Technologie et procédé d'hydrocraquage : comment les raffineries modernes transforment le pétrole lourd en carburants à forte valeur ajoutée
Qu'est-ce que l'hydrocraquage et quelle est sa place dans la raffinerie ?
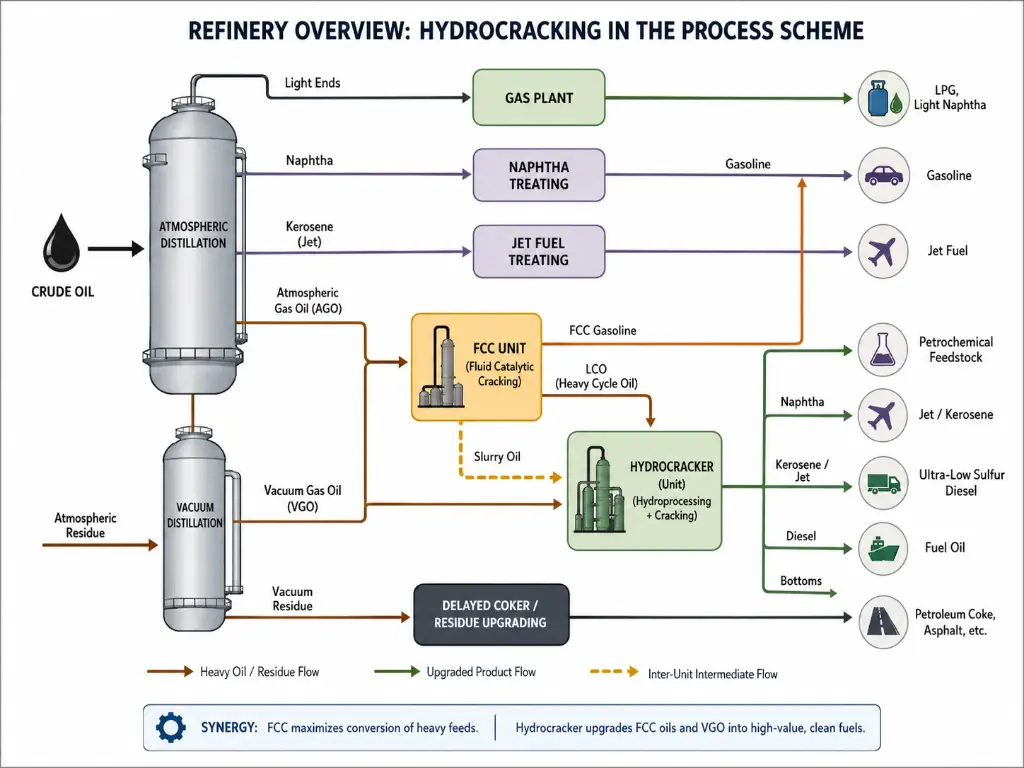
Une raffinerie fonctionne comme une usine de tri et de valorisation. Le pétrole brut y entre par un bout, et toute une gamme de produits — essence, diesel, kérosène, matières premières pétrochimiques — en sort par l'autre. Les unités de distillation atmosphérique et sous vide se chargent du tri : elles séparent le pétrole brut en fractions en fonction de leur point d'ébullition. Mais le tri seul ne permet pas de tirer pleinement parti de la valeur du pétrole. Les fractions lourdes qui sortent du bas des tours de distillation — gazoles et résidus — sont trop volumineuses, trop aromatiques et trop contaminées pour être vendues comme produits haut de gamme.
C'est là qu'intervient l'hydrocraquage.
L'hydrocraquage est un procédé d'hydrogénation catalytique qui permet de craquer des molécules d'hydrocarbures lourdes en produits plus légers et de plus grande valeur. Contrairement au simple craquage thermique, il se déroule dans un environnement riche en hydrogène sous haute pression, rompant simultanément les liaisons carbone-carbone et saturant les fragments en hydrogène. Il en résulte une gamme de produits dominée par les distillats moyens — diesel, kérosène et fioul domestique — qui sont plus propres, plus stables et plus rentables que la charge d'alimentation qui est entrée dans l'unité.
Dans le schéma de flux de la raffinerie, l'hydrocraqueur est situé en aval de la distillation et en amont du mélange des produits. Il complète le craqueur catalytique fluide (FCC) : le FCC transforme les gazoles en essence grâce à un mécanisme de rejet du carbone, tandis que l'hydrocraqueur traite les charges plus aromatiques et réfractaires qui résistent au craquage du FCC — y compris le sous-produit de l'huile de cycle léger (LCO) que le FCC produit lui-même. Ensemble, ces deux unités de conversion constituent l'épine dorsale d'une raffinerie moderne à haut rendement.
Pourquoi l'hydrocraquage est-il devenu indispensable ? Trois facteurs se conjuguent. Premièrement, les réglementations environnementales exigent des carburants à très faible teneur en soufre — et l'environnement riche en hydrogène de l'hydrocraquage permet de réduire les teneurs en soufre et en azote à des niveaux inférieurs à 10 ppm. Deuxièmement, la composition des bruts mondiaux s'alourdit, ce qui entraîne un afflux accru de matières résiduelles vers les unités de conversion des raffineries. Troisièmement, la demande en distillats moyens — en particulier le diesel dans les économies émergentes et le kérosène pour le transport aérien en pleine expansion — continue d'augmenter, et l'hydrocraquage est le moyen le plus efficace de les produire.
Mais qu'est-ce qui entre réellement dans un hydrocraqueur ? Cette question s'avère plus complexe qu'il n'y paraît.
Matières premières : que contient un hydrocraqueur ?
