Erforschung der CO₂-Entfernung aus Erdgas: Technische Auswahl zwischen Amin, Membran und Adsorption (PSA & TSA)
In der komplexen Landschaft der industriellen Energiewirtschaft erfordert der Übergang von Rohkohlenwasserstoffen aus Bohrlöchern zu Rohstoffen in Pipeline- oder Kryogenqualität äußerste Präzision. Rohes Erdgas ist nur selten für den sofortigen Transport oder die Verflüssigung geeignet. Es ist stark mit sauren Gasen belastet, vor allem mit Kohlendioxid (CO₂) und Schwefelwasserstoff (H₂S), sowie mit Wasserdampf und schwereren Kohlenwasserstoffen. Die Bestimmung der optimalen Methode zur CO₂-Extraktion ist nicht nur eine Frage der chemischen Präferenz, sondern auch eine wichtige wirtschaftliche Entscheidung, die von den Investitionskosten (CAPEX), den Betriebskosten (OPEX), den Platzverhältnissen und den absoluten physikalischen Grenzen der nachgeschalteten Verarbeitungsanlagen bestimmt wird.
Dieser umfassende technische Leitfaden untersucht die strengen technischen Prämissen, die der Dekarbonisierung zugrunde liegen, und bietet eine objektive, gründliche analytische Bewertung der primären Technologiepfade: Aminabsorption, Polymermembranen und fortschrittliche Feststoffadsorptionstechniken unter Verwendung von Druckwechseladsorption (PSA) und Temperaturwechseladsorption (TSA). Indem wir die Lücke zwischen der theoretischen Thermodynamik und dem realen Anlagenbetrieb schließen, schaffen wir einen definitiven Rahmen für die Auswahl der richtigen Gasaufbereitungsarchitektur.
Die technische Prämisse: CO₂-Spezifikationen in der Erdgasverarbeitung
Die Notwendigkeit, Kohlendioxid aus Erdgas zu extrahieren, wird von zwei verschiedenen Ebenen industrieller Spezifikationen bestimmt. Das Verständnis des krassen Gegensatzes zwischen diesen beiden Zielen ist der grundlegende Schritt bei der Prozessgestaltung, da die erforderliche Entfernungstiefe die Auswahl der Technologie vollständig bestimmt.
Die erste Stufe besteht aus Standard-Pipeline-Spezifikationen. Für die Einspeisung von Erdgas in nationale oder internationale Fernleitungsnetze schreiben die Regulierungsbehörden und Midstream-Betreiber in der Regel eine CO₂-Toleranzgrenze zwischen 2% und 4% nach Volumen vor. Diese Anforderung dient in erster Linie dazu, den Mindestheizwert (BTU) des verkauften Gases aufrechtzuerhalten und schwere Infrastrukturschäden zu vermeiden. Wenn sich Kohlendioxid in Gegenwart von freiem Wasser löst, bildet es Kohlensäure (H₂CO₃). Dieses Phänomen, das in der Branche als "süße Korrosion" bekannt ist, führt zu einer raschen Zerstörung von Kohlenstoffstahlrohrleitungen durch aggressiven Lochfraß und gleichmäßige Wandausdünnung. Auf Tausenden von Kilometern Übertragungsinfrastruktur kann Süßkorrosion zu katastrophalen Pipelineausfällen, Umweltgefahren und astronomischen Abschreibungs- und Ersatzkosten führen.
Die zweite Stufe ist weitaus unnachgiebiger: kryogene Verfahren und die Produktion von verflüssigtem Erdgas (LNG). Bei der Verarbeitung von Erdgas zur Gewinnung von Erdgasflüssigkeiten (NGLs), zur Heliumextraktion oder zur LNG-Grundlastverflüssigung wird die Temperatur des Gasstroms drastisch gesenkt. In einem LNG-Zug sinken die Temperaturen auf etwa -161°C (-260°F). Bei diesen extremen Tiefsttemperaturen kommt es zu einem gefährlichen thermodynamischen Phasenwechsel. Spuren von Kohlendioxid verflüssigen sich nicht, sondern werden desublimiert, d. h. sie gehen direkt von einem Gas in einen Feststoff über.
