¿Qué significa SCR? Guía 2026 de los sistemas de reducción catalítica selectiva
¿Qué significa SCR para los motores diésel?
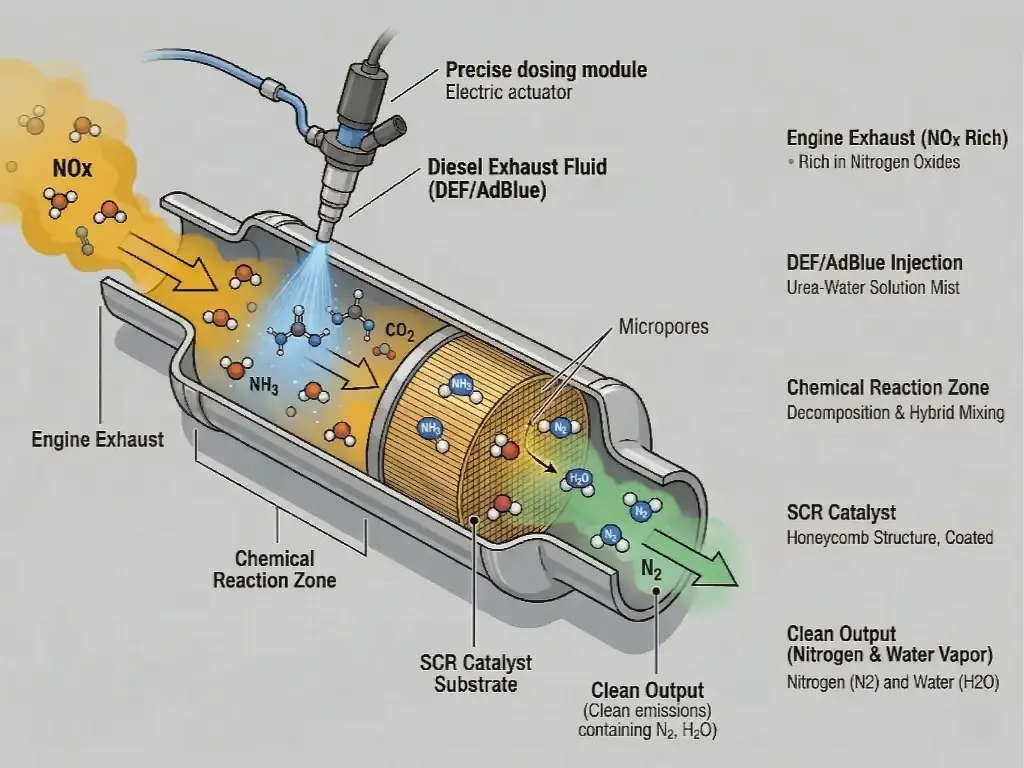
En el ámbito de la maquinaria industrial pesada, los camiones comerciales y la propulsión marina, el acrónimo SCR ha pasado de ser un término de ingeniería a convertirse en una norma de obligado cumplimiento. SCR son las siglas en inglés de Reducción Catalítica Selectiva. Pero, ¿qué significa realmente para el motor diésel moderno que funciona en una era de escrutinio medioambiental sin precedentes? En esencia, un sistema SCR es un sistema avanzado de tecnología de control activo de emisiones que inyecta un agente reductor líquido -normalmente urea de calidad automovilística, conocida como líquido de escape diésel (DEF) o AdBlue- a través de un catalizador especial en la corriente de escape de un motor diésel.
El macroprincipio de funcionamiento fundamental es elegantemente sencillo pero químicamente profundo: el DEF desencadena una reacción química que convierte los óxidos de nitrógeno (NOx), que son graves contaminantes responsables de la niebla tóxica y los problemas respiratorios, en nitrógeno inofensivo (N2), agua (H2O) y pequeñas cantidades de dióxido de carbono (CO2). El nitrógeno y el agua son componentes naturales del aire que respiramos, lo que significa que el sistema SCR neutraliza eficazmente los subproductos más tóxicos de la combustión diesel antes de que lleguen al tubo de escape.
