Tout savoir sur les catalyseurs d'hydrocraquage : comment la chimie des zéolithes influence les performances des raffineries
Comment fonctionne un catalyseur d'hydrocraquage — Le moteur bifonctionnel
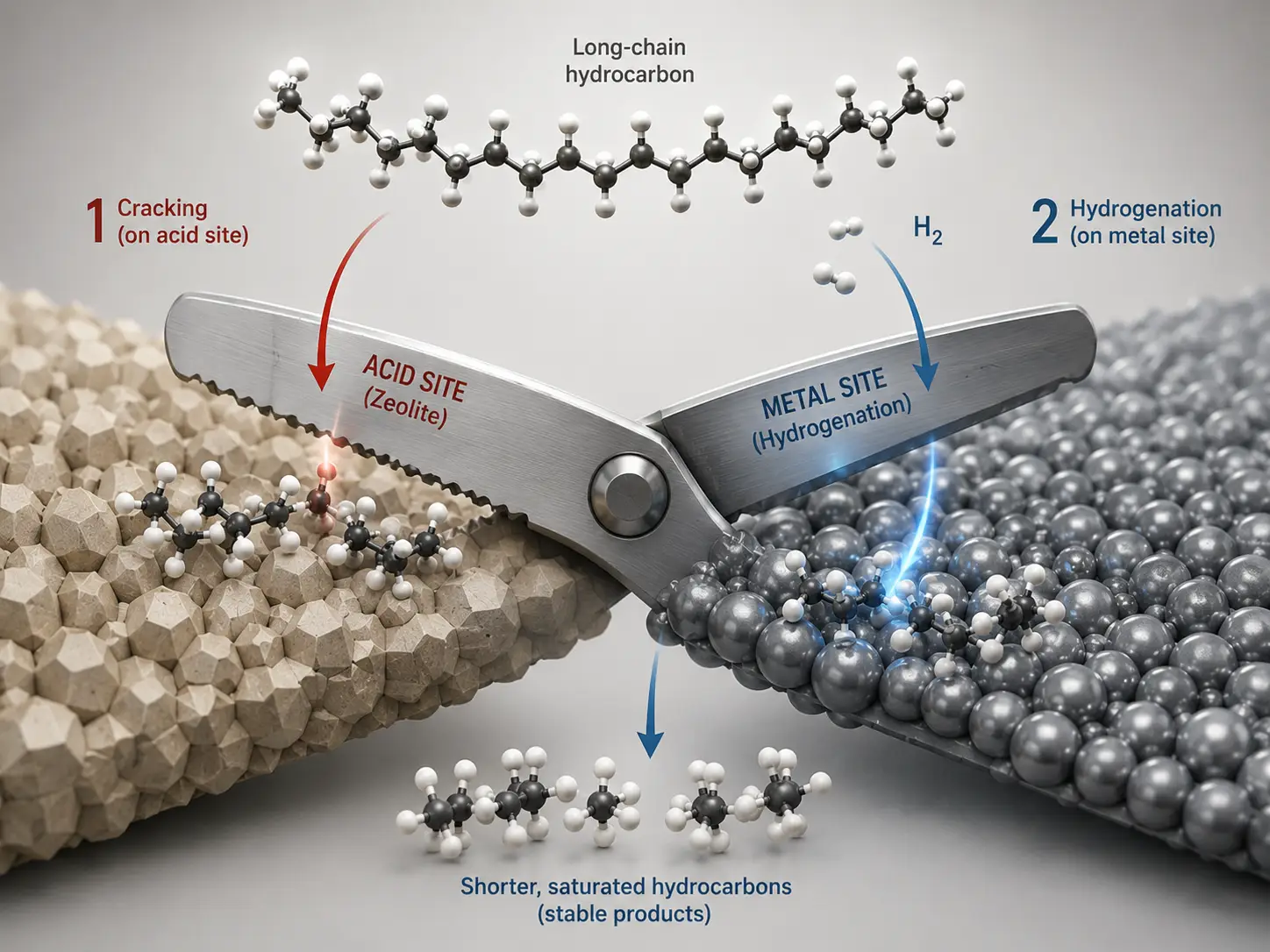
Chaque hydrocraquage Un catalyseur est, par essence, un dispositif à deux composants. La fonction acide — assurée par un support en zéolite ou en silice-alumine amorphe — permet de fragmenter les grosses molécules d'hydrocarbures en molécules plus petites et de réorganiser leur structure squelettique par isomérisation. La fonction métallique — généralement du nickel, du molybdène, du tungstène, du platine ou du palladium imprégnés sur le support — assure l'hydrogénation et la déshydrogénation. Ces deux fonctions doivent fonctionner en équilibre parfait. Une acidité trop élevée entraîne un craquage excessif du catalyseur, produisant un excès de gaz légers et de coke. Une activité métallique trop importante entraîne une hydrogénation excessive du catalyseur, supprimant les réactions de craquage nécessaires à la conversion.
