Dieser Leitfaden enthält Einzelheiten zu Zeolith-Katalysatortypen, Anwendungen und Auswahl
In der modernen chemischen Verarbeitungs- und Raffinerieindustrie hat das Streben nach höheren Erträgen, strengeren Umweltauflagen und optimiertem Energieverbrauch die Katalysatortechnik auf ein noch nie dagewesenes Niveau gehoben. Im Zentrum dieser industriellen Entwicklung steht eine bemerkenswerte Materialklasse: Zeolith-Katalysatoren. Diese fortschrittlichen Materialien dienen als unnachgiebiges Rückgrat für Prozesse, die vom massiven katalytischen Cracken von Rohöl (FCC) bis hin zu hochpräzisen Emissionskontrollsystemen reichen. In diesem umfassenden technischen Leitfaden werden die grundlegenden physikalischen und chemischen Eigenschaften von Zeolith-Katalysatoren detailliert beschrieben, ihre wichtigsten Klassifizierungsmerkmale systematisch aufgeschlüsselt und ihre entscheidenden Anwendungen in der Petrochemie, im Umweltschutz und in der Feinchemie untersucht. Darüber hinaus bietet es Ingenieuren und Beschaffungsspezialisten einen strategischen Rahmen für die Auswahl von Katalysatoren sowie umsetzbare Lösungen zur Überwindung inhärenter technischer Engpässe wie Stofftransportbeschränkungen und Deaktivierung. Durch das Verständnis des gesamten Lebenszyklusmanagements dieser Katalysatoren können Anlagenbetreiber ihre Kapitalrendite (ROI) erheblich steigern und eine kontinuierliche, effiziente Produktion aufrechterhalten.
Was sind Zeolith-Katalysatoren?
Grundsätzlich sind Zeolith-Katalysatoren hochkristalline, dreidimensionale Alumosilikat-Werkstoffe. Es handelt sich um sorgfältig strukturierte Netze, die aus über Eck angeordneten Silizium-Sauerstoff-Komponenten (SiO4) und Aluminium-Sauerstoff (AlO4) Tetraedern. Das entscheidende Merkmal eines Zeolith-Katalysators liegt in seiner doppelten Identität: Er wirkt gleichzeitig als starke "feste Säure" und als hochpräziser Molekularsieb-Katalysator. Wenn ein vierwertiges Silizium-Ion (Si4+) im Kristallgitter isomorph ersetzt durch ein dreiwertiges Aluminiumion (Al3+), erzeugt es eine lokalisierte negative Nettoladung im Gerüst. Um die elektrische Neutralität aufrechtzuerhalten, muss diese Ladung durch ein Kation, das nicht zum Gerüst gehört, ausgeglichen werden. Wenn dieses ausgleichende Kation ein Proton ist (H+), bildet es eine Brønsted-Säure-Stelle. Diese einzigartige strukturelle Chemie verleiht Zeolith-Katalysatoren drei wesentliche physikalische und chemische Eigenschaften, die ihren immensen industriellen Wert ausmachen:
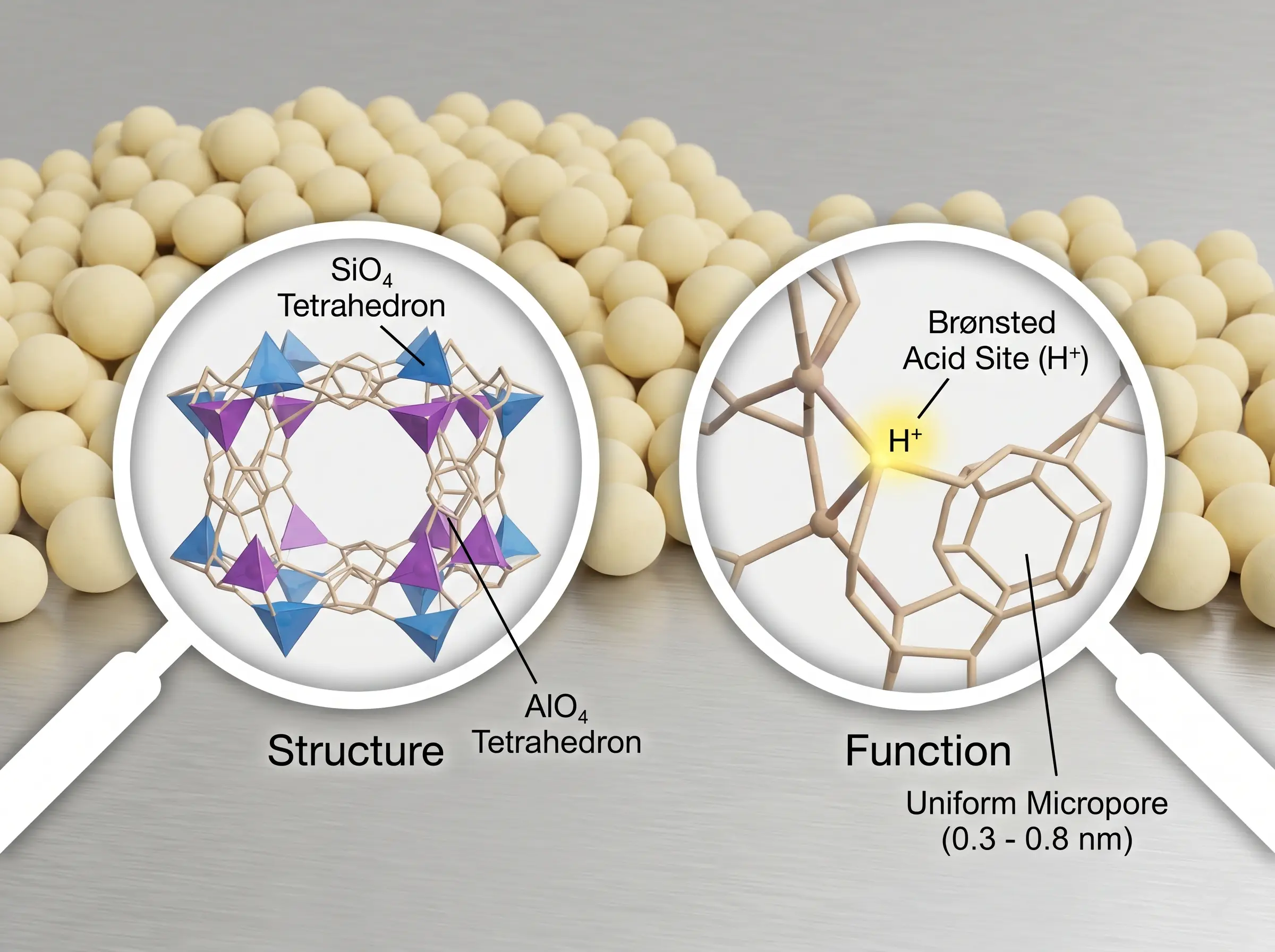
- Gleichmäßige mikroporöse Struktur: Im Gegensatz zu amorphen Katalysatoren mit einer zufälligen Verteilung der Porengrößen verfügen Zeolithe über ein weitgehend geordnetes kristallines Porennetz (typischerweise 0,3 bis 0,8 nm). Diese Architektur entspricht genau den kinetischen Durchmessern vieler petrochemischer Moleküle und ermöglicht eine strenge "formselektive Katalyse", die den Eintritt von Reaktanten, den Austritt von Produkten und die Bildung von Übergangszuständen genau kontrolliert.
