Ein umfassender Leitfaden für Biogasreinigungs- und -aufbereitungsstandards
Mit der Beschleunigung der globalen Energiewende ist die Umwandlung von organischen Abfällen in wertvolle erneuerbare Energie zu einem zentralen Thema für Industrie und Kommunen geworden. Das bei der anaeroben Vergärung erzeugte Rohgas ist jedoch noch lange kein fertiges Produkt. Um sein volles kommerzielles Potenzial auszuschöpfen - sei es für die Stromerzeugung vor Ort, die Einspeisung in das nationale Gasnetz oder die Nutzung als grünes chemisches Ausgangsmaterial - muss das Rohgas einer strengen Behandlung unterzogen werden. Dieser umfassende Leitfaden befasst sich mit den entscheidenden Unterschieden zwischen der Reinigung und Aufbereitung von Biogas, untersucht den gesamten Prozessablauf, vergleicht die wichtigsten Trenntechnologien und skizziert die wesentlichen Qualitätsstandards, die für verschiedene hochwertige Anwendungsszenarien erforderlich sind.
Biogasaufbereitung vs. Biogasveredelung: Die wichtigsten Unterschiede
In der Biogasbranche werden die Begriffe "Reinigung" und "Aufbereitung" häufig, jedoch fälschlicherweise, synonym verwendet. Das Verständnis des grundlegenden Unterschieds zwischen diesen beiden Verfahren ist der entscheidende erste Schritt bei der Planung einer technisch machbaren und wirtschaftlich rentablen Gasaufbereitungsanlage. Es handelt sich um zwei völlig unterschiedliche technische Ziele innerhalb derselben Produktionspipeline.
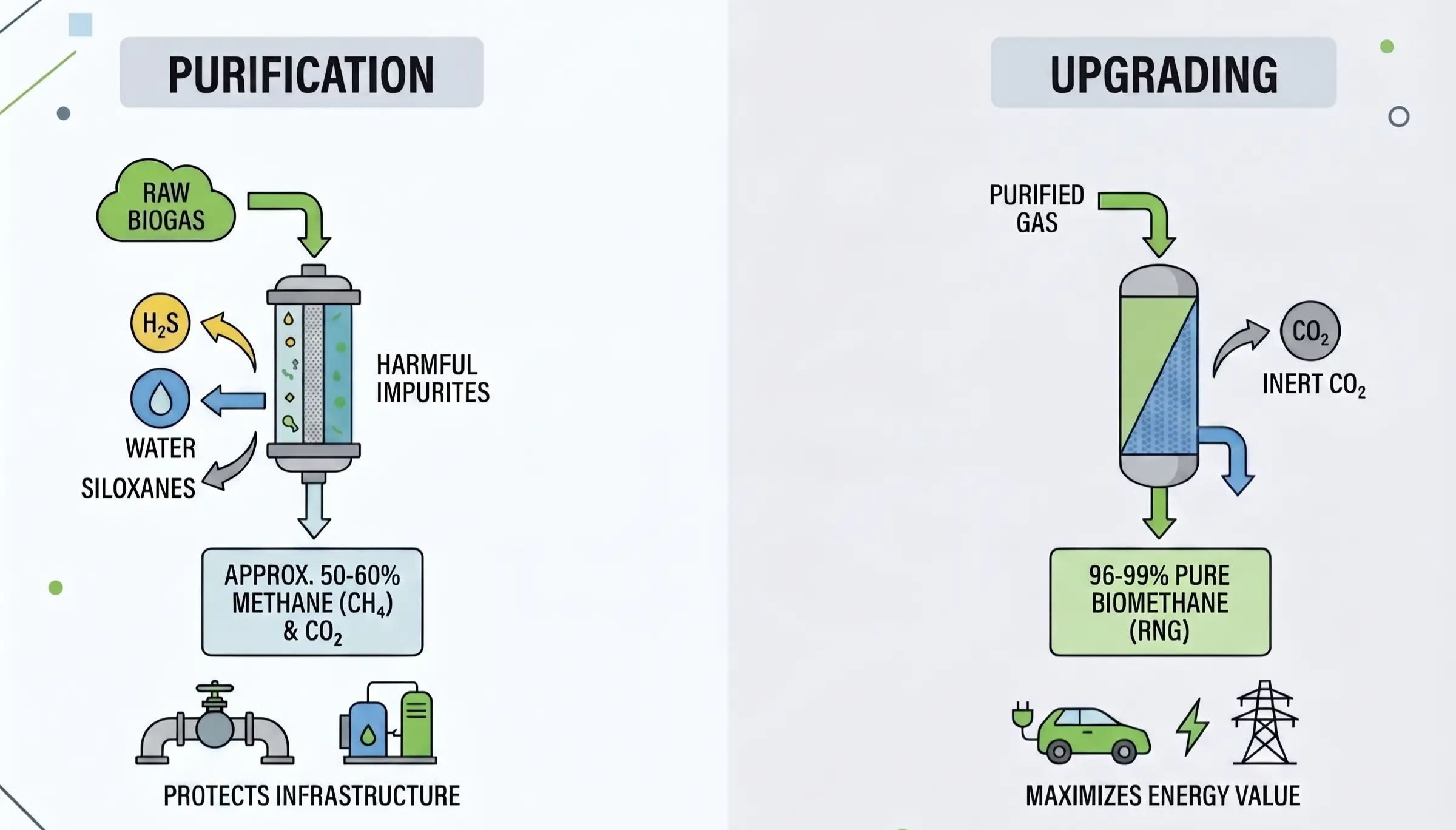
Biogas-Reinigung: Schutz der Infrastruktur
Das Hauptziel der Biogasreinigung ist streng defensiv. Es geht darum, zerstörerische und toxische Spurenverunreinigungen aus dem Rohbiogas zu entfernen. Zu diesen Verunreinigungen gehören vor allem Schwefelwasserstoff (H2S), Wasserdampf (Feuchtigkeit), Siloxane, Ammoniak (NH3), und verschiedene flüchtige organische Verbindungen (VOC). Bleiben diese Elemente unbehandelt, korrodieren sie schnell die nachgeschalteten Rohrleitungen, zerstören Verbrennungsmotoren und vergiften die empfindlichen Materialien, die in den nachfolgenden Verarbeitungsstufen verwendet werden.
