El proceso HEFA: una guía completa para la producción de SAF — desde la química hasta la selección de tamices moleculares
¿En qué consiste el proceso HEFA?
HEFA —ésteres y ácidos grasos hidrotratados— es la vía comercial predominante para la producción de combustible de aviación sostenible (SAF). Certificada en 2011 según la norma ASTM D7566, anexo A2, fue la primera vía de producción de SAF en recibir la aprobación internacional de especificaciones de combustible. Sigue siendo la tecnología que sustenta más del 95% de todos los vuelos con SAF en la actualidad.
El concepto es sencillo: se toman aceites y grasas —aceite de cocina usado, sebo animal, aceites vegetales— y se someten a una serie de reacciones químicas basadas en el hidrógeno que eliminan el oxígeno, reorganizan las estructuras moleculares y cortan las largas cadenas de hidrocarburos hasta obtener el rango de longitud preciso que requiere el combustible para aviones. El resultado es un queroseno parafínico sintético (HEFA-SPK) que puede mezclarse en una proporción de hasta 50:50 con el Jet A-1 convencional y manipularse de la misma forma en la infraestructura de combustible aeroportuaria existente.
Sin embargo, comprender el proceso HEFA a un nivel que sea relevante para el diseño de la planta, las especificaciones de los equipos o las decisiones de inversión requiere ir más allá de las ecuaciones de reacción. Cada paso entre los reactores —la purificación, la deshidratación y la eliminación de contaminantes— es tan importante como la propia química. Los catalizadores que impulsan las reacciones HEFA son extremadamente sensibles al agua, el nitrógeno, el azufre y los metales traza. Lo que elimina esos contaminantes entre pasos es una capa de tecnología que la mayoría de los artículos pasan por alto: los adsorbentes de tamiz molecular y los sistemas de purificación industrial.
Esta guía recorre todas las etapas principales del proceso HEFA, prestando especial atención a esa fase de purificación que suele pasarse por alto, ya que, en una planta real, lo que ocurre entre los reactores determina si la reacción química funciona o no.
Materias primas de HEFA: lo que entra determina lo que sale
La materia prima que elige una planta determina todas las decisiones posteriores: la selección del catalizador, el diseño del lecho protector, el consumo de hidrógeno y, en última instancia, el rendimiento del producto. HEFA puede procesar una gama extraordinariamente amplia de materiales a base de lípidos, pero cada categoría presenta su propio perfil de impurezas.
| Categoría de materia prima | Fuentes habituales | Principales riesgos relacionados con las impurezas | El reto del procesamiento posterior |
|---|---|---|---|
| Aceite de cocina usado (ACU) | Freidoras para restaurantes y uso industrial | Altos niveles de ácidos grasos libres (AGL), fósforo y metales disueltos | Desactivación grave del catalizador sin lechos protectores resistentes |
| Grasas animales (sebo) | Residuos de mataderos y plantas de procesamiento de subproductos animales | Niveles elevados de compuestos de nitrógeno y azufre | Una fuga de amoníaco en la sección HDN contamina los catalizadores de isomerización situados aguas abajo |
| Aceites vegetales | Soja, colza/canola, palma | Menor carga de impurezas, pero existe preocupación por la competencia con los alimentos | Riesgo normativo en el marco del programa ReFuelEU de la UE (prohibición de las materias primas procedentes de cultivos alimentarios) |
| Destilado de ácidos grasos de palma (PFAD) | Subproducto del refinado del aceite de palma | Un contenido muy elevado de ácidos grasos libres (70–90%), de calidad variable | Requiere un pretratamiento intensivo y un elevado consumo de hidrógeno |
| Aceite de algas | Microalgas cultivadas | Perfiles de impurezas inéditos, alto contenido en agua | No se ha probado a escala comercial; aún se están determinando los requisitos de pretratamiento |
El denominador común de todas estas materias primas es que ninguna de ellas llega limpia a la entrada del reactor. El fósforo presente en el aceite de cocina usado —a menudo entre 50 y 200 ppm— puede envenenar irreversiblemente los catalizadores de hidrotratamiento, diseñados para tolerar menos de 5 ppm. El agua, las sales disueltas y los compuestos orgánicos polares deben ser interceptados antes de que lleguen al circuito del reactor de alta presión.
Aquí es donde entra en juego la primera etapa de purificación, y donde la tecnología de tamices moleculares se vuelve imprescindible mucho antes de que se produzca el primer barril de combustible sintético para aviación (SAF).
Etapas fundamentales del proceso HEFA: de los triglicéridos al combustible para aviones
El proceso HEFA no es una simple reacción de «caja negra». Se trata de una cadena cuidadosamente secuenciada de tres etapas de conversión fundamentales, cada una de las cuales lleva a cabo una operación específica de «edición» molecular. El marco para comprenderlas es sencillo: el HDO determina la integridad del esqueleto de carbono, la hidroisomerización determina el comportamiento a baja temperatura y el fraccionamiento determina la distribución del producto. Cada paso depende del anterior, y la contaminación en cualquier interfaz se propaga en cascada hacia las etapas posteriores.