Para los gestores de flotas, los ingenieros jefe y los compradores de equipos OEM, entender qué significa SCR va mucho más allá de las ecuaciones químicas. Representa la última línea de defensa contra las estrictas normativas globales como la EPA Tier 4 Final en Estados Unidos y Euro VI en Europa.
Al tratar los gases de escape después de la combustión en lugar de ahogar el proceso interno de respiración del motor, la SCR permite ajustar los motores diésel modernos para obtener la máxima eficiencia de combustible y el par máximo, rompiendo el compromiso histórico entre la potencia y el cumplimiento de las normas medioambientales.
La anatomía del núcleo: ¿Qué es un catalizador SCR y cómo funciona?
Para comprender realmente el salto tecnológico que representa la reducción catalítica selectiva, debemos sumergirnos más allá del nivel del macrosistema y examinar el campo de batalla microquímico. El corazón del sistema es el propio catalizador SCR, una estructura de sustrato de alta ingeniería recubierta de materiales activos especializados diseñados para facilitar y acelerar la reducción de las moléculas de NOx.
La reacción microquímica (NOx y amoníaco)
La magia del sistema SCR no se produce simplemente rociando urea sobre metal caliente. Es una secuencia orquestada con precisión de acontecimientos termodinámicos y químicos. Cuando se dosifica fluido de escape diésel (una solución de 32,5% de urea de gran pureza y 67,5% de agua desionizada) en la corriente de escape caliente, el agua se vaporiza instantáneamente. La urea restante sufre descomposición térmica (termólisis) e hidrólisis, transformándose en amoníaco gaseoso (NH3) y ácido isociánico, que a su vez se descompone en más amoníaco y dióxido de carbono.
A continuación, este amoniaco gaseoso se desplaza aguas abajo y penetra en la superficie porosa del sustrato del catalizador SCR. A medida que los gases de escape del motor -cargados de NO y NO2- atraviesan esta misma matriz catalítica, el amoníaco reacciona con los NOx. El catalizador reduce la energía de activación necesaria para esta reacción, lo que permite que se produzca a las temperaturas típicas de los gases de escape. El resultado es gas nitrógeno puro e inocuo y vapor de agua. Sin embargo, este proceso exige una precisión extrema. Las unidades de control del motor (ECU) deben calcular la dosis exacta de DEF en función de la carga del motor, el caudal de escape y la temperatura. Si se inyecta demasiado DEF, el amoníaco sin reaccionar se desliza a través del catalizador y sale por el tubo de escape, un fenómeno conocido en la industria como "Resbalón de amoníaco". El deslizamiento de amoníaco no sólo produce un olor muy penetrante e irritante, sino que también puede desencadenar infracciones medioambientales secundarias y dar lugar a estrictas sanciones reglamentarias.
