Schritte der Erdgasaufbereitung: Ein vollständiger technischer Leitfaden
Was ist Erdgasverarbeitung?
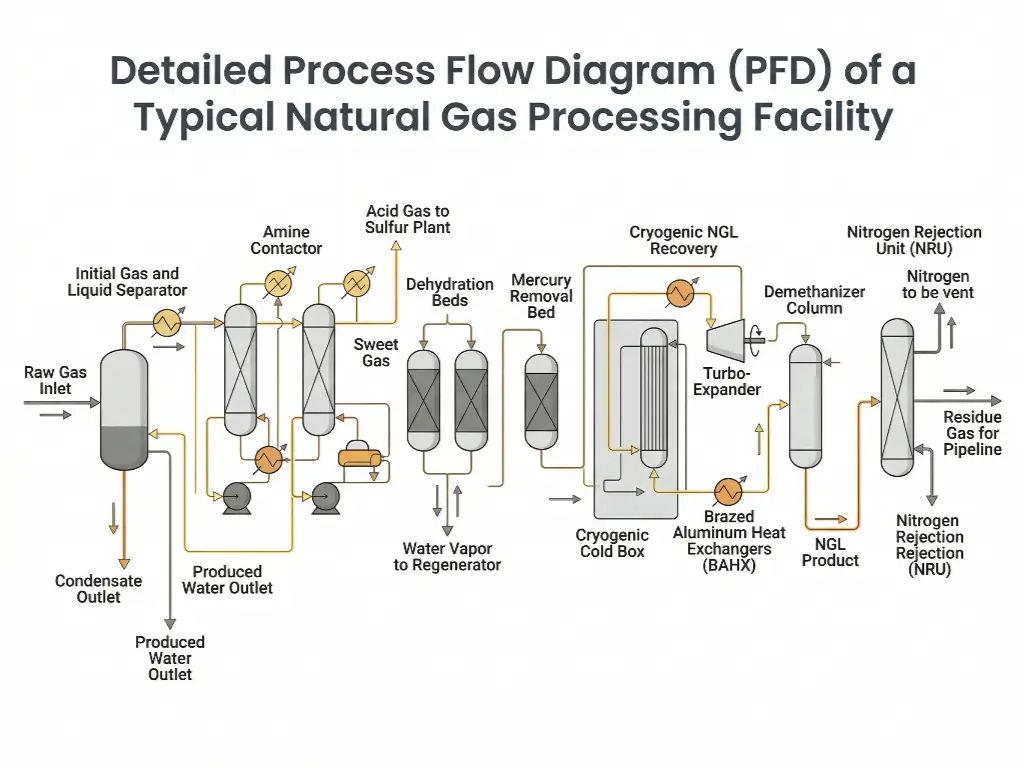
Im Midstream-Energiesektor bezieht sich der Begriff "Erdgasaufbereitung" auf die komplexe Abfolge von thermodynamischen und chemisch-technischen Vorgängen, die erforderlich sind, um rohes, unbehandeltes Gas in Erdgas in Pipelinequalität umzuwandeln, das für den Handel geeignet ist. Um die Notwendigkeit dieser Infrastruktur zu verstehen, müssen wir zunächst einen Blick auf die grundlegende Definition des Ausgangsmaterials werfen. Wenn Roh-Erdgas der Erde entnommen und am Bohrlochkopf ankommt, handelt es sich keineswegs um reines Methan. Vielmehr handelt es sich um ein hochflüchtiges und komplexes Mehrphasengemisch.
Dieser Rohstrom enthält in der Regel ein Gemisch aus leichten Kohlenwasserstoffen (Methan), schwereren schweren Erdgasflüssigkeiten (Ethan, Propan, Butan und Pentane), gesättigtem Wasserdampf (H2O), hochgiftiger Schwefelwasserstoff (H2S), Kohlendioxid (CO2), Inertgase wie Stickstoff und Helium sowie Spuren von Schwermetallen wie Quecksilber und mechanische Verunreinigungen wie Sand und Bohrlochflüssigkeiten.