Hidrodesoxigenación (HDO): eliminación del oxígeno de los triglicéridos
Los triglicéridos —la forma molecular de las grasas y los aceites— son, en esencia, tres largas cadenas de ácidos grasos (normalmente de C16 a C18) esterificadas a una cadena principal de glicerol, con seis átomos de oxígeno integrados en la estructura. Para convertirse en un combustible hidrocarburo, es necesario eliminar todos y cada uno de esos átomos de oxígeno.
El reactor HDO lleva a cabo este proceso a altas temperaturas y presiones —normalmente entre 280 y 340 °C y entre 50 y 100 bar— en presencia de hidrógeno y de un catalizador bimetálico sulfurado, normalmente níquel-molibdeno soportado en alúmina (NiMo/Al2O3). La reacción descompone los triglicéridos en tres cadenas de ácidos grasos libres y las hidrogena, eliminando el oxígeno principalmente en forma de agua (la vía del HDO) y, en menor medida, en forma de CO y CO2 (las vías de descarboxilación y descarbonilación).
La elección entre estas vías alternativas tiene importancia desde el punto de vista económico. El proceso HDO conserva la longitud completa de la cadena de carbono (C18 → C18), pero consume más hidrógeno. La descarboxilación utiliza menos hidrógeno, pero sacrifica un átomo de carbono por cadena (C18 → C17), lo que reduce el rendimiento global de carbono. La proporción de n-parafinas C17 y C18 en el producto del reactor es el indicador de campo para la selectividad del HDO. Las principales formulaciones de catalizadores —como el Mo/Al de Topsoe—2O3 sistema — puede alcanzar una selectividad de hasta el 971 % en la vía HDO, lo que maximiza el carbono renovable retenido en el combustible.
El efluente del reactor HDO contiene algo más que n-parafinas. Transporta agua generada por la reacción (aproximadamente entre 100 y 120 kg por tonelada métrica de materia prima), junto con amoníaco procedente de compuestos que contienen nitrógeno y sulfuro de hidrógeno procedente del azufre presente en la carga. Si alguno de estos componentes pasa al siguiente reactor, las consecuencias son graves: el vapor de agua y el amoníaco envenenan los catalizadores de metales nobles en la etapa de hidroisomerización. Incluso niveles traza pueden reducir drásticamente la actividad de isomerización en cuestión de horas.