Es ist wichtig zu beachten, dass die Reinigung nicht das Primärenergieprofil des Gases erheblich verändern. Das Verfahren ist darauf ausgerichtet, die schädlichen Mikrokomponenten zu entfernen. Daher wird nach der Reinigungsstufe das Methan (CH4)-Konzentration bleibt weitgehend auf ihrem ursprünglichen, rohen Niveau - typischerweise zwischen 50% und 60% -, wobei der Rest weiterhin hauptsächlich aus Kohlendioxid (CO2).
Aufbereitung von Biogas: Maximierung des Energiewerts
Die Biogasaufbereitung ist die nachfolgende, wertschöpfende Phase. Nachdem das Gas gründlich gereinigt und stabilisiert wurde, konzentriert sich der Aufbereitungsprozess auf die Abtrennung und Entfernung des Kohlendioxids (CO2). Da CO2 ein inertes Gas ist, das nicht brennt, verdünnt seine Anwesenheit die Energiedichte des Gemischs erheblich.
Durch die Abtrennung des CO2Durch den Aufbereitungsprozess wird das verbleibende Methan drastisch konzentriert. Das Endprodukt dieser Stufe wird gemeinhin als Biomethan oder erneuerbares Erdgas (RNG) bezeichnet. Durch die Aufbereitung wird die Methankonzentration von ursprünglich 50-60% auf 96%, 98% oder sogar über 99% erhöht, je nach eingesetzter Technologie und den geforderten Endverwendungsstandards. Dieses hochreine Biomethan ist chemisch identisch mit fossilem Erdgas und ermöglicht erstklassige kommerzielle Anwendungen.
Anwendungsszenarien und entsprechende Qualitätsstandards
Der vorgesehene Verwendungszweck des behandelten Gases bestimmt die gesamte technische Auslegung der Anlage. Verschiedene kommerzielle Anwendungen erfordern sehr unterschiedliche Reinheitsgrade des Gases, und die Kenntnis dieser strengen Qualitätsstandards ist für die Einhaltung der Vorschriften und den finanziellen Erfolg des Projekts von größter Bedeutung.
Gereinigtes Biogas für die KWK-Erzeugung vor Ort
Die traditionellste und einfachste Anwendung für aufbereitetes Biogas ist die Strom- und Wärmeerzeugung vor Ort. In diesem Szenario benötigt die Anlage nur eine robuste BiogasreinigungsanlageAufwertung (CO2 Entfernung) ist völlig unnötig und würde eine vergeudete Investition darstellen.
Das gereinigte Gas wird direkt in Verbrennungsmotoren mit Kraft-Wärme-Kopplung (KWK) eingespeist. Diese Motoren können zwar problemlos mit dem niedrigeren Heizwert umgehen, der durch den 40% CO2 Gehalt sind sie sehr empfindlich gegenüber korrosiven Elementen. Daher schreiben die Motorenhersteller strenge "Motorgrenzwerte" vor, die eingehalten werden müssen, um Garantien zu gewährleisten und die Langlebigkeit des Motors sicherzustellen:
- Schwefelwasserstoff (H2S): In der Regel verlangen die großen Motorenhersteller (wie Jenbacher oder Caterpillar) H2S-Gehalte müssen strikt unter 200 ppm liegen, wobei einige Modelle mit hohem Wirkungsgrad Werte unter 50 ppm verlangen, um die Bildung von Schwefelsäure im Motoröl zu verhindern.
- Siloxane: Dies sind wohl die gefährlichsten Verunreinigungen für KWK-Anlagen. Bei der Verbrennung oxidieren Siloxane zu Siliziumdioxid (im Wesentlichen mikroskopisch kleine Sand-/Glaspartikel), das die Zündkerzen aggressiv beschichtet und die Zylinderlaufbuchsen beschädigt. Die Grenzwerte für Siloxane in Motoren sind außerordentlich streng und erfordern oft Konzentrationen unter 5 bis 10 mg/Nm³.
