita Beta | BEA | Poro grande (12 anillos, ~0,66 x 0,67 nm), complejo sistema de poros interconectados en 3D. | Alquilación de aromáticos (por ejemplo, producción de cumeno y etilbenceno), hidrocraqueo avanzado |
| SAPO-34 | CHA | Poro pequeño (8 anillos, ~0,38 nm), estructura de jaula de chabazita 3D | Metanol a olefinas (MTO), control avanzado de emisiones de automóviles (NH3-SCR) |
| Mordenita | MOR | Poro grande (12 anillos, ~0,65 x 0,70 nm), sistema de canales principalmente 1D | Isomerización de nafta ligera, alquilación selectiva de bifenilo |
Descifrando la nomenclatura de las zeolitas: Las especificaciones industriales suelen presentar códigos alfanuméricos complejos. Tomando el modelo comercial HZSM-5 (Si/Al=30) como ejemplo, la nomenclatura puede descodificarse sistemáticamente. El prefijo "H" indica la forma protonada, lo que significa que los sitios de intercambio catiónico están ocupados por protones de hidrógeno, lo que confirma que el material se encuentra actualmente en su estado ácido sólido activo (a diferencia de un precursor Na-ZSM-5). "ZSM-5" significa Zeolita Socony Mobil-5, que representa la estructura marco específica (topología MFI). El sufijo "(Si/Al=30)" indica explícitamente la proporción molar de silicio y aluminio en la estructura, lo que indica una variante altamente silícea e hidrotermalmente estable con sitios ácidos fuertes y aislados. Otro ejemplo frecuente es USYEsta designación implica que una zeolita Y estándar ha sido sometida a un tratamiento hidrotérmico severo y a una desalinización química para eliminar el aluminio estructural, lo que aumenta drásticamente su estabilidad a altas temperaturas en entornos de fluidización difíciles.
Principales aplicaciones industriales de los catalizadores de zeolita
Al evaluar diversos usos de las zeolitasSin embargo, su profundo impacto económico es más visible en cuatro sectores macroindustriales. Su capacidad para llevar a cabo transformaciones moleculares precisas a gran escala ha dado forma a las modernas cadenas de suministro de energía y materiales.

Refino de petróleo y procesamiento petroquímico
- Craqueo catalítico fluido (FCC): La FCC representa la operación de procesamiento secundario más crítica y económicamente significativa dentro de una refinería de petróleo moderna. Es fundamental tener en cuenta que un catalizador de FCC de calidad industrial no es simplemente polvo de zeolita en bruto. Es un compuesto microesférico de alta ingeniería. Utiliza entre 10% y 50% de zeolita USY (Ultra-Stable Y) como núcleo del motor catalítico activo. Esta zeolita está encapsulada dentro de una matriz activa (a menudo alúmina, que proporciona un preagrietamiento preliminar de las moléculas masivas de hidrocarburos), un relleno (normalmente arcilla de caolín inerte para la masa térmica) y un aglutinante inorgánico. Esta mezcla se seca por pulverización para formar microesferas muy robustas de entre 60 y 75 micras de diámetro. Este rango de tamaño específico y la morfología esférica son requisitos previos absolutos para cumplir los rigurosos requisitos de fluidización aerodinámica dentro del reactor elevador de alta velocidad. Aquí, la zeolita USY craquea eficazmente gasóleos de vacío pesados y de bajo valor para convertirlos en gasolina de alto octanaje, componentes de mezclas diésel y valiosas olefinas bajas en carbono como el propileno y el butileno.
- Hidrocraqueo: Este proceso combina el craqueo catalítico con la adición de hidrógeno a alta presión para mejorar las fracciones más pesadas del crudo. Los catalizadores de hidrocraqueo son bifuncionales; utilizan una Zeolita Y modificada o Zeolita Beta como catalizador. apoyo al catalizador para proporcionar la acidez Brønsted sólida necesaria para la escisión del enlace carbono-carbono, al tiempo que incorpora metales nobles o de transición soportados (como platino, paladio o níquel-molibdeno) para la hidrogenación continua. Esta vía de doble acción suprime la formación de coque e impulsa la producción de destilados medios de alta calidad y bajo contenido en azufre, en particular combustible para turbinas de aviación de alta calidad (combustible para reactores) y gasóleo de muy bajo contenido en azufre.