Le principal atout de l'hydrocraqueur réside dans la polyvalence de ses charges d'alimentation, mais cette polyvalence a des implications techniques. Chaque type de charge nécessite des configurations de procédé, des catalyseurs et des stratégies d'exploitation spécifiques. Il est donc essentiel de bien cerner le paysage des charges d'alimentation avant de se plonger dans le procédé lui-même.
La charge la plus légère couramment utilisée dans les hydrocraqueurs est le gazole léger de distillation directe (LGO), dont le point d'ébullition se situe entre environ 200 et 370 °C, le gazole sous vide (VGO) représentant la majeure partie des charges commerciales. Ces flux sont relativement propres — à faible teneur en soufre et en azote — et peuvent être traités dans une configuration à un seul étage avec une consommation d'hydrogène modérée. À l'opposé, les résidus sous vide — les matières restantes après la distillation sous vide, dont le point d'ébullition est supérieur à 565 °C — contiennent des concentrations élevées de métaux (nickel, vanadium), d'asphaltènes et d'aromatiques polycycliques qui désactiveraient rapidement un catalyseur à lit fixe classique. Le traitement des résidus nécessite une technologie de réacteur à lit bouillant ou à lit fluidisé, où le catalyseur peut être ajouté et retiré en continu.
La plupart des hydrocracteurs commerciaux fonctionnent dans une fourchette intermédiaire. La charge principale est le gazole sous vide (VGO), dont le point d'ébullition se situe généralement entre 350 et 565 °C. Selon la source de brut, le VGO peut contenir entre 0,5 et 4 % en poids de soufre et entre 500 et 3 000 ppm d'azote — et c'est l'azote qui pose le problème le plus insidieux. Les composés azotés organiques, même en quantités infimes, sont des poisons puissants pour les sites acides du catalyseur d'hydrocraquage. C'est pourquoi chaque hydrocraqueur, quelle que soit sa configuration, commence par une étape de prétraitement.
| Type de matière première | Source type | Intervalle d'ébullition | Défi majeur | Procédé adapté |
|---|---|---|---|---|
| LGO/VGO en ligne | Distillation atmosphérique/sous vide | 350–565 °C | La teneur en S et en N varie selon le brut | En une ou deux étapes |
| Huile pour cycles légers (LCO) | Sous-produit de la FCC | 220–350 °C | Teneur élevée en composés aromatiques (60–80%), difficile à craquer | À deux étages avec H₂ à haute pression |
| Gazole Coker | Cokéfaction retardée | 350–520 °C | Teneur élevée en soufre, azote et oléfines ; instable | En deux étapes avec prétraitement |
| Résidus atmosphériques | Résidus de distillation atmosphérique | 565 °C et plus | Métaux, asphaltènes, haute viscosité | Lit fluidisé / Suspension |
| Résidus sous vide | Résidus de distillation sous vide | 565 °C et plus | Métaux extrêmes + asphaltènes | Lit fluidisé / Boue uniquement |
Les exigences en matière de prétraitement mènent tout naturellement au processus lui-même. Chaque hydrocraqueur, de la plus simple unité à un seul étage à l'installation la plus complexe de valorisation des résidus, suit une séquence logique d'étapes qui transforme une charge lourde contaminée en produits propres et conformes aux spécifications.
Le procédé d'hydrocraquage : une explication étape par étape
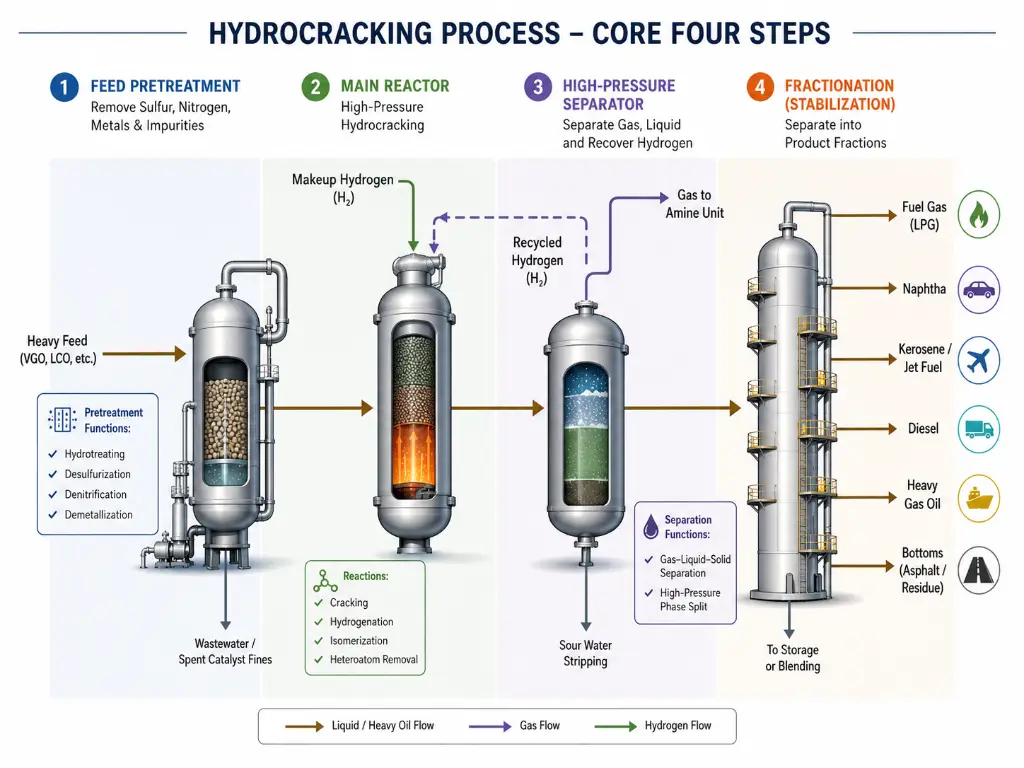
L'hydrocraquage n'est pas une simple réaction se déroulant dans un seul réacteur : il s'agit d'une séquence minutieusement orchestrée comprenant quatre étapes techniques : le prétraitement, la réaction, la séparation et le fractionnement. Chaque étape implique des décisions opérationnelles cruciales qui ont des répercussions en aval, influençant la qualité du produit, la durée de vie du catalyseur et la rentabilité de l'unité.