Wenn die CO₂-Konzentration beim Eintritt in die Kryogeneinheit 50 Teile pro Million (ppm) übersteigt, scheiden sich feste Trockeneiskristalle aus dem Gasstrom aus. Diese Feststoffpartikel sammeln sich schnell in den komplizierten, mikrokanaligen Rippengeometrien der gelöteten Aluminiumwärmetauscher (BAHX) in der Cold Box an. Da sich die Durchgänge verengen, steigt der Differenzdruck (Druckabfall) im Wärmetauscher exponentiell an. Letztendlich führt dies zu einer vollständigen physischen Blockade, die eine ungeplante Notabschaltung der Anlage erzwingt. Das Auftauen einer kryogenen Cold Box zur Beseitigung von Trockeneisblockaden verursacht Produktionsausfälle in Millionenhöhe, so dass die strikte Einhaltung der < 50 ppm CO₂-Spezifikation eine absolute Überlebensfrage für den Betrieb darstellt.
Wesentliche Vorbehandlungsprotokolle vor der Kohlenstoffabscheidung
Bevor der Gasstrom überhaupt die primäre Entkarbonisierungseinheit erreicht - sei es ein Aminkontaktor, ein Membranskid oder ein Molekularsiebbett - muss er einer strengen physikalischen Konditionierung unterzogen werden. Das Versagen eines CO₂-Entfernungssystems ist selten ein Versagen der Kerntechnologie selbst; vielmehr wird es fast immer durch unzureichende vorgelagerte Erdgasaufbereitung die eine Verunreinigung der empfindlichen aktiven Medien durch Flüssigkeitsverschleppung ermöglicht.
Knockout-Trommeln und Koaleszenzfilter zur Entfernung von Flüssigkeiten
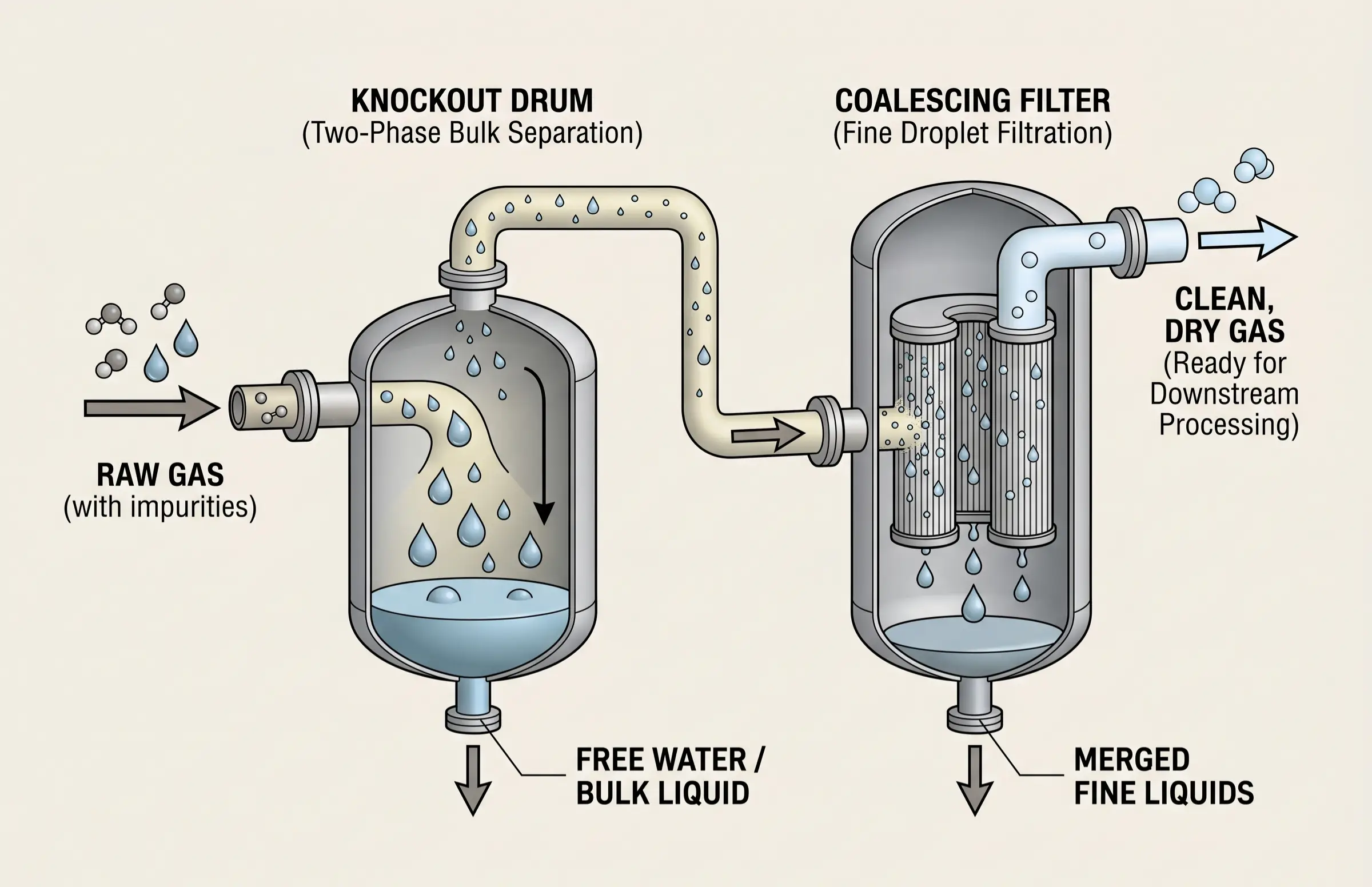
Die entscheidende erste Verteidigungslinie in jeder Gasanlage ist die Eingangsabscheidungsanlage. Rohes Erdgas erreicht die Anlage mit einem mehrphasigen Gemisch aus freiem Wasser, flüssigen Kohlenwasserstoffkondensaten, Kompressorschmierölen und Bohrlochstimulationsflüssigkeiten. Wenn diese Flüssigkeiten in die CO₂-Entfernungsanlage gelangen, hat das katastrophale Folgen.