En exploitation commerciale, cet équilibre s'établit à des pressions comprises entre 10 et 20 MPa, à des températures comprises entre 350 et 430 °C, et avec des rapports hydrogène/huile de l'ordre de 800 à 2 000 Nm³/m³. La densité des sites acides dans un catalyseur d'hydrocraquage typique se situe entre 0,2 et 0,5 mmol/g — une fourchette étroite. Les formulateurs de catalyseurs atteignent cette fourchette en choisissant des types de zéolithes spécifiques et en ajustant leurs rapports silicium/aluminium. Si l'un ou l'autre de ces paramètres est erroné, l'unité en subit les conséquences pendant tout le cycle de 2 à 5 ans.
Imaginez cela comme une paire de ciseaux. Les sites acides constituent une lame, les sites métalliques l'autre. Aucune des deux lames ne coupe bien toute seule. Ensemble, elles tranchent les liaisons carbone-carbone avec une précision chirurgicale : la zéolite détermine l'endroit où la coupe a lieu, tandis que le métal fournit la force motrice. La suite de cet article explique comment choisir la bonne paire de lames en fonction de votre matière première et de vos objectifs de production.
Types de zéolithes utilisés dans l'hydrocraquage — L'architecture moléculaire à l'origine des performances des catalyseurs
Avant d'aborder les différentes zéolites, il est utile de disposer d'un cadre d'évaluation. Trois paramètres définissent l'apport d'une zéolite à un catalyseur d'hydrocraquage : la taille des pores (quelles molécules peuvent atteindre les sites actifs), le rapport silicium/aluminium ou Si/Al (qui détermine la force acide et la densité des sites acides), et l'indice de contrainte ou CI (qui quantifie la sélectivité de forme — dans quelle mesure la structure des pores fait la distinction entre des molécules de formes différentes). Gardez ces trois dimensions à l'esprit tandis que nous examinons chaque type.
USY et Y désaluminé — La solution phare du secteur pour l'hydrocraquage des distillats
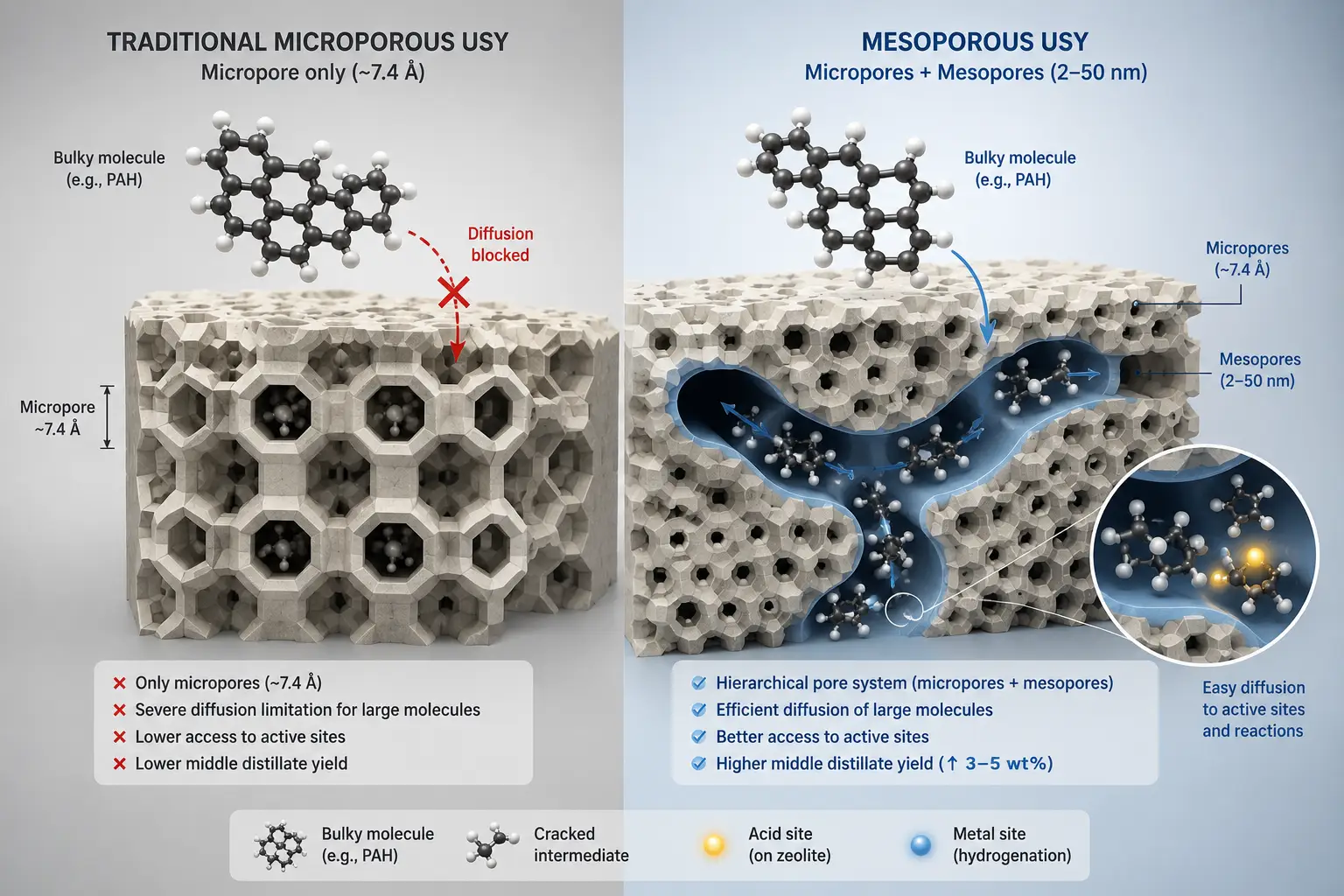
La zéolite Y ultra-stable, fondée sur la topologie FAU, domine le marché de l'hydrocraquage. Ses pores en anneaux à 12 membres mesurent environ 7,4 Å de diamètre et forment un système tridimensionnel de canaux entrecroisés — ce qui signifie que les molécules réactives disposent toujours de plusieurs voies pour atteindre un site actif, un peu comme dans un supermarché doté de trois allées transversales au lieu d'une seule. Plus de 701 TP3T des unités d'hydrocraquage mondiales fonctionnent avec des catalyseurs à base de Y.