Die Verarbeitung dieses mehrphasigen Gemischs dient zwei zentralen, nicht verhandelbaren Zielen im modernen Anlagenbetrieb:
- Reinigung (Konditionierung): Das Hauptziel ist die strikte Entfernung von korrosiven, toxischen und nicht brennbaren Verunreinigungen. Auf diese Weise wird sichergestellt, dass das Gas den universellen, streng regulierten Pipelinetarifspezifikationen entspricht. So schreiben beispielsweise die Gas Processors Association (GPA) und das American Petroleum Institute (API) generell vor, dass das Verkaufsgas weniger als 4 ppmv (parts per million by volume) H2S, und das CO2 Gehalt muss streng auf unter 2% begrenzt werden. Die Nichteinhaltung dieser Vorgaben führt zur Abschaltung von Pipelines und zu schwerwiegenden metallurgischen Beeinträchtigungen des Übertragungsnetzes.
- Abtrennung (NGL-Gewinnung): Das sekundäre, aber wirtschaftlich wichtige Ziel ist die Gewinnung von hochwertigen flüssigen Nebenprodukten. Ethan, Propan und Butan sind grundlegende Bausteine für die weltweite petrochemische Industrie (die in Kunststoffen, Kühlmitteln und Kraftstoffen verwendet werden). Die Abtrennung dieser NGLs aus dem Hauptmethanstrom maximiert die wirtschaftliche Ausbeute der Verarbeitungsanlage.
Schritt 1: Anfängliche Trennung von Gas und Flüssigkeit
In dem Moment, in dem der mehrphasige Rohgasstrom die Batteriegrenzen der Aufbereitungsanlage überschreitet, tritt er in die erste Gas- und Flüssigkeitstrennungsphase ein. Dieser Schritt fungiert als primäre physikalische Verteidigungslinie für alle nachgeschalteten Anlagen. Wenn Flüssigkeiten und Feststoffe diese Phase umgehen können, verursachen sie eine katastrophale Schaumbildung in den Aminkontaktoren, überschwemmen die Dehydrierungsbetten und zerstören das aerodynamische Gleichgewicht der nachgeschalteten Kompressorlaufräder.
Die Funktionsweise dieser Anfangsphase beruht vollständig auf der Strömungsdynamik, insbesondere auf der Änderung des Impulses und der Schwerkraftabscheidung. Durch die drastische Verringerung der Geschwindigkeit des einströmenden Gasstroms verlieren die schwereren Flüssigkeitströpfchen und Feststoffpartikel ihre kinetische Energie. Nach dem Stokes'schen Gesetz fallen die Flüssigkeiten aus der Gasphase heraus und sammeln sich am Boden des Behälters an, sobald die Aufwärtsgeschwindigkeit des Gases geringer ist als die Endabsetzgeschwindigkeit der Tropfen.
Kern-Hardwareträger für die Ersttrennung
Um diese physikalische Trennung durchzuführen, sind die Ingenieure auf massive, statische Hochdruckbehälter angewiesen:
- Schneckenfänger: Sammelleitungen durchqueren unterschiedliche Topografien, wodurch sich Flüssigkeiten an niedrigen Stellen ansammeln können. In regelmäßigen Abständen werden diese Flüssigkeitsansammlungen durch den Gasdruck in Form von massiven, schnell fließenden "Slugs" nach vorne geschleudert. Slug Catcher sind besonders großvolumige Pufferbehälter (oft in Form einer Reihe von parallelen Rohren mit großem Durchmesser, die als Harfenfänger bekannt sind), die speziell dafür ausgelegt sind, diese massiven Flüssigkeitsstöße aufzufangen, ohne die stationäre Verarbeitungskapazität der Anlage zu überfordern.
- 2-Phasen- und 3-Phasen-Abscheider: Sobald die Primärbutzen aufgefangen sind, fließt das Gas in Präzisionsdruckbehälter. Ein 2-Phasen-Separator trennt das Gas von den gesamten Flüssigkeiten, während ein 3-Phasen-Separator die Schwerkraftunterschiede nutzt, um die Flüssigkeiten weiter in eine Kohlenwasserstoffphase (Kondensat) und eine wässrige Phase (Produktionswasser) zu trennen. Diese Behälter sind mit internen Einlassumlenkungen ausgestattet, um den Schwung des einströmenden Stroms zu brechen, mit umfangreichen Schwerkraftabsetzsektionen, um die Phasentrennung zu ermöglichen, und mit hochentwickelten Demister-Pads (Nebelabscheider aus Drahtgewebe oder Lamellenpaketen) an der Gasaustrittsdüse, um Mikrotröpfchen abzufangen und zu koaleszieren und so eine Flüssigkeitsverschleppung in die nachgeschalteten Süßungseinheiten zu verhindern.