- Luftfeuchtigkeit: Die relative Luftfeuchtigkeit muss in der Regel auf unter 80% gesenkt werden, um Kondensation im Gaszug und in den Ansaugrohren des Motors zu verhindern.
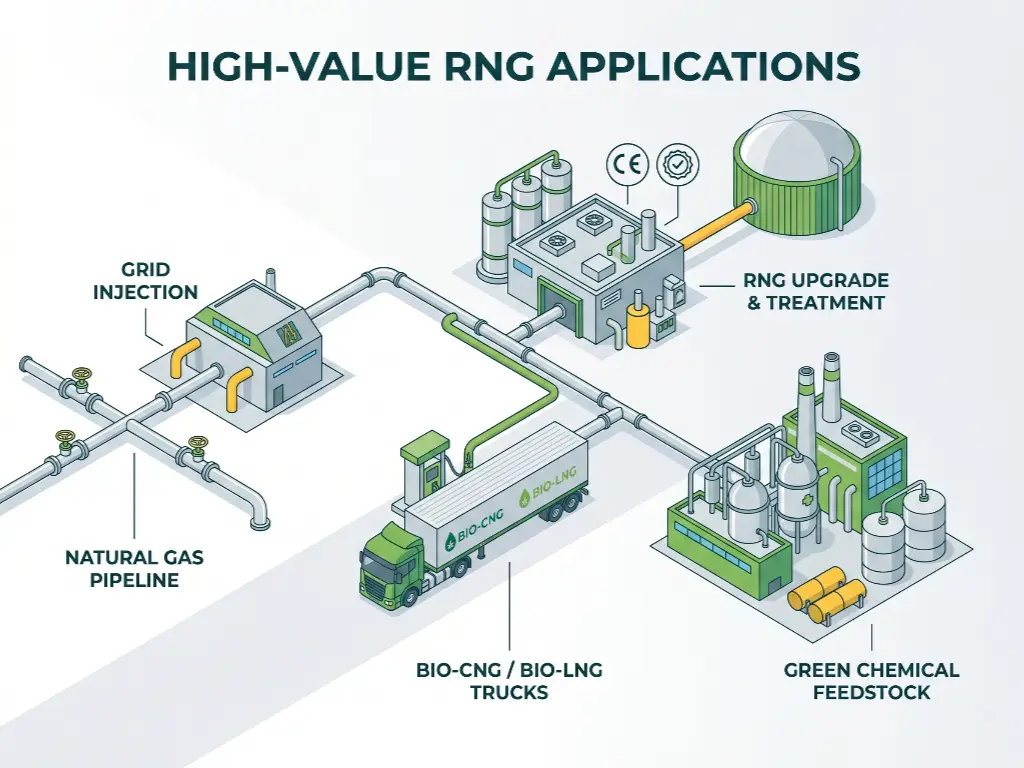
Biomethan für Netzeinspeisung, Transport und grüne Chemikalien
Wenn die kommerzielle Strategie zum Verkauf des Gases auf dem freien Markt übergeht, muss das Biogas vollständig aufbereitet werden, um zu Biomethan (RNG) zu werden. Für RNG gibt es drei hochwertige Anwendungsszenarien: die Einspeisung in das öffentliche Erdgasnetz, die Nutzung als Kraftstoff (Bio-CNG/LNG) und die Verwendung als Ausgangsstoff für grüne Chemikalien.
Überregionale Rasterstandards
Die Einspeisung von RNG in öffentliche Versorgungsnetze ist stark reguliert, um die Sicherheit und die Kompatibilität der Geräte zu gewährleisten. Die Normen sind je nach Region sehr unterschiedlich:
- Europa: Die Norm EN 16723-1 regelt die Netzeinspeisung in vielen europäischen Ländern. Sie schreibt strenge Parameter für den Wobbe-Index (ein Maß für die Austauschbarkeit des Gases und die Bereitstellung von Wärmeenergie) vor und verlangt stabile Brennwerte. Außerdem werden der Sauerstoffgehalt (häufig < 0,5%) und die Schwefelverbindungen streng begrenzt, um eine Beeinträchtigung des Leitungsnetzes zu verhindern.
- Nord-Amerika: In den USA gibt es keinen einzigen nationalen Standard; stattdessen müssen die RNG-Produzenten die spezifischen Pipeline-Spezifikationen einhalten, die von den lokalen Versorgungsunternehmen (z. B. SoCalGas, PG&E) vorgegeben werden. Um sich für lukrative Umweltgutschriften wie RINs (Renewable Identification Numbers) im Rahmen der EPA-Norm für erneuerbare Kraftstoffe zu qualifizieren, muss zudem der gesamte Weg vom Ausgangsmaterial bis zur endgültigen Methanreinheit genauestens dokumentiert und überprüft werden.