La variable déterminante pour l'USY est le rapport Si/Al de son réseau cristallin. Le matériau de départ, le NaY, présente un rapport Si/Al compris entre 3 et 6 environ et une densité de sites acides trop élevée pour permettre un hydrocraquage contrôlé : tout serait alors craqué de manière excessive en gaz. Grâce à la désalumination à la vapeur, l'aluminium de la structure est éliminé de manière sélective, ce qui fait passer le rapport Si/Al de 20 à plus de 50 pour les grades les plus fortement désaluminés. Cela est important car chaque atome d'aluminium crée un site acide. Un rapport Si/Al plus élevé signifie moins de sites acides par unité de masse — ce qui fait passer le comportement du catalyseur d’un « craqueur aveugle » à un « séparateur sélectif » en réduisant le craquage secondaire, tandis que les sites restants, étant plus isolés, présentent une sélectivité modifiée plutôt qu’une acidité intrinsèque uniformément plus forte. Pour maximiser la production de distillats moyens, des rapports Si/Al supérieurs à 20 sont préférables, car un nombre réduit de sites acides diminue le craquage secondaire des molécules de la gamme du diesel.
Les avancées récentes dans le domaine de l'USY mésoporeux introduisent un deuxième niveau de porosité — des mésopores de 2 à 50 nm creusés dans le cristal microporeux — qui améliore considérablement la diffusion des molécules aromatiques polynucléaires volumineuses. Lors de comparaisons directes, l'USY mésoporeux offre un rendement en distillats moyens supérieur de 3 à 5 % en poids, une production de gaz inférieure de 2 à 3 % en poids et une consommation d'hydrogène inférieure de 5 à 8 % par rapport à l'USY conventionnel dans les mêmes conditions (Revue ScienceDirect, 2020).
Une mise en garde importante : les zéolites Y à échange de terres rares (REY) — dans lesquelles les cations RE³⁺ occupent les sites de la cage de sodalite pour renforcer la stabilité du réseau — fonctionnent bien avec les catalyseurs à base de métaux nobles (Pt, Pd), mais peuvent avoir un effet néfaste lorsqu'elles sont associées à des métaux non nobles (Ni-Mo, Ni-W). Les cations de terres rares interfèrent avec la formation de la phase active Ni-Mo-S ou Ni-W-S, réduisant ainsi l'activité globale. Si votre charge nécessite des catalyseurs à base de métaux communs, évitez les REY.
ZSM-5 et zéolites à pores moyens — Craquage sélectif en fonction de la forme pour un rendement maximal en produits légers
Le ZSM-5, fondé sur la topologie MFI, fonctionne selon un principe totalement différent. Ses pores à anneaux de 10 atomes mesurent environ 5,5 Å — suffisamment étroits pour laisser passer les paraffines normales et les isoparaffines légèrement ramifiées, mais trop étroits pour les isomères fortement ramifiés et les composés aromatiques polycycliques. Cela confère au ZSM-5 un indice de contrainte (CI) de 3 à 8, bien supérieur à celui de l'USY (CI < 1). En pratique, il craque sélectivement les paraffines normales à faible indice d'octane dans la plage d'ébullition de l'essence tout en préservant largement les isomères multibranchés et les molécules aromatiques volumineuses qui ne peuvent pas accéder à ses canaux poreux étroits.
Le ZSM-5 n'est pratiquement jamais utilisé seul dans l'hydrocraquage. Il sert plutôt d'additif à raison de 5 à 15 % en poids, incorporé à un catalyseur principal à base d'USY. À raison de 10 % en poids, il augmente le rendement en oléfines légères (C₃–C₄) d’environ 3 à 5 points de pourcentage — mais chaque 5 % en poids de ZSM-5 ajouté coûte également environ 3 à 4 points de pourcentage de rendement en diesel. Le calcul du raffineur est simple : si les oléfines légères se vendent plus cher que le diesel sur votre marché, le ZSM-5 est rentable.