Schritt 2: Entfernung von saurem Gas (Gas Sweetening)
Nach der anfänglichen physikalischen Trennung wird der Gasstrom, der nun frei von Flüssigkeiten ist, aber immer noch tödliche und korrosive gasförmige Verunreinigungen enthält, in die Anlage zur Entfernung saurer Gase geleitet. In der industriellen Terminologie ist das mit H2S und CO2 wird als "Sauergas" bezeichnet, während Gas ohne diese Komponenten als "Süßgas" bezeichnet wird.
Das Prozessziel ist hier für die Anlagensicherheit und den Fortbestand der Infrastruktur von größter Bedeutung. H2S ist nicht nur in niedrigen Konzentrationen tödlich giftig für das Personal, sondern löst sich in Gegenwart von freiem Wasser zu einer schwachen Säure auf, die Kohlenstoffstahl aggressiv angreift und zu örtlicher Lochfraßbildung und Sulfid-Spannungsrissen (SSC) führt. Ähnlich verhält es sich mit CO2 bildet Kohlensäure, die in Rohrleitungen zu schneller Korrosion durch Gewichtsverlust führt. Wenn außerdem CO2 nicht entfernt wird, friert es in den nachgeschalteten kryogenen Verflüssigungsstufen fest und wirkt wie Trockeneiskies, der hochtourig rotierende Maschinen zerstört.
Der wichtigste chemische Mechanismus zur Süßung des Gases ist das Aminbehandlungsverfahren. Dabei kommt ein wässriges Alkanolamin-Lösungsmittel zum Einsatz - meist Methyldiethanolamin (MDEA) oder Diethanolamin (DEA). Das Verfahren arbeitet mit einem kontinuierlichen Absorptions- und thermischen Regenerationszyklus. In der Absorptionsphase strömt das kühle, unter hohem Druck stehende Sauergas nach oben, während die magere (reine) Aminlösung nach unten fließt. Das Amin verbindet sich chemisch mit dem H2S und CO2 Moleküle. Das nun "fette" (mit saurem Gas beladene) Amin wird in eine Niederdruck-Hochtemperatur-Regeneratorkolonne geleitet, wo die Hitze die chemischen Bindungen aufbricht und die sauren Gase abkochen, um sie in eine Schwefelrückgewinnungsanlage zu leiten, während das wiederhergestellte magere Amin zurückgepumpt wird, um den Zyklus erneut zu beginnen.
Kern-Hardware-Träger: Amin-Schütze
Das Herzstück dieses Vorgangs ist der Aminkontaktor (Absorber). Dabei handelt es sich um hoch aufragende, dickwandige vertikale Druckbehälter, die darauf ausgelegt sind, den Stoffaustausch zwischen der Gas- und der Flüssigphase zu maximieren. Um dies zu erreichen, sind die Einbauten des Schützes entweder mit Fraktionierböden (z. B. Ventilböden oder Bubble-Cap-Böden) oder strukturierten Packungen ausgestattet. Diese Einbauten zwingen das aufsteigende Sauergas, heftig durch das absteigende flüssige Amin zu sprudeln, wodurch die Gegenstrom-Kontaktfläche maximiert wird und die chemische Reaktion vollständig abläuft.
Entscheidender Prozessausgangszustand: Für Verfahrenstechniker ist es unerlässlich, den physikalischen Zustand des Gases beim Austritt aus dem Aminkontaktor zu beachten. Da das Aminlösungsmittel eine wässrige Lösung ist (oft 50% Wasser), ist das Süßgas, das die Anlage verlässt, bei Betriebsdruck und -temperatur vollständig mit Wasser gesättigt. Dies stellt eine neue, kritische Bedrohung für das System dar und erfordert eine sofortige und hocheffiziente nachgeschaltete Entwässerung.