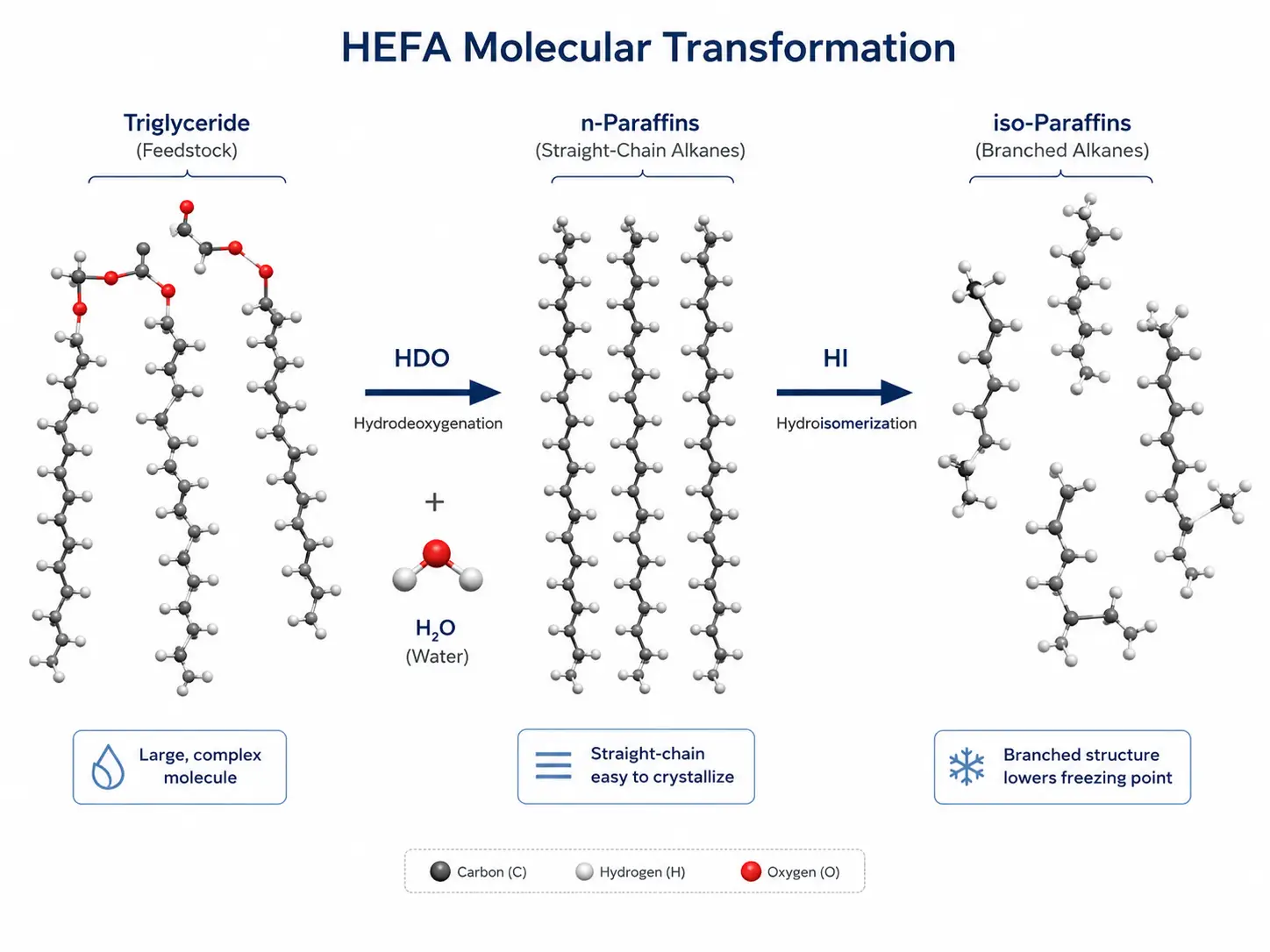
Hidroisomerización e hidrocraqueo: moléculas a medida para el cielo frío
Las n-parafinas de cadena lineal que se obtienen del HDO tienen un defecto fundamental: se congelan. Un n-alcano C16–C18 se solidifica a temperaturas muy superiores a 0 °C, mientras que el Jet A-1 debe permanecer líquido hasta los −47 °C a altitud de crucero. La diferencia entre lo que produce el HDO y lo que requiere el motor de un avión se salva mediante el reactor de hidroisomerización (HI).
HI transforma las parafinas de cadena lineal en isoparafinas ramificadas mediante un mecanismo catalítico bifuncional. Los sitios metálicos (normalmente platino o paladio) proporcionan actividad de hidrogenación-deshidrogenación; los sitios ácidos del soporte catalizan la reordenación del esqueleto. El material de soporte en sí mismo es fundamental, y aquí es donde las zeolitas y los tamices moleculares entran en la química, no solo en la purificación. El SAPO-11 tiene una estructura de poros definida con precisión de 0,39 nm × 0,63 nm, con canales elípticos de anillos de 10 miembros. Esta estructura selectiva en cuanto a la forma favorece la formación de isómeros monorramificados con puntos de congelación drásticamente más bajos, al tiempo que minimiza el craqueo no deseado en productos más ligeros.
Al mismo tiempo, el hidrocraqueo controlado descompone las cadenas más largas (C18–C22) en compuestos con un rango de carbonos propio del combustible para aviones (C8–C16). El arte de la etapa HI consiste en equilibrar estas dos reacciones: isomerizar lo suficiente para cumplir con la especificación del punto de congelación de −47 °C, pero sin craquear en exceso; cada átomo de carbono que acaba en nafta o gas combustible es carbono que no se ha convertido en combustible para aviones.
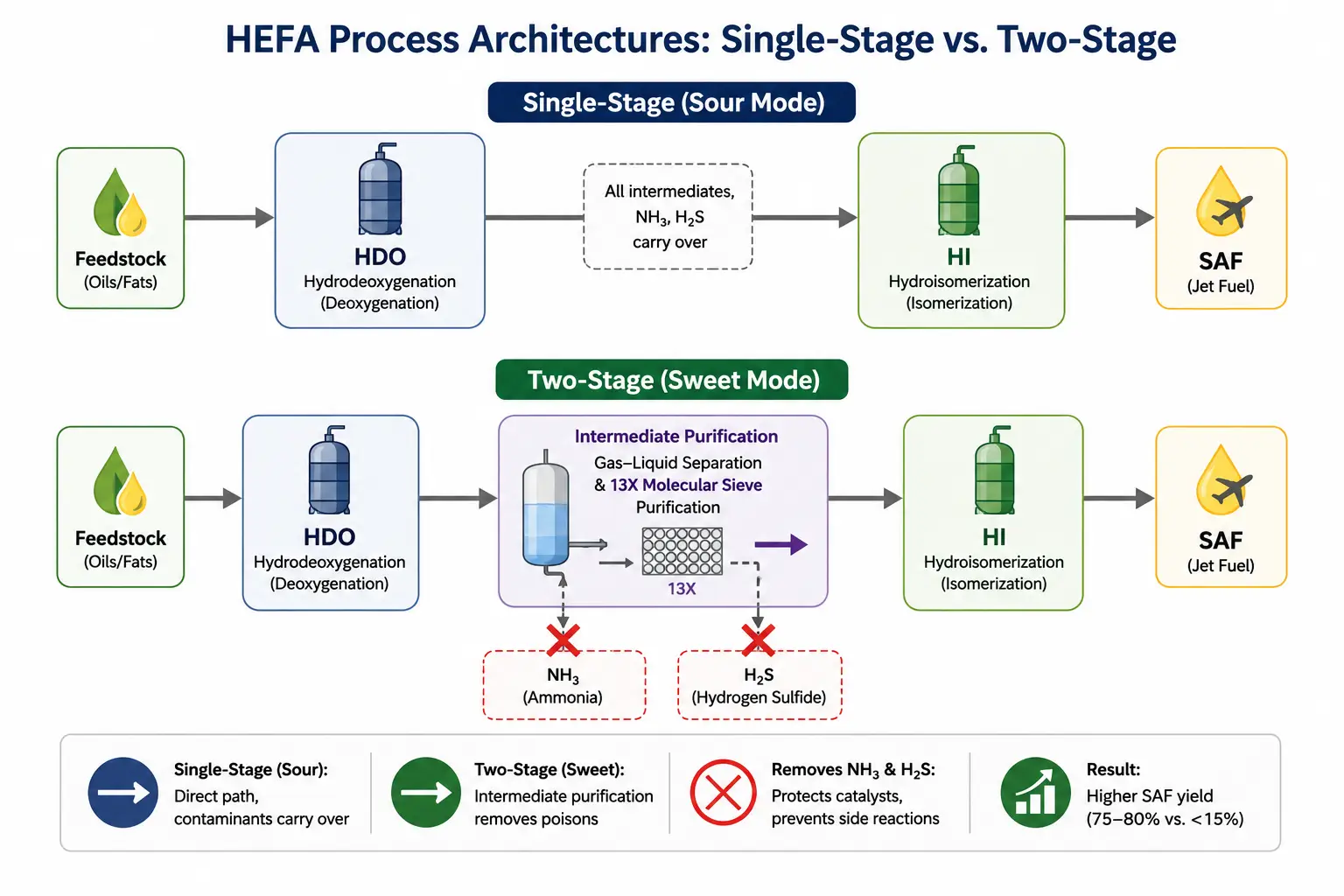