Einlass-Knockout-Trommeln (Zwei- oder Dreiphasen-Separatoren) nutzen die Schwerkraft, Prallbleche und Zentrifugalkräfte, um Flüssigkeiten zu entfernen. Nach der Massengutabscheidung werden Koaleszenzfilter eingesetzt, um Aerosoltröpfchen im Mikrometer- und Submikrometerbereich abzufangen. Bei einem Aminsystem wird die Oberflächenspannung des Lösungsmittels durch die Verschleppung von flüssigen Kohlenwasserstoffen drastisch gesenkt, was zu einer starken Schaumbildung des Amins führt. Bei Polymermembranen beschichten schwere Kohlenwasserstoffflüssigkeiten die Membranoberfläche, wodurch die mikroskopisch kleinen Poren dauerhaft verschmutzt werden und das Trennmodul blind wird. Daher ist eine robuste Flüssigkeitsabscheidung eine nicht verhandelbare physikalische Voraussetzung für den Schutz nachgeschalteter Anlagen.
Temperaturkontrolle zur Verhinderung von Hydratbildung
Neben der Flüssigkeitsentfernung ist ein strenges Wärmemanagement erforderlich, um den Durchfluss zu gewährleisten. Beim Erdgasbetrieb kommt es häufig zu erheblichen Druckabfällen, insbesondere an Regelventilen und Drosseln. Nach dem Joule-Thomson-Effekt führt ein plötzlicher Abfall des Gasdrucks zu einem entsprechenden Abfall der Gastemperatur. Fällt die Temperatur in Gegenwart von Feuchtigkeit unter den Hydratbildungspunkt, verbinden sich Wasser und leichte Kohlenwasserstoffmoleküle (wie Methan und Ethan) physikalisch miteinander und bilden feste, eisähnliche kristalline Strukturen, die als Gashydrate bekannt sind.
Gashydrate können sich bei Temperaturen weit über dem normalen Gefrierpunkt von Wasser bilden und Rohrleitungen, Ventile und Messgeräte vollständig verstopfen. Um dem entgegenzuwirken, werden vor den Verarbeitungseinheiten Einlassheizungen - wie Wasserbadheizungen oder direkt befeuerte Heizungen - installiert. Indem sie die Temperatur des eingespeisten Gases in einem sicheren Bereich (in der Regel 10°F bis 20°F) oberhalb der berechneten Hydratbildungskurve halten, verhindern die Ingenieure das Einfrieren der Rohrleitungen und gewährleisten einen gleichmäßigen, ununterbrochenen Fluss in die Kohlenstoffabscheidungsanlage.
Quantitative Bewertung von Technologien zur primären CO₂-Entfernung
Verfahrensingenieure müssen sich bei der Auswahl der geeigneten Dekarbonisierungsroute durch eine komplexe Matrix von Betriebsvariablen bewegen. Es gibt keine Universallösung; die optimale Wahl hängt in hohem Maße von der Zusammensetzung des Rohgases, der angestrebten Reinheit, den verfügbaren Immobilien und dem Zugang zu den Versorgungseinrichtungen ab. Nachstehend finden Sie eine quantitative Bewertungsmatrix, in der die Leistungsgrenzen der drei Haupttechnologien zusammengefasst sind.