Prétraitement des aliments : un nettoyage avant le grand jour
Considérez le prétraitement comme le contrôle de sécurité et le point de décontamination situés avant le réacteur principal. Si le soufre, l'azote et les métaux parviennent sans contrôle jusqu'au catalyseur d'hydrocraquage, ils empoisonnent les sites actifs, obstruent les canaux poreux et réduisent la durée de vie du catalyseur de plusieurs années à quelques mois.
Le réacteur de prétraitement fonctionne dans des conditions similaires à celles du réacteur de craquage : à des températures comprises entre 300 et 400 °C et sous des pressions d'hydrogène de 50 à 150 bars. À l'intérieur, un catalyseur CoMo (cobalt-molybdène) ou NiMo (nickel-molybdène) déclenche deux réactions essentielles. L'hydrodésulfuration (HDS) transforme les composés organiques soufrés en sulfure d'hydrogène (H₂S), tandis que l'hydrodénitrogénation (HDN) transforme les composés organiques azotés en ammoniac (NH₃). Les objectifs à la sortie de la section de prétraitement sont stricts : une teneur en soufre inférieure à 50 ppm et une teneur en azote inférieure à 10 ppm — les unités à deux étages exigeant souvent une teneur en azote inférieure à 5 ppm pour protéger le catalyseur à base de métaux nobles du deuxième étage. La teneur en azote doit être particulièrement faible, car les espèces azotées organiques neutralisent les sites acides de Brønsted qui pilotent les réactions de craquage en aval (Topsoe, 2004).
La section de réaction : là où se produit la craquage
La charge d'alimentation prétraitée, désormais débarrassée de la plupart des contaminants contenant des hétéroatomes, est mélangée à de l'hydrogène chauffé et comprimé, puis acheminée vers le réacteur d'hydrocraquage — le cœur de l'installation. Il s'agit généralement d'un réacteur à lit fixe à écoulement descendant (type « trickle-flow ») comprenant plusieurs lits catalytiques séparés par des zones de refroidissement permettant de réguler la température.
Ce qui se passe à l'intérieur de la particule de catalyseur constitue le principe chimique fondamental de l'hydrocraquage : le mécanisme bifonctionnel. Chaque particule de catalyseur contient deux types distincts de sites actifs situés à une distance de l'ordre du nanomètre. Les sites métalliques — généralement du nickel-molybdène ou du nickel-tungstène sulfurés dans la plupart des réacteurs, le platine ou le palladium étant réservés aux unités de deuxième étape fonctionnant dans un environnement exempt de soufre — assurent l'hydrogénation et la déshydrogénation. Ils saturent les cycles aromatiques en hydrogène et, surtout, génèrent des intermédiaires oléfiniques réactifs en retirant l'hydrogène des hydrocarbures saturés. Les sites acides — situés sur le support de zéolite ou de silice-alumine amorphe — effectuent le craquage proprement dit par scission β, en rompant les liaisons carbone-carbone dans les intermédiaires oléfiniques pour produire des molécules plus petites.
C'est cette « chorégraphie » à deux sites qui rend l'hydrocraquage sélectif plutôt qu'indiscriminé. Le site métallique active la molécule ; le site acide la coupe à un endroit précis. Les deux doivent être physiquement adjacents à l'échelle nanométrique : une molécule désorbée d'un site métallique doit rencontrer un site acide avant de pouvoir se resaturer, sinon l'occasion de craquer est perdue.
Les conditions de fonctionnement reflètent cet équilibre délicat. Les températures dans le réacteur varient entre 300 et 450 °C, la valeur de consigne exacte étant déterminée par la réactivité de la charge et le taux de conversion visé. Les pressions varient entre 80 et 200 bars : des pressions plus élevées limitent la formation de coke en maintenant une pression partielle d'hydrogène élevée, mais augmentent considérablement les coûts de compression. La vitesse spatiale horaire du liquide (LHSV), généralement comprise entre 0,5 et 2,0 h⁻¹, contrôle le temps de séjour : une LHSV plus faible signifie un craquage plus profond mais un débit plus faible. Le rapport hydrogène/huile, généralement compris entre 1 000 et 2 000 Nm³ d'hydrogène par mètre cube de charge, garantit une disponibilité suffisante d'hydrogène à la surface du catalyseur et aide à dissiper la chaleur exothermique de la réaction (ScienceDirect, 2024).
Le craquage étant un processus fortement exothermique, le contrôle de la température constitue le principal enjeu de sécurité du réacteur. Chaque lit catalytique fait augmenter la température du flux de 10 à 30 °C. Entre les lits, de l'hydrogène froid est injecté pour refroidir le flux — une stratégie de contrôle simple mais rigoureusement calibrée. Si la température d'un lit s'emballe, la vitesse de réaction s'accélère de manière exponentielle, produisant davantage de chaleur, ce qui accélère encore la réaction — une boucle de rétroaction positive pouvant entraîner le frittage du catalyseur ou, dans les cas extrêmes, la rupture de la paroi du réacteur.