Dentro del sustrato: Tipos de catalizadores de zeolita frente a los de vanadio
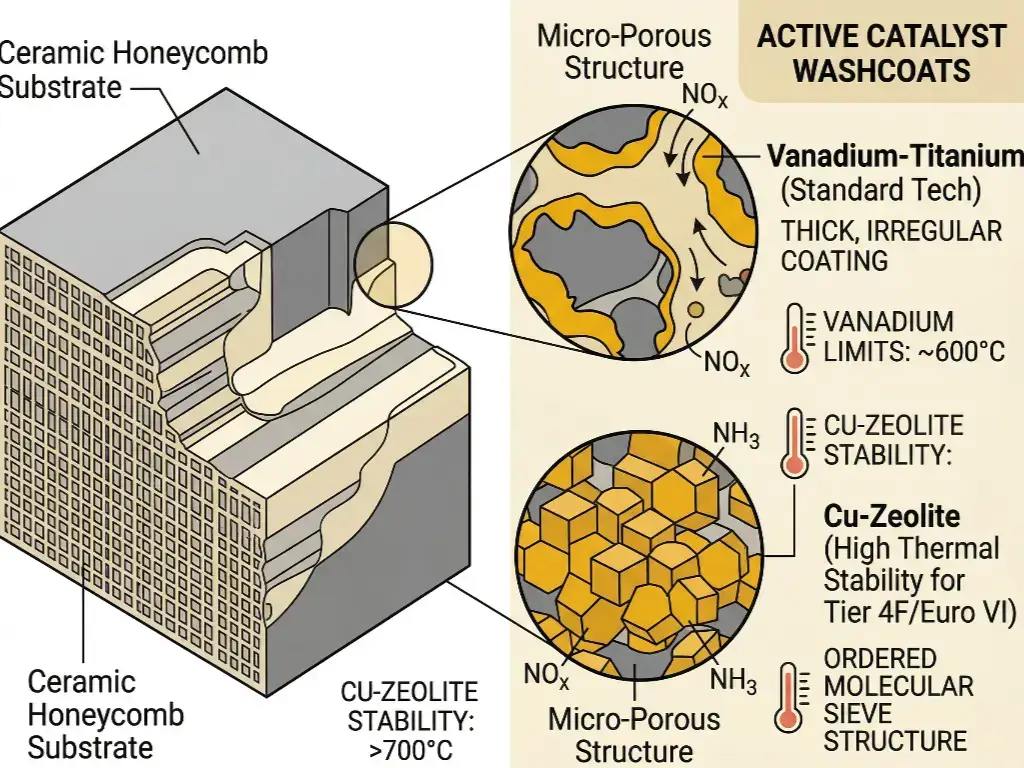
No todos los catalizadores SCR son iguales. El revestimiento químico activo aplicado al sustrato de panal cerámico o metálico determina la tolerancia térmica, la eficacia de conversión y la vida útil del sistema. Históricamente, la industria se ha basado en dos formulaciones principales: Catalizadores basados en vanadio y catalizadores basados en zeolita. Comprender la diferencia es fundamental para la adquisición de equipos y la fiabilidad a largo plazo.
| Material del catalizador | Tolerancia de temperatura máxima | Resistencia al azufre | Aplicación principal / Perfil de riesgo |
|---|---|---|---|
| Vanadio-Titanio | ~550°C a 600°C | Alta (Muy resistente al envenenamiento por azufre) | Generación de energía estacionaria, motores marinos que utilizan combustibles con alto contenido de azufre. Riesgo: Alta volatilidad térmica. |
| Cobre-Zeolita (Cu-Zeolita) | >700°C+ | Moderado (Requiere Diesel Ultra Bajo en Azufre) | Camiones pesados modernos Tier 4 Final y maquinaria no de carretera. Alta durabilidad bajo estrés térmico. |
Los catalizadores de vanadio son rentables y muy resistentes al azufre, lo que los hace populares en aplicaciones marinas en las que se utiliza fuelóleo pesado (HFO). Sin embargo, poseen un defecto fatal para las aplicaciones modernas en carretera: cuando se exponen a temperaturas superiores a 600 °C, el vanadio puede volatilizarse y emitir compuestos tóxicos. Por el contrario, los motores diésel Tier 4 Final modernos utilizan filtros de partículas diésel (DPF) que requieren una "regeneración activa" periódica, un proceso que eleva artificialmente las temperaturas de los gases de escape por encima de los 600 °C para quemar el hollín atrapado. En consecuencia, Los catalizadores especiales a base de zeolita (como la zeolita de Cu o la zeolita de Fe) se han convertido en la norma absoluta.. Estas estructuras cristalinas de aluminosilicato pueden soportar choques térmicos extremos sin degradarse, lo que garantiza que el sistema sobreviva a los brutales ciclos térmicos de las operaciones pesadas.