| Prozess Parameter | Chemische Absorption (Amine) | Polymere Membrane | Feststoffadsorption (TSA/Molekularsieb) |
|---|---|---|---|
| Ultimativer CO₂-Grenzwert | < 50 ppm (mit formulierten Aminen) | ~2% (Pipeline-Spezifikation) | < 1 ppm (Kryogenes Tiefpolieren) |
| Ausrüstung Footprint | Extrem groß (Türme, Reboiler, Pumpen) | Äußerst kompakt & modular | Moderat (Mehrbettkufen, Heizungen) |
| Kohlenwasserstoffverlust (Methanschlupf) | Sehr niedrig (< 1%) | Hoch (kann ohne Mehrstufigkeit 5-10% überschreiten) | Äußerst gering (selektiver Porenausschluss) |
| Betriebskosten (OPEX) | Hoch (massiver thermischer Verdampferbetrieb, Lösungsmittelaufbereitung) | Niedrig (abhängig von der Partialdruckdifferenz) | Mäßig bis hoch (thermische Regenerationsgasheizung) |
Amin-Gas-Behandlungssysteme für die Schwerlastverarbeitung
Seit Jahrzehnten ist das Standard-Arbeitspferd für die Entfernung saurer Gase in der petrochemischen Industrie das Amin-Gasbehandlungssystem. Diese Systeme, die auf dem Prinzip der reversiblen chemischen Absorption beruhen, sind darauf ausgelegt, große Mengen an Erdgas zu verarbeiten und Kohlendioxid und Schwefelwasserstoff aggressiv zu entfernen, um strenge Spezifikationen zu erfüllen.
Chemische Absorptionsdynamik und Lösungsmittelauswahl
Der operative Erfolg von Massen-Erdgas-Süßung hängt ganz von der Wahl des richtigen Alkanolamin-Lösungsmittels ab. Der Kernmechanismus besteht darin, dass saures Gas durch eine Absorberkolonne mit hohem Druck und niedriger Temperatur aufwärts strömt und dabei in engen Gegenstromkontakt mit einem absteigenden Strom einer mageren Aminlösung kommt. Das Amin reagiert chemisch mit dem sauren CO₂ und bildet ein schwach lösliches Salz, wodurch das Abgas gesüßt wird.
In der Industrie wird je nach den genauen Trennungszielen ein Spektrum von Lösungsmitteln verwendet. Primäre Amine, wie z. B. Monoethanolamin (MEA), sind hochreaktiv und entfernen aggressiv fast alle sauren Gase, aber sie benötigen immense thermische Energie, um die chemischen Bindungen während der Regeneration aufzubrechen, und sind sehr anfällig für Abbauvorgänge. Sekundäre Amine, wie Diethanolamin (DEA), bieten einen Mittelweg zwischen Reaktivität und Energiebedarf. Tertiäre Amine, insbesondere Methyldiethanolamin (MDEA), wirken durch einen langsameren basenkatalysierten Hydratationsmechanismus, der es ihnen ermöglicht, selektiv H₂S zu absorbieren, während sie einen Teil des CO₂ entweichen lassen. Für die tiefe LNG-Vorbehandlung, die einen CO₂-Gehalt von weniger als 50 ppm erfordert, greifen Ingenieure häufig auf "formulierte Amine" zurück - proprietäre Mischungen von MDEA mit speziellen Piperazin-Aktivatoren, die die CO₂-Absorptionskinetik drastisch beschleunigen und gleichzeitig die erforderlichen Zirkulationsraten minimieren.
Betriebliche Fallstricke im Zusammenhang mit Lösungsmittelabbau und Schaumbildung
Trotz ihrer Allgegenwärtigkeit sind Aminsysteme notorisch launisch und erfordern ständige betriebliche Wachsamkeit. Das schwerwiegendste und kostspieligste Betriebsversagen ist die Aminschaumbildung. Wenn flüssige Kohlenwasserstoffe, Brunnenbehandlungsmittel oder mikroskopisch kleine Schwebstoffe in den Kontaktor gelangen, verändern sie die Oberflächenspannung der Aminlösung. Anstatt gleichmäßig über die Säulenböden zu fließen, schäumt das Amin zu einem dicken Schaum auf. Dieser Schaum dehnt sich heftig aus, überflutet die Kolonne und trägt das nicht regenerierte Lösungsmittel zusammen mit dem Süßgas direkt aus dem oberen Teil des Turms heraus - ein Phänomen, das als massive Flüssigkeitsverschleppung bekannt ist.