- Conversión de aromáticos (Isomerización y Alquilación): En la producción petroquímica de precursores de polímeros, la selectividad precisa de la forma es primordial. La ZSM-5, con su topología de poro medio altamente definida, se utiliza mucho para la isomerización del xileno (maximizando el rendimiento del paraxileno utilizado para la fabricación de poliéster) y la desproporción del tolueno. Además, los catalizadores de zeolita dictan la alquilación precisa del benceno con etileno o propileno para producir etilbenceno y cumeno, que son los componentes básicos fundamentales de los plásticos de poliestireno y policarbonato.
- Isomerización de hidrocarburos ligeros: Para cumplir las estrictas normativas medioambientales que exigen la eliminación progresiva de los aditivos tóxicos de la gasolina (como el tetraetilo de plomo y el MTBE), las refinerías utilizan zeolitas (como la Mordenita) para isomerizar los alcanos ligeros lineales (como el pentano normal y el hexano normal) en isómeros ramificados. Estos alcanos ramificados poseen números de octano de investigación (RON) significativamente más altos, lo que facilita la formulación de mezclas de gasolina limpias y de alto rendimiento.
Química del carbón y del gas natural (C1 Química)
- Metanol a olefinas (MTO) / Metanol a propileno (MTP): A medida que la industria química mundial diversifica sus materias primas, alejándose del petróleo crudo, la química C1 ha experimentado un auge. El proceso MTO utiliza metanol derivado de la gasificación del carbón o del gas natural. Este proceso depende en gran medida de catalizadores con arquitecturas de cavidades únicas, concretamente SAPO-34 (un silicoaluminofosfato con topología CHA) o ZSM-5. Las grandes jaulas internas de chabazita del SAPO-34 proporcionan un amplio espacio para que se produzca el mecanismo de "reserva de hidrocarburos", en el que el metanol forma complejos polimetilbencenos intermedios. Y lo que es más importante, las pequeñas aberturas de los poros de 8 anillos (aprox. 0,38 nm) actúan como estrictos torniquetes moleculares, permitiendo que sólo escapen las olefinas ligeras como el etileno y el propileno, al tiempo que atrapan los aromáticos más grandes, garantizando una selectividad de producto excepcionalmente alta para las materias primas de grado polimérico.
- Metanol a gasolina (MTG) y metanol a aromáticos (MTA): Para las regiones que priorizan la independencia energética y las reservas estratégicas de combustible, las zeolitas facilitan la transformación directa del metanol en combustibles líquidos de alta calidad. El proceso MTG, comercializado originalmente con ZSM-5, convierte sin problemas el metanol en una compleja mezcla de alcanos ramificados y aromáticos que imita a la perfección la gasolina de alto octanaje. Del mismo modo, los procesos MTA ajustan la acidez de la zeolita para maximizar el rendimiento de las valiosas materias primas químicas BTX (benceno, tolueno, xileno).
Control medioambiental y tratamiento de emisiones
- Denitración de gases de escape de motores diésel (NH3-SCR): Los vehículos diésel comerciales modernos están sujetos a estrictas normas de emisiones (como Euro VI y EPA 2010). Para neutralizar los óxidos de nitrógeno (NOx) tóxicos, la industria emplea universalmente la reducción catalítica selectiva (SCR). Las zeolitas de poro pequeño, concretamente SSZ-13 o SAPO-34, fuertemente intercambiadas iónicamente con cobre (Cu) o hierro (Fe), sirven de catalizador. En temperaturas de escape extremas que fluctúan rápidamente y en entornos de alta humedad, Cu-SSZ-13 cataliza eficazmente la reacción entre el amoníaco inyectado (NH3) y NOx, convirtiéndolos en gas nitrógeno (N2) y el vapor de agua. Los pequeños poros evitan el envenenamiento por hidrocarburos de los sitios activos de cobre, garantizando la durabilidad a largo plazo.
- Reducción de compuestos orgánicos volátiles (COV): En la fabricación industrial, los gases de escape suelen contener COV diluidos pero altamente peligrosos. Las zeolitas hidrófobas de alto contenido en sílice funcionan primero como concentradores adsorbentes intensos, capturando COV de grandes volúmenes de aire de escape. Una vez concentrados, los catalizadores de zeolita de doble función facilitan la incineración catalítica a temperaturas de ignición significativamente más bajas en comparación con los oxidantes térmicos, convirtiendo los disolventes complejos completamente en dióxido de carbono y agua con un gasto energético mínimo.