Es aquí también donde cobra importancia la decisión entre una configuración de una sola etapa o de dos etapas. En el funcionamiento de una sola etapa («modo ácido»), el efluente del HDO fluye directamente al reactor HI sin purificación intermedia. El amoníaco y el sulfuro de hidrógeno presentes inhiben la actividad del catalizador de metales nobles entre un 70 % y un 90 %, lo que limita la profundidad de isomerización y el rendimiento de SAF —normalmente por debajo del 15 % del producto líquido total. En el funcionamiento de dos etapas («modo dulce»), el efluente del HDO se somete a una separación gas-líquido intermedia y a una purificación antes de entrar en el reactor HI, que entonces funciona sin NH3 y H2La actividad de isomerización aumenta entre 3 y 5 veces, y el rendimiento de SAF se dispara hasta alcanzar el 75-80 % de la gama de productos.
Las implicaciones comerciales son claras: una planta que omite la etapa de purificación intermedia —o la define de forma inadecuada— no es una planta de combustible de almidón sostenible (SAF). Se trata de una planta de diésel renovable que produce una cantidad simbólica de combustible para aviones.
Fraccionamiento y mezcla: el toque final
El efluente combinado del reactor se separa por destilación en cuatro fracciones de producto: gas combustible y GLP (C1–C4), nafta (C5–C12), el corte de SAF (queroseno parafínico sintético C8–C16) y diésel renovable (C10–C22). En el modo de máximo SAF, el corte de combustible para aviones representa entre el 75 % y el 80 % del producto líquido total, y el resto se divide entre diésel y nafta.
A continuación, el HEFA-SPK puro se mezcla con Jet A-1 convencional en una proporción de hasta el 50 % en volumen, límite establecido por la norma ASTM D7566. La limitación es el contenido de aromáticos: el HEFA-SPK es esencialmente 100 % parafínico, sin contener prácticamente ningún aromático, mientras que las especificaciones del combustible de aviación exigen un mínimo del 8 % de aromáticos para garantizar el hinchamiento de las juntas de elastómero en los sistemas de combustible de las aeronaves. El límite máximo de mezcla del 50% garantiza un aporte suficiente de aromáticos procedentes de la parte de combustible de aviación convencional.
Los aditivos —mejoradores de la lubricidad, antioxidantes y, en algunos casos, disipadores de la electricidad estática— completan la formulación, y el combustible final pasa a denominarse D1655 Jet A-1, siendo indistinguible, en cuanto a manejo y rendimiento, de su homólogo fósil.