Durch die Schaumbildung wird die Abscheidungseffizienz sofort zerstört, was dazu führt, dass Off-Spec-Gas entsteht, das abgefackelt werden muss. Außerdem führt es zum Verlust teurer Lösungsmittel. Auch ohne Schaumbildung werden Amine durch die hohen Temperaturen im Reboiler kontinuierlich thermisch abgebaut und durch irreversible Reaktionen mit Sauerstoff oder organischen Säuren chemisch abgebaut, wobei hitzestabile Salze (HSS) entstehen. Die ständige Notwendigkeit, teure Antischaummittel einzuspritzen und ständig neue Lösungsmittel zu kaufen, stellt eine erhebliche, unausweichliche OPEX-Belastung während der gesamten Lebensdauer der Anlage dar.
Polymere Membrantrennung für platzbeschränkte Anlagen
Wenn technische Zwänge den Bau massiver Absorptionstürme, riesiger Lösemittelbestände und komplexer Flüssigkeitspumpsysteme ausschließen, erweist sich die Trennung mit Polymermembranen als erstklassige technologische Alternative. Im Gegensatz zu Aminen kommen Membranen ohne bewegliche Teile, ohne gefährliche chemische Lösungsmittel und ohne Phasenwechsel aus und stellen somit ein rein physikalisches Trennverfahren dar.
Wie Permeabilität und Selektivität die Gastrennung vorantreiben
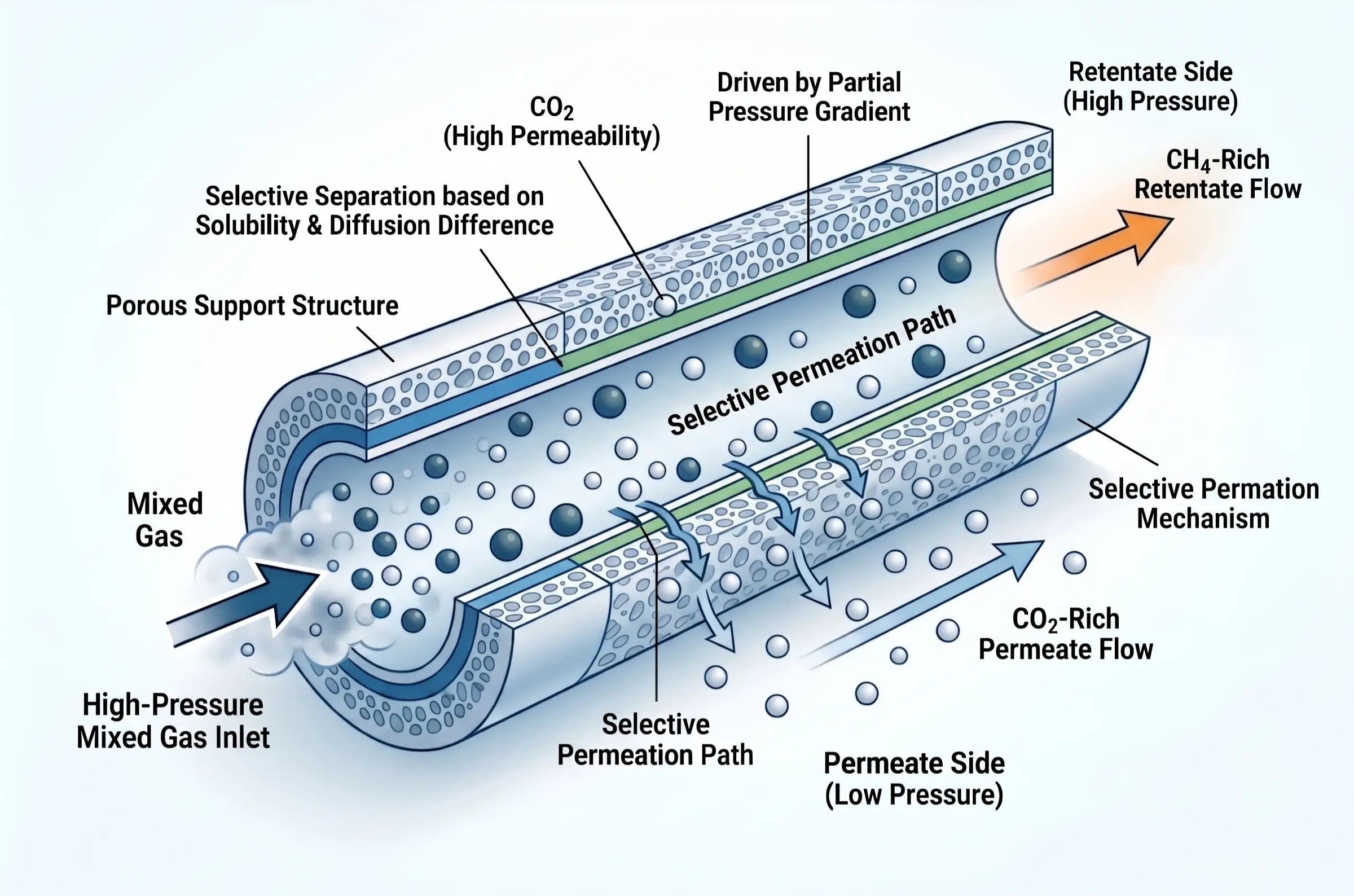
Die grundlegende treibende Kraft hinter der Polymermembran-Trennung ist der Partialdruckunterschied über der Membranbarriere. Rohes, unter hohem Druck stehendes Erdgas wird auf einer Seite eines Hohlfaser- oder Spiralmembranmoduls eingeleitet. Das Membranmaterial wird auf molekularer Ebene entwickelt, um die unterschiedlichen Permeationsraten der verschiedenen Gasmoleküle zu nutzen.