- Conversión de gases de efecto invernadero: La investigación avanzada y los despliegues industriales en fase inicial están aprovechando las zeolitas modificadas para abordar directamente el cambio climático. Las zeolitas proporcionan las estructuras sólidas necesarias para la combustión catalítica de las emisiones fugitivas de metano, así como las vías emergentes para la hidrogenación catalítica del dióxido de carbono capturado (CO2), transformando un pasivo en productos químicos de valor añadido como el metanol o el dimetiléter (DME).
Química fina y química verde
- Sustitución de ácidos líquidos por ácidos sólidos: Históricamente, la síntesis de química fina dependía en gran medida de cantidades masivas de ácidos líquidos altamente corrosivos y tóxicos (como el ácido sulfúrico concentrado o el ácido fluorhídrico anhidro). Esto generaba graves problemas de corrosión metalúrgica y volúmenes catastróficos de lodos tóxicos peligrosos. Los ácidos sólidos de zeolita, inocuos para el medio ambiente, han transformado radicalmente estos procesos. Ahora se utilizan ampliamente en reacciones críticas de esterificación, acilación y acetalización. La naturaleza sólida del catalizador permite una separación mecánica sencilla mediante filtración, la eliminación completa de los riesgos corrosivos y un vertido de residuos líquidos casi nulo.
- Síntesis de precisión de productos químicos intermedios: En los sectores de productos farmacéuticos, agroquímicos y fragancias sintéticas de alto valor, la pureza molecular es primordial. Los poros rígidos y de forma selectiva de los catalizadores de zeolita imponen un estricto control estérico sobre las vías de reacción. Esta capacidad permite a los químicos sintetizar los isómeros o enantiómeros estructurales altamente específicos necesarios para los fármacos intermedios, evitando por completo la formación termodinámica de subproductos no deseados estrechamente relacionados que son notoriamente difíciles de separar mediante destilación.
Criterios estratégicos de selección de catalizadores de zeolita
Seleccionar el catalizador de zeolita óptimo es un ejercicio riguroso que requiere un planteamiento de ingeniería en dos fases: en primer lugar, evaluar los límites físicos y químicos fundamentales y, en segundo lugar, asignar esas capacidades a escenarios industriales específicos.
Paso 1: El embudo de selección básico
Antes de abordar aplicaciones específicas, los ingenieros deben filtrar los catalizadores a través de cuatro parámetros técnicos básicos:
- Diámetro cinético frente a tamaño de poro: Garantizar la compatibilidad estérica. La apertura de los poros de la zeolita debe ser lo suficientemente grande como para permitir la entrada de reactivos y la salida de productos, pero lo suficientemente restrictiva como para evitar la formación de subproductos voluminosos no deseados.
- Resistencia a los ácidos y densidad: Adapte la acidez a la energía de activación de la reacción. El craqueo profundo requiere sitios ácidos de Brønsted muy densos y fuertes, mientras que la isomerización delicada exige una acidez moderada para evitar el craqueo excesivo.
- Entorno operativo y relación Si/Al: Para los procesos que implican altas temperaturas y vapor, especifique zeolitas de alto contenido en sílice (alta relación Si/Al) para garantizar una estabilidad hidrotérmica extrema y evitar el colapso de la estructura.
- Tipo de reactor y resistencia mecánica: Especifique microesferas de alta resistencia a la atrición para reactores turbulentos de lecho fluidizado y extruidos de alta resistencia a la corrosión para sistemas de lecho fijo.
Paso 2: Planos de selección basados en escenarios
Una vez establecidos los límites fundacionales, las estrategias de adquisición deben basarse en esquemas basados en escenarios. A continuación se presentan los marcos de selección óptimos para cuatro entornos industriales exigentes:
Escenario 1: Craqueo catalítico de fluidos (FCC) de petróleo pesado
- Core Engineering Challenge: La materia prima está formada por moléculas masivas de hidrocarburos. El catalizador funciona en un lecho fluidizado violento de alta velocidad y se enfrenta a vapor a temperaturas extremadamente altas durante la regeneración.