Le ZSM-5 industriel classique utilisé pour l'hydrocraquage présente un rapport Si/Al compris entre 30 et plus de 300 — bien supérieur à celui des zéolites Y —, ce qui se traduit par un nombre de sites acides nettement inférieur. À un rapport Si/Al modéré (30–80), les sites acides restants sont relativement isolés et présentent une fréquence de renouvellement élevée pour le craquage sélectif ; à un rapport Si/Al très élevé (>150), l'activité devient limitée par la diffusion plutôt que par la force acide. C'est pourquoi le ZSM-5 craque de manière sélective plutôt qu'indiscriminée : seules les molécules qui peuvent physiquement pénétrer dans les pores et qui rencontrent l'un des rares sites acides forts sont converties.
Beta et Mordenite — Outils spécialisés pour des aliments spécifiques
La zéolite bêta se situe à mi-chemin. Ses pores à anneaux de 12 atomes (environ 6,6 à 7,0 Å) forment un réseau de canaux tridimensionnel légèrement plus étroit que celui de l'USY, avec un indice de contrainte compris entre 0,6 et 2. Cela rend la zéolite bêta intrinsèquement plus sélective vis-à-vis des paraffines et moins agressive envers les aromatiques — un profil idéal pour la production d’huiles de base lubrifiantes, où l’objectif est de craquer la cire (paraffines normales) tout en préservant le squelette isoparaffinique qui confère à l’huile de base son indice de viscosité élevé. La gamme Si/Al de Beta est extraordinairement large — allant de 5 à une valeur proche de l'infini sous forme de silice pure —, ce qui offre aux concepteurs de catalyseurs une flexibilité considérable pour ajuster l'acidité en fonction de charges spécifiques.
La mordénite, en revanche, est spécialisée dans les conditions d’exploitation difficiles. Ses pores à cycle à 12 atomes sont disposés en un système de canaux unidimensionnel — une simple voie plutôt que le réseau autoroutier de l’USY —, ce qui la rend sensible au colmatage de l’embouchure des pores par le coke. Mais la mordénite compense cela par une résistance exceptionnelle à l’acide. Dans les charges contenant plus de 5 000 ppm de soufre, les catalyseurs à base de Mordenite présentent une stabilité structurelle nettement supérieure à celle de l'USY à des rapports Si/Al équivalents. Cela la rend précieuse dans l'hydrocraquage de première étape du gazole lourd sous vide, où la section de prétraitement peut ne pas parvenir à éliminer complètement le soufre.
L'aspect métallique — Adapter les métaux d'hydrogénation aux charges d'alimentation et aux objectifs
Si la zéolite détermine ce qui est craqué et comment, le composant métallique détermine dans quelle mesure les oléfines intermédiaires sont saturées avant de pouvoir se recombiner en coke. Quatre combinaisons métalliques dominent la pratique commerciale :