El esquema completo de postratamiento: De DOC y DPF a SCR
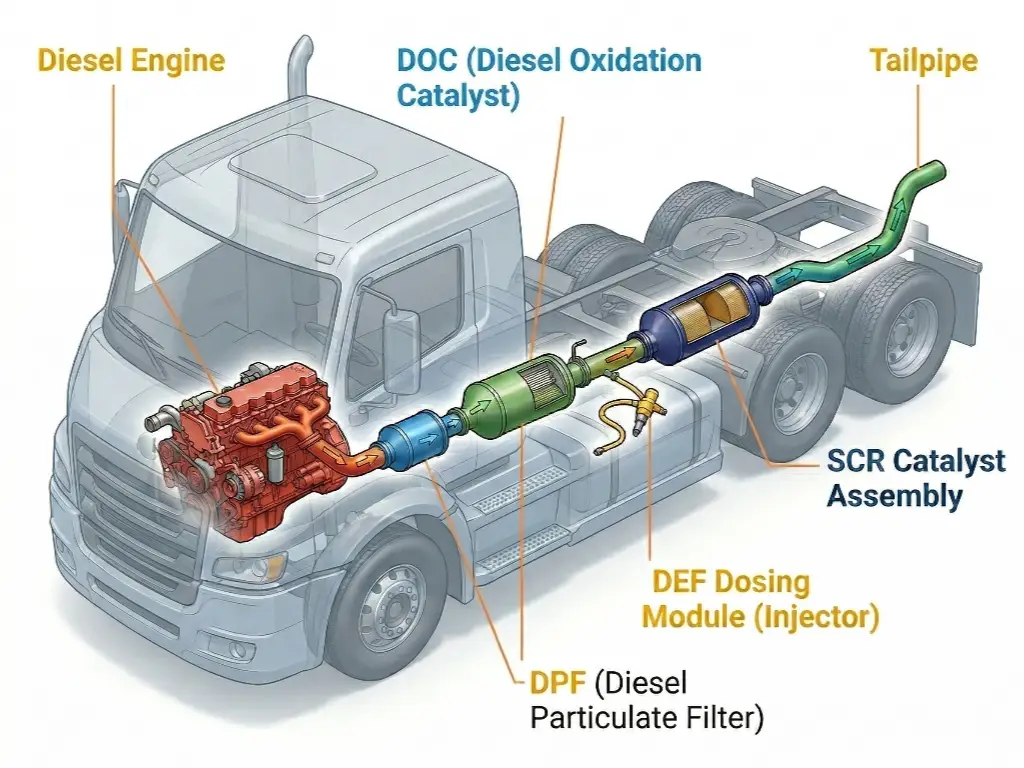
Un error común es pensar que el sistema SCR funciona de forma aislada. En realidad, es la etapa final, muy dependiente, de una arquitectura de postratamiento completa. Si los gases de escape no se acondicionan adecuadamente antes de llegar a la cámara de reducción catalítica selectiva, la conversión química fracasará de forma catastrófica.
DOC
Catalizador de oxidación diésel
DPF
Filtro de partículas diésel
SCR
Reducción catalítica selectiva
La fase de pretratamiento (integración de DOC y DPF)
Antes de que la corriente de escape encuentre una gota de DEF, debe pasar por dos centinelas críticos: el catalizador de oxidación diésel (DOC) y el filtro de partículas diésel (DPF). El DOC actúa como preacondicionador químico del sistema. Su función principal es oxidar los hidrocarburos no quemados y el monóxido de carbono en dióxido de carbono y agua. Y lo que es más importante para el SCR, el DOC utiliza metales preciosos (como el platino y el paladio) para oxidar una parte específica del óxido nítrico (NO) de los gases de escape y convertirlo en dióxido de nitrógeno (NO2). Lograr una relación óptima entre NO y NO2 (idealmente cercana a 1:1) es fundamental porque desencadena el proceso SCR. "Reacción SCR rápida". acelerando drásticamente la tasa de conversión de NOx a temperaturas más bajas.
Inmediatamente después del DOC se encuentra el DPF, que atrapa físicamente las partículas de hollín (humo negro). Si el DPF fallara o se retirara, el hollín pasaría directamente al catalizador SCR. Los poros microscópicos del sustrato de zeolita se obstruirían rápidamente, lo que se conoce como "taponamiento de la superficie", dejando el catalizador completamente inerte y obligando a sustituirlo, lo que puede costar decenas de miles de dólares.
El proceso de dosificación e hidrólisis del DEF
Una vez filtrado y acondicionado químicamente, el gas de escape entra en el tubo del reactor de descomposición. Aquí es donde funciona el módulo de dosificación de DEF. Esta bomba dosificadora de alta precisión inyecta una fina niebla de urea en el tubo de escape. Sin embargo, existe una dura restricción de ingeniería: la ECU bloqueará completamente la inyección de DEF si la temperatura de los gases de escape es demasiado baja. Normalmente, las temperaturas de escape deben alcanzar un umbral estricto de 200°C a 250°C (392°F a 482°F) antes de comenzar la dosificación. Pulverizar DEF líquido en un tubo de escape frío impide una hidrólisis adecuada. En lugar de convertirse en gas amoníaco, la urea se acumula, polimeriza y forma una estructura cristalina blanca y dura (ácido cianúrico y melamina). Estos depósitos cristalinos pueden obstruir rápidamente el flujo de escape, aumentar la contrapresión del motor y destruir físicamente la boquilla dosificadora.