La gestion de l'hydrogène : la colonne vertébrale invisible
L'hydrogène représente le principal poste de coût variable d'exploitation d'un hydrocraqueur, et il est tout aussi important de bien le gérer que de bien gérer le catalyseur. Un hydrocraqueur à conversion totale classique consomme entre 250 et 350 Nm³ d'hydrogène par tonne de charge, ce qui en fait le plus gros consommateur d'hydrogène de la raffinerie.
L'hydrogène remplit trois fonctions simultanément : il sert de réactif (en saturant les fragments de craquage et en éliminant les hétéroatomes), de fluide caloporteur (en évacuant la chaleur de réaction de la surface du catalyseur) et d'agent protecteur du catalyseur (en empêchant la formation de coke par neutralisation des précurseurs réactifs du coke). L'hydrogène qui sort du réacteur n'est pas rejeté : il passe par un séparateur haute pression, où il est récupéré, épuré du H₂S et du NH₃, puis recyclé vers l'entrée du réacteur. L'hydrogène d'appoint frais compense la consommation chimique et les pertes par purge. Il est essentiel de maintenir la pureté du gaz de recyclage au-dessus de 90 % d'hydrogène : l'accumulation d'hydrocarbures légers (méthane, éthane) dans la boucle de recyclage abaisse la pression partielle d'hydrogène, ce qui réduit l'activité du catalyseur et accélère sa désactivation.
Séparation et fractionnement : tri des produits
L'effluent du réacteur est un mélange complexe : hydrogène n'ayant pas réagi, gaz hydrocarbures légers (C₁–C₄), liquides de la gamme du naphta, distillats moyens et pétrole non converti. Le tri de ce mélange en produits conformes aux spécifications nécessite deux étapes de séparation successives.
Tout d'abord, le séparateur haute pression récupère le flux de gaz riche en hydrogène par détente pour le recycler. La phase liquide, désormais à plus basse pression, entre dans une colonne de fractionnement où les produits sont extraits en fonction de leur plage d'ébullition : GPL (inférieure à 20 °C), naphta léger (20–80 °C), naphta lourd (80–180 °C), kérosène/carburant pour avions (180–270 °C), diesel (270–370 °C) et huile non convertie (370 °C+). Dans une configuration à deux étages, l’huile non convertie est acheminée vers un réacteur dédié de deuxième étage pour un craquage supplémentaire. Dans une unité à un seul étage, une partie peut être recyclée vers l'entrée du réacteur afin d'augmenter le taux de conversion global, le faisant passer de 40 à 60 % par passage à un total de 70 à 80 %.
Contrôle des processus et sécurité : garantir la stabilité
L'exploitation d'un hydrocraqueur implique la gestion d'un système dans des conditions extrêmes — une pression d'hydrogène de 200 bars à 400 °C — où la marge entre un fonctionnement efficace et une défaillance catastrophique peut être très étroite. Tout hydrocraqueur commercial est équipé d'un système automatique de dépressurisation d'urgence. En cas de dépassement de température ou de perte de confinement, le système évacue le contenu du réacteur vers la torche en 15 à 20 minutes, faisant chuter la pression du système de plus de 200 bars à environ 7 bars (barg) — suffisamment rapidement pour interrompre la réaction avant que des dommages structurels ne surviennent.
Le contrôle de température de routine repose sur le système d'hydrogène de refroidissement inter-lits. L'objectif est de maintenir l'élévation de température à travers chaque lit catalytique en dessous d'environ 20 °C, afin de garantir un fonctionnement stable sans approcher les limites métallurgiques de l'enceinte du réacteur. Les opérateurs surveillent en permanence les profils de température des lits ; l'apparition d'un point chaud dans un lit peut indiquer un phénomène de canalisation, un encrassement du catalyseur ou une distribution inégale du flux — autant de problèmes qui nécessitent une analyse avant qu'ils ne s'aggravent.
Système à un étage ou à deux étages : choisir la bonne configuration
Une fois le déroulement de base du procédé compris, la question suivante se pose : combien d'étapes de réaction l'application nécessite-t-elle ? Le choix entre un hydrocraquage en une seule étape et un hydrocraquage en deux étapes n'est pas une question de « savoir lequel est le meilleur », mais plutôt de choisir la configuration la mieux adaptée à la qualité de la charge d'alimentation, au niveau de conversion visé et à la gamme de produits souhaitée.