- Plano de selección: Especifique una arquitectura de poros grandes (por ejemplo, Zeolita Y). Debe ser profundamente dealuminado en un Y ultraestable (USY) estructura (alta relación Si/Al) para sobrevivir al colapso hidrotermal, y formulado en Microesferas de 60-75 micras de alta resistencia a la atrición.
Escenario 2: Metanol a olefinas (MTO) / Química C1
- Core Engineering Challenge: Exige una selectividad extrema del producto (maximizando el etileno/propileno mientras bloquea los aromáticos) y se enfrenta a una rápida desactivación de la coquización debido al mecanismo de "piscina de hidrocarburos".
- Plano de selección: Evite los poros grandes. Especifique zeolitas de poro pequeño con estructuras de jaula específicas (por ejemplo, SAPO-34) o ZSM-5 de poro medio para actuar como estrictos torniquetes moleculares. El sitio la densidad del ácido debe reducirse con precisión para retrasar la polimerización excesiva del coque.
Escenario 3: Denitración de gases de escape diésel (NH3-SCR)
- Core Engineering Challenge: El entorno de los gases de escape experimenta drásticas fluctuaciones de temperatura, alta humedad e hidrocarburos no quemados (HC) que pueden envenenar los sitios activos.
- Plano de selección: Utilice zeolitas de poro pequeño (por ejemplo, SSZ-13 o SAPO-34) para bloquear físicamente los venenos de hidrocarburos. La estructura debe someterse intercambio iónico de metales de transición (cobre o hierro) para actuar como centros redox activos para la neutralización de NOx.
Escenario 4: Reducción de COV y combustión catalítica
- Core Engineering Challenge: Los gases de escape industriales presentan bajas concentraciones de COV mezcladas con una humedad extrema, lo que hace que las moléculas de agua ocupen competitivamente los poros de los adsorbentes tradicionales.
- Plano de selección: La acidez fuerte es innecesaria; la prioridad es la hidrofobicidad extrema. Especifique zeolitas de alto contenido en sílice o totalmente silíceas. La falta de aluminio marco permite al catalizador adsorben preferentemente COV orgánicos incluso en corrientes cargadas de humedad para una oxidación posterior eficaz.
Cuellos de botella técnicos y soluciones de ingeniería en la aplicación
A pesar de sus incomparables capacidades teóricas, el uso de catalizadores de zeolita en la dura realidad industrial pone de manifiesto graves limitaciones físicas y químicas. Reconocer estos cuellos de botella y desplegar soluciones de ingeniería avanzadas es el sello distintivo de la gestión profesional de catalizadores.