Anwendungsübergreifende Standards
Abgesehen von den regionalen Unterschieden diktiert der physische Zustand des Endprodukts bestimmte Betriebsschwellen:
- Netzeinspeisung (Pipeline-Gas): Der Schwerpunkt liegt auf dem Wobbe-Index, der sicherstellt, dass die Verbrauchergeräte den Kraftstoff sicher verbrennen, wenn sich das Biomethan mit fossilem Erdgas vermischt, ohne dass das Luft-Kraftstoff-Verhältnis angepasst werden muss.
- Kraftstoff für den Verkehr (Bio-CNG/LNG): Wenn RNG auf über 200 bar (CNG) komprimiert oder auf -162°C (LNG) kryogen eingefroren wird, werden die Feuchtigkeitsgrenzen extrem. Der Wassertaupunkt muss drastisch gesenkt werden (oft auf -40 °C oder darunter), um zu gewährleisten, dass sich keine Eiskristalle bilden, die Hochdruckventile blockieren oder kryogene Wärmetauscher zerstören könnten.
- Grünes chemisches Ausgangsmaterial: Ein aufstrebender und äußerst lukrativer Markt ist die Verwendung von RNG zur Herstellung von grünem Methanol, grünem Ammoniak oder hochreinem Wasserstoff. In der chemischen Synthese gehen die Standards über die grundlegenden Verbrennungsanforderungen hinaus. Chemische Katalysatoren sind sehr anfällig für Vergiftungen. Daher verlangen die Normen für Biomethan in chemischer Qualität eine Toleranz von nahezu Null für bestimmte Spurenelemente, insbesondere Schwefelverbindungen, Halogene und Sauerstoff, die oft im einstelligen ppb-Bereich (parts per billion) gemessen werden.
Der gesamte Prozessablauf der Biogasaufbereitung
Die Umwandlung von organischen Rohabfällen in Biomethan in Pipelinequalität ist ein mehrstufiges technisches Unterfangen. Während die eingesetzten Technologien variieren können, folgt eine standardisierte Aufbereitungsanlage durchgängig einem vierstufigen Prozessablauf.
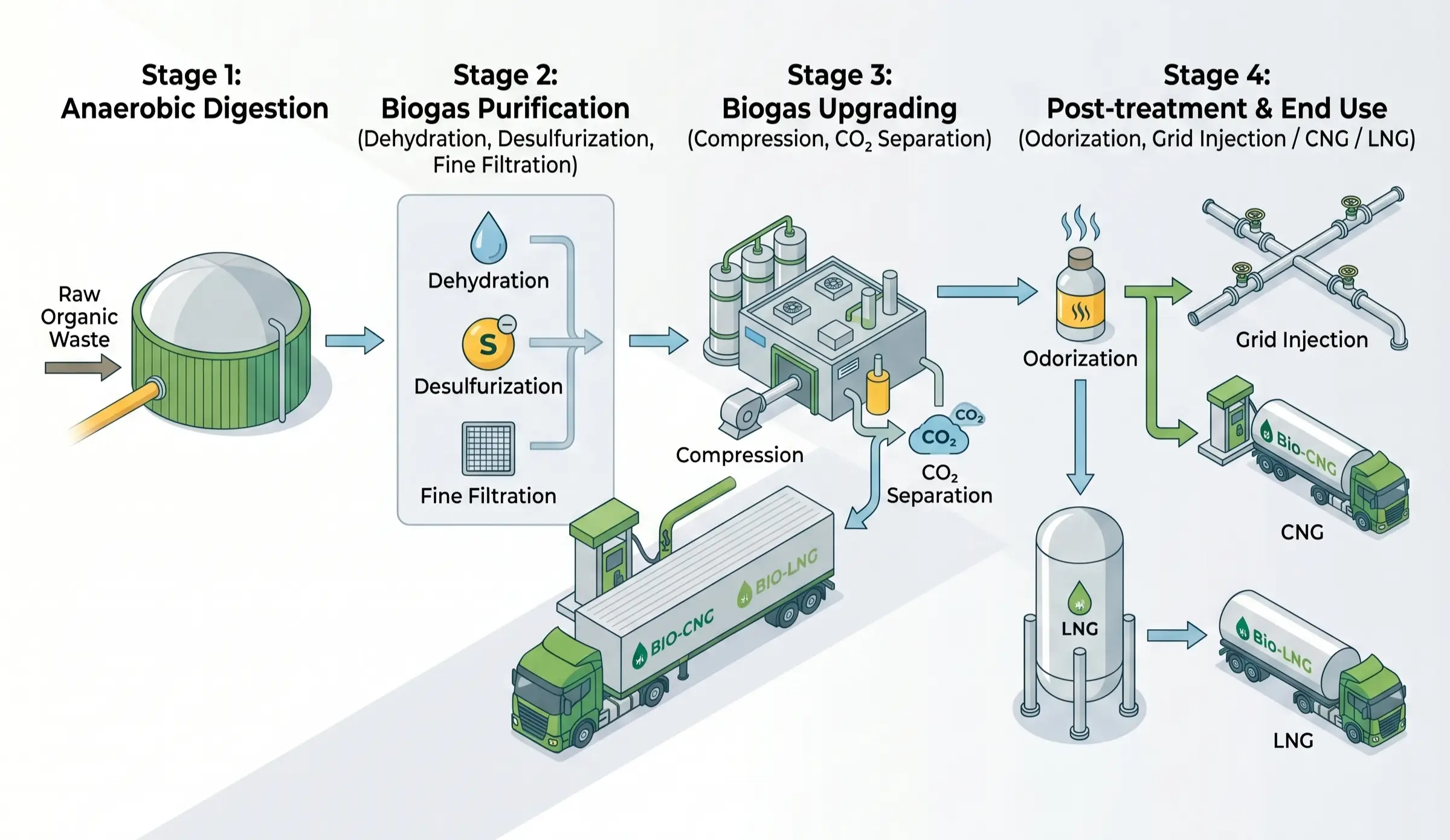
Stufe 1: Quellenerzeugung (anaerobe Vergärung)
Die Reise beginnt mit der Aufnahme von Rohstoffen, zu denen landwirtschaftliche Rückstände, Viehdung, kommunale Lebensmittelabfälle oder organische Industrieabwässer gehören können. Diese Materialien werden in große, abgedichtete anaerobe Fermenter geleitet. In Abwesenheit von Sauerstoff bauen komplexe mikrobielle Gemeinschaften die organischen Stoffe über mehrere Wochen ab.