Schritt 3: Technologien zur Dehydrierung von Erdgas
Das mit Wasser gesättigte Süßgas kann in seinem jetzigen Zustand nicht transportiert oder gekühlt werden. Wenn Wasserdampf im Gasstrom verbleibt, führt jeder nachfolgende Temperaturabfall oder Druckanstieg dazu, dass das Wasser kondensiert. In Hochdruck-Gassystemen reagiert dieses kondensierte Wasser mit leichten Kohlenwasserstoffmolekülen (wie Methan und Ethan) und bildet Erdgas-Hydrate - feste, eisähnliche kristalline Strukturen. Hydratpfropfen können sich innerhalb von Sekunden bilden, Pipelines vollständig blockieren, Ventile verklemmen und katastrophale Überdruckereignisse verursachen. Daher ist die Dehydratisierung ein unverzichtbarer Schritt.
Die Auswahl der Dehydrierungsmethode ist jedoch keine Einheitslösung. Die Wahl der Technologie hängt streng von den thermodynamischen Grenzen und Temperaturprofilen ab, die für den nachgeschalteten Prozess erforderlich sind. Ingenieure müssen zwischen der Standard-Flüssigkeitsabsorption (TEG) für normale Rohrleitungen und der Adsorption mit festen Trockenmitteln (Molekularsiebe) für den Betrieb bei sehr niedrigen Temperaturen wählen.
Auswahlmatrix für die Dehydratisierung: TEG vs. Molekularsieb
Um eine schnelle technische Entscheidungsfindung zu ermöglichen, vergleicht die folgende strukturierte Matrix die beiden vorherrschenden Entwässerungstechnologien:
| Abmessungen/Parameter | TEG (Triethylenglykol) Dehydratisierung | Zeolith-Molekularsieb Tiefenentwässerung |
|---|---|---|
| Niedrigster Wasser-Taupunkt-Grenzwert | Ca. -50°F (-45°C) | < -150°F (-101°C) / < 0,1 ppmv |
| Nachgeschaltete Anwendung | Kommerzielle Standard-Pipeline-Übertragung | Kryogenische NGL-Gewinnung, LNG-Verflüssigung |
| Profil des Energieverbrauchs | Niedriger (mäßiger Reboilerbetrieb) | Hoch (Erfordert Hochtemperatur-Regenerationsgas) |
| CAPEX / OPEX | Geringere anfängliche CAPEX, moderate OPEX | Hohe anfängliche CAPEX, zyklische Betriebs-OPEX |
Integrität des Hardwareträgers und des Trocknungsmittels
Wenn das Anlagendesign eine tiefe NGL-Rückgewinnung vorsieht, sind TEG-Systeme thermodynamisch nicht in der Lage, die Eisbildung in der Cold Box zu verhindern. Stattdessen muss die Anlage Zeolith-Molekularsiebe verwenden. Diese Systeme beruhen auf der physikalischen Adsorption im festen Zustand, bei der Wassermoleküle in der hochgradig gleichmäßigen mikroporösen kristallinen Struktur des Aluminosilikat-Zeoliths eingeschlossen werden.
Die Systemhardware für die Molekularsiebentwässerung ist massiv und hoch automatisiert. Sie besteht aus Doppel- oder Mehrbettadsorberbehältern, die in kontinuierlichen Schwingungszyklen arbeiten. Während ein Behälter aktiv Wasser aus dem Hochdruck-Erdgas adsorbiert, ist der andere Behälter offline und durchläuft eine Regenerationsphase. Bei dieser Regeneration wird ein Strom von extrem heißem, trockenem Rückstandsgas (oft über Hochtemperatur-Regenerationserhitzer auf 500°F - 600°F erhitzt) durch das Nassbett geleitet, um die eingeschlossene Feuchtigkeit zu verdampfen und wegzufegen. Nach dem Trocknen wird das Bett abgekühlt und wieder in Bereitschaft versetzt. Automatisierte Schaltventile steuern dieses komplizierte Ballett und stellen sicher, dass der nachgeschaltete Prozess einen kontinuierlichen, ununterbrochenen Strom von knochentrockenem Gas erhält.
Denn diese Adsorberbetten sind die ultimativen Torwächter für die Erdgasanwendungen In den nachgelagerten Bereichen sind die physikalischen und mechanischen Anforderungen an das Trockenmittel selbst von größter Bedeutung. Der zyklische Charakter des Prozesses belastet die Materialien immens.