| Système métallique | Meilleur produit | Adéquation alimentaire | Limitation de la clé |
|---|---|---|---|
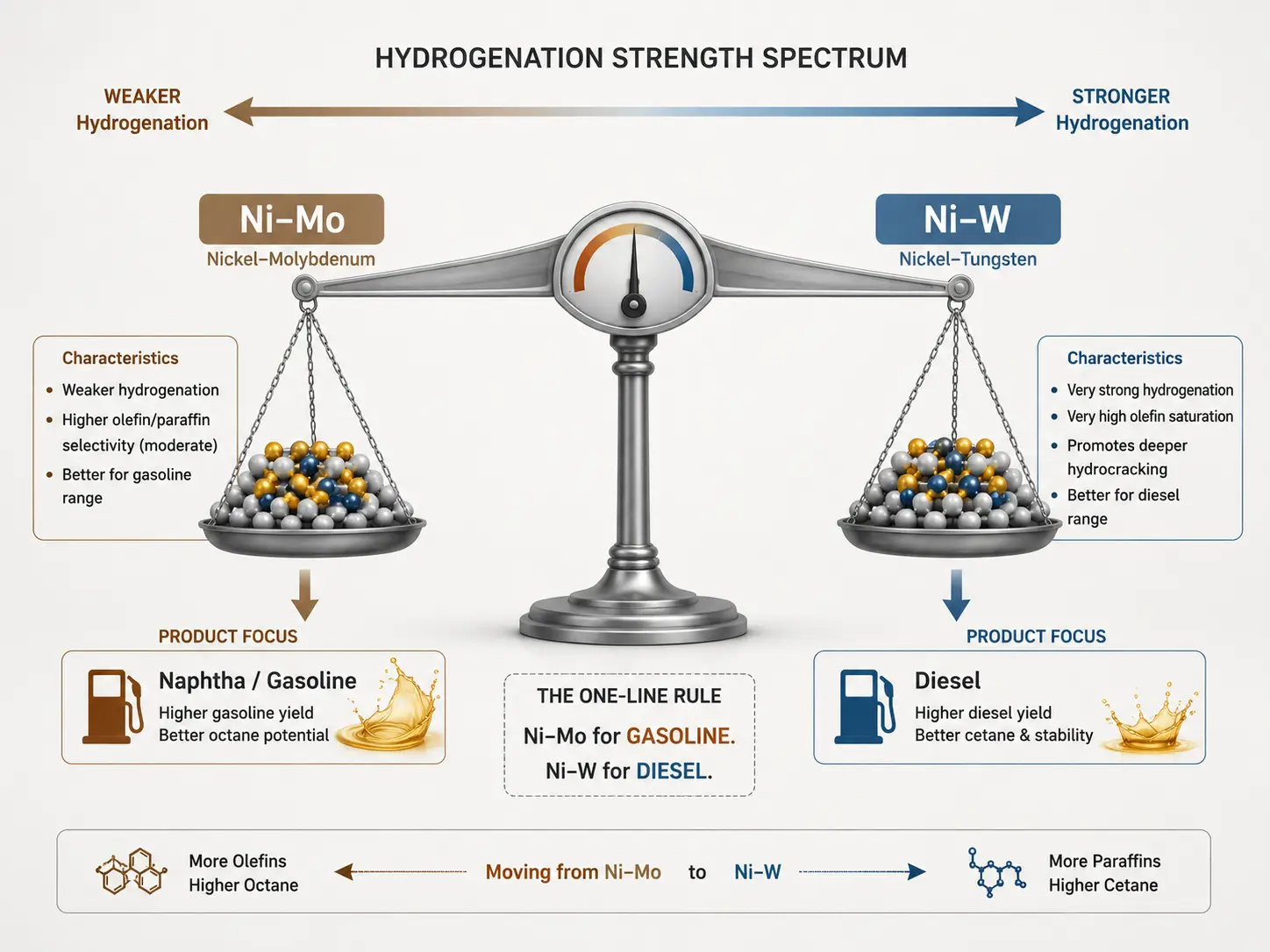
| Ni-Mo | Optimisation de la production d'essence et de naphta | VGO, charges acides (à forte teneur en soufre) | Hydrogénation modérée ; risque de sur-craquage en fractions légères |
| Ni-W | Optimisation de la production de gazole et de distillats moyens | VGO, aliments riches en azote | Hydrogénation plus intense ; activité de craquage inférieure à celle du Ni-Mo |
| Pt / Pd | Essence à indice d'octane élevé, huiles de base pour lubrifiants | Uniquement des charges propres ayant subi un prétraitement par hydrotraitement | Sensibilité au soufre : une concentration supérieure à 10 ppm de soufre entraîne une désactivation rapide |
| Co-Mo | Hydrotraitement / prétraitement | Aliments à forte teneur en soufre | Activité de craquage minimale ; principalement un catalyseur de désulfuration |
Les catalyseurs les plus couramment utilisés dans l'industrie sont les catalyseurs Ni-Mo et Ni-W. Un catalyseur Ni-Mo typique contient 3 à 5 % en poids de NiO et 15 à 25 % en poids de MoO₃ sur le support ; une formulation Ni-W contient 4 à 6 % en poids de NiO et 20 à 28 % en poids de WO₃. La charge plus élevée en tungstène s'explique par le poids atomique plus élevé de ce dernier et par le fait que les catalyseurs Ni-W nécessitent davantage de métal pour atteindre la même densité de sites actifs.
La différence de sélectivité des produits entre ces deux systèmes est bien établie : la fonction d'hydrogénation plus puissante du Ni-W sature plus complètement les cycles aromatiques, préservant ainsi les molécules de la gamme des distillats moyens d'un craquage secondaire. L'hydrogénation plus faible du Ni-Mo laisse davantage d'intermédiaires oléfiniques, qui se craquent à nouveau en produits plus légers — ce qui est souhaitable lorsque le naphta est le produit cible, mais indésirable lorsque c'est le diesel.
Les catalyseurs à base de métaux nobles (Pt, Pd) atteignent une activité exceptionnellement élevée à des charges de seulement 0,3 à 1,0 % en poids — soit une teneur en métal environ 20 à 50 fois inférieure à celle des systèmes à base de métaux communs. Mais cette efficacité a un prix : le soufre est mortel. Une teneur en soufre de l'alimentation supérieure à 10 ppm désactive définitivement les sites de Pt, et même 50 ppm sont catastrophiques. Les catalyseurs à base de métaux précieux sont donc limités à la deuxième étape des unités d'hydrocraquage à deux étapes, où le catalyseur de prétraitement de la première étape a déjà éliminé le soufre et l'azote jusqu'à des niveaux infimes.