Das resultierende Ergebnis ist Rohbiogas. In diesem Ausgangszustand ist das Gas sehr flüchtig und unbehandelt. Es tritt normalerweise bei einer Temperatur zwischen 30°C und 50°C aus und ist 100% mit Wasserdampf gesättigt. Chemisch gesehen besteht es aus 50-60% Methan (CH4) und 30-45% Kohlendioxid (CO2), stark belastet mit hochkorrosivem Schwefelwasserstoff (H2S), Spuren von Staubpartikeln und Siloxanen.
Stufe 2: Biogasreinigung (Beseitigung von Verunreinigungen)
Bevor eine weitergehende Verarbeitung erfolgen kann, muss das Gas stabilisiert werden. Durch die Verwendung geeigneter Biogas-ReinigungsverfahrenIn der Reinigungsphase werden drei kritische Verteidigungsschritte durchgeführt:
- Kondensation (Dehydratation): Das heiße Rohgas wird durch unterirdische Rohrleitungen oder spezielle Kaltwasserwärmetauscher geleitet. Wenn die Temperatur sinkt, kondensiert der Wasserdampf in flüssiger Form und wird physisch aus dem System abgeleitet. Dies verhindert Staunässe und Korrosion in den nachgeschalteten Leitungen.
- Entschwefelung: Das Gas wird in Entschwefelungsbehältern entschwefelt, um das tödliche H2S. Je nach Maßstab und H2S-Belastung setzen die Betreiber biologische Wäscher (mit speziellen schwefelfressenden Bakterien), chemische Wäscher (mit alkalischen Lösungen) oder Trockenbett-Entschwefelungsmedien (wie Eisenschwamm oder Eisenoxidpellets) ein, um das saure Gas zu neutralisieren.
- Polieren: Schließlich durchläuft das Gas Aktivkohlefilter im Tiefenbett. In diesem entscheidenden Reinigungsschritt werden flüchtige organische Verbindungen (VOC), restlicher Mikrostaub und die äußerst schädlichen Siloxane zurückgehalten.
Stufe 3: Aufbereitung von Biogas (CO2 Abtrennung)
Nachdem das Gas nun sauber und trocken ist, wird es zur Aufbereitungsanlage transportiert, wo das Kohlendioxid entfernt wird. Diese Stufe der Aufbereitung von Biogas zu Biomethan ist für die finanzielle Wertsteigerung des Endprodukts verantwortlich.
- Kompression und tiefe Dehydrierung: Aufbereitungstechnologien arbeiten mit erhöhtem Druck. Das gereinigte Gas wird in hochwertige Kompressoren geleitet, die den Druck in der Regel auf 10-16 bar (oder mehr) erhöhen. Da die Verdichtung das Risiko der Kondensation erhöht, wird das Gas durch hochentwickelte Trockenmittelbetten (wie Molekularsiebe) geleitet, um eine extreme Taupunktunterdrückung zu erreichen und sicherzustellen, dass das Gas knochentrocken ist.
- Kern-CO2 Abtrennung: Das Hochdruckgas wird in die Kernaufbereitungsanlage geleitet. Unter Verwendung fortschrittlicher physikalischer oder chemischer Prinzipien - wie Membrantrennung, Druckwechseladsorption (PSA) oder Aminwäsche - wird das CO2 Moleküle werden isoliert und abgeleitet (oder für andere Zwecke aufgefangen). Das resultierende Gas ist hochreines Biomethan mit einer Methankonzentration von 95%, 98% oder >99%, je nach Technologie.