Hydrocraquage en une seule étape : la simplicité pour les charges légères
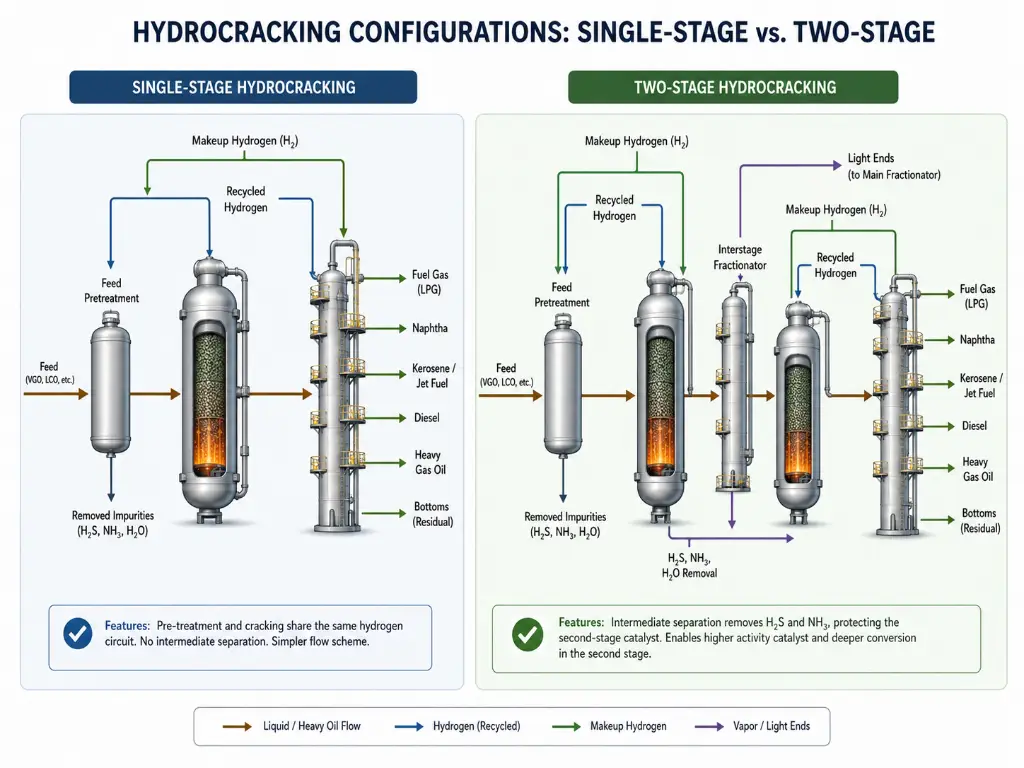
Dans une configuration en une seule étape, le réacteur de prétraitement et le réacteur de craquage partagent une boucle d'hydrogène commune, sans séparation intermédiaire des produits. La totalité de la charge traverse les deux réacteurs en série, et l'effluent combiné est acheminé directement vers la section de séparation.
Cette simplicité se traduit par des coûts d'investissement réduits, un encombrement moindre et un fonctionnement plus simple, ce qui en fait le choix privilégié pour le traitement de charges relativement légères et peu contaminées, telles que le VGO de fractionnement direct issu de bruts à faible teneur en soufre. Le compromis réside dans une conversion limitée : en mode à passage unique, la conversion typique par passage est de 40 à 60 % en volume. Il est possible d’obtenir une conversion plus élevée en recyclant une partie de l’huile non convertie vers l’entrée du réacteur, ce qui porte la conversion globale à 70–80 % par passe, mais le flux de recyclage contient des aromatiques polycycliques non convertis qui s’accumulent dans la boucle et finissent par nécessiter une purge.
Le système catalytique à un seul étage doit fonctionner en présence du H₂S et du NH₃ générés lors du prétraitement. Ces gaz inhibent partiellement les sites de craquage acide, ce qui limite la conversion par passage pouvant être atteinte — mais empêche également le surcraquage en gaz et en coke, offrant ainsi une sélectivité naturelle en faveur des distillats moyens.
Hydrocraquage en deux étapes : une flexibilité maximale pour les charges d'alimentation difficiles
La configuration en deux étapes ajoute une étape cruciale entre les deux phases : la séparation des produits. Une fois que la première étape a achevé le prétraitement et le craquage initial, l'effluent est fractionné. Les produits légers (naphta, kérosène, diesel) sont soutirés sous forme de flux finis. Le pétrole non converti — désormais débarrassé de H₂S et de NH₃ — entre dans un réacteur dédié de deuxième étape fonctionnant dans un environnement d'hydrogène pur.
Cette séparation intermédiaire est la clé de l'avantage du procédé en deux étapes. Libéré du H₂S et du NH₃ qui inhibent le catalyseur de la première étape, le réacteur de la deuxième étape peut utiliser des catalyseurs plus actifs — notamment des métaux nobles comme le platine et le palladium sur des supports zéolithiques hautement acides — qui seraient rapidement empoisonnés dans l'environnement de la première étape. Il en résulte un craquage plus poussé par passage, une conversion globale plus élevée (90–99%) et la possibilité d'orienter la gamme de produits vers le diesel, le kérosène ou le naphta en ajustant les conditions de fonctionnement de la deuxième étape.
Le coût, bien sûr, est plus élevé. Les unités à deux étages nécessitent un deuxième réacteur, une deuxième boucle d'hydrogène (ou une boucle commune plus complexe), un fractionneur inter-étages et davantage de catalyseur. Pour une raffinerie transformant du VGO léger et propre en diesel, une unité à un seul étage peut s'avérer tout à fait suffisante. Pour une raffinerie qui craque du LCO issu du FCC, qui traite du gazole de coker à haute teneur en azote ou qui cherche à maximiser la production de kérosène pour un marché de l'aviation en pleine croissance, la configuration à deux étages justifie son coût plus élevé.
Conditions d'exploitation et technologie des réacteurs
Comprendre l'hydrocraquage, c'est saisir la tension qui existe entre des objectifs contradictoires : profondeur de conversion contre sélectivité des produits, activité du catalyseur contre longévité du catalyseur, valeur des produits contre coûts d'exploitation. Les paramètres de fonctionnement qui permettent d'équilibrer ces tensions, ainsi que l'équipement du réacteur qui les contient, constituent le point de rencontre entre l'ingénierie des procédés et la réalité physique.