Um die mechanische Integrität der Dehydrierungseinheit zu gewährleisten und den Abbau des Bettes zu verhindern, sind die physikalischen Parameter des Trockenmittels entscheidend. Die Molekularsiebe 4A und 13X von JALON'erreichen beispielsweise eine hohe Druckfestigkeit (z.B. >85 N) und eine extrem niedrige Abnutzungsrate (<0,1 wt%). Die unter strenger DCS-Automatisierung hergestellten Molekularsiebe haben eine einheitliche Partikelgröße und eine hohe Schüttdichte, so dass das Bett den starken mechanischen und thermischen Belastungen tausender Temperaturwechseladsorptionszyklen (TSA) standhalten kann, ohne zu pulverisieren, und so die nachgeschalteten kryogenen Turboexpander zuverlässig schützt.
Schritt 4: Entfernung von Quecksilber vor der Kryogenisierung
Sobald das Gas knochentrocken ist, könnte man annehmen, dass es für eine extreme Abkühlung bereit ist. Es gibt jedoch ein verstecktes, äußerst zerstörerisches Element, das behandelt werden muss: Quecksilberspuren. Eine strenge Prozessabfolge schreibt vor, dass die Quecksilberentfernung eine absolute Voraussetzung ist, bevor das Gas in den Tieftemperaturbereich gelangen darf. Wird dieser Schritt umgangen oder unsachgemäß nach der Cold Box platziert, sind die finanziellen und sicherheitstechnischen Folgen verheerend.
Die chemische Gefahr, die von Quecksilber ausgeht, liegt in einem metallurgischen Phänomen, das als Flüssigmetallversprödung (LME) bekannt ist. In Erdgasverarbeitungsanlagen wird Aluminium in großem Umfang in den Tieftemperaturbereichen eingesetzt, da Aluminium bei extrem niedrigen Temperaturen fester und dehnbarer wird (im Gegensatz zu normalem Stahl, der spröde wird). Allerdings kondensieren Quecksilberspuren im Gasstrom bei bestimmten Temperaturen zu einer Flüssigkeit. Wenn flüssiges Quecksilber mit den in Wärmetauschern verwendeten Aluminiumlegierungen in Berührung kommt, verbindet es sich schnell mit dem Aluminium und greift die Korngrenzen des Metalls an. Wird das Quecksilber nicht entfernt, korrodiert es schnell, schwächt die nachgeschaltete Ausrüstung und führt zu katastrophalen Hochdruckbrüchen, Explosionen und einem Totalausfall der Anlage.
Um diese Bedrohung zu neutralisieren, setzen die Ingenieure hochspezialisierte Hardware und chemische Mechanismen ein. Das getrocknete Gas wird durch Festbettdruckbehälter geleitet, die mit schwefelimprägnierter Aktivkohle (oder bestimmten Übergangsmetalloxid-Absorbern) gefüllt sind. Während das Gas durch die poröse Kohlenstoffmatrix strömt, geht der elementare Quecksilberdampf eine Chemisorptionsreaktion mit dem imprägnierten Schwefel ein und bildet eine hochstabile, feste Verbindung, das so genannte Quecksilbersulfid (HgS). Dadurch wird das Quecksilber dauerhaft im Bett gebunden und eingeschlossen, so dass das aus der Anlage austretende Gas sicher mit der Aluminiummetallurgie in Kontakt kommen kann.
Schritt 5: Kryogenische NGL-Gewinnung und -Fraktionierung
Nachdem das Gas nun vollständig von sauren Gasen befreit, auf einen Feuchtigkeitsgehalt von unter ppm dehydriert und von versprödendem Quecksilber gereinigt wurde, ist es endgültig für die härteste thermodynamische Umgebung in der Anlage vorbereitet: Die kryogene NGL-Gewinnung. Hier geht es darum, den Gasstrom auf so extreme Minustemperaturen abzukühlen, dass die wertvollen schwereren Kohlenwasserstoffe (Ethan, Propan und Butan) ihren gasförmigen Zustand verlieren und zu sammelbaren Flüssigkeiten kondensieren, so dass nur noch reines Methangas übrig bleibt, das in die Pipeline geleitet wird.