La etapa de purificación que se suele pasar por alto: el papel decisivo de los tamices moleculares en el rendimiento de los filtros HEFA
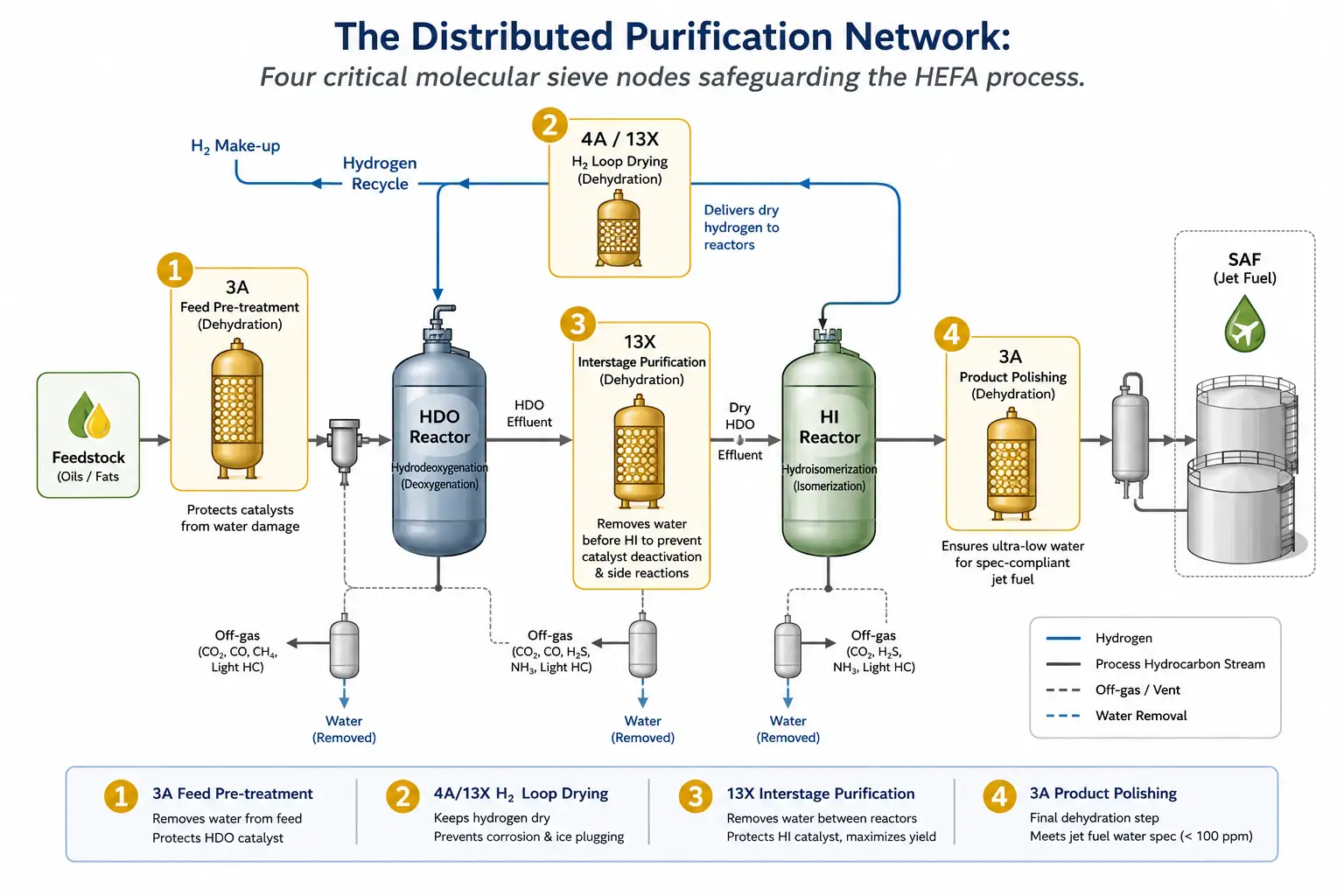
El debate público sobre el proceso HEFA dedica aproximadamente el 95 % de su atención a la química del reactor y al rendimiento del catalizador. Sin embargo, el funcionamiento fiable de cualquier planta industrial HEFA depende de una «quinta etapa» que se desarrolla de forma invisible en paralelo al proceso principal: una red distribuida de unidades de purificación con tamices moleculares desplegadas en cuatro nodos estratégicos. Si omite esta capa de su modelo mental de HEFA, lo que verá será un diagrama de flujo de un experimento químico, no una instalación de producción operativa.
En esta sección se analizan uno por uno esos cuatro nodos de purificación. En cada caso, la pregunta fundamental es la misma: ¿qué hay que eliminar?, ¿qué ocurre si no se elimina?, y ¿qué tipo de tamiz molecular es el más adecuado para la tarea?
Pretratamiento de la materia prima: protección del lecho de arena
Antes de que la materia prima entre en el reactor de HDO, pasa por una línea de pretratamiento diseñada para interceptar los contaminantes que, de otro modo, dañarían irreversiblemente los catalizadores situados en las etapas posteriores. Si bien los catalizadores de lecho de protección del reactor de HDO se encargan del fósforo y los metales en la etapa de reacción, una etapa de adsorción física situada en la etapa previa constituye la última línea de defensa.