| Paramètre de fonctionnement | Plage typique | Logique d'ingénierie |
|---|---|---|
| Température du réacteur | 300–450 °C | La limite inférieure est déterminée par la température d'allumage du catalyseur ; la limite supérieure est limitée par un craquage excessif en gaz et une formation rapide de coke |
| Pression du réacteur | 80 à 200 bars | Une pression plus élevée = une pression partielle d'hydrogène plus élevée = une formation de coke réduite + une durée de vie du catalyseur prolongée, mais des coûts de compression plus élevés et des parois de réacteur plus épaisses |
| LHSV (vitesse volumique horaire du fluide) | 0,5–2,0 h⁻¹ | Inverse du temps de séjour ; un LHSV plus faible = un craquage plus profond par passe, mais un débit unitaire plus faible |
| Rapport hydrogène/huile | 1 000 à 2 000 Nm³/m³ | Assure la couverture en hydrogène de la surface du catalyseur et évacue la chaleur de réaction ; si elle est trop faible, cela entraîne la formation de coke ; si elle est trop élevée, cela entraîne une charge excessive sur le compresseur de recyclage |
Ces paramètres ne fonctionnent pas indépendamment les uns des autres. Une augmentation de la température améliore la conversion, mais accélère également la désactivation du catalyseur par le coke. L'augmentation de la pression limite la formation de coke, mais nécessite une métallurgie plus coûteuse et entraîne des coûts de compression de l'hydrogène plus élevés. Tout l'art de l'exploitation d'un hydrocraqueur réside dans la recherche du juste équilibre — et dans son ajustement à mesure que le catalyseur vieillit et que son activité diminue au cours de son cycle de 3 à 5 ans.
La configuration matérielle du réacteur varie considérablement en fonction de la sévérité de la charge, comme le montre la comparaison ci-dessous (Penn State FSC 432(Université Penn State) :
| Type de lit | Taille des particules du catalyseur | Matières premières adaptées | Avantage clé | Limitation de la clé |
|---|---|---|---|---|
| Lit fixe | 1,5 à 3 mm | VGO, LCO, gazole de cokéfaction | Fonctionnement simple, coûts d'investissement minimaux, technologie éprouvée | Ne supporte pas les flux contenant des métaux ou des asphaltènes — ceux-ci obstruent le lit |
| Lit fluidisé | 0,8 à 3 mm | Résidu atmosphérique, résidu sous vide | Le catalyseur peut être ajouté ou retiré en ligne ; il traite les métaux modérément réactifs | Augmentation des dépenses d'investissement (CAPEX) et des dépenses d'exploitation (OPEX) ; fonctionnement plus complexe |
| Lits boueux / Lits expansés | ~0,002 mm (dispersé) | Résidus sous vide ultra-lourds | Conversion extrême (95%+) ; gère les flux les plus difficiles | Le catalyseur est à usage unique (consommable) ; coût d'exploitation le plus élevé |
Pour la grande majorité des hydrocracteurs commerciaux traitant des charges de type VGO, la configuration à lit fixe — robuste, bien maîtrisée et rentable — reste la norme. Les technologies à lit bouillonnant et en suspension sont réservées à la valorisation des résidus, où leur coût plus élevé est justifié par le coût encore plus élevé de l'alternative : laisser le fond du baril non traité.
Les paramètres de fonctionnement définissent la fenêtre de processus, mais c'est le tamis moléculaire présent à l'intérieur du catalyseur qui détermine ce que cette fenêtre permet réellement de produire. Une formulation de zéolite sur mesure fait toute la différence entre atteindre vos objectifs de production et devoir faire des compromis.
Découvrez nos solutions à base de tamis moléculairesLe moteur à zéolite : comment les tamis moléculaires favorisent le craquage sélectif
Si le réacteur est le cœur de l'hydrocraqueur et l'hydrogène son sang vital, la zéolite contenue dans le catalyseur en est le cerveau : c'est elle qui détermine quelles molécules sont craquées, à quel degré et en quels produits. C'est là un aspect de l'hydrocraquage que la plupart des articles grand public négligent, alors que c'est précisément là que réside le plus grand potentiel d'optimisation technique.
Architecture des pores : le gardien moléculaire
Les zéolites sont des aluminosilicates cristallins qui se caractérisent par un réseau tridimensionnel traversé de pores de taille parfaitement uniforme. Dans l'hydrocraquage, la zéolite dominante est l'USY (ultrastable Y), qui appartient à la famille topologique FAU. Sa structure comporte des ouvertures de pores en forme d'anneaux à 12 membres d'environ 0,74 nm de diamètre, menant à des super-cages internes d'environ 1,2 nm de diamètre (MDPI Catalysts, 2025).
Ces dimensions ne sont pas arbitraires : elles sont adaptées aux dimensions moléculaires des composants de la charge que le raffineur souhaite craquer. Les paraffines normales, dont le diamètre cinétique est d'environ 0,49 nm, pénètrent librement dans les pores et sont rapidement craquées. Les isoparaffines, dont le diamètre cinétique est d'environ 0,56 nm, pénètrent plus lentement. Les composés aromatiques à cycle unique (0,6–0,7 nm) peuvent y pénétrer s’ils subissent au préalable une hydrogénation sur un site métallique voisin, ce qui réduit leur diamètre cinétique. Les composés aromatiques à plusieurs cycles plus volumineux — en particulier les espèces à trois et quatre cycles, courantes dans les charges lourdes craquées et les résidus — avoisinent ou dépassent 1 nm et sont physiquement exclus du système de pores de la FAU, tandis que les composés aromatiques à deux cycles, dominants dans le LCO (0,7–0,9 nm), ne pénètrent que lentement et nécessitent une hydrogénation préalable. Ils doivent soit être pré-craqués sur des sites acides de surface externes, soit être traités via un réseau mésoporeux délibérément introduit dans le cristal de zéolite.