Limitaciones físicas y estructurales
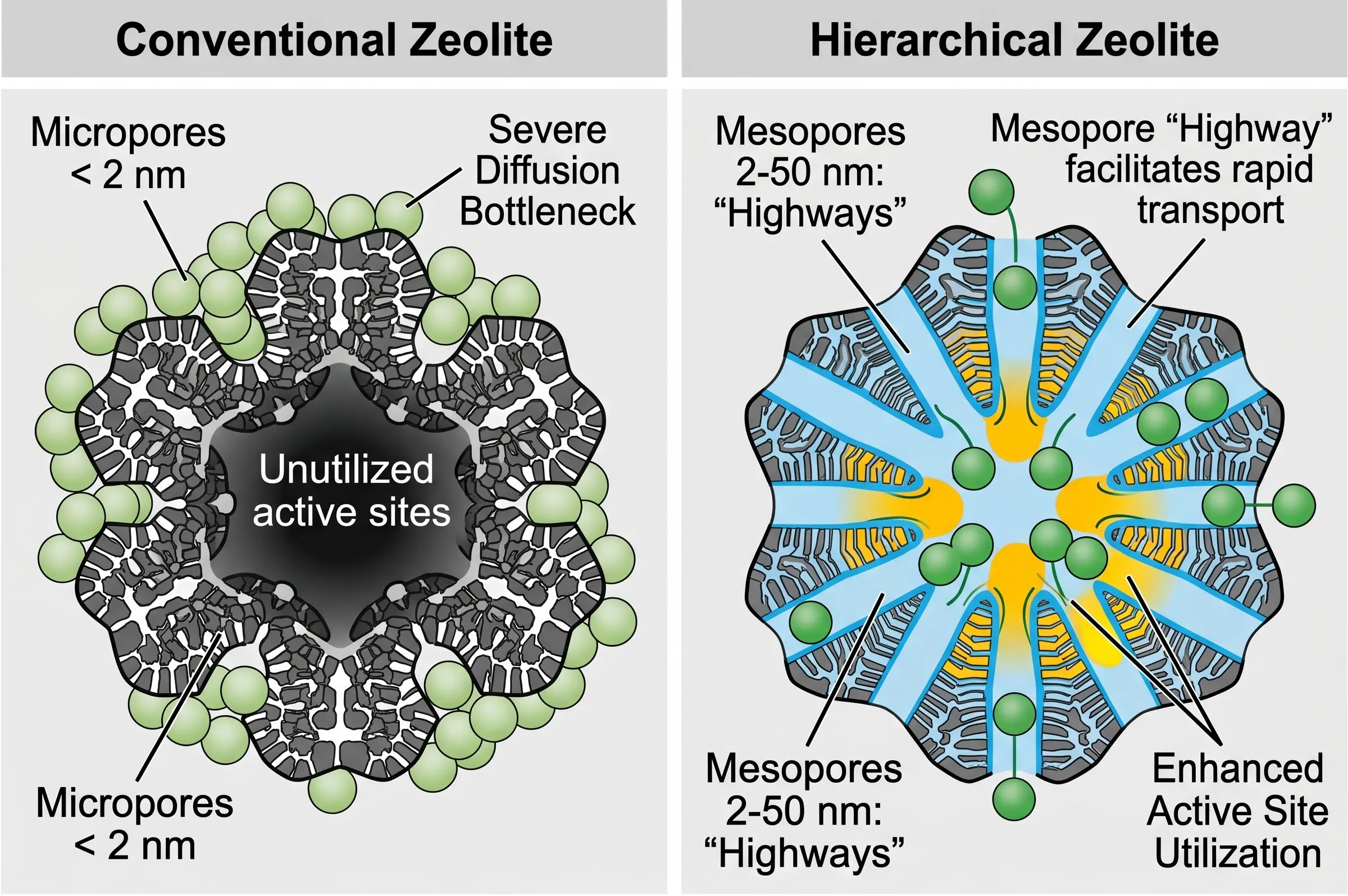
- Resistencia a la transferencia de masa (límites de difusión interna): Éste es el defecto inherente más profundo de las zeolitas puramente microporosas. Debido a que las dimensiones de los microporos (por ejemplo, 0,5 nm) están tan cerca del diámetro cinético de las moléculas reactivas, la difusión pasa de una rápida difusión masiva a una difusión Knudsen extremadamente lenta, o incluso a una difusión en fila india. Las moléculas entran y salen de los poros a una velocidad angustiosamente lenta. En consecuencia, la gran mayoría de los sitios activos internos (a menudo más de 90%) en la profundidad del cristal permanecen privados de reactivos y se desperdician por completo. Además, las moléculas de producto atrapadas sufren reacciones secundarias, arruinando la selectividad del producto.
Solución de ingeniería: La industria resuelve este problema mediante la síntesis de zeolitas jerárquicas (zeolitas mesoporosas). Al grabar químicamente o utilizar agentes de templado secundarios durante la síntesis, se introducen en el cristal mesoporos más grandes (de 2 a 50 nm). Estos mesoporos actúan como "autopistas" moleculares, permitiendo que los reactivos a granel eviten rápidamente el cristal a granel y accedan a las "carreteras locales" microporosas en profundidad, acortando las longitudes de las vías de difusión y desbloqueando todo el inventario catalítico. Alternativamente, la síntesis de cristales de zeolita de tamaño nanométrico consigue una reducción similar de la resistencia a la transferencia de masa.
-
 Efectos secundarios de la formación industrial: Tal y como se ha establecido, el polvo de zeolita en bruto debe aglutinarse con aglutinantes inorgánicos (alúmina, sílice, caolín) que supongan entre 20% y 50% del peso final del catalizador para conseguir resistencia física. Este aglutinante diluye gravemente la concentración de zeolita activa. Peor aún, el propio aglutinante puede poseer sitios ácidos no controlados y no selectivos que provoquen reacciones secundarias no deseadas, o el material aglutinante puede manchar físicamente y bloquear las entradas a los microporos de la zeolita durante la extrusión, anulando la selectividad de la forma.