- Äußerst große Oberfläche: Das komplizierte innere Labyrinth aus Kanälen und Käfigen bietet eine riesige innere Oberfläche, die in der Regel 500 bis 1.000 Quadratmeter pro Gramm beträgt. Dieses extreme Verhältnis von Oberfläche zu Volumen garantiert eine außergewöhnlich hohe Konzentration aktiver Reaktionsstellen, was in industriellen Reaktoren zu deutlich höheren Umsatzraten führt.
- Hochgradig abstimmbare saure Stellen: Die katalytische Potenz eines Zeoliths wird aktiv gestaltet. Der Säuregrad - sowohl in Bezug auf die Gesamtsäuredichte als auch auf die Säurestärke - lässt sich durch Änderung des Verhältnisses von Silizium zu Aluminium (Si/Al) präzise einstellen. Auf diese Weise können Chemieingenieure den Katalysator so anpassen, dass er den genauen thermodynamischen und kinetischen Anforderungen der Zielreaktionen entspricht.
Klassifizierungsmaße und Kernzeolithmodelle
Angesichts des breiten Spektrums an synthetischer Zeolith Die Auswahl des geeigneten Katalysators erfordert ein systematisches Verständnis der strukturellen und chemischen Variationen der auf dem Industriemarkt verfügbaren Materialien. Zeolith-Katalysatoren werden in der Regel anhand von vier technischen Schlüsseldimensionen bewertet und klassifiziert, die letztlich ihre thermische Stabilität, ihr chemisches Verhalten und ihre spezifische industrielle Anwendbarkeit bestimmen.
Vier Schlüsseldimensionen der Zeolith-Klassifizierung
- Porengröße und Ringarchitektur: Zeolithe werden in erster Linie nach der Größe ihrer Porenöffnungen eingeteilt, die durch die Anzahl der Sauerstoffatome, die den Öffnungsring bilden, bestimmt wird. Kleinporige Zeolithe (z. B. 8-gliedrige Ringe) haben Porendurchmesser von etwa 0,3 bis 0,45 nm und lassen nur sehr lineare Moleküle passieren. Mittelporige Zeolithe (z. B. 10-gliedrige Ringe) mit Durchmessern zwischen 0,45 und 0,6 nm sind die Arbeitspferde der formselektiven Aromatenverarbeitung. Großporige Zeolithe (z. B. 12-gliedrige Ringe) weisen Öffnungen von 0,6 bis 0,8 nm auf, was sie für die Verarbeitung sperrigerer Moleküle, wie sie in schweren Gasölen vorkommen, unverzichtbar macht. In jüngster Zeit wurden auch mesoporöse Zeolithe eingeführt, die Poren von mehr als 2 nm aufweisen, um den Transport extrem großer Moleküle zu erleichtern.
- Silizium-Aluminium-Verhältnis (Si/Al-Verhältnis): Das Si/Al-Verhältnis ist ein kritischer Parameter, der die Hydrophobie, Säuredichte und strukturelle Haltbarkeit des Materials bestimmt. Zeolithe mit niedrigem Siliziumdioxidanteil (Si/Al-Verhältnis von 1 bis 1,5) weisen eine sehr hohe Aluminiumkonzentration auf, was zu dichten Säurestellen und extremer Hydrophilie (Wasseraffinität) führt; allerdings fehlt ihnen die thermische Stabilität. Zeolithe mit mittlerem Siliziumdioxid (Si/Al-Verhältnis von 2 bis 5) bieten ein Gleichgewicht der Eigenschaften. Zeolithe mit hohem Siliziumdioxidanteil (Si/Al-Verhältnis größer als 10, bis hin zu reinen Siliziumdioxidgerüsten) sind stark hydrophob und weisen eine außergewöhnliche hydrothermale Stabilität auf, so dass sie robust genug sind, um schweren industriellen Regenerationsbedingungen mit Hochtemperaturdampf standzuhalten.
- Chemische Zusammensetzung: Während Standardzeolithe reine Alumosilikate sind, hat die fortgeschrittene Technik die isomorphe Substitution von Gerüstatomen durch verschiedene Heteroatome ermöglicht, um das katalytische Verhalten zu verändern. Durch den Einbau von Titan in das Gerüst entsteht zum Beispiel Titansilicalit-1 (TS-1). TS-1 weist einzigartige katalytische Oxidationseigenschaften auf und nutzt Wasserstoffperoxid als umweltfreundliches Oxidationsmittel für die Epoxidierung von Olefinen und die Hydroxylierung von Aromaten, unabhängig von der herkömmlichen starken Säurekatalyse.