Fallos comunes del sistema SCR y estrategias de solución de problemas
A pesar de su brillantez medioambiental, los sistemas SCR son complejas redes electromecánicas que operan en entornos increíblemente hostiles. Para los directores de mantenimiento y los operadores de flotas, gestionar un activo equipado con SCR significa comprender sus vulnerabilidades. La mayor parte del tiempo de inactividad asociado a los modernos sistemas de postratamiento no se debe a un fallo mecánico catastrófico del motor, sino a una mala gestión de los fluidos y a fallos de los sensores.
Cristalización de DEF y gestión de fluidos (ISO 22241)
La savia del proceso de reducción catalítica selectiva es el fluido de escape diésel. Se trata de una solución altamente sensible.
Introducir incluso cantidades microscópicas de metales pesados, agua del grifo o anticongelante en el depósito de DEF envenenará permanentemente la capa de lavado catalítica.
Además, el DEF presenta propiedades físicas únicas en climas extremos. Se congela exactamente -11°C (12°F). Para combatir esta situación en climas fríos, los ingenieros de los OEM integran una compleja red de conductos calentados por refrigerante y depósitos de DEF calentados eléctricamente. Durante un arranque en frío en ambientes bajo cero, la ECU del motor retrasará la inyección de DEF, confiando temporalmente en la gestión térmica del motor mientras los calentadores descongelan el DEF congelado. Por el contrario, el almacenamiento de DEF en condiciones de calor extremo (por encima de 30°C/86°F) durante periodos prolongados acelera su degradación, reduciendo su vida útil y el rendimiento de amoníaco.
Taponamiento de la cara del catalizador y mal funcionamiento de los sensores
La inteligencia del sistema se basa por completo en un mecanismo de retroalimentación de bucle cerrado proporcionado por sensores de alta precisión. Los sensores de NOx aguas arriba y aguas abajo controlan constantemente los gases de escape para determinar la dosis exacta de DEF. Los sensores de temperatura de los gases de escape (EGT) garantizan que las condiciones térmicas sean seguras para la inyección. Desafortunadamente, estos sensores están expuestos al calor extremo y al hollín. Un sensor de NOx sucio de hollín enviará señales de voltaje imprecisas a la ECU, engañando a la computadora para que dosifique DEF en exceso o en defecto. Simultáneamente, si el DPF está comprometido, la ceniza y el hollín causarán la obstrucción de la cara del catalizador, aumentando drásticamente la contrapresión. Los técnicos deben realizar regeneraciones forzadas de forma rutinaria y asegurarse de que los datos de los sensores coinciden con la realidad física utilizando herramientas de diagnóstico avanzadas.
El temido "Modo Limpio" (Motor Derate)
Las agencias de protección del medio ambiente exigen que el cumplimiento de las normas sobre emisiones no sea voluntario. Para imponerlo, los modernos motores de gran potencia están programados con una agresiva estrategia de inducción de Diagnóstico a Bordo (DAB). Si un conductor hace caso omiso de una advertencia de tanque bajo de DEF, si el sistema detecta un sensor de NOx desconectado, o si las emisiones del tubo de escape superan los umbrales legales, la ECU iniciará un proceso de control. Motor Derate secuencia. En primer lugar, el motor perderá un porcentaje de su par máximo (por ejemplo, una reducción de potencia de 25%). Si el problema no se corrige dentro de un plazo determinado o el kilometraje, el sistema se intensificará a severa reducción de potencia, con el tiempo el bloqueo del vehículo en un "Modo Limpio". En este estado, el vehículo puede restringirse a velocidades tan bajas como 8 km/h (5 mph) o bloquearse al ralentí, paralizando completamente las operaciones comerciales hasta que se repare el sistema SCR y se borren los códigos.