Adapter le catalyseur aux matières premières et aux objectifs de production — Un cadre décisionnel
Le choix d'un catalyseur d'hydrocraquage se résume en fin de compte à un problème à trois entrées et une sortie. Les entrées sont les propriétés de votre charge d'alimentation (teneur en soufre et en azote, plage de distillation, aromaticité, métaux), votre gamme de produits cibles (essence, kérosène, diesel ou huiles de base lubrifiantes) et les contraintes de votre unité (pression partielle maximale d'hydrogène, vitesse spatiale minimale, capacité de refroidissement disponible). Le résultat est un type de zéolite recommandé, une combinaison de métaux et une plage Si/Al. Voici comment fonctionne ce raisonnement pour les trois produits cibles les plus courants.
Optimisation de la production d'essence et d'oléfines légères
Cette configuration favorise une densité plus élevée de sites acides et une bonne activité de craquage secondaire. La recommandation standard est d'utiliser un catalyseur USY ou REY avec un rapport Si/Al compris entre 6 et 12, associé à du Ni-Mo, et complété par 5 à 15 % en poids de ZSM-5 comme additif. Les conditions de fonctionnement tendent vers la partie la plus chaude de la plage (400–430 °C), avec une pression partielle d'hydrogène maintenue à un niveau suffisant pour empêcher un cokage rapide — généralement une pression totale de 8–12 MPa — où la température élevée favorise le craquage secondaire qui transforme les distillats moyens en molécules de la gamme du naphta.
Dans ces conditions, un hydrocraqueur en mode essence bien optimisé peut produire un rendement en naphta de 50 à 65 % en poids et un rendement en oléfines légères C₃–C₄ de 10 à 18 % en poids. L'additif ZSM-5 est le levier clé : chaque augmentation de 5 % de la teneur en ZSM-5 ajoute environ 1,5 à 2 points de pourcentage au rendement en oléfines légères, au prix d'une perte de 3 à 4 points de pourcentage de diesel. L'optimisation économique pour le raffineur consiste à déterminer si l'écart de prix entre les oléfines et le diesel justifie l'ajout de ZSM-5.
La densité cible des sites acides pour le mode essence est supérieure à 0,3 mmol/g, soit environ le double de celle du mode distillat. Ce résultat est obtenu en maintenant un faible rapport Si/Al et, éventuellement, en utilisant du REY, dont les cations de terres rares stabilisent le réseau cristallin à forte teneur en aluminium.
Optimisation des distillats moyens — Carburant pour avions et kérosène
C'est là que l'USY mésoporeux prend tout son intérêt. Il est recommandé d'utiliser de l'USY à forte teneur en Si/Al ou du Y désaluminé (Si/Al > 20) avec du Ni-W, traité à température modérée (380–410 °C) et sous une pression partielle d'hydrogène élevée (>12 MPa). Chaque augmentation de 1 MPa de la pression partielle d'hydrogène améliore la sélectivité des distillats moyens d'environ 2 à 3 points de pourcentage : l'hydrogène supplémentaire sature plus complètement les composés aromatiques, les empêchant de se condenser en précurseurs de coke et libérant des sites actifs pour un fonctionnement continu.
La mésoporosité n'est pas une simple modification mineure. L'USY classique oblige les molécules tri- et tétra-aromatiques volumineuses à se craquer à la surface externe du cristal ou à proximité de celle-ci, là où l'accessibilité aux sites acides est limitée. L'USY mésoporeux offre des voies de circulation internes : les grosses molécules pénètrent dans les mésopores, subissent une première étape d'ouverture de cycle, puis les fragments plus petits qui en résultent se diffusent dans les micropores pour un craquage secondaire sélectif. Il en résulte une augmentation avérée de 3 à 5 % en poids du rendement en kérosène et en diesel par rapport à un catalyseur USY conventionnel traitant la même charge de VGO.
Rendements types pour un hydrocracker de distillats moyens bien exploité : 35 à 45 % en poids de kérosène / carburant pour avions, 20 à 30 % en poids de diesel, avec un total de distillats moyens compris entre 55 et 75 % en poids, en fonction de la qualité de la charge et des points de coupure.
Optimisation des huiles de base pour carburants diesel et lubrifiants
L'optimisation du diesel suit la même logique que celle des distillats moyens, mais va plus loin : un rapport Si/Al supérieur à 30, des métaux Ni-W et des températures maintenues entre 370 et 400 °C afin de limiter le craquage secondaire. Les propriétés cibles du diesel — indice de cétane supérieur à 55, point de colmatage du filtre à froid inférieur à −10 °C — sont obtenues grâce à une combinaison de saturation aromatique profonde (provoquée par le Ni-W sous haute pression d'hydrogène) et d'isomérisation modérée des paraffines normales (provoquée par la faible acidité résiduelle de la zéolite).