- Dimensionalität der Poren: Die interne Kanalarchitektur hat großen Einfluss darauf, wie sich Moleküle durch das Katalysatorbett bewegen. Eindimensionale (1D) Kanalsysteme zwingen die Moleküle, sich in einer einzigen Reihe zu bewegen; wenn sich ein schweres Nebenprodukt bildet und den Kanal blockiert, wird die gesamte Pore deaktiviert. Zweidimensionale (2D) und dreidimensionale (3D) Kanalnetzwerke bieten sich überschneidende Wege. Eine 3D-Architektur ermöglicht es Reaktanten- und Produktmolekülen, lokale Blockaden zu umgehen, was die Widerstandsfähigkeit des Katalysators gegen Deaktivierung durch Verkokung drastisch verbessert und seine Lebensdauer verlängert.
Wesentliche Zeolithmodelle und Nomenklatur
Das Verständnis der spezifischen Arten von Zeolith-Katalysatoren und die entsprechenden Rahmencodes der International Zeolite Association (IZA) sind für eine korrekte Spezifikation unerlässlich. Nachstehend finden Sie einen objektiven Vergleich der wichtigsten industriellen Zeolithmodelle.
| Zeolith Modellname | Topologie-Code (IZA) | Porenmerkmale | Industrielle Kernanwendungen |
|---|---|---|---|
| Zeolith Y (Faujasit) | FAU | Große Poren (12-Ringe, ~0,74 nm), 3D-überlappende Kanäle mit großen Superkäfigen (~1,3 nm) | Fluid Catalytic Cracking (FCC), Hydrocracking (Verarbeitung schwerer Vakuumgasöle) |
| ZSM-5 | MFI | Mittlere Pore (10-Ring, ~0,51 x 0,55 nm), 3D-überlappende Kanäle | Isomerisierung von Xylol, Methanol-zu-Benzin (MTG), Disproportionierung von Toluol |
| Zeolith Beta | BEA | Große Poren (12 Ringe, ~0,66 x 0,67 nm), komplexes, miteinander verbundenes 3D-Porensystem | Alkylierung von Aromaten (z. B. Herstellung von Cumol und Ethylbenzol), fortgeschrittenes Hydrocracken |
| SAPO-34 | CHA | Kleine Poren (8-Ringe, ~0,38 nm), 3D-Chabazit-Käfigstruktur | Methanol-zu-Olefinen (MTO), fortschrittliche Kfz-Emissionskontrolle (NH3-SCR) |
| Mordenit | MOR | Großporig (12-Ring, ~0,65 x 0,70 nm), hauptsächlich 1D-Kanalsystem | Isomerisierung leichter Naphtha, selektive Alkylierung von Biphenyl |
Entschlüsselung der Zeolith-Nomenklatur: Industrielle Spezifikationen enthalten oft komplexe alphanumerische Codes. Nehmen wir das kommerzielle Modell HZSM-5 (Si/Al=30) als Beispiel kann die Nomenklatur systematisch entschlüsselt werden. Das Präfix "H" steht für die protonierte Form, d. h. die Kationenaustauschstellen sind mit Wasserstoffprotonen besetzt, was bestätigt, dass sich das Material derzeit in seinem aktiven, festen sauren Zustand befindet (im Gegensatz zu einem Na-ZSM-5-Vorläufer). "ZSM-5" steht für Zeolith Socony Mobil-5 und bezeichnet die spezifische Gerüststruktur (MFI-Topologie). Das Suffix "(Si/Al=30)" gibt explizit das molare Verhältnis von Silizium zu Aluminium im Gerüst an, was auf eine stark kieselsäurehaltige, hydrothermal stabile Variante mit starken, isolierten Säurestellen hinweist. Ein weiteres weit verbreitetes Beispiel ist USYDiese Bezeichnung bedeutet, dass ein Standard-Zeolith Y einer strengen hydrothermalen Behandlung und einer chemischen Dealuminierung unterzogen wurde, um Gerüstaluminium zu entfernen, wodurch seine Hochtemperaturstabilität für raue Fluidisierungsumgebungen drastisch erhöht wird.
Wichtigste industrielle Anwendungen von Zeolith-Katalysatoren
Bei der Bewertung der verschiedenen Verwendungen von ZeolithenIhre tiefgreifenden wirtschaftlichen Auswirkungen sind in vier makroindustriellen Sektoren am deutlichsten sichtbar. Ihre Fähigkeit, präzise molekulare Umwandlungen in großem Maßstab durchzuführen, hat die modernen Energie- und Materialversorgungsketten grundlegend verändert.

Ölraffination und petrochemische Verarbeitung
- Flüssigkatalytisches Kracken (FCC): FCC ist der wichtigste und wirtschaftlich bedeutendste sekundäre Verarbeitungsprozess in einer modernen Erdölraffinerie. Es ist wichtig zu wissen, dass ein FCC-Katalysator in industrieller Qualität nicht einfach nur rohes Zeolithpulver ist. Es handelt sich um einen hochentwickelten mikrosphärischen Verbundstoff. Er besteht aus 10% bis 50% USY (Ultra-Stable Y)-Zeolith als Kernstück des aktiven katalytischen Motors. Dieser Zeolith ist in einer aktiven Matrix (häufig Aluminiumoxid, das für die Vorspaltung massiver Kohlenwasserstoffmoleküle sorgt), einem Füllstoff (in der Regel inerter Kaolin-Ton für die thermische Masse) und einem anorganischen Bindemittel eingekapselt. Diese Mischung wird sprühgetrocknet, um äußerst robuste Mikrokugeln mit einem Durchmesser von genau 60 bis 75 Mikrometern zu bilden. Dieser spezifische Größenbereich und die kugelförmige Morphologie sind unabdingbare Voraussetzungen für die Erfüllung der strengen aerodynamischen Fluidisierungsanforderungen innerhalb des Hochgeschwindigkeits-Riser-Reaktors. Hier spaltet der USY-Zeolith effizient schwere, minderwertige Vakuumgasöle in hochoktaniges Benzin, Diesel-Blending-Komponenten und wertvolle kohlenstoffarme Olefine wie Propylen und Butylen.