Control de emisiones: SCR vs. EGR (y por qué los motores modernos utilizan ambos)
Durante años, los fabricantes de motores mantuvieron un acalorado debate sobre la mejor forma de reducir los NOx: ¿debemos evitar que se formen en el interior del cilindro o debemos limpiarlos en el tubo de escape? Esto dio lugar a la gran división entre las tecnologías de Recirculación de los Gases de Escape (EGR) y de Reducción Catalítica Selectiva (SCR).
Comparación técnica: En el cilindro frente al postratamiento
Tecnología EGR
La EGR devuelve una parte de los gases de escape sin oxígeno al colector de admisión del motor. Esto reduce la temperatura máxima de combustión, lo que inhibe directamente la formación de NOx. Sin embargo, enfriar los gases de escape y volver a introducirlos en el motor es fundamentalmente ineficaz. Desplaza el oxígeno fresco, lo que provoca una combustión menos completa, una mayor generación de hollín (partículas) y un rechazo de calor significativamente mayor en el sistema de refrigeración del motor. Los vehículos que recurren en gran medida a la EGR sufren un consumo específico de combustible en la frenada (BSFC) más bajo y necesitan radiadores más grandes.
Tecnología SCR
El SCR adopta el enfoque opuesto. Permite que el motor respire 100% aire fresco y frío. El motor se ajusta para que funcione lo más caliente y eficazmente posible, maximizando el ahorro de combustible y la densidad de potencia y minimizando el hollín. El inevitable aumento de la producción de NOx bruto es gestionado por completo fuera del motor por el catalizador SCR. El resultado es un motor con un funcionamiento mucho más limpio, intervalos de cambio de aceite mucho más largos y un paquete de refrigeración más frío.
La sinergia: El enfoque combinado SCR + EGR
Aunque los primeros en adoptarlos defendieron uno sobre el otro, la realidad de las normativas sobre emisiones cercanas a cero (como EPA Tier 4 Final y Euro VI) demostró que ninguna de las dos tecnologías por sí sola podía soportar la carga sin graves compromisos. Hoy en día, el estándar de la industria para motores diésel de alta potencia es una arquitectura combinada altamente sinérgica: EGR moderada + SCR de alta eficiencia. Utilizando una tasa ligera de EGR, los ingenieros pueden reducir el pico de NOx del motor. Esto reduce significativamente la cantidad total de DEF que el sistema SCR necesita inyectar aguas abajo. Este enfoque equilibrado optimiza el consumo total de fluidos (Diesel + DEF), obteniendo el mejor rendimiento económico posible a la vez que se mantiene un cumplimiento medioambiental a prueba de balas.
Navegar por las normas mundiales de emisiones: ¿Dónde son obligatorios los sistemas SCR?
La adopción de la reducción catalítica selectiva no obedece a una conveniencia operativa, sino que viene impuesta estrictamente por la legislación medioambiental mundial. Los plazos y las exigencias varían según el sector, pero la trayectoria apunta universalmente hacia unas emisiones próximas a cero, lo que consolida la SCR como un componente innegociable de la industria pesada.
Normativa para vehículos pesados de carretera y no de carretera (EPA Tier 4 Final y Euro VI)
En el sector de los camiones de carretera, las normas Euro VI y EPA 2010 exigían una reducción de NOx de 90% en comparación con las generaciones anteriores, limitando la producción a la asombrosa cifra de 0,2 g/bhp-hora. Para las máquinas móviles no de carretera (MMNC) -incluidas excavadoras, cargadoras de ruedas y tractores agrícolas- las normativas Tier 4 Final de la EPA y Fase V de la UE impusieron reducciones igualmente draconianas (hasta 0,4 g/kWh). Estos límites rompieron por completo los límites físicos de lo que el ajuste de la combustión en el cilindro (EGR) podía lograr por sí solo, haciendo que la integración de sistemas SCR activos fuera legalmente obligatoria para casi todos los motores diésel de más de 74 caballos de potencia (55 kW) que operan en mercados regulados.