Die Trennung wird durch eine Kombination aus Löslichkeit (wie leicht sich das Gas in der Polymermatrix auflöst) und Diffusionsvermögen (wie schnell sich das Molekül durch die Polymerketten bewegt) bestimmt. Kohlendioxid ist ein sehr "schnelles" Gas; es ist kleiner und in typischen Polymeren wesentlich besser löslich als Methan. Folglich dringt CO₂ schnell durch die Membranwand und wird bei niedrigerem Druck auf der Permeatseite gesammelt, während die langsameren, größeren Methanmoleküle bei hohem Druck auf der Retentatseite zurückgehalten werden. Da die treibende Kraft vom Druck abhängt, gedeiht diese Technologie in Hochdruck-Offshore-Umgebungen, bei Unterwasseranbindungen und an abgelegenen Bohrlochköpfen, wo die Installation eines massiven Wärmekraftwerks für die Aminregeneration physikalisch unmöglich oder wirtschaftlich ruinös ist.
Bewältigung der Bedrohung durch die Polymerplastifizierung
Der Hauptengpass, der den Einsatz von Membranen in hochaggressiven Gasströmen einschränkt, ist das Phänomen der Membranplastifizierung. Polymere Strukturen reagieren empfindlich auf hochkondensierbare Gase. Wenn eine Membran Erdgas ausgesetzt wird, das außergewöhnlich hohe Konzentrationen von CO₂ (typischerweise > 10%) oder schweren aromatischen Kohlenwasserstoffen (BTEX) enthält, lösen sich diese Moleküle tief in der Polymermatrix auf.
Diese tiefe Auflösung führt dazu, dass die Polymerketten physikalisch anschwellen und sich entspannen, wodurch die Membran effektiv aufgeweicht wird. Wenn das Polymer weich wird, dehnt sich das mikroskopisch kleine freie Volumen innerhalb der Matrix aus und zerstört die sorgfältig entwickelte Selektivität der Membran. Da die molekularen Tore weit geöffnet sind, kann das wertvolle Methan zusammen mit dem CO₂ leicht durch die Membran rutschen. Dieser übermäßige Methanschlupf bedeutet nicht nur einen verheerenden Verlust an verkaufsfähigem Produkt und Einnahmen, sondern erzeugt auch einen sehr kohlenstoffintensiven Abfallstrom, der die Einhaltung der Emissionsvorschriften erschwert. Um dies abzumildern, müssen die Ingenieure oft eine robuste Vorbehandlung mit Kühlung einsetzen, um Aromaten herauszufiltern, oder sie müssen sich auf fortschrittliche, starre glasartige Polymere verlassen, die auf Kosten der Gesamtdurchlässigkeit einer Plastifizierung widerstehen.
Die Wasserscheide der Adsorption: PSA für RNG vs. TSA für kryogenes Polieren
Während Amin- und Membransysteme den größten Teil der Massenentkohlung übernehmen, gehören Feststoffadsorptionstechnologien zu den Grenzbereichen extremer Präzision - und zum Spezialgebiet der Aufbereitung hochgradig kontaminierter Biogase. Unter Verwendung hochentwickelter, poröser kristalliner Aluminosilikatstrukturen, die als Molekularsiebe bekannt sind, schafft die Adsorption eine physikalische Trennung, die durch Druck- und Temperaturzyklen gesteuert wird.