- Hydrocracken: Bei diesem Verfahren wird katalytisches Cracken mit Hochdruck-Wasserstoffzugabe kombiniert, um die schwersten Rohölfraktionen aufzuwerten. Hydrocracking-Katalysatoren sind bifunktional; sie verwenden einen modifizierten Zeolith Y oder Zeolith Beta als Katalysatorträger um die notwendige feste Brønsted-Säure für die Spaltung von Kohlenstoff-Kohlenstoff-Bindungen zu erreichen, während gleichzeitig Edel- oder Übergangsmetalle (wie Platin, Palladium oder Nickel-Molybdän) für die kontinuierliche Hydrierung eingesetzt werden. Dieser doppelt wirkende Weg unterdrückt die Koksbildung und fördert die Herstellung hochwertiger, schwefelarmer Mitteldestillate, insbesondere von hochwertigem Flugturbinenkraftstoff (Düsentreibstoff) und von Diesel mit extrem niedrigem Schwefelgehalt.
- Umwandlung von Aromaten (Isomerisierung und Alkylierung): Bei der petrochemischen Herstellung von Polymervorprodukten ist eine präzise Formselektivität von größter Bedeutung. ZSM-5 mit seiner hochdefinierten mittelporigen Topologie wird häufig für die Isomerisierung von Xylol (Maximierung der Ausbeute an para-Xylol für die Polyesterherstellung) und die Disproportionierung von Toluol verwendet. Darüber hinaus bestimmen Zeolith-Katalysatoren die präzise Alkylierung von Benzol mit Ethylen oder Propylen, um Ethylbenzol und Cumol zu erhalten, die die grundlegenden Bausteine für Polystyrol und Polycarbonat-Kunststoffe sind.
- Isomerisierung leichter Kohlenwasserstoffe: Um die strengen Umweltvorschriften zu erfüllen, die den schrittweisen Verzicht auf giftige Benzinzusätze (wie Tetraethylblei und MTBE) vorschreiben, setzen Raffinerien Zeolithe (wie Mordenit) ein, um lineare leichte Alkane (wie normales Pentan und normales Hexan) in verzweigte Isomere zu isomerisieren. Diese verzweigten Alkane besitzen eine deutlich höhere Research-Oktanzahl (ROZ), was die Formulierung von sauberen, leistungsstarken Benzinmischungen erleichtert.
Chemie der Kohle und des Erdgases (C1 Chemie)
- Methanol-zu-Olefinen (MTO) / Methanol-zu-Propylen (MTP): In dem Maße, in dem die weltweite chemische Industrie ihre Rohstoffe vom Erdöl weg diversifiziert, hat die C1-Chemie einen Aufschwung erlebt. Beim MTO-Verfahren wird Methanol aus der Kohlevergasung oder aus Erdgas verwendet. Dieses Verfahren stützt sich in hohem Maße auf Katalysatoren mit einzigartigen Hohlraumstrukturen, insbesondere SAPO-34 (ein Silicoaluminophosphat mit CHA-Topologie) oder ZSM-5. Die großen internen Chabazit-Käfige von SAPO-34 bieten reichlich Platz für den "Kohlenwasserstoff-Pool"-Mechanismus, bei dem Methanol komplexe Polymethylbenzol-Zwischenprodukte bildet. Entscheidend ist, dass die kleinen 8-Ring-Porenöffnungen (ca. 0,38 nm) als strenge molekulare Drehkreuze wirken und nur leichte Olefine wie Ethylen und Propylen entweichen lassen, während größere Aromaten zurückgehalten werden, was eine außergewöhnlich hohe Produktselektivität für Rohstoffe in Polymerqualität gewährleistet.
- Methanol-to-Gasoline (MTG) und Methanol-to-Aromatics (MTA): Für Regionen, die Wert auf Energieunabhängigkeit und strategische Kraftstoffreserven legen, erleichtern Zeolithe die direkte Umwandlung von Methanol in hochwertige Flüssigkraftstoffe. Das MTG-Verfahren, das ursprünglich unter Verwendung von ZSM-5 kommerzialisiert wurde, wandelt Methanol nahtlos in eine komplexe Mischung aus verzweigten Alkanen und Aromaten um, die perfekt an hochoktaniges Benzin erinnert. In ähnlicher Weise wird beim MTA-Verfahren der Säuregehalt des Zeoliths so eingestellt, dass die Ausbeute an wertvollen BTX (Benzol, Toluol, Xylol)-Chemikalien maximiert wird.
Umweltkontrolle und Emissionsbehandlung
- Denitration von Dieselmotorabgasen (NH3-SCR): Moderne Diesel-Nutzfahrzeuge unterliegen strengen Abgasnormen (wie Euro VI und EPA 2010). Um giftige Stickoxide (NOx) zu neutralisieren, setzt die Industrie allgemein die selektive katalytische Reduktion (SCR) ein. Als Katalysator dienen kleinporige Zeolithe, insbesondere SSZ-13 oder SAPO-34, die mit Kupfer (Cu) oder Eisen (Fe) stark ionenausgetauscht sind. Unter extremen, schnell schwankenden Abgastemperaturen und in Umgebungen mit hoher Feuchtigkeit katalysiert Cu-SSZ-13 effektiv die Reaktion zwischen eingespritztem Ammoniak (NH3) und NOx und wandelt sie in völlig unschädliches Stickstoffgas (N2) und Wasserdampf. Die kleinen Poren verhindern eine Vergiftung der aktiven Kupferstellen durch Kohlenwasserstoffe und gewährleisten eine lange Haltbarkeit.
- Verminderung flüchtiger organischer Verbindungen (VOC): In der industriellen Fertigung enthalten die Abgase oft verdünnte, aber hochgefährliche VOCs. Hydrophobe Zeolithe mit hohem Siliziumdioxidgehalt fungieren zunächst als intensive Adsorptionsmittelkonzentratoren, die VOCs aus großen Mengen Abluft auffangen. Sobald sie konzentriert sind, erleichtern Zeolithkatalysatoren mit Doppelfunktion die katalytische Verbrennung bei deutlich niedrigeren Zündtemperaturen als bei thermischen Abluftreinigern, wobei komplexe Lösungsmittel mit minimalem Energieaufwand vollständig in Kohlendioxid und Wasser umgewandelt werden.