Efectos secundarios de la formación industrial: Tal y como se ha establecido, el polvo de zeolita en bruto debe aglutinarse con aglutinantes inorgánicos (alúmina, sílice, caolín) que supongan entre 20% y 50% del peso final del catalizador para conseguir resistencia física. Este aglutinante diluye gravemente la concentración de zeolita activa. Peor aún, el propio aglutinante puede poseer sitios ácidos no controlados y no selectivos que provoquen reacciones secundarias no deseadas, o el material aglutinante puede manchar físicamente y bloquear las entradas a los microporos de la zeolita durante la extrusión, anulando la selectividad de la forma.
Solución de ingeniería: Los fabricantes de catalizadores utilizan tecnologías de formación sin aglutinante, en las que el propio aglutinante se convierte químicamente en zeolita activa in situ tras la extrusión. Alternativamente, se emplean tecnologías de matriz activa, en las que el aglutinante se diseña específicamente con mesoacidez de poro grande para preagrietar las moléculas masivas antes de que lleguen a los microporos precisos de la zeolita.
Desactivación química y condiciones extremas
- Desactivación de la coquización: Esta es la pesadilla operativa inevitable para el procesamiento de hidrocarburos. Dentro de los confines restrictivos de los microporos, las olefinas y los aromáticos altamente reactivos suelen quedar estéricamente atrapados. Bajo la influencia de fuertes ácidos internos de Brønsted, estas moléculas atrapadas sufren reacciones rápidas y sucesivas de policondensación y ciclización. Se funden en polímeros carbonosos masivos y densos, comúnmente denominados "coque". Este coque actúa como hormigón molecular, sellando completamente los canales de los poros y sofocando los sitios activos.
Solución de ingeniería: Los ingenieros combaten la coquización dando prioridad a las zeolitas con estructuras de poros de intersección tridimensional (como ZSM-5) que carecen de "callejones sin salida" espaciales donde las moléculas puedan estancarse. Además, la pasivación precisa de los sitios ácidos de la superficie externa y el ajuste cuidadoso de la densidad ácida interna evitan las reacciones secuenciales excesivas que conducen a la rápida formación de coque.
- Colapso del marco hidrotermal (Dealuminación): Los reactores industriales están calientes y a menudo hay vapor (de los subproductos de la combustión, de la extracción del vapor de proceso o de la regeneración oxidativa). Bajo el ataque agresivo del vapor a alta temperatura, los enlaces Al-O-Si de la estructura sufren hidrólisis. Los átomos de aluminio son expulsados a la fuerza de la red cristalina (dealuminación). Una vez perdido el aluminio, el sitio ácido activo asociado desaparece permanentemente. En casos graves, la dealuminación masiva provoca el colapso estructural de todo el entramado cristalino en un estado amorfo e inactivo. Esta degradación es altamente irreversible.
Solución de ingeniería: Para evitar un colapso fatal, los fabricantes someten la zeolita bruta a severos tratamientos hidrotérmicos controlados y a dealuminación química mediante agentes quelantes o calcinación al vapor (creando USY). Este proceso elimina intencionadamente el aluminio vulnerable y permite que los átomos de silicio migren y curen los defectos de la estructura, creando un entramado altamente silíceo y ultraestable que puede soportar años de castigo industrial extremo.
- Sensibilidad extrema a los venenos catalíticos: Las materias primas industriales (petróleo crudo, gas de carbón en bruto) están cargadas de contaminantes. Dado que las zeolitas actúan como ácidos sólidos, cualquier compuesto básico de la materia prima (amoníaco, aminas orgánicas o trazas de iones de sodio) neutralizará agresivamente los sitios ácidos activos, provocando la muerte inmediata del catalizador. Y lo que es más peligroso, los metales pesados presentes en los petróleos crudos son fatales. El níquel (Ni) se deposita en la zeolita y actúa como un agresivo catalizador de deshidrogenación, generando cantidades masivas de gas hidrógeno no deseado y acelerando la formación de coque. El vanadio (V) es catastrófico; a las temperaturas del reactor, forma ácido vanádico altamente móvil que funde físicamente y destruye la estructura cristalina de la zeolita.