Phase 4: Nachbehandlung und Endnutzung
Das hochreine Biomethan muss vor dem kommerziellen Vertrieb noch aufbereitet werden. Da reines Biomethan völlig geruchs- und farblos ist, stellt es im Falle eines Lecks ein großes Sicherheitsrisiko dar. Daher wird das Gas, wenn es für das öffentliche Netz bestimmt ist, einer genauen Dosierung und Odorierung unterzogen, d. h. der Einspritzung von deutlich riechenden Mercaptanen oder Tetrahydrothiophen (THT), um die Sicherheitsvorschriften zu erfüllen.
Das endgültige Routing hängt vom Geschäftsmodell ab: Es wird entweder weiter zu CNG für spezielle Fahrzeugflotten verdichtet, kryogenisch zu LNG für den Schwerlastverkehr verflüssigt oder auf den Pipelinedruck für die direkte Netzeinspeisung geregelt.
Kerntechnologien zur Biogasaufbereitung: Ein umfassender Vergleich
Das Herzstück einer Biomethananlage ist die CO2 Trenntechnik. Die Auswahl des richtigen Mechanismus ist eine komplexe technische Entscheidung, bei der Reinheitsanforderungen, Energieverfügbarkeit und Kapitalaufwand abgewogen werden müssen. Im Folgenden finden Sie eine detaillierte Aufschlüsselung der vier wichtigsten Technologien zur Biogasaufbereitung die derzeit auf dem Weltmarkt tätig sind.
- Wasserreinigung (physikalische Absorption): Dies ist eine der ältesten und robustesten Veredelungstechnologien. Ihr Funktionsprinzip beruht auf der physikalischen Tatsache, dass CO2 ist in Wasser wesentlich besser löslich als Methan. In einem Waschturm wird das Rohbiogas unter hohem Druck am Boden eingespritzt, während frisches oder regeneriertes Wasser von oben stark eingesprüht wird. Durch diesen Gegenstromkontakt absorbiert das Wasser aggressiv das CO2 (und Rest-H2S). Das gereinigte Methan, das sich nicht auflöst, tritt sicher am oberen Ende der Säule aus. Das Verfahren ist zwar mechanisch einfach und sehr unempfindlich gegenüber Verunreinigungen, aber es beruht auf Wasserwäsche für die Biogasaufbereitung erfordert große Wassermengen und viel Strom für die Wasserumwälzpumpen.
- Chemische Absorption (Aminwäsche): Im Gegensatz zur Wasserwäsche, die auf einer physikalischen Lösung beruht, wird bei der Aminwäsche eine reversible chemische Reaktion eingesetzt. Das Biogas wird durch ein flüssiges Lösungsmittel geleitet - in der Regel eine Alkanolaminlösung (wie MEA oder DEA). Das Amin verbindet sich chemisch mit dem CO2 Moleküle mit extremer Effizienz, so dass praktisch reines Methan durchgelassen wird. Das "reiche" Lösungsmittel, das nun mit CO2wird dann in eine Stripperkolonne geleitet, wo es drucklos gemacht und starker Hitze ausgesetzt wird (in der Regel über 120 °C). Durch diese Hitze wird die chemische Bindung gebrochen, so dass das CO2 und die Regeneration des Aminlösungsmittels zur kontinuierlichen Wiederverwendung. Das Verfahren liefert die höchste Methanreinheit, ist aber vollständig auf eine billige, reichlich vorhandene Wärmeenergiequelle angewiesen.
- Druckwechseladsorption (PSA): Der Prozess der psa-Biogasaufbereitung ist eine Trockentechnologie, die sich auf fortschrittliche poröse feste Materialien wie Kohlenstoffmolekularsiebe oder Zeolith-Molekularsiebe. Diese Siebe haben mikroskopisch kleine Poren, die auf bestimmte Molekülgrößen zugeschnitten sind. Unter hohem Druck können die kleineren CO2 Moleküle werden in die Poren des Siebs gepresst und eingeschlossen (adsorbiert), während die größeren CH4 Moleküle die Siebstruktur umgehen. Sobald das Sieb gesättigt ist, lässt das System den Druck fallen (der "Swing"), wodurch das Sieb das CO2 zum Abgas. PSA-Systeme verwenden in der Regel vier bis sechs miteinander verbundene Adsorptionsbetten, die zwischen Adsorptions- und Desorptionsphasen wechseln, um einen kontinuierlichen, ununterbrochenen Strom von hochreinem Produktgas zu gewährleisten.
- Membrantrennung: Aufgrund ihrer Modularität ist dies derzeit die am schnellsten wachsende Aufrüstungstechnologie. Es werden speziell entwickelte Polymer-Hohlfasermembranen verwendet. Das Prinzip basiert auf der selektiven Permeabilität, die durch den Partialdruck gesteuert wird. Das Biogas wird unter hohem Druck durch Tausende von mikroskopisch kleinen Membranröhren gepresst. Da CO2 Moleküle kleiner und "schneller" sind, durchdringen sie die Membranwände schnell und werden verbraucht. Die größeren, "langsameren" CH4 Die Moleküle können die Wände nicht ohne weiteres passieren und werden in den Rohren zurückgehalten, wo sie sich auf ihrem Weg durch das Modul konzentrieren. Durch die Anordnung der Membranen in zwei- oder dreistufigen Kaskaden können die Betreiber das Gleichgewicht zwischen Produktreinheit und Methanrückgewinnung fein abstimmen.