- Umwandlung von Treibhausgasen: In der Spitzenforschung und im Frühstadium der industriellen Nutzung werden modifizierte Zeolithe eingesetzt, um den Klimawandel direkt anzugehen. Zeolithe bieten die robusten Gerüste, die für die katalytische Verbrennung von flüchtigen Methanemissionen erforderlich sind, sowie die sich abzeichnenden Wege für die katalytische Hydrierung von abgeschiedenem Kohlendioxid (CO2), wodurch eine Verbindlichkeit in wertschöpfende Chemikalien wie Methanol oder Dimethylether (DME) umgewandelt wird.
Feinchemikalien und grüne Chemie
- Feste Säuren als Ersatz für flüssige Säuren: In der Vergangenheit wurden bei der Synthese von Feinchemikalien große Mengen hochkorrosiver, hochtoxischer Flüssigsäuren (wie konzentrierte Schwefelsäure oder wasserfreie Flusssäure) verwendet. Dies führte zu schwerwiegenden metallurgischen Korrosionsproblemen und katastrophalen Mengen an gefährlichem, giftigem Schlamm. Umweltverträgliche Zeolith-Feststoffsäuren haben diese Prozesse grundlegend verändert. Sie werden nun in großem Umfang für kritische Veresterungs-, Acylierungs- und Acetalisierungsreaktionen eingesetzt. Die feste Beschaffenheit des Katalysators ermöglicht eine einfache mechanische Abtrennung durch Filtration, die vollständige Beseitigung von Korrosionsgefahren und eine nahezu vollständige Entsorgung von gefährlichen flüssigen Abfällen.
- Präzisionssynthese von chemischen Zwischenprodukten: In den hochwertigen Bereichen der Pharmazeutika, Agrochemikalien und synthetischen Duftstoffe ist molekulare Reinheit von größter Bedeutung. Die starren, formselektiven Poren von Zeolith-Katalysatoren erzwingen eine strenge sterische Kontrolle der Reaktionswege. Dadurch können Chemiker hochspezifische strukturelle Isomere oder Enantiomere synthetisieren, die für Arzneimittelzwischenprodukte benötigt werden, wobei die thermodynamische Bildung unerwünschter, eng verwandter Nebenprodukte, die bekanntermaßen nur schwer durch Destillation abgetrennt werden können, vollständig vermieden wird.
Strategische Auswahlkriterien für Zeolith-Katalysatoren
Die Auswahl des optimalen Zeolith-Katalysators ist ein anspruchsvolles Unterfangen, das einen zweistufigen technischen Ansatz erfordert: Erstens die Bewertung der grundlegenden physikalischen und chemischen Grenzen, und zweitens die Übertragung dieser Fähigkeiten auf spezifische industrielle Szenarien.
Schritt 1: Der grundlegende Screening-Trichter
Bevor sie sich mit spezifischen Anwendungen befassen, müssen die Ingenieure Katalysatoren anhand von vier grundlegenden technischen Parametern filtern:
- Kinetischer Durchmesser vs. Porengröße: Sicherstellung der sterischen Kompatibilität. Die Porenöffnung des Zeoliths muss groß genug sein, um die Reaktanten hinein- und die Produkte herauszulassen, aber auch restriktiv genug, um die Bildung von sperrigen, unerwünschten Nebenprodukten zu verhindern.
- Säurestärke und Dichte: Passen Sie den Säuregrad an die Aktivierungsenergie der Reaktion an. Tiefes Cracken erfordert sehr dichte, starke Brønsted-Säurestellen, während eine empfindliche Isomerisierung einen moderaten Säuregrad erfordert, um ein Übercracken zu verhindern.
- Betriebsumgebung und Si-/Al-Verhältnis: Für Prozesse, die mit hohen Temperaturen und Dampf verbunden sind, sollten Zeolithe mit hohem Siliziumanteil (hohes Si/Al-Verhältnis) verwendet werden, um eine extreme hydrothermale Stabilität zu gewährleisten und einen Zusammenbruch des Gerüsts zu verhindern.
- Reaktortyp und mechanische Festigkeit: Spezifizieren Sie hochverschleißfeste Mikrokugeln für turbulente Wirbelschichtreaktoren und hochkristalline Extrudate für Festbettsysteme.
Schritt 2: Szenariobasierte Auswahlentwürfe
Sobald die grundlegenden Grenzen festgelegt sind, sollten sich die Beschaffungsstrategien auf szenariobasierte Entwürfe stützen. Im Folgenden werden die optimalen Auswahlrahmen für vier anspruchsvolle industrielle Umgebungen vorgestellt:
Szenario 1: Flüssigkatalytisches Cracken von Schweröl (FCC)
- Zentrale technische Herausforderung: Das Ausgangsmaterial besteht aus massiven Kohlenwasserstoffmolekülen. Der Katalysator arbeitet in einem heftigen Wirbelbett mit hoher Geschwindigkeit und ist während der Regeneration mit extrem heißem Dampf konfrontiert.
- Selection Blueprint: Geben Sie eine großporige Architektur (z. B. Zeolith Y). Sie muss tief in ein Ultrastabiles Y (USY) Struktur (hohes Si/Al-Verhältnis), um den hydrothermalen Kollaps zu überstehen, und formuliert zu 60-75 Mikrometer große, hoch abriebfeste Mikrokugeln.
Szenario 2: Methanol-zu-Olefinen (MTO) / C1-Chemie
- Zentrale technische Herausforderung: Erfordert extreme Produktselektivität (Maximierung von Ethylen/Propylen bei gleichzeitiger Blockierung von Aromaten) und ist aufgrund des "Kohlenwasserstoff-Pool"-Mechanismus mit einer schnellen Deaktivierung der Verkokung konfrontiert.
- Selection Blueprint: Vermeiden Sie große Poren. Spezifizieren Sie kleinporige Zeolithe mit spezifischen Käfigstrukturen (z. B. SAPO-34) oder mittelporige ZSM-5 die als strenge molekulare Drehkreuze fungieren. Die die Säuredichte muss genau reduziert werden um die übermäßige Polymerisation von Koks zu verzögern.
Szenario 3: Dieselabgasentstickung (NH3-SCR)
- Zentrale technische Herausforderung: Die Abgasumgebung ist drastischen Temperaturschwankungen, hoher Feuchtigkeit und unverbrannten Kohlenwasserstoffen (HC) ausgesetzt, die aktive Stellen vergiften können.