C'est ce qu'on appelle la sélectivité de forme — principe physique à l'origine du nom de « tamis moléculaire » — et c'est la raison fondamentale pour laquelle les catalyseurs à base de zéolite surpassent les catalyseurs à base de silice-alumine amorphe dans le domaine de l'hydrocraquage sélectif. Un catalyseur amorphe présente ses sites acides à toutes les molécules de la charge, sans distinction. Un catalyseur à base de zéolite filtre d'abord, puis craque — en valorisant de manière préférentielle les molécules qui passent à travers ses pores.
Ingénierie des sites acides : maîtrise de la profondeur de fissuration
Si la structure poreuse détermine ce qui peut y pénétrer, ce sont les sites acides à l'intérieur qui déterminent la suite des événements. Chaque atome d'aluminium qui remplace un atome de silicium dans le réseau de la zéolite crée une charge négative nette, compensée par un proton (H⁺). Ces protons constituent des sites acides de Brønsted — les centres catalytiques où s'opère la rupture des liaisons carbone-carbone.
La densité et l'activité de ces sites acides dépendent principalement du rapport silice/alumine (SAR) du réseau cristallin. Un faible SAR (par exemple, 3–5) signifie plus d'aluminium, plus de sites acides et une activité de craquage plus élevée — mais aussi une stabilité hydrothermique plus faible, car les structures riches en aluminium sont plus vulnérables à la désalumination induite par la vapeur à haute température. Un SAR élevé (20 à 80, obtenu par désalumination à la vapeur post-synthèse pour produire de l'USY) signifie des sites acides moins nombreux mais plus forts et plus isolés — et une stabilité nettement meilleure dans des conditions d'hydrocraquage.
Ce réglage du SAR constitue le principal levier dont dispose le raffineur pour contrôler la sélectivité des produits. Un catalyseur à faible SAR et à forte densité de sites acides a tendance à surcraquer — en coupant les molécules plusieurs fois et en produisant davantage de gaz et de naphta léger. Un catalyseur USY à SAR élevé, avec ses sites acides clairsemés mais puissants, a tendance à ne couper chaque molécule qu'une ou deux fois — maximisant ainsi le rendement en distillats moyens. Une même structure zéolitique de type Y, à des valeurs SAR différentes, peut faire passer la gamme de produits de « naphta maximal » à « diesel maximal », le tout sans modifier le matériel du réacteur.
De la poudre de zéolite au catalyseur industriel : le lien avec la fabrication
Le passage des cristaux de zéolite de laboratoire à un catalyseur d'hydrocraquage commercial capable de résister à une pression de 200 bars et à une température de 400 °C pendant 3 à 5 ans constitue en soi un défi industriel de taille. La poudre de zéolite — avec ses cristaux de l'ordre du micron et sa résistance mécanique négligeable — doit être transformée en extrudats ou en sphères de l'ordre du millimètre, dotés d'une résistance à l'écrasement suffisante pour résister au compactage du lit, d'une structure poreuse facilitant la diffusion moléculaire et d'une résistance à l'abrasion permettant de minimiser la formation de poussière qui augmenterait la perte de charge dans le réacteur.
C'est dans ce processus de formulation — mélange de poudre de zéolite avec des liants (alumine, argile), malaxage, extrusion, séchage et calcination — que réside l'essentiel de la propriété intellectuelle du fabricant de catalyseurs. Le liant n'est pas une charge inerte ; il apporte une mésoporosité qui améliore la diffusion des molécules de plus grande taille, et son interaction avec la zéolite peut modifier l'accessibilité des sites acides. Les spécifications cibles sont strictement contrôlées : résistance à l'écrasement généralement supérieure à 10 N/mm (écrasement latéral), perte par attrition inférieure à 0,5 % en poids, et une distribution du volume des pores équilibrée entre les micropores (dans la zéolite) et les mésopores (dans le liant).
Les différentes applications de raffinage nécessitent des configurations de zéolithes distinctes. Un raffineur qui craque du VGO léger pour obtenir un maximum de diesel a besoin d'une zéolite USY à SAR élevé avec une densité minimale de sites acides et une formulation optimisée pour un fonctionnement limité par la diffusion. Un raffineur qui traite du LCO en naphta destiné à un reformage catalytique en aval a besoin d'une zéolite à SAR plus faible et à acidité plus élevée, pouvant intégrer une zéolite secondaire comme la ZSM-5 (topologie MFI) dont les canaux à anneaux à 10 membres plus étroits (0,51–0,56 nm) permettent un craquage sélectif supplémentaire des paraffines à chaîne droite.
C'est là que l'expertise technique du fabricant de tamis moléculaires a un impact direct sur la rentabilité des raffineries. La capacité à adapter le type de cristaux (FAU, BEA, MFI, CHA), le rapport silice/alumine, l'échange cationique (terres rares pour la stabilité, ou métaux spécifiques pour la fonction catalytique), la taille des cristaux (D₅₀ de 0,5 à 10 μm) et les paramètres de formation — et de fournir cette personnalisation avec une cohérence d'un lot à l'autre dans le cadre de systèmes de qualité certifiés ISO — détermine si un raffineur obtient la gamme de produits et la durée de vie du catalyseur qu'il a prévues, ou s'il doit faire des compromis. Les entreprises disposant d’une expertise interne approfondie en matière de synthèse et de formulation de zéolithes transforment cette interface matérielle critique en opportunité d’optimisation plutôt qu’en contrainte d’approvisionnement. JALON Zeolite — un fabricant coté en bourse avec plus de 28 ans de R&D en tamis moléculaires, six plateformes de recherche provinciales, cinq laboratoires universitaires conjoints et une capacité de personnalisation complète pour tous les types de cristaux, les gammes SAR et les spécifications cationiques — est l’un de ces fournisseurs. Les équipes techniques chargées d'évaluer les options de tamis moléculaires pour l'hydrocraquage ou les applications de raffinage connexes peuvent découvrir le portefeuille de produits de JALON à l'adresse jalonzeolite.com.