El aceite de cocina usado y las grasas animales contienen agua disuelta (0,1-0,5 % en peso), sales solubles en agua, compuestos orgánicos polares y oligoelementos. El agua que entra en el reactor HDO reduce la presión parcial de hidrógeno por dilución, favorece las reacciones secundarias de conversión de agua y gas que consumen hidrógeno valioso y acelera la sinterización hidrotermal del catalizador. Los compuestos polares y las sales metálicas envenenan los sitios activos al entrar en contacto con ellos.
La solución consiste en un lecho de adsorción de pretratamiento cargado con tamiz molecular 3A y alúmina activada, instalado aguas arriba del calentador de alimentación. El tamaño de los poros del tamiz 3A —aproximadamente 3 Å— está dimensionado para admitir moléculas de agua (diámetro cinético ~2,65 Å) y excluir las moléculas de hidrocarburos más grandes (4–10 Å). El agua entra en los poros y es adsorbida; las moléculas orgánicas más grandes permanecen en la fase líquida, lo que evita tanto el bloqueo de los poros como el riesgo exotérmico de la coadsorción de hidrocarburos. La alúmina activada en el mismo lecho captura los compuestos polares gracias a la química de su superficie anfótera.
El impacto en la vida útil del catalizador es cuantificable: una adsorción adecuada en el pretratamiento puede alargar los intervalos de sustitución del catalizador del lecho de protección entre un 30 % y un 50 %, lo que reduce directamente tanto los costes de adquisición del catalizador como el tiempo de inactividad de la producción.
Secado del gas de reciclaje de hidrógeno: protección del catalizador de metales nobles
La reacción HDO genera aproximadamente entre 100 y 120 kg de agua por tonelada de materia prima procesada. Una vez que el efluente del reactor se ha enfriado y separado, la corriente de gas rica en hidrógeno —que sigue saturada de vapor de agua con un punto de rocío de entre 40 y 60 °C— se recicla de vuelta a la entrada del reactor. Si no se elimina esa humedad, se acumula en el circuito, diluyendo progresivamente la presión parcial de hidrógeno, reduciendo la velocidad de reacción HDO y acelerando la desactivación del catalizador mediante sinterización hidrotérmica.
En una configuración de dos etapas, las consecuencias se agravan aún más: la humedad que llega al reactor HI contamina los catalizadores a base de platino y paladio. Los datos del sector indican que la exposición prolongada a concentraciones de agua de entrada superiores a 50 ppm puede producir descensos observables en la actividad de isomerización. Con cargas de humedad más elevadas, el rendimiento de SAF puede caer del objetivo de diseño de 75% a menos de 50% en cuestión de días.
La solución estándar es un secador de reciclaje de hidrógeno: una unidad de adsorción por oscilación térmica de doble lecho, rellena con tamiz molecular 4A o 13X, dependiendo de la composición del gas. Un tamiz molecular 4A (diámetro de poro de ~4 Å) adsorbe selectivamente el agua, al tiempo que excluye la mayoría de los hidrocarburos. En condiciones de funcionamiento típicas de 40 °C y 30 bar, alcanza una capacidad de adsorción dinámica de agua de 20 a 22 % en peso. El punto de rocío de salida objetivo es de −60 °C o inferior, lo que corresponde a un contenido de agua inferior a 10 ppmv. Cuando el CO2 se encuentra en cantidades significativas en el gas de reciclaje, la selección de un adsorbente especializado o un sistema específico para el CO2 puede ser necesario un paso de eliminación, ya que tanto los tamices moleculares 4A como los 13X adsorben el CO2, siendo 13X el que presenta una mayor capacidad de coadsorción de CO2 junto al agua.
La configuración de dos lechos garantiza un funcionamiento ininterrumpido: mientras un lecho está en servicio de adsorción (normalmente entre 8 y 24 horas, dependiendo del caudal y la carga de humedad), el otro se somete a una regeneración térmica a una temperatura de entre 200 y 300 °C utilizando una corriente derivada de gas de producto seco o nitrógeno.
Deshidratación intermedia: el activador del modo «Sweet»
Es la etapa de purificación intermedia —el equipo situado entre los reactores HDO y HI en una configuración de dos etapas— lo que distingue principalmente a una planta HEFA optimizada para SAF de una planta de diésel renovable.
En el funcionamiento de una sola etapa, todo el efluente del HDO, incluyendo agua, amoníaco y sulfuro de hidrógeno, entra en el reactor HI. En estas condiciones, la actividad del catalizador de metales nobles se reduce entre un 70 % y un 90 %, y la planta produce principalmente hidrocarburos del rango del gasóleo con una cantidad mínima de productos del rango de los combustibles para aviones. En el funcionamiento de dos etapas, el efluente del HDO se somete a enfriamiento, separación gas-líquido, lavado de gases ácidos (lavado con aminas o con agua) y, finalmente, a un pulido basado en la adsorción a través de un lecho de tamiz molecular.