- Selection Blueprint: Nutzen Sie kleinporige Zeolithe (z. B. SSZ-13 oder SAPO-34) um Kohlenwasserstoffgifte physikalisch zu blockieren. Das Gerüst muss sich Ionenaustausch von Übergangsmetallen (Kupfer oder Eisen) als aktive Redoxzentren für die NOx-Neutralisierung fungieren.
Szenario 4: VOC-Reduzierung und katalytische Verbrennung
- Zentrale technische Herausforderung: Industrielle Abgase zeichnen sich durch niedrige VOC-Konzentrationen in Verbindung mit extremer Luftfeuchtigkeit aus, was dazu führt, dass Wassermoleküle die Poren herkömmlicher Adsorptionsmittel in Konkurrenz zueinander besetzen.
- Selection Blueprint: Starke Säure ist unnötig; extreme Hydrophobie ist vorrangig. Spezifizieren Sie Zeolithe mit hohem Siliziumdioxidanteil oder reine Siliziumdioxid-Zeolithe. Durch das Fehlen von Gerüstaluminium kann der Katalysator adsorbieren bevorzugt organische VOCs auch in feuchten Strömen für eine effiziente nachgeschaltete Oxidation.
Technische Engpässe und ausgeklügelte Lösungen in der Anwendung
Trotz ihrer unübertroffenen theoretischen Fähigkeiten stößt der Einsatz von Zeolith-Katalysatoren in der rauen industriellen Praxis an ernste physikalische und chemische Grenzen. Das Erkennen dieser Engpässe und der Einsatz fortschrittlicher technischer Lösungen ist das Markenzeichen eines professionellen Katalysatormanagements.
Physikalische und strukturelle Beschränkungen
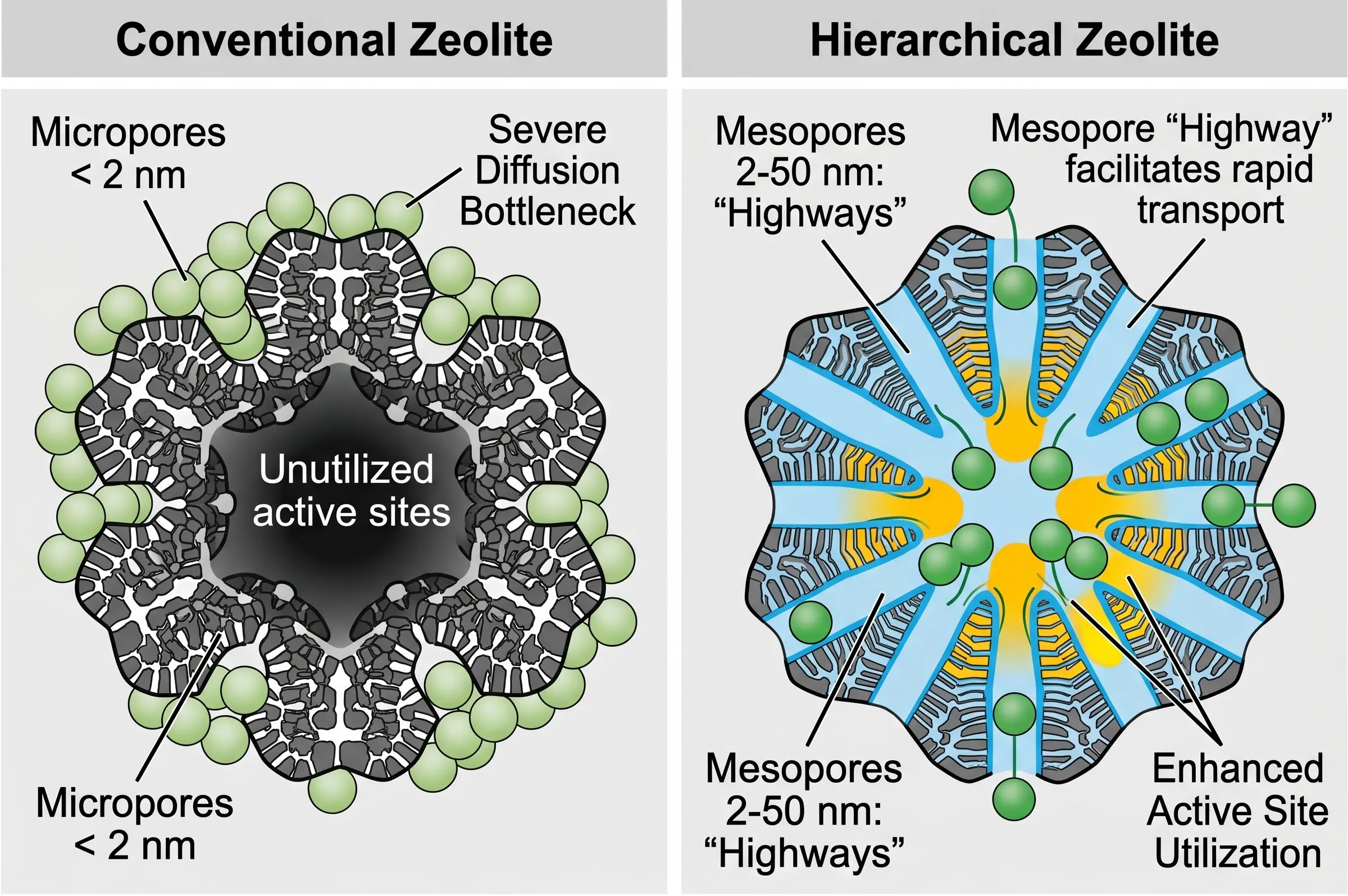
- Stoffübergangswiderstand (interne Diffusionsgrenzwerte): Dies ist der tiefgreifendste inhärente Mangel rein mikroporöser Zeolithe. Da die Abmessungen der Mikroporen (z. B. 0,5 nm) so nahe am kinetischen Durchmesser der Reaktionsmoleküle liegen, verlagert sich die Diffusion von der schnellen Massendiffusion zur extrem langsamen Knudsen-Diffusion oder sogar zur Single-File-Diffusion. Die Moleküle treten in die Poren ein und verlassen sie mit einer quälend langsamen Geschwindigkeit. Infolgedessen bleibt die überwiegende Mehrheit der internen aktiven Stellen (oft mehr als 90%) tief im Inneren des Kristalls für Reaktanten unzugänglich und wird vollständig verschwendet. Außerdem kommt es bei den eingeschlossenen Produktmolekülen zu Sekundärreaktionen, die die Produktselektivität zerstören.