Rendements des produits, flexibilité et intégration des raffineries
La production de l'hydrocraqueur ne se limite pas à un seul produit : il s'agit d'une gamme flexible qui peut être adaptée à la demande du marché. La répartition type des produits d'un hydrocraqueur à deux étages alimenté en VGO illustre bien cette diversité :
| Part du produit | Rendement type (wt%) | Utilisation principale |
|---|---|---|
| GPL (C₃–C₄) | 5–10% | Combustible de cuisson, matière première pétrochimique |
| Naphta léger (C₅–80 °C) | 10–15% | Composant de mélange d'essence, charge d'alimentation pour craqueur d'éthylène |
| Naphta lourd (80–180 °C) | 25–35% | Charge d'alimentation du reformage catalytique (aromatiques BTX ou essence à indice d'octane élevé) |
| Kérosène / Carburant pour avions (180–270 °C) | 15–25% | Carburant pour turbines d'aviation Jet A-1 |
| Diesel (270–370 °C) | 20–30% | Composant pour le mélange de diesel à très faible teneur en soufre (ULSD) |
| Huile non transformée (370 °C et plus) | 5–20% | Alimentation FCC, composant de mélange pour fioul ou recyclage jusqu'à épuisement |
La capacité à passer d'un rendement à l'autre constitue la valeur stratégique de l'hydrocraqueur. Une augmentation de 10 °C de la température du réacteur entraîne généralement une hausse de la conversion de 5 à 8 points de pourcentage, ce qui fait pencher la distribution des produits vers les fractions plus légères. Le passage entre les modes « diesel maximal », « kérosène maximal » et « naphta maximal » s'effectue par des ajustements de la température du réacteur, du LHSV et, dans les unités à deux étages, par le choix du catalyseur du deuxième étage et le niveau de sévérité de fonctionnement.
C'est cette polyvalence qui rend l'hydrocraqueur indispensable dans une raffinerie moderne. Lorsque les marges sur le diesel sont élevées (comme cela a été le cas sur les marchés émergents où les secteurs du transport routier et de la construction sont en pleine expansion), l'unité optimise le rendement en distillats moyens. Lorsque la demande en essence ou en aromatiques augmente, l'unité se réoriente vers la production de naphta lourd destiné au reformage catalytique. Lorsque la consommation de kérosène augmente — sous l'effet de l'expansion du transport aérien en Asie et au Moyen-Orient —, la production de kérosène est maximisée. L'hydrocraqueur est le couteau suisse de la raffinerie.
Et ce, tout en produisant des carburants qui répondent aux normes environnementales les plus strictes. L'environnement riche en hydrogène sature les oléfines et les composés aromatiques, ce qui permet d'obtenir un diesel dont l'indice de cétane est supérieur à 50 et un kérosène dont la teneur en composés aromatiques est inférieure à 25 % en volume — deux produits qui respectent largement les normes internationales (Agence américaine d'information sur l'énergie(2013). La désulfuration poussée inhérente au procédé permet au diesel de répondre aux spécifications relatives à une teneur en soufre ultra-faible (≤ 10 ppm) sans qu'il soit nécessaire de recourir à un hydrotraitement de finition distinct.
Dans le contexte plus large d'une raffinerie, l'hydrocraqueur et le FCC fonctionnent comme des moteurs de conversion complémentaires. Le FCC produit principalement de l'essence à partir d'une charge de type VGO, en rejetant le carbone sous forme de coke sur le catalyseur. L'hydrocraqueur produit principalement des distillats moyens à partir du sous-produit LCO aromatique du FCC et de gazoles plus lourds et plus réfractaires — en ajoutant de l'hydrogène plutôt qu'en rejetant du carbone. Une raffinerie équipée de ces deux unités peut traiter une large gamme de bruts, adapter la répartition des produits aux conditions du marché et atteindre des niveaux de conversion globaux qu'aucune des deux unités ne pourrait atteindre seule.
Précisez vos besoins en matière de tamis moléculaires pour l'hydrocraquage
Type de cristal sur mesure, rapport silice/alumine, échange cationique et paramètres de fabrication — le fruit de 28 ans de recherche et développement dans le domaine des zéolites et d'une production certifiée ISO.
Références
- Topsoe. « Principes fondamentaux de la conception des unités d'hydrocraquage ». 2004. https://www.topsoe.com/…
- ScienceDirect. « L'hydrocraqueur — aperçu général ». 2024. https://www.sciencedirect.com/topics/engineering/hydrocracker
- Université Penn State, Institut Dutton. « Applications de l'hydrocraquage | FSC 432 : Raffinage du pétrole. » https://courses.ems.psu.edu/fsc432/node/716
- MDPI Catalysts. « Une synthèse des avancées de la recherche sur les catalyseurs à base de zéolite pour l'hydrocraquage du pétrole lourd. » 2025. https://www.mdpi.com/2073-4344/15/4/401
- Agence américaine d'information sur l'énergie. « L'hydrocraquage est une source importante de diesel et de kérosène. » 2013. https://www.eia.gov/todayinenergy/detail.php?id=9650
- JALON Zeolite. Gamme de produits. https://www.jalonzeolite.com/products/
- JALON Zeolite. Contact. https://www.jalonzeolite.com/contact/
- Zéolithe JALON. Page d'accueil. https://www.jalonzeolite.com/