Druckwechseladsorption (PSA) für Biogas und RNG
Im rasch expandierenden Sektor des erneuerbaren Erdgases (RNG) und der Biogasaufbereitung arbeitet das Rohgas in der Regel bei Temperaturen nahe der Umgebungstemperatur und niedrigeren Drücken, enthält aber massive CO₂-Konzentrationen (oft 30% bis 50%). Hier dient die Druckwechseladsorption (PSA) als idealer Mechanismus zur Entfernung der Masse. PSA beruht auf dem Prinzip, dass Gase unter hohem Druck stark an feste Oberflächen adsorbiert werden und schnell desorbiert (freigesetzt) werden, wenn der Druck auf nahezu atmosphärische Werte oder Vakuum gesenkt wird.
Eine PSA-Anlage isoliert kontinuierlich hochreines Biomethan, indem sie mehrere mit speziellen Adsorbentien gefüllte Behälter durch aufeinanderfolgende Phasen von Hochdruckadsorption, Druckentlastung, Niederdruckspülung und erneuter Druckbeaufschlagung schaltet. Da die Adsorptionsbindungsenergie von CO₂ in Massenanwendungen einfach durch Druckschwankungen überwunden werden kann, umgeht die PSA vollständig den massiven thermischen Energiebedarf eines Amin-Reboilers, was sie für dezentrale Biogasanlagen außerordentlich wirtschaftlich macht.
Temperaturwechseladsorption (TSA) für die Vorbehandlung von LNG und NGLs
Wenn sich das Ziel jedoch von der Massenentfernung zum tiefen kryogenen Polishing verlagert, ist PSA physikalisch unzureichend. In Grundlast-LNG- und tiefen NGL-Rückgewinnungsanlagen enthält das Gas, das die vorgeschaltete Amineinheit verlässt, in der Regel etwa 50 bis 500 ppm CO₂ und ist vollständig mit Wasser gesättigt. Um das absolute Überleben der nachgeschalteten BAHX-Coldbox zu gewährleisten, muss sowohl H₂O auf < 0,1 ppm als auch CO₂ streng auf < 50 ppm reduziert werden. Bei diesen Spurenkonzentrationen ist der Partialdruck von CO₂ so niedrig, dass ein einfacher Druckwechsel die stark gebundenen Moleküle nicht effektiv aus den Poren des Adsorptionsmittels austreiben kann. Das System muss die Temperaturwechseladsorption (TSA) nutzen.
In einer TSA-Konfiguration adsorbiert das Molekularsiebbett die Spurenverunreinigungen, bis es sich der Sättigung nähert. Um das Bett zu regenerieren, wird ein Windschatten aus ultratrockenem, erhitztem Regenerationsgas (das in der Regel auf Temperaturen zwischen 260°C und 290°C erhitzt wird) durch den Behälter geleitet. Diese intensive thermische Energie bricht die starken elektrostatischen Bindungen, die die polaren Wassermoleküle und die quadrupolaren CO₂-Moleküle im Siebgerüst halten, und reinigt das Bett gründlich für den nächsten Zyklus.
Der Vorteil von Jalon Engineering: Die Sicherung des kryogenen Sicherheitsnetzes
Die extremen thermischen Belastungen, denen Molekularsiebe während der TSA-Regeneration ausgesetzt sind, stellen das ultimative Testfeld für die Haltbarkeit von Adsorptionsmitteln dar. Minderwertige Medien unterliegen rasch einem hydrothermalen Abbau und verlieren an aktiver Oberfläche, während wiederholte thermische Ausdehnung und Kontraktion zum physischen Zerbrechen der Perlen führen - ein katastrophales Versagen, das als "Verstaubung" bekannt ist. Staubbildung führt zu starken Druckabfällen, verstopften nachgeschalteten Partikelfiltern und beschädigten Verdichterlaufrädern.
Mit mehr als 28 Jahren fundiertem Fachwissen über synthetische Zeolithe ist Jalons 13X-Serie und proprietäre JLPM-Serie sind speziell für die harten Anforderungen der tiefkalten Luftzerlegung und der LNG-Vorbehandlung ausgelegt.
- Die Festung der Stabilität: Durch den Einsatz einer fortschrittlichen, automatisierten DCS-Produktionslinie (Distributed Control System) mit einer jährlichen Produktionskapazität von 68.000 Tonnen Molekularsieb eliminiert Jalon vollständig die Schwankungen von Charge zu Charge, die bei herkömmlichen Adsorbentien auftreten. Anlagenbetreibern wird eine exakte, vorhersehbare dynamische Arbeitskapazität für jede Behälterladung garantiert.