Konstruierte Lösung: Die Industrie löst dieses Problem durch die Synthese von hierarchischen Zeolithen (mesoporösen Zeolithen). Durch chemisches Ätzen oder die Verwendung von sekundären Templatmitteln während der Synthese werden größere Mesoporen (2 bis 50 nm) in den Kristall eingebracht. Diese Mesoporen fungieren als molekulare "Autobahnen", die es den Reaktanden ermöglichen, den Hauptkristall schnell zu umgehen und tief in die mikroporösen "lokalen Straßen" einzudringen, wodurch die Diffusionswege verkürzt und das gesamte katalytische Inventar erschlossen wird. Alternativ kann durch die Synthese von Zeolithkristallen in Nanogröße eine ähnliche Verringerung des Stoffübergangswiderstands erreicht werden.
-
 Industrielle Umformung Nebeneffekte: Wie bekannt, muss Rohzeolithpulver mit anorganischen Bindemitteln (Aluminiumoxid, Siliziumdioxid, Kaolin) gebunden werden, die 20% bis 50% des endgültigen Katalysatorgewichts ausmachen, um physikalische Festigkeit zu erreichen. Dieses Bindemittel verdünnt die Konzentration des aktiven Zeoliths erheblich. Schlimmer noch, das Bindemittel selbst kann unkontrollierte, unselektive saure Stellen aufweisen, die unerwünschte Nebenreaktionen auslösen, oder das Bindemittel kann während der Extrusion die Eingänge zu den Zeolith-Mikroporen verschmieren und blockieren, wodurch die Formselektivität zunichte gemacht wird.
Industrielle Umformung Nebeneffekte: Wie bekannt, muss Rohzeolithpulver mit anorganischen Bindemitteln (Aluminiumoxid, Siliziumdioxid, Kaolin) gebunden werden, die 20% bis 50% des endgültigen Katalysatorgewichts ausmachen, um physikalische Festigkeit zu erreichen. Dieses Bindemittel verdünnt die Konzentration des aktiven Zeoliths erheblich. Schlimmer noch, das Bindemittel selbst kann unkontrollierte, unselektive saure Stellen aufweisen, die unerwünschte Nebenreaktionen auslösen, oder das Bindemittel kann während der Extrusion die Eingänge zu den Zeolith-Mikroporen verschmieren und blockieren, wodurch die Formselektivität zunichte gemacht wird.
Konstruierte Lösung: Die Katalysatorhersteller verwenden bindemittelfreie Formungstechnologien, bei denen das Bindemittel selbst nach der Extrusion in situ chemisch in aktiven Zeolith umgewandelt wird. Alternativ werden Aktivmatrix-Technologien eingesetzt, bei denen das Bindemittel speziell mit einer großporigen Meso-Azidität ausgestattet ist, um massive Moleküle vorzuspalten, bevor sie die genauen Zeolith-Mikroporen erreichen.
Chemische Deaktivierung und extreme Bedingungen
- Verkokung Deaktivierung: Dies ist der unvermeidliche betriebliche Albtraum der Kohlenwasserstoffverarbeitung. In den engen Grenzen der Mikroporen werden hochreaktive Olefine und Aromaten oft sterisch eingeschlossen. Unter dem Einfluss starker interner Brønsted-Säuren durchlaufen diese eingeschlossenen Moleküle schnelle, aufeinander folgende Polykondensations- und Zyklisierungsreaktionen. Sie verschmelzen zu massiven, dichten kohlenstoffhaltigen Polymeren, die gemeinhin als "Koks" bezeichnet werden. Dieser Koks wirkt wie molekularer Beton, verschließt die Porenkanäle vollständig und erstickt die aktiven Stellen.
Konstruierte Lösung: Die Ingenieure bekämpfen die Verkokung, indem sie Zeolithen mit sich kreuzenden 3D-Porenstrukturen (wie ZSM-5) den Vorzug geben, die keine räumlichen "Sackgassen" aufweisen, in denen Moleküle stagnieren können. Darüber hinaus wird durch eine präzise Passivierung der externen Säurestellen an der Oberfläche und eine sorgfältige Abstimmung der internen Säuredichte verhindert, dass es zu übermäßigen Folgereaktionen kommt, die zu einer schnellen Koksbildung führen.
- Hydrothermaler Gerüstkollaps (Dealumination): Industrielle Reaktoren sind heiß, und häufig ist Dampf vorhanden (aus Verbrennungsnebenprodukten, Prozessdampfstrippen oder oxidativer Regeneration). Unter der aggressiven Einwirkung von Hochtemperaturdampf kommt es zu einer Hydrolyse der Al-O-Si-Bindungen im Gerüst. Die Aluminiumatome werden gewaltsam aus dem Kristallgitter herausgeschleudert (Dealumination). Sobald das Aluminium verloren ist, verschwindet die zugehörige aktive Säurestätte dauerhaft. In schweren Fällen führt die massive Dealumination dazu, dass das gesamte kristalline Gerüst strukturell in einen amorphen, inaktiven Zustand kollabiert. Dieser Abbau ist in hohem Maße irreversibel.
Konstruierte Lösung: Um einen tödlichen Zusammenbruch zu verhindern, unterziehen die Hersteller den Rohzeolith einer strengen, kontrollierten hydrothermalen Behandlung und einer chemischen Entaluminierung mit Chelatbildnern oder einer Dampfkalzinierung (wodurch USY entsteht). Bei diesem Verfahren wird absichtlich empfindliches Aluminium entfernt, so dass Siliziumatome einwandern und die Gerüstdefekte heilen können, wodurch ein hochgradig silikathaltiges, ultrastabiles Gitter entsteht, das jahrelang extremen industriellen Belastungen standhalten kann.