La production d'huiles de base pour lubrifiants représente un défi d'une nature fondamentalement différente. L'objectif n'est pas de maximiser le craquage, mais d'éliminer de manière sélective les molécules qui nuisent aux performances à basse température (les cires — des paraffines normales présentant des points d'écoulement élevés) tout en préservant les structures isoparaffiniques qui confèrent à l'huile de base son indice de viscosité élevé. Cela nécessite une zéolite bêta associée à un catalyseur à base de métaux nobles (Pt ou Pd), fonctionnant à une pression d'hydrogène de 12 à 18 MPa. Le rôle du catalyseur est d’isomériser les paraffines normales en isomères ramifiés plutôt que de les craquer — une opération bien plus délicate que l’hydrocraquage en masse, ce qui se traduit par un coût de catalyseur 3 à 5 fois plus élevé par tonne que celui des catalyseurs d’hydrocraquage de diesel conventionnels.
Dans ces trois cas, le point commun est que les paramètres de la zéolite — rapport Si/Al, architecture des pores, taille des cristaux — constituent les variables cachées qui déterminent en fin de compte si un catalyseur atteint ses objectifs de rendement. Une raffinerie qui fixe des objectifs de production sans comprendre la chimie de la zéolite qui les sous-tend avance à l'aveuglette.
Désactivation et cycle de vie du catalyseur — Que se passe-t-il après la mise en service ?
Un catalyseur d'hydrocraquage neuf ne reste pas longtemps neuf. Dès que la charge entre en contact avec le lit, trois mécanismes de désactivation se mettent en concurrence pour déterminer la durée de vie utile du catalyseur.
Le dépôt de coke est généralement le principal facteur de perte d'activité dans l'hydrocraquage du VGO, bien que son importance relative varie en fonction de la qualité de la charge et des conditions de fonctionnement : les dépôts métalliques prédominent dans les unités de traitement des résidus, tandis que le coke domine dans les unités de traitement du VGO à lit fixe. C'est généralement au cours des 48 à 72 premières heures de fonctionnement que l'on observe la baisse d'activité la plus marquée — dépôt initial de coke sur les sites les plus actifs —, après quoi le taux de désactivation se stabilise à un rythme plus lent, quasi linéaire. Les fabricants de catalyseurs tiennent compte de ce phénomène : l'activité « au démarrage » indiquée dans les fiches techniques suppose que cette stabilisation initiale s'est déjà produite.
Le dépôt de métaux provenant des contaminants présents dans la charge d'alimentation — principalement le nickel, le vanadium et le fer — est plus lent mais irréversible. Contrairement au coke, qui peut être éliminé par combustion lors de la régénération, les métaux contaminants s'accumulent de manière permanente dans les pores du catalyseur et sur sa surface externe. Une raffinerie traitant du gazole sous vide à forte teneur en métaux peut perdre 10 à 151 TP3T du volume poreux effectif de son catalyseur en raison des dépôts métalliques au cours d'un seul cycle.
Le frittage hydrothermique — effondrement progressif du réseau cristallin de la zéolite sous l'effet combiné de la haute température et de la vapeur — est le mécanisme le plus lent, mais aussi, en fin de compte, le plus destructeur. Chaque fois que le catalyseur est soumis à des températures supérieures à 450 °C en présence de vapeur d'eau (qui est toujours présente en raison de l'hydrogénation des composés oxygénés et de la vapeur de refroidissement), quelques atomes d'aluminium supplémentaires se détachent de la structure, et quelques sites acides supplémentaires sont perdus. Ce processus est cumulatif et irréversible.
La mesure corrective standard consiste en une régénération : une combustion contrôlée du coke accumulé dans un mélange d'air ou d'air et de vapeur d'eau à une température comprise entre 450 et 520 °C. La plage de température est étroite : en dessous de 450 °C, le coke mou ne brûle pas complètement ; au-dessus de 520 °C, la structure de la zéolite elle-même commence à se dégrader. Une régénération bien exécutée permet de récupérer 90 à 95 % de l'activité initiale du catalyseur lors de la première opération, 80 à 90 % lors de la deuxième et 70 à 80 % lors de la troisième. Au-delà de trois régénérations, les dommages subis par la structure et l’accumulation de métaux rendent généralement les cycles supplémentaires non rentables. Comme le dit Jeff Johns, ancien chercheur en hydrotraitement chez Chevron avec plus de 35 ans d’expérience dans le domaine : « Ne chargez jamais le même catalyseur plus de deux fois sans un processus de réévaluation rigoureux » (Blog Becht, 2023).
Le seuil de fin de vie varie selon les unités, mais en règle générale, lorsque le maintien du taux de conversion cible nécessite de faire fonctionner le réacteur à sa température maximale admissible (généralement entre 425 et 440 °C), ou lorsque la perte de charge dans le lit dépasse les limites de conception en raison de l'accumulation de coke et de fines, le catalyseur doit être remplacé.
Comment évaluer et choisir un fournisseur de catalyseurs
Le choix d'un catalyseur d'hydrocraquage est une décision qui se chiffre en millions de dollars et dont les conséquences se font sentir sur un cycle d'exploitation de 2 à 5 ans. Pourtant, selon une enquête publiée dans le magazine PTQ, plus de 50 % des choix de catalyseurs reposent principalement sur les prévisions des fournisseurs — ce qui constitue l'approche la plus risquée qui soit (Raffinage numérique(2019). Un cadre d'évaluation plus rigoureux comprend cinq dimensions.