Aplicaciones marinas e industriales de alta potencia (IMO Tier III)
La presión normativa se ha extendido rápidamente más allá de tierra firme. Las normas Tier III de la Organización Marítima Internacional (OMI) exigen reducciones masivas de NOx para los buques que operan dentro de las Zonas de Control de Emisiones (ZCE) designadas, como la costa norteamericana y el mar Báltico. Para los enormes motores de propulsión marítima y los generadores de energía industrial a gran escala, la SCR es la única vía comercial viable para lograr estas drásticas reducciones sin sacrificar la inmensa densidad de potencia necesaria para mover la carga a través de los océanos o alimentar redes localizadas enteras.
El verdadero coste de los sistemas SCR: Desglose de CapEx, OpEx y ROI
Para los responsables de la toma de decisiones B2B, los directores de flotas y los responsables de adquisiciones, el cumplimiento de la normativa medioambiental es, en última instancia, una ecuación matemática. La integración de un sistema SCR cambia innegablemente la dinámica financiera de la propiedad de los equipos, lo que requiere un análisis claro de los gastos de capital (CapEx) frente a los gastos operativos (OpEx).
Retorno de la inversión del usuario final: Equilibrio entre el consumo de DEF y el ahorro de combustible
El CapEx inicial de una máquina equipada con SCR es notablemente superior. El sistema requiere costosos sustratos de catalizador, módulos de dosificación de precisión, depósitos de fluido calefactados y complejos mazos de cables. Además, introduce una nueva variable continua de OpEx: el fluido de escape diésel. Normalmente, un motor de gran potencia consume DEF a un ritmo de 2% a 4% de su consumo total de gasóleoen función del factor de carga del motor y de las condiciones ambientales.
Sin embargo, el retorno de la inversión (ROI) se vuelve muy favorable cuando se evalúa el coste total de propiedad (TCO). Dado que el sistema SCR elimina la pesada carga del control de NOx de los cilindros del motor, los ingenieros de los OEM pueden adelantar la sincronización del motor y optimizar la combustión. Este desencadenamiento físico suele producir un Mejora del consumo básico de combustible de 31 a 51 TTP3T. Dado que el combustible diesel es significativamente más caro por galón que el DEF, los ahorros financieros derivados de la reducción del consumo de combustible casi siempre compensan, y con frecuencia superan, el coste continuo de la compra de DEF. Durante un ciclo de vida de 3 a 5 años, el sistema SCR paga literalmente sus propios costes operativos a través de una mayor eficiencia térmica.
Preparar la cadena de suministro de los fabricantes de catalizadores para el futuro
Para los fabricantes de catalizadores SCR y los OEM, el rendimiento final del sistema y el retorno de la inversión del usuario final dependen totalmente de la calidad del material del sustrato, concretamente del tamiz molecular de zeolita. A medida que se endurecen las normas mundiales sobre emisiones, es fundamental abastecerse de materias primas de alto rendimiento.
JALON (Jianlong Micro-Nano) es uno de los principales proveedores mundiales de polvos especiales de zeolita, incluido el líder del sector SSZ-13 (JLDN-1) y ZSM-5. Diseñadas específicamente para los modernos sistemas de postratamiento, las zeolitas de JALON ofrecen un excepcional actividad a baja temperatura (que garantiza una rápida conversión de NOx durante los arranques en frío en ciudad), incomparable estabilidad hidrotérmica (soportar temperaturas extremas de regeneración del DPF sin que se colapse la estructura), y rendimiento superior del revestimiento con tamaños de cristal controlados con precisión (D50=0,5-10μm) para una adherencia óptima de los lodos.
Con el respaldo de una sólida cadena de suministro que cuenta con un Capacidad anual de 55.000 toneladas A través de sus dos bases de fabricación en China y Tailandia, JALON garantiza la seguridad del suministro en todo el mundo sin barreras comerciales. Cumpliendo estrictamente las normas ISO y las Certificación IATF 16949JALON, que cuenta con el apoyo de un equipo de I+D de 78 expertos, proporciona la conformidad básica y el soporte técnico necesarios para las arquitecturas SCR de nueva generación.
¿Está listo para optimizar el rendimiento de su catalizador SCR?