Der thermodynamische Mechanismus, der diesen extremen Temperaturabfall bewirkt, ist die adiabatische Expansion. Während ältere Anlagen Joule-Thomson-Ventile (J-T-Ventile) zur Expansion des Gases nutzten, verwenden moderne Hocheffizienzanlagen einen isentropen Expansionsprozess. Indem das Hochdruckgas gezwungen wird, bei der Expansion physikalische Arbeit zu verrichten, wird dem Gasstrom rasch Wärmeenergie entzogen, was zu einem wesentlich stärkeren Temperaturabfall führt als bei der einfachen Expansion über Ventile.
Kern-Hardwareträger für die Kryotechnik
Das Herzstück des NGL-Gewinnungsprozesses beruht auf zwei Wunderwerken der mechanischen und thermischen Technik:
- Turbo-Expander: Dabei handelt es sich um hochtourig rotierende Maschineneinheiten, die einen doppelten Zweck erfüllen. Das unter hohem Druck stehende, vorgekühlte Erdgas gelangt in die Expanderturbine, die die hochentwickelten Radiallaufräder mit Zehntausenden von Umdrehungen pro Minute in Bewegung setzt. Während sich das Gas ausdehnt und diese mechanische Arbeit verrichtet, sinkt sein Druck und seine Temperatur drastisch - oft auf -84°C bis -101°C. Bei diesen Temperaturen kondensieren die NGLs und fallen aus der Gasphase heraus. Darüber hinaus wird die durch das expandierende Gas erzeugte mechanische Wellenleistung über eine zentrale Welle übertragen, um einen Booster-Kompressor auf der anderen Seite anzutreiben, der das magere Restgas für den Pipelineexport effizient wieder verdichtet.
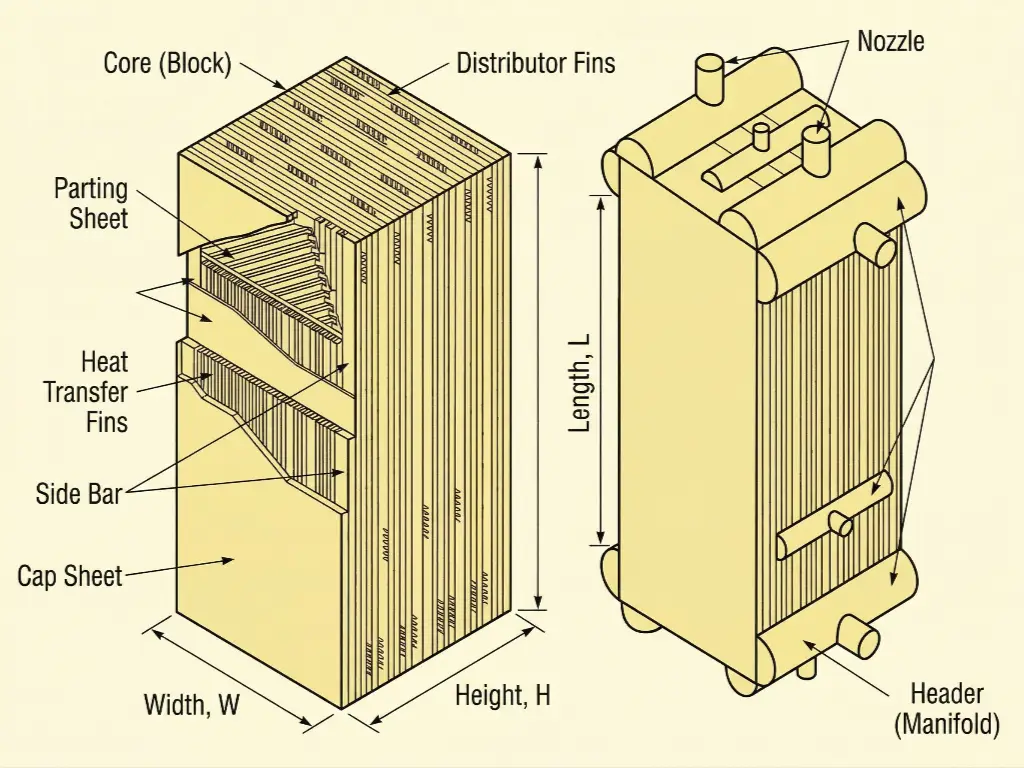
- Gelötete Aluminium-Wärmetauscher (BAHX): Diese oft als "Cold Box" bezeichneten Geräte sind extrem kompakte, hocheffiziente Wärmeübertragungseinheiten. Sie bestehen aus abwechselnden Schichten gewellter Aluminiumlamellen, die zwischen flachen Trennblechen hartgelötet sind, und bieten ein beispielloses Verhältnis von Oberfläche zu Volumen, das die massive Wärmeübertragung erleichtert, die zur Vorkühlung des einströmenden Gases mit dem kalten ausströmenden Restgas erforderlich ist. Ihr kompliziertes Mikrokanaldesign ist jedoch ihre größte Schwachstelle. Verfahrensingenieure müssen sich darüber im Klaren sein, dass die BAHX strikt auf die einwandfreie Ausführung von Schritt 3 und Schritt 4 angewiesen ist. Wenn die Molekularsiebe nicht 0,1 ppmv Feuchtigkeit liefern, verstopfen die Mikrokanäle sofort mit Eis und Hydraten. Wenn die Quecksilberbetten versagen, werden sich die Aluminiumlamellen durch LME auflösen.
Schritt 6: Stickstoffabscheideeinheit (NRU)