El medio de adsorción utilizado para este servicio suele ser el tamiz molecular 13X, cuyos poros de aproximadamente 10 Å adsorben simultáneamente el agua residual, el amoníaco y las trazas de sulfuro de hidrógeno. El objetivo es reducir la concentración de amoníaco por debajo de 1 ppmv en la entrada del reactor de HI, nivel en el que la actividad del catalizador de metales nobles se manifiesta plenamente. En estas condiciones de funcionamiento óptimo, la actividad de isomerización se multiplica por 3 a 5, y el rendimiento de SAF pasa de menos del 15 % al 75-80 % del producto líquido total.
La sección de purificación intermedia suele representar entre el 5 % y el 81 % del coste total de inversión de una planta HEFA de dos etapas. Su coste supone la diferencia entre una planta de diésel y una de combustible para aviones.
Purificación del producto: el toque final
El último nodo de purificación se encuentra en el límite entre la producción y el almacenamiento. La fracción de SAF destilada, incluso después de pasar por todo el proceso de tratamiento previo, puede absorber humedad disuelta durante el almacenamiento en tanques, como consecuencia de los ciclos de temperatura diurnos que atraen aire ambiente húmedo hacia el espacio libre del tanque. El agua disuelta, incluso en concentraciones inferiores a 50 ppm, supone un riesgo a altitud de crucero: a medida que la temperatura del combustible desciende hasta alcanzar la temperatura ambiente (entre −50 y −60 °C a 35 000 pies), el agua disuelta puede precipitarse en forma de cristales de hielo microscópicos que obstruyen los filtros de combustible y provocan el apagado del motor.
Una etapa final de purificación del producto mediante un secador de tamiz molecular 3A —que funciona a temperatura ambiente con una velocidad espacial horaria del líquido de entre 4 y 12 h−1 — reduce el contenido de agua disuelta por debajo de 15 ppm, el límite máximo práctico para que el combustible Jet A-1 no contenga agua libre en todo el rango de condiciones de vuelo.
En conjunto, estas cuatro aplicaciones de tamices moleculares —el 3A para el pretratamiento de la materia prima, el 4A o el 13X para el secado por reciclaje de hidrógeno, el 13X para la purificación intermedia y el 3A para el refinado del producto final— conforman un sistema de purificación distribuido que abarca todo el proceso HEFA, desde el depósito de materia prima hasta el depósito de producto. Rara vez aparecen en la misma frase que los reactores y catalizadores que dominan el debate en el sector. Pero sin ellos, ni una sola gota de SAF llegaría a la boquilla de combustible de un avión.
Proveedores de tecnología HEFA y configuraciones de procesos
Para los promotores de proyectos y los equipos de ingeniería que evalúan las opciones tecnológicas HEFA, el panorama de los licenciantes comerciales se divide en varias ofertas bien definidas. La tabla siguiente resume los principales actores a partir de la información disponible públicamente; la selección real de la tecnología debe tener en cuenta las características específicas de la materia prima del emplazamiento, la distribución del producto final y la integración con la infraestructura de refinería existente.
| Licenciante de tecnología | Nombre del proceso | Opciones de configuración | Aspectos destacados de Catalyst | Proyectos destacados | Rendimiento máximo de seguridad |
|---|---|---|---|---|---|
| Topsoe | HydroFlex | De una etapa / De dos etapas | Catalizador Mo/Al₂O₃ para HDO; selectividad de HDO del 97% | Montana Renewables, Rodeo de Phillips 66 | ~75–80% |
| Honeywell UOP | Ecofining | De una etapa / De dos etapas | Catalizadores patentados; más de 50 licencias activas | Diamond Green Diesel, World Energy Paramount | ~75% |
| Axens | Vegano | De dos etapas | Primera planta de referencia comercial en funcionamiento desde hace más de ocho años | Galp, Desarrollo de Carbono Verde | ~75% |
| Neste | NExBTL (patentado) | De dos etapas con HI en contracorriente | Catalizador suministrado por Ketjen | Porvoo, Singapur, Martínez (Marathon JV) | ~75% |
| Sulzer Chemtech | BioFlux | Reactor único de llenado con líquido | Con licencia de Duke Technologies | Proyectos en Tailandia, Malasia y Uruguay | N/A (centrado en el desarrollo) |
La elección de un licenciante de tecnología es un primer paso fundamental, pero no es más que el primer paso. Independientemente del paquete de procesos que se elija, todas las plantas HEFA requieren la misma infraestructura de purificación subyacente. Las unidades de deshidratación por tamiz molecular, purificación intermedia y pulido del producto no son extras opcionales en el diseño de ningún licenciante; son operaciones unitarias imprescindibles que deben especificarse, dimensionarse y adquirirse.
Las unidades de deshidratación con tamiz molecular, purificación intermedia y refinado del producto no son elementos opcionales en el diseño de ningún licenciante. Se trata de operaciones unitarias imprescindibles que deben especificarse independientemente del paquete de proceso que se elija.