Vergleichsmatrix und wichtige Entscheidungsdimensionen
Um eine klare technische Bewertung zu ermöglichen, werden in der folgenden Matrix die wichtigsten Leistungsindikatoren der vier Haupttechnologien verglichen:
| Technologie | Optimaler Bereich der Durchflussrate | Maximale Methanreinheit | Methanschlupf (Verlust) | CAPEX (Erstinvestition) | OPEX-Merkmale (Energienachfrage) |
|---|---|---|---|---|---|
| Schrubben mit Wasser | Mittel bis sehr groß (>1000 Nm³/h) | 97% - 98% | 1% - 2% | Mäßig | Hoher Stromverbrauch (Wasserpumpen); hoher Wasserverbrauch. |
| Aminwäsche | Groß bis sehr groß (>1500 Nm³/h) | > 99,9% | < 0,1% (Vernachlässigbar) | Hoch | Sehr hohe thermische Energie (Wärme zur Lösungsmittelregeneration); geringer Stromverbrauch. |
| PSA | Mittel bis groß (>500 Nm³/h) | 97% - 98% | 1.5% - 3% | Mäßig bis hoch | Mäßige Elektrizität (Kompression); Erfordert regelmäßigen Medienwechsel. |
| Membrane | Klein bis groß (hochgradig skalierbar) | 97% - 99% | 0,5% - 1,5% | Gering bis mäßig | Hoher Stromverbrauch (erfordert höchsten Speisedruck); regelmäßiger Austausch der Membran. |
Mehrdimensionale Zusammenfassung: Die Matrix zeigt klare Grenzen für den Technologieeinsatz auf. Die Aminwäsche ist die unbestrittene Wahl, wenn ultrahohe Reinheit (>99%) vom Netz vorgeschrieben ist und reichlich Abwärme zur Senkung der Betriebskosten zur Verfügung steht. Die Wasserwäsche ist robust, aber geografisch durch die Wasserverfügbarkeit und Umweltauflagen begrenzt. PSA ist sehr ausgereift und kommt mit variablen Gaszusammensetzungen gut zurecht, allerdings müssen die Betreiber die wirtschaftlichen Auswirkungen des etwas höheren Methanschlupfes berechnen. Die Membrantrennung dominiert den modernen mittelgroßen Markt aufgrund ihrer unübertroffenen Modularität, die es den Landwirten ermöglicht, bei steigender Aufschlusskapazität problemlos weitere Membranen hinzuzufügen, sowie aufgrund ihres relativ einfachen Plug-and-Play"-Betriebs, obwohl sie in hohem Maße auf elektrische Kompressionsenergie angewiesen ist.
Wie Sie das richtige System für Ihre Anlage auswählen
Die Auswahl der optimalen Biogasaufbereitungsanlage geht es nicht darum, die "beste" Technologie zu finden, sondern vielmehr darum, die rentabelste Lösung für Ihre spezifischen Standortbedingungen zu finden. Eine gründliche technisch-wirtschaftliche Bewertung muss mehrere miteinander verflochtene Variablen bewerten.
Überlegungen zur Durchflussrate und zum Ausgangsmaterial
Der Umfang der Rohbiogasproduktion ist oft der entscheidende Faktor. Für kleine bis mittelgroße landwirtschaftliche Projekte (mit einer Rohgaserzeugung von weniger als 500 bis 1000 Nm³/h) wird überwiegend die Membrantrennung bevorzugt. Aufgrund der geringen Investitionskosten und des modularen Aufbaus in Containern ist sie für kleinere Ströme finanziell rentabel. Bei großen kommunalen Kläranlagen oder industriellen Faultürmen (mit einer Produktion von weit über 2000 Nm³/h) hingegen verschieben sich die Größenvorteile drastisch zugunsten von Aminwasch- oder großen Wasserwaschsystemen.
Darüber hinaus bestimmt das Ausgangsmaterial die anfängliche Gaszusammensetzung und damit auch die erforderliche Vorbehandlung. So ist beispielsweise Deponiegas (LFG) bekanntermaßen schwierig zu verarbeiten, da die undichte Beschaffenheit von Deponien den Luftsauerstoff (O2) und Stickstoff (N2), die das Gas stark verunreinigen. Da es für Membranen schwierig ist, Stickstoff effizient von Methan abzutrennen (da ihre Molekülgrößen sehr ähnlich sind), sind fortschrittliche PSA-Systeme, die mit speziellen stickstoffabweisenden Molekularsieben ausgestattet sind, oft der einzige gangbare technologische Weg für LFG-Aufbereitungsprojekte.