- Extreme Empfindlichkeit gegenüber katalytischen Giften: Industrielle Ausgangsstoffe (Rohöl, Rohkohlegas) sind mit Verunreinigungen belastet. Da Zeolithe als feste Säuren wirken, neutralisieren alle basischen Verbindungen im Ausgangsmaterial (Ammoniak, organische Amine oder Spuren von Natriumionen) aggressiv die aktiven Säurestellen, was zum sofortigen Katalysatortod führt. Noch gefährlicher sind die in Rohölen enthaltenen Schwermetalle, die tödlich sind. Nickel (Ni) lagert sich auf dem Zeolith ab und wirkt als aggressiver Dehydrierungskatalysator, der große Mengen an unerwünschtem Wasserstoffgas erzeugt und die Koksbildung beschleunigt. Vanadium (V) ist katastrophal; bei Reaktortemperaturen bildet es hochmobile Vanadinsäure, die physikalisch schmilzt und die Zeolith-Kristallstruktur zerstört.
Konstruierte Lösung: Raffinerien müssen eine strenge vorgelagerte Hydrobehandlung durchführen, um basischen Stickstoff und Metalle zu entfernen. In den Katalysator selbst bauen die Hersteller hochentwickelte Passivatoren ein. Antimon (Sb) oder Bismut (Bi)-Verbindungen werden zugesetzt, um sich aggressiv mit Nickel zu verbinden und dessen Dehydrierungsaktivität zu verhindern, während Seltene Erden oder spezielle Erdalkalifallen eingebaut werden, um Vanadium zu immobilisieren, bevor es das Zeolithgerüst angreifen kann.
Lebenszyklusmanagement und Katalysatorregeneration
Ein Zeolith-Katalysator ist ein enormer Kapitalaufwand. Die Maximierung seiner Lebensdauer durch ein rigoroses Lebenszyklusmanagement und eine kontrollierte Regeneration ist für die Aufrechterhaltung der Rentabilität der Anlage unerlässlich.
- Die Regeneration Mechanismus: Wenn ein Zeolith-Katalysator schließlich stark verkokst, sinkt seine Aktivität unter eine wirtschaftlich vertretbare Schwelle. Im Gegensatz zu irreversiblen Vergiftungen kann die Deaktivierung von Koks jedoch rückgängig gemacht werden. Beim industriellen Regenerationsverfahren wird der Katalysator vom Netz genommen (oder bei Wirbelsystemen in einen Regeneratorbehälter geleitet) und einer kontrollierten oxidativen Verbrennung unterzogen, die gemeinhin als "Kohlenstoffabbrand" bezeichnet wird. Durch Einleiten von Luft oder eines Sauerstoff-Stickstoff-Gemischs bei erhöhten Temperaturen (in der Regel zwischen 500°C und 700°C) werden die schweren kohlenstoffhaltigen Ablagerungen oxidiert und als Kohlenmonoxid und Kohlendioxid verbrannt, wodurch die Mikroporen erfolgreich entblockiert werden und der Zugang zu den Säureplätzen wiederhergestellt wird.
- Kritische Temperaturkontrollparameter: Die Verbrennung von Koks ist eine heftig exotherme Reaktion. Wenn die Sauerstoffkonzentration zu hoch ist oder der Gasstrom nicht ausreicht, um die erzeugte Wärme abzuführen, steigt die örtliche Temperatur im Katalysatorbett sprunghaft an, was zu einem thermischen Durchgehen führt. Wenn die Temperaturen die thermische Toleranzschwelle des Katalysators in Gegenwart von durch Verbrennung erzeugtem Wasserdampf überschreiten, kommt es sofort zu einer katastrophalen hydrothermalen Entlüftung und zum Zusammenbruch des Gerüsts. Daher erfordert die Regeneration eine äußerst präzise Steuerung der Sauerstoffpartialdrücke und die Verwendung komplexer mehrstufiger Heizprofile, um einen reibungslosen Abbrand ohne Zerstörung der Gitterstruktur zu gewährleisten.
- Bewertung der Gesamtbetriebskosten (Total Cost of Ownership, TCO): Die Beschaffung allein auf der Grundlage des anfänglichen Preises pro Kilogramm ist ein technischer Trugschluss. Es muss ein umfassendes TCO-Modell angewandt werden. Ingenieure berechnen die anfänglichen Kapitalkosten, den Energieaufwand, der für mehrere Hochtemperatur-Regenerationszyklen erforderlich ist, den unvermeidlichen prozentualen irreversiblen Aktivitätsverlust nach jedem Abbrand (die Alterungsrate) und die endgültige Betriebslebensdauer, bevor ein vollständiger Austausch des Katalysators erforderlich ist. Ein hochwertiger, hydrothermal robuster Zeolith-Katalysator mag zwar einen höheren Anschaffungspreis haben, aber da er doppelt so viele Regenerationszyklen ohne Zusammenbruch des Gerüsts übersteht, verkürzt er die Ausfallzeiten des Reaktors erheblich, reduziert die Nachfüllraten und sorgt für wesentlich niedrigere langfristige Kosten für das Unternehmen.
Partnerschaft mit JALON für tiefgreifende Anpassungen
Nachdem Sie die erforderlichen kinetischen Durchmesser, Säuredichten und hydrothermalen Belastungsparameter für Ihren spezifischen Reaktor genau definiert haben, ist die Zusammenarbeit mit einem Hersteller, der in der Lage ist, eine tiefgreifende Anpassung auf molekularer Ebene vorzunehmen, von größter Bedeutung. JALON hat kultiviert 0 jahrelanges, fundiertes Fachwissen in der Zeolithtechnik, gestützt auf eine beachtliche jährliche Produktionskapazität von insgesamt 0 Tonnen für geformte Molekularsiebe und vollautomatische DCS-Fertigungslinien. Wir sind auf die Lieferung von Hochleistungszeolithpulvern spezialisiert, darunter die hochspezialisierten ZSM-5 Topologie. Um eine perfekte Anpassung an Ihre Reaktorphysik zu gewährleisten, unterstützt JALON eine umfassende, vollständige Anpassung der Parameter, die extreme Si/Al-Verhältnisse (von 2 bis ∞), präzise kontrollierte Kristallabmessungen (D50=0,5-10μm) und verschiedene spezifische Kationenaustausche umfasst.