Essais en installation pilote avec votre propre matière première. Le premier principe de Jeff Johns en matière de sélection de catalyseurs : « Nous faisons confiance à Dieu ; pour tous les autres, il faut des données. » Tout fournisseur de catalyseurs digne de ce nom devrait être en mesure de tester votre matière première dans son installation pilote ou son microréacteur et de vous fournir des données de performance comparatives par rapport à votre catalyseur actuel. Sans cela, vous achetez une prévision, pas un produit.
Vérification de la structure des rendements. Les rendements des produits représentent environ 90 % de la valeur économique d'une décision relative au catalyseur. Un nouveau catalyseur qui coûte 20 % de plus mais qui permet d'obtenir un rendement supplémentaire de 4 % en poids de distillats moyens — comme l'illustre le passage d'une raffinerie européenne à un catalyseur sélectif pour le diesel (Raffinage numérique(2016) — peut amortir son coût supplémentaire en quelques mois. Le seuil économique minimal : un ratio de rentabilité de 3 pour 1 — chaque dollar de coût supplémentaire lié à un catalyseur doit générer au moins trois dollars d'amélioration de la marge.
Intégration du système Catalyst. Les catalyseurs de prétraitement et de craquage doivent être choisis comme un système intégré, et non comme des éléments distincts. Le catalyseur de prétraitement détermine le degré de pureté de la charge entrant dans le lit de craquage ; les performances du catalyseur de craquage dépendent entièrement de ce nettoyage en amont. Un catalyseur de craquage de classe mondiale associé à une section de prétraitement sous-dimensionnée représente un gaspillage d'argent.
Transparence concernant l'origine de la zéolite. Une question qui est rarement posée — mais qui devrait l’être — est la suivante : d’où le fabricant de catalyseurs tire-t-il ses zéolites ? De nombreuses entreprises de catalyseurs achètent de la poudre de zéolite auprès de producteurs tiers, la mélangent à des liants et y imprègnent des métaux. D’autres maîtrisent l’ensemble de la chaîne, depuis la synthèse de la zéolite jusqu’au moulage, à l’imprégnation métallique et à la calcination finale. Les entreprises disposant de capacités de fabrication en interne et de systèmes de gestion de la qualité certifiés — par exemple, celles titulaires des certifications ISO 9001, ISO 14001, ISO 45001 et ISO 50001, ainsi que d'un enregistrement DUNS — présentent un profil de risque différent de celui des entreprises qui s'appuient sur des chaînes d'approvisionnement externes en zéolites. Cette différence se manifeste dans la cohérence d'un lot à l'autre dans le cadre de contrats d'approvisionnement pluriannuels, où même de faibles variations du rapport Si/Al de la zéolite ou de la taille des cristaux peuvent faire varier le rendement du produit d'un point de pourcentage.
Gestion des catalyseurs usagés. La décision relative au catalyseur ne s'arrête pas à la fin du cycle. Le fournisseur propose-t-il des services de gestion des catalyseurs usagés, de récupération des métaux ou de régénération ? Ces prestations après-vente ont une incidence sur le coût total de possession sur plusieurs cycles au moins aussi importante que le prix initial du catalyseur.
L'objectif d'une évaluation structurée des fournisseurs n'est pas de trouver le catalyseur le moins cher. Il s'agit plutôt de trouver le catalyseur dont la structure de rendement, la durée de vie et la fiabilité d'approvisionnement permettent d'obtenir le coût total par baril de produit cible le plus bas sur l'ensemble de la durée d'exploitation — un chiffre qui dépend bien davantage de la chimie de la zéolite et de la qualité de fabrication que du prix à la tonne indiqué sur le bon de commande.
Références
- Alasseel, A. et al. « Synthèse et évaluation des performances des catalyseurs d'hydrocraquage : une revue de la littérature. » Revue de chimie industrielle et d'ingénierie, 2020. https://www.sciencedirect.com/science/article/abs/pii/S1226086X2030280X
- Johns, J. « Principes fondamentaux de la sélection des catalyseurs ». Blog Becht, février 2023. https://becht.com/becht-blog/entry/under-pressure-ii/
- « Essais sur les catalyseurs de raffinerie. » PTQ / Raffinage numérique, 2019. https://www.digitalrefining.com/article/1002336/refinery-catalyst-testing
- « Optimisation du rendement en gazole issu de l'hydrocraquage. » Raffinage numérique, 2016. https://www.digitalrefining.com/article/1001340/maximising-the-diesel-yield-from-hydrocracking-ti
- JALON Zeolite — Gestion de la qualité. https://www.jalonzeolite.com/quality/
- JALON Zeolite — Capacités de production. https://www.jalonzeolite.com/capability/
- JALON Zeolite — Accueil. https://www.jalonzeolite.com/
- JALON Zeolite — À propos. https://www.jalonzeolite.com/about/