CAPEX, OPEX, und Methanschlupf
Ein fataler Fehler bei der Projektplanung ist die ausschließliche Konzentration auf die anfänglichen Investitionsausgaben (CAPEX). Bei einem Biomethanprojekt mit einer Lebensdauer von 15 bis 20 Jahren werden die Betriebskosten (OPEX) die anfänglichen Hardwarekosten um ein Vielfaches übersteigen. Die Betreiber müssen die örtlichen Versorgungstarife genau kalkulieren: In einer Region mit billigem Strom, aber teurem Erdgas werden Membranen bevorzugt, während an einem Standort mit kostenloser thermischer Abwärme praktisch ein Amin-System erforderlich ist.
Ebenso kritisch ist die finanzielle Bewertung des "Methanschlupfs". Der Methanschlupf bezieht sich auf den geringen Prozentsatz an wertvollem CH4 das mit dem CO entweicht2 Abgase während des Abscheidungsprozesses. Wenn eine Anlage 1.000 Kubikmeter Methan pro Stunde produziert, bedeutet ein 2%-Schlupf 20 Kubikmeter verlorenes Produkt jede einzelne Stunde, rund um die Uhr. Über ein Jahrzehnt hinweg entspricht dies massiven direkten Einnahmeverlusten. Da Methan außerdem ein starkes Treibhausgas ist (mehr als 25 Mal stärker als CO2), werden hohe Schlupfraten im Rahmen der modernen Kohlenstoffbuchhaltung mit empfindlichen finanziellen Strafen belegt, was dazu führen kann, dass das Projekt keine hochwertigen Umweltgutschriften erhält.
Wichtige Überlegungen zur Wartung und zum Betrieb
Selbst die ausgefeilteste Aufbereitungsanlage wird finanziell scheitern, wenn die routinemäßige Wartung vernachlässigt wird. Die Gewährleistung einer hohen Anlagenverfügbarkeit (Betriebszeit) erfordert einen proaktiven Ansatz für die betriebliche Instandhaltung sowohl im Reinigungs- als auch im Aufbereitungssegment.
Routinemäßige Wartung für Klärsysteme
Der vordere Teil der Kläranlage trägt die Hauptlast der toxischen Verunreinigungen und erfordert daher die häufigsten physischen Eingriffe. Die Anlagenbetreiber müssen strenge Zeitpläne für den Austausch der Medien aufstellen. Die Eisenoxidpellets in den trockenen Entschwefelungsbetten sind irgendwann vollständig mit Schwefel gesättigt; werden sie nicht ausgetauscht, bevor der Durchbruch erfolgt, wird eine tödliche Welle von H2S in die teuren Aufbereitungskompressoren. Ebenso müssen die zur Siloxanentfernung eingesetzten Tiefbett-Aktivkohlefilter durch regelmäßige Gasprobenahmen überwacht und systematisch ausgetauscht werden. Darüber hinaus sind routinemäßige visuelle und mechanische Inspektionen der Kondensationskühler und automatischen Wasserablassventile erforderlich, um sicherzustellen, dass die Feuchtigkeit ständig aus den Rohgasleitungen abgeleitet wird.
Instandhaltung Aufrüstung der Ausrüstung
Die Wartung in der Aufbereitungsabteilung ist im Allgemeinen vorausschauender und konzentriert sich auf rotierende Ausrüstung und langfristige Verschlechterung. Unabhängig von der Technologie sind die Hochdruck-Gaskompressoren das Herzstück der Anlage. Sie erfordern eine strikte Einhaltung der Ölwechselintervalle, Schwingungsüberwachung und Lagerinspektionen.
Bei bestimmten Technologien verlagert sich der Schwerpunkt: Membransysteme erfordern eine ständige Überwachung der Speisegasfiltration (Koaleszenzfilter), um sicherzustellen, dass keine Öltröpfchen oder flüssiges Wasser in die Polymere gelangen, was zu irreversiblem Membranfouling führen würde. Die Betreiber müssen die Permeationseffizienz über Jahre hinweg verfolgen, um einen eventuellen Austausch der Membranmodule einplanen zu können. Bei Aminsystemen müssen Chemieingenieure das Lösungsmittel regelmäßig auf Wärmeabbau und korrosive Schaumbildung prüfen und bei Bedarf Antischaummittel und frisches Amin zugeben. Bei PSA-Systemen muss die Ventilsteuerung einwandfrei kalibriert werden, und die pneumatischen Ventile selbst müssen gewartet werden, um Drucklecks zu vermeiden, die die Trennleistung zerstören würden.
Sichern Sie die Effizienz Ihrer Biogasanlage
Im Prozess der Biogasaufbereitung - insbesondere bei PSA-Verfahren und der Tiefenentwässerung - bestimmen die Adsorptionskapazität und die Brechkraft von Hochleistungsmolekularsieben direkt die Methangewinnungsrate und die langfristige Betriebsstabilität Ihres Systems. Als Originalhersteller mit über 22 Jahren Erfahrung in der Branche, JALON liefert hochgradig maßgeschneiderte, hochwertige Molekularsiebe und aktivierte Aluminiumoxid-Trockenmittel, die eine kontinuierliche, ultrahochreine Gasproduktion gewährleisten.