Solución de ingeniería: Las refinerías deben aplicar un riguroso hidrotratamiento previo para eliminar el nitrógeno básico y los metales. Dentro del propio catalizador, los fabricantes incorporan sofisticados pasivadores. Se añaden compuestos de antimonio (Sb) o bismuto (Bi) para unirse agresivamente al níquel, impidiendo su actividad de deshidrogenación, mientras que se incorporan elementos de tierras raras o trampas alcalinotérreas especializadas para inmovilizar el vanadio antes de que pueda atacar el armazón de zeolita.
Gestión del ciclo de vida y regeneración de catalizadores
Un catalizador de zeolita supone un enorme gasto de capital. Maximizar su vida útil mediante una gestión rigurosa del ciclo de vida y una regeneración controlada es esencial para mantener la rentabilidad de la planta.
- En Regeneración Mecanismo: Cuando un catalizador de zeolita acaba sucumbiendo a una fuerte coquización, su actividad cae por debajo de umbrales económicamente viables. Sin embargo, a diferencia del envenenamiento irreversible, la desactivación por coquización puede revertirse. El proceso de regeneración industrial consiste en desconectar el catalizador (o hacerlo circular hasta un recipiente regenerador en sistemas fluidizados) y someterlo a una combustión oxidativa controlada, conocida comúnmente como "quema de carbono". Al introducir aire o una mezcla de oxígeno y nitrógeno a temperaturas elevadas (normalmente entre 500 °C y 700 °C), los pesados depósitos carbonosos se oxidan y se queman en forma de monóxido de carbono y dióxido de carbono, lo que desbloquea los microporos y restablece el acceso a los sitios ácidos.
- Parámetros críticos de control de la temperatura: La combustión del coque es una reacción violentamente exotérmica. Si la concentración de oxígeno es demasiado alta o el flujo de gas es insuficiente para eliminar el calor generado, la temperatura localizada en el lecho del catalizador se disparará, dando lugar a un escape térmico. Si las temperaturas superan el umbral de tolerancia térmica del catalizador en presencia del vapor de agua generado por la combustión, se producirá instantáneamente una desintegración hidrotermal catastrófica y el colapso de la estructura. Por lo tanto, la regeneración exige una precisión extrema en el control de las presiones parciales de oxígeno y la utilización de complejos perfiles de calentamiento de varias etapas para garantizar que la combustión se produzca sin problemas y sin destruir la estructura reticular.
- Evaluación del coste total de propiedad (TCO): La adquisición basada únicamente en el precio inicial por kilogramo es una falacia de ingeniería. Hay que utilizar un modelo integral de coste total de propiedad. Los ingenieros calculan el coste de capital inicial, el gasto energético necesario para los múltiples ciclos de regeneración a alta temperatura, el porcentaje inevitable de pérdida irreversible de actividad tras cada combustión (el índice de envejecimiento) y la vida útil operativa final antes de que sea necesaria la sustitución total del catalizador. Un catalizador de zeolita hidrotermalmente robusto y de primera calidad puede tener un precio inicial más elevado, pero al soportar el doble de ciclos de regeneración sin colapso de la estructura, reduce significativamente el tiempo de inactividad del reactor, disminuye las tasas de reposición y supone un coste sustancialmente menor a largo plazo para la empresa.
Asóciese con JALON para una personalización en profundidad
Después de definir estrictamente los diámetros cinéticos, las densidades de ácido y los parámetros de resiliencia hidrotérmica necesarios para su reactor específico, es primordial asociarse con un fabricante de fuentes capaz de una personalización profunda a nivel molecular. JALON ha cultivado 0 años de profunda experiencia en ingeniería de zeolitas, respaldada por una formidable capacidad total de producción anual de 1.000 millones de euros. 0 toneladas para tamices moleculares conformados y líneas de fabricación DCS totalmente automatizadas. Estamos especializados en el suministro de polvos de zeolita de alto rendimiento, incluido el altamente especificado ZSM-5 topología. Para garantizar una alineación perfecta con la física de su reactor, JALON admite una personalización completa y exhaustiva de los parámetros que abarca relaciones Si/Al extremas (de 2 a ∞), dimensiones de cristal controladas con precisión (D50=0,5-10μm) y diversos intercambios de cationes específicos.