Del diseño del proceso al rendimiento de la planta: por qué es importante la etapa de purificación
El libro de texto estándar de HEFA describe tres procesos: HDO, hidroisomerización y fraccionamiento. Pero cualquier diseñador de plantas que haya llevado a cabo una unidad desde el estudio FEED hasta la puesta en marcha sabe que hay una cuarta función que se extiende a lo largo de las tres: la etapa de purificación que hace posible el proceso químico.
La lógica económica es clara. Los catalizadores HI de metales nobles cuestan entre 450 000 y más de 1,1 millones de euros por carga de reactor. La sustitución no planificada del catalizador provocada por la contaminación por agua o amoníaco no solo conlleva el coste directo de la sustitución, sino que también paraliza la producción; y una planta de SAF a gran escala que produce entre 2.000 y 3.000 barriles al día pierde aproximadamente 1,2 millones de dólares en ingresos por cada día de inactividad no planificada. Los sistemas de purificación con tamiz molecular que protegen esos catalizadores representan entre el 3 % y el 5 % de la inversión total de la planta, pero influyen en más del 70 % de los costes operativos variables a través de su efecto sobre la vida útil del catalizador, el rendimiento del producto y la fiabilidad de la producción.
A medida que la capacidad mundial de combustibles sintéticos sostenibles (SAF) pase de los aproximadamente 1,5 millones de toneladas anuales actuales a los más de 400 000 millones de litros anuales que se necesitarán en 2050 —lo que requerirá entre 5 000 y 7 000 nuevas instalaciones de producción, según el análisis de Bioenergía de la AIE—, la etapa de purificación pasará de ser una nota al pie en el diseño a convertirse en un factor diferenciador competitivo. La primera generación de plantas HEFA consideraba la selección del tamiz molecular como algo secundario, aceptando a menudo cualquier adsorbente que el contratista EPC especificara por defecto. La próxima generación, que se enfrenta a márgenes más ajustados, materias primas de desecho más variables y una mayor presión regulatoria sobre la eficiencia del rendimiento, tratará la especificación del adsorbente como una variable de optimización del diseño por derecho propio.
Para los ingenieros que hoy en día deben especificar la nueva capacidad de HEFA, la conclusión práctica es clara: hay que dedicar el mismo rigor a la selección del adsorbente que a la del catalizador. Los tamices moleculares que secan el circuito de reciclaje de hidrógeno no son un producto básico. Una especificación adecuada, respaldada por pruebas específicas para la aplicación y un proveedor con experiencia demostrada en purificación de gases industriales, puede marcar la diferencia entre cinco años de rendimiento estable del catalizador de isomerización y una parada imprevista en el primer año.
Referencias
- ASTM International. «ASTM D7566 — Especificación estándar para combustible de turbina de aviación que contiene hidrocarburos sintéticos». 2025. https://www.astm.org/d7566.html
- SkyNRG. «Conceptos básicos de la tecnología SAF: el proceso HEFA». https://skynrg.com/sustainable-aviation-fuel/technology-basics/
- Bergwerff, J. «Producción de SAF mediante la ruta HEFA: química y catálisis». Decarbonisation Technology, mayo de 2025. https://decarbonisationtechnology.com/article/329/saf-production-via-the-hefa-route-chemistry-and-catalysis
- Shiflett, W. «Energías renovables, parte 2: enfoque en los combustibles sintéticos de origen sostenible (SAF)». Digital Refining, 2025. https://www.digitalrefining.com/article/1003245/renewables-part-2-a-focus-on-saf
- Grupo de Trabajo 39 sobre Bioenergía de la AIE. «Avances en la comercialización de biocombustibles para aviación y combustibles de aviación sostenibles (SAF)». 2024. https://task39.ieabioenergy.com/
- van Dyk, S. et al. «Sinergias potenciales de la producción de biocombustibles de sustitución directa con un mayor coprocesamiento en las refinerías de petróleo». IEA Bioenergy, 2019. https://www.ieabioenergy.com/
- Goh, B.H.H. et al. «Avances recientes en las vías de conversión catalítica para la producción de combustible sintético para aviones a partir de recursos biológicos». Energy Conversion and Management, 2022. https://doi.org/10.1016/j.enconman.2021.114974
- CZapp. «Ventajas e inconvenientes de la vía HEFA para el SAF». https://www.czapp.com/analyst-insights/the-pros-and-cons-of-the-hefa-pathway-for-saf/
- Ketjen / Albemarle. «Cartera de catalizadores ReNewFine». Citado en Decarbonisation Technology, mayo de 2025.
- Jalon Zeolite. «Soluciones industriales de tamices moleculares y adsorbentes». https://www.jalonzeolite.com/products/
- Jalon Zeolite. «Casos prácticos». https://www.jalonzeolite.com/case-studies/
- Jalon Zeolite. «Capacidad técnica». https://www.jalonzeolite.com/capability/