- Kompromisslose mechanische Integrität: Der Herstellungsprozess von Jalon steuert sorgfältig die Optimierung der anorganischen Bindemittel und der Kristallisationskinetik, was zu einem Molekularsieb mit weit überlegenen Crush-Stärke. Diese physikalische Robustheit wirkt mechanischer Abnutzung und Verstaubung direkt entgegen und stellt sicher, dass die Medien selbst unter den brutalen thermodynamischen Zyklen des TSA-Betriebs ihre strukturelle Integrität beibehalten, wodurch Ihre nachgeschalteten kryogenen Anlagen geschützt und die Betriebskosten über eine lange mehrjährige Lebensdauer minimiert werden.
Standardisierte Szenarien für CO₂-Entfernungstechnologien
Um den optimalen Weg zur Dekarbonisierung zu finden, müssen Ihre spezifischen betrieblichen Zwänge mit den richtigen technologischen Rahmenbedingungen in Einklang gebracht werden. Auf der Grundlage jahrzehntelanger Daten aus der Verfahrenstechnik haben wir die Technologieauswahl in vier definitive Betriebsszenarien standardisiert.
Chemische Absorption (Amine)
Der "Goldstandard" der Branche für die Hochleistungs-Erdgas-Süßung.
- Idealer Fluss: > 100 MMSCFD
- CO₂-Bereich: Mäßig bis hoch
- Hauptvorteil: Massive Durchsatzkapazität mit < 1% Methanschlupf.
Polymere Membrane
Ein rein physikalisches Trennmodul, das für anspruchsvolle Offshore-Umgebungen entwickelt wurde.
- Idealer Fluss: Variabel (Modular)
- Einschränkung: Strenge Gewichts-/Deckplatzbeschränkungen
- Hauptvorteil: Keine beweglichen Teile, keine chemischen Lösungsmittel erforderlich.
Druckwechseladsorption (PSA)
Äußerst wirtschaftliche Schüttgutabfuhr ohne massiven Wärmeenergieeinsatz.
- Idealer Fluss: < 50 MMSCFD
- CO₂-Bereich: Ultrahoch (20% - 50%)
- Hauptvorteil: Auto-Cycling mit geringen OPEX, perfekt für die Biogasaufbereitung.
Temperaturwechseladsorption (TSA)
Der ultimative Schutz durch den Einsatz von Molekularsieben zur tiefen Spurenentfernung.
- Zielspezifikation: < 50 ppm CO₂ (Kryo-Qualität)
- Medien: Hochleistungs-Zeolith 13X
- Hauptvorteil: Absoluter Schutz für nachgeschaltete gelötete Aluminiumwärmetauscher.
Bei hohen Durchflussraten (> 100 MMSCFD) und mäßigen bis hohen CO₂-Konzentrationen ist die chemische Absorption über formulierte Amine nach wie vor der unangefochtene Champion, vorausgesetzt, die Anlage kann den massiven Platzbedarf und die Anforderungen an die thermische Versorgung erfüllen. Befindet sich derselbe Gasstrom auf einer Offshore-FPSO, wo der Platz auf dem Deck und die Gewichtsbelastung stark eingeschränkt sind, gehen Polymermembranen als Sieger hervor, obwohl die Betreiber den wirtschaftlichen Nachteil eines erhöhten Methanschlupfs in Kauf nehmen müssen.
Bei sehr hohen CO₂-Konzentrationen (20% bis 70%), wie sie für EOR-Gas (Enhanced Oil Recovery) typisch sind, ist für die Massenabtrennung häufig die kryogene Destillation (z. B. CFZ-Technologie) erforderlich, bei der die Phasenhülle genutzt wird, um CO₂ in einem Fraktionator vor dem Polieren auszufrieren oder zu verflüssigen.
Letztendlich schließt sich die Entscheidungsschleife an der Schwelle zur Kryogenik. Unabhängig davon, ob eine Amineinheit oder ein Membranskid die Schwerstarbeit bei der Massenentfernung leistet, diktiert die kompromisslose Physik der Verflüssigung, dass eine Temperaturwechseladsorptionseinheit (TSA), bewaffnet mit hochbelastbaren 13X oder speziellen Molekularsieben, als letzte Barriere Wache halten muss. Indem sie diese thermodynamischen Grenzen verstehen und die Investitions- und Betriebskosten sowie die mechanische Beständigkeit der ausgewählten Medien genau bewerten, können Ingenieure eine robuste Gasverarbeitungsanlage konstruieren, die den strengen Anforderungen des globalen Energiemarktes gerecht wird.