In bestimmten geologischen Lagerstätten ist das Rohgas stark mit Stickstoff verunreinigt. Stickstoff ist zwar nicht korrosiv oder giftig wie Schwefelwasserstoff, stellt aber ein großes wirtschaftliches Problem dar: Er ist ein inertes, nicht brennbares Gas. Hohe Stickstoffkonzentrationen wirken wie ein Verdünnungsmittel und verringern den volumetrischen Heizwert des Gasstroms erheblich.
Das Prozessziel der Stickstoffabscheideanlage (NRU) besteht in der gezielten Entfernung dieses Inertgases, um sicherzustellen, dass das endgültige Verkaufsgas die in den kommerziellen Pipelinetarifen gesetzlich vorgeschriebenen Mindestwerte für British Thermal Units (BTU) oder Heizwerte erfüllt. Ist der BTU-Wert zu niedrig, können Industriebrenner und Haushaltsgeräte nicht sicher oder effizient betrieben werden, und das Gas wird von der Ferngasgesellschaft zurückgewiesen.
Da Stickstoff und Methan unglaublich niedrige und relativ nahe beieinander liegende Siedepunkte haben (-320°F bzw. -258°F), kann die Trennung nicht durch einfache Absorption erreicht werden. Stattdessen stützen sich die NRUs auf eine komplexe kryogene Destillation. Diese ist oft thermisch mit dem Endgas der NGL-Rückgewinnungsanlage verbunden. Durch den Einsatz spezieller kryogener Fraktionierungskolonnen wird der Stickstoff als Überkopfdampf abdestilliert und sicher in die Atmosphäre abgeleitet, während das reine Methan mit hohem BTU-Gehalt am Boden zurückgewonnen, komprimiert und auf den Markt gebracht wird.
Werksübergreifende Infrastruktur und metallurgische Beschränkungen
Ein umfassendes Verständnis einer Erdgasaufbereitungsanlage setzt voraus, dass man ihre systemischen Grundlagen kennt. Wir haben zwar die aufeinanderfolgenden Aufbereitungsschritte detailliert beschrieben, doch bestimmte kritische Infrastrukturelemente erstrecken sich über den gesamten Lebenszyklus der Anlage und sind nicht auf eine einzelne Einheit beschränkt. Diese übergreifenden Systeme bestimmen den physischen Fluss und die strukturelle Sicherheit der gesamten, mehrere Millionen Dollar teuren Anlage.
Verdichterstationen: Der Herzschlag der Anlage
Gas fließt nicht von allein, sondern benötigt ein Druckgefälle. Verdichterstationen fungieren als treibende Kraft der Anlage und sorgen für einen systemischen hydraulischen Fluss vom Bohrloch bis zur endgültigen Exportpipeline. Je nach Volumenstrom und erforderlichem Verdichtungsverhältnis werden in den Anlagen entweder schnelllaufende Zentrifugalkompressoren (für hohe Volumenströme und kontinuierlichen Durchfluss) oder Hochleistungs-Hubkolbenkompressoren (für hohe Druckverhältnisse und wechselnde Lasten) eingesetzt.
Einlasskompressoren heben die Niederdruck-Sammelleitungen auf den Betriebsdruck der Amin- und Entwässerungseinheiten an. Booster-Kompressoren (die oft vom Turboexpander angetrieben werden) helfen, den während der Verarbeitung verlorenen Druck wiederherzustellen. Schließlich wird das vollständig aufbereitete, gereinigte Methan mit massiven Restgaskompressoren auf den Druck von über 1.000 PSI gebracht, der erforderlich ist, um das Gas Hunderte von Kilometern durch die kommerzielle Pipeline zu leiten.
Metallurgie- und Rohrleitungsnormen
Verfahrensingenieure müssen hochkomplexe und gegensätzliche metallurgische Zwänge in verschiedenen Bereichen der Anlage berücksichtigen. Ein Rohr, das in einem Abschnitt vollkommen sicher ist, kann in einem anderen katastrophale, explosive Ausfälle verursachen.
- Sauergas-Beschränkungen: In den ersten Abtrennungs- und Aminbehandlungsabschnitten (Schritte 1 und 2) sind die Rohrleitungen, Ventile und Armaturen feuchtem Schwefelwasserstoff ausgesetzt. Normaler Kohlenstoffstahl, der unter hoher Zugspannung steht, absorbiert atomaren Wasserstoff, was zu innerer Blasenbildung und plötzlichem sprödem Versagen führt. Daher muss die gesamte Metallurgie in diesen Zonen strikt den folgenden Anforderungen entsprechen NACE MR0175 / ISO 15156 Normen. Diese schreibt strenge Grenzwerte für die Härte des Stahls vor (in der Regel < 22 HRC) und schreibt spezielle Wärmebehandlungen nach dem Schweißen vor, um die Beständigkeit gegen Sulfid-Spannungsrisse (SSC) zu gewährleisten.
- Kryogene Beschränkungen: In den Abschnitten für die NGL-Rückgewinnung und die Stickstoffabscheidung (Schritte 5 und 6) ist die Bedrohung dagegen nicht chemischer, sondern thermischer Natur. Standard-Kohlenstoffstahl verliert bei Minusgraden drastisch an Schlagzähigkeit und geht in einen zähen bis spröden Zustand über. Ein kleiner Schlag oder Druckstoß bei -150°F kann Standardstahl wie Glas zerspringen lassen. Daher erfordern Rohrleitungen und Druckbehälter in den Tieftemperaturbereichen spezielle Tieftemperatur-Kohlenstoffstähle (LTCS) für mäßig kalte Bereiche und hochlegierte austenitische Edelstähle (wie 304L oder 316L) für die extremen Cold-Box-Umgebungen, um Sprödbrüche bei extremen Kälteschocks zu verhindern.
Letztlich ist die Erdgasverarbeitung eine stark voneinander abhängige Abfolge von Vorgängen, bei der der Erfolg jeder Phase direkt das Überleben der nächsten bestimmt. Von der anfänglichen Abtrennung am Bohrlochkopf bis zur tiefen kryogenen NGL-Gewinnung ist die Aufrechterhaltung einer strengen thermodynamischen, chemischen und metallurgischen Kontrolle die einzige Möglichkeit, die Pipelinespezifikationen zu erfüllen und die Gesamtrentabilität der Anlage zu maximieren.
Sicherung der Anlagenzuverlässigkeit mit überlegener Trockenmitteltechnologie
JALON verfügt über mehr als zwei Jahrzehnte Erfahrung in der Herstellung von Materialien, die diese extremen Prozesse erst möglich machen. Unsere Hochleistungs-Zeolith-Molekularsiebe sind auf maximale Bruchfestigkeit, extrem niedrige Abriebraten und extreme Tiefenentwässerung ausgelegt, um sicherzustellen, dass Ihre kryogenen Prozesse kontinuierlich ablaufen, ohne dass die Gefahr des Einfrierens von Hydraten oder eines kostspieligen Bettenabbaus besteht.