Le procédé HEFA : guide complet de la production de SAF — de la chimie au choix des tamis moléculaires
Qu'est-ce que le processus HEFA ?
La technologie HEFA (Hydroprocessed Esters and Fatty Acids) est la principale méthode commerciale utilisée pour la production de carburant aviation durable (SAF). Certifiée en 2011 selon la norme ASTM D7566, annexe A2, elle a été la première filière de production de SAF à obtenir une homologation internationale pour les spécifications de carburant. Elle reste aujourd'hui la technologie utilisée pour plus de 95% de tous les vols utilisant du SAF.
Le principe est simple : on prend des huiles et des graisses — huiles de cuisson usagées, suif animal, huiles végétales — et on les soumet à une série de réactions chimiques à base d’hydrogène qui éliminent l’oxygène, réorganisent les structures moléculaires et coupent les longues chaînes d’hydrocarbures pour obtenir la longueur précise requise pour le kérosène. On obtient ainsi un kérosène paraffinique synthétique (HEFA-SPK) pouvant être mélangé à 50 % avec du Jet A-1 conventionnel et utilisé de la même manière dans les infrastructures aéroportuaires existantes.
Mais pour bien comprendre le procédé HEFA à un niveau pertinent pour la conception des installations, la spécification des équipements ou les décisions d'investissement, il faut aller au-delà des simples équations de réaction. Chaque étape entre les cuves de réaction — la purification, la déshydratation et l'élimination des contaminants — est tout aussi déterminante que la chimie elle-même. Les catalyseurs qui régissent les réactions HEFA sont extrêmement sensibles à l'eau, à l'azote, au soufre et aux métaux traces. Ce qui élimine ces contaminants entre les étapes, c'est une couche technologique que la plupart des articles omettent : les adsorbants à tamis moléculaires et les systèmes de purification industriels.
Ce guide passe en revue toutes les étapes clés du processus HEFA, en accordant une attention particulière à cette étape de purification souvent négligée — car, dans une installation réelle, c'est ce qui se passe entre les réacteurs qui détermine si la réaction chimique aboutit ou non.
Matières premières HEFA — Ce qui entre détermine ce qui sort
La matière première choisie par une usine détermine toutes les décisions en aval : le choix du catalyseur, la conception du lit de protection, la consommation d'hydrogène et, en fin de compte, le rendement du produit. Le procédé HEFA permet de traiter une gamme remarquablement large de matières premières à base de lipides, mais chaque catégorie présente son propre profil d'impuretés.
| Catégorie de matières premières | Sources courantes | Principaux risques liés aux impuretés | Les défis du traitement en aval |
|---|---|---|---|
| Huile de cuisson usagée (UCO) | Friteuses pour la restauration et l'industrie | Teneur élevée en acides gras libres (AGL), en phosphore et en métaux dissous | Désactivation importante du catalyseur en l'absence de couches de protection robustes |
| Graisses animales (suif) | Déchets d'abattoirs et d'équarrissage | Teneurs élevées en composés azotés et soufrés | Une fuite d'ammoniac provenant de la section HDN contamine les catalyseurs d'isomérisation en aval |
| Huiles végétales | Soja, colza, palme | Une charge en impuretés moindre, mais des inquiétudes quant à la concurrence alimentaire | Risque réglementaire lié au programme ReFuelEU de l'UE (interdiction des matières premières issues de cultures alimentaires) |
| Distillat d'acides gras de palme (PFAD) | Sous-produit du raffinage de l'huile de palme | Teneur en acides gras libres très élevée (70–90%), qualité variable | Nécessite un prétraitement intensif et une forte consommation d'hydrogène |
| Huile d'algues | Microalgues cultivées | Nouveaux profils d'impuretés, forte teneur en eau | N'a pas encore fait ses preuves à l'échelle commerciale ; les exigences en matière de prétraitement sont encore en cours de définition |
Le point commun à toutes ces matières premières est qu’aucune d’entre elles n’arrive au réacteur dans un état pur. Le phosphore présent dans les huiles de cuisson usagées — souvent entre 50 et 200 ppm — peut empoisonner de manière irréversible les catalyseurs d'hydrotraitement conçus pour tolérer moins de 5 ppm. L'eau, les sels dissous et les composés organiques polaires doivent tous être interceptés avant d'atteindre la boucle du réacteur haute pression.
C'est là qu'intervient la première étape de purification — et que la technologie des tamis moléculaires devient indispensable bien avant la production du premier baril de carburant durable (SAF).
Étapes clés du procédé HEFA — Des triglycérides au kérosène
Le procédé HEFA n'est pas une simple réaction de type « boîte noire ». Il s'agit d'une chaîne soigneusement séquencée de trois étapes de conversion fondamentales, chacune effectuant une opération spécifique de « modification » moléculaire. Le principe pour les comprendre est simple : le HDO détermine l'intégrité du squelette carboné, l'hydroisomérisation détermine les performances à basse température, et le fractionnement détermine la répartition du produit. Chaque étape dépend de celle qui la précède, et toute contamination au niveau d'une interface se répercute en aval.
Hydrodésoxygénation (HDO) — Élimination de l'oxygène des triglycérides
Les triglycérides — la forme moléculaire des graisses et des huiles — sont essentiellement constitués de trois longues chaînes d'acides gras (généralement en C16-C18) estérifiées à un squelette de glycérol, avec six atomes d'oxygène intégrés à la structure. Pour obtenir un carburant hydrocarboné, chacun de ces atomes d'oxygène doit être éliminé.
Le réacteur HDO effectue cette réaction à haute température et haute pression — généralement entre 280 et 340 °C et entre 50 et 100 bars — en présence d'hydrogène et d'un catalyseur bimétallique sulfuré, le plus souvent du nickel-molybdène supporté sur de l'alumine (NiMo/Al2O3). La réaction décompose les triglycérides en trois chaînes d'acides gras libres et les hydrogène, éliminant l'oxygène principalement sous forme d'eau (voie HDO) et, dans une moindre mesure, sous forme de CO et de CO2 (les voies de décarboxylation et de décarbonylation).
Le choix entre ces deux voies concurrentes revêt une importance économique. Le HDO préserve la longueur totale de la chaîne carbonée (C18 → C18) mais consomme davantage d’hydrogène. La décarboxylation utilise moins d’hydrogène mais sacrifie un atome de carbone par chaîne (C18 → C17), ce qui réduit le rendement global en carbone. Le rapport entre les n-paraffines en C17 et en C18 dans le produit du réacteur est l'indicateur de référence pour la sélectivité de l'HDO. Les principales formulations de catalyseurs — telles que le Mo/Al de Topsoe2O3 système — peut atteindre une sélectivité de la voie HDO allant jusqu'à 97%, optimisant ainsi la quantité de carbone renouvelable conservée dans le produit combustible.
L'effluent du réacteur HDO ne contient pas uniquement des n-paraffines. Il contient de l'eau produite par la réaction (environ 100 à 120 kg par tonne de matière première), ainsi que de l'ammoniac provenant des composés azotés et du sulfure d'hydrogène issu du soufre présent dans la charge. Si l'un de ces éléments passe dans le réacteur suivant, les conséquences sont graves : la vapeur d'eau et l'ammoniac empoisonnent les catalyseurs à base de métaux nobles lors de l'étape d'hydroisomérisation. Même des traces infimes peuvent réduire l'activité d'isomérisation en quelques heures.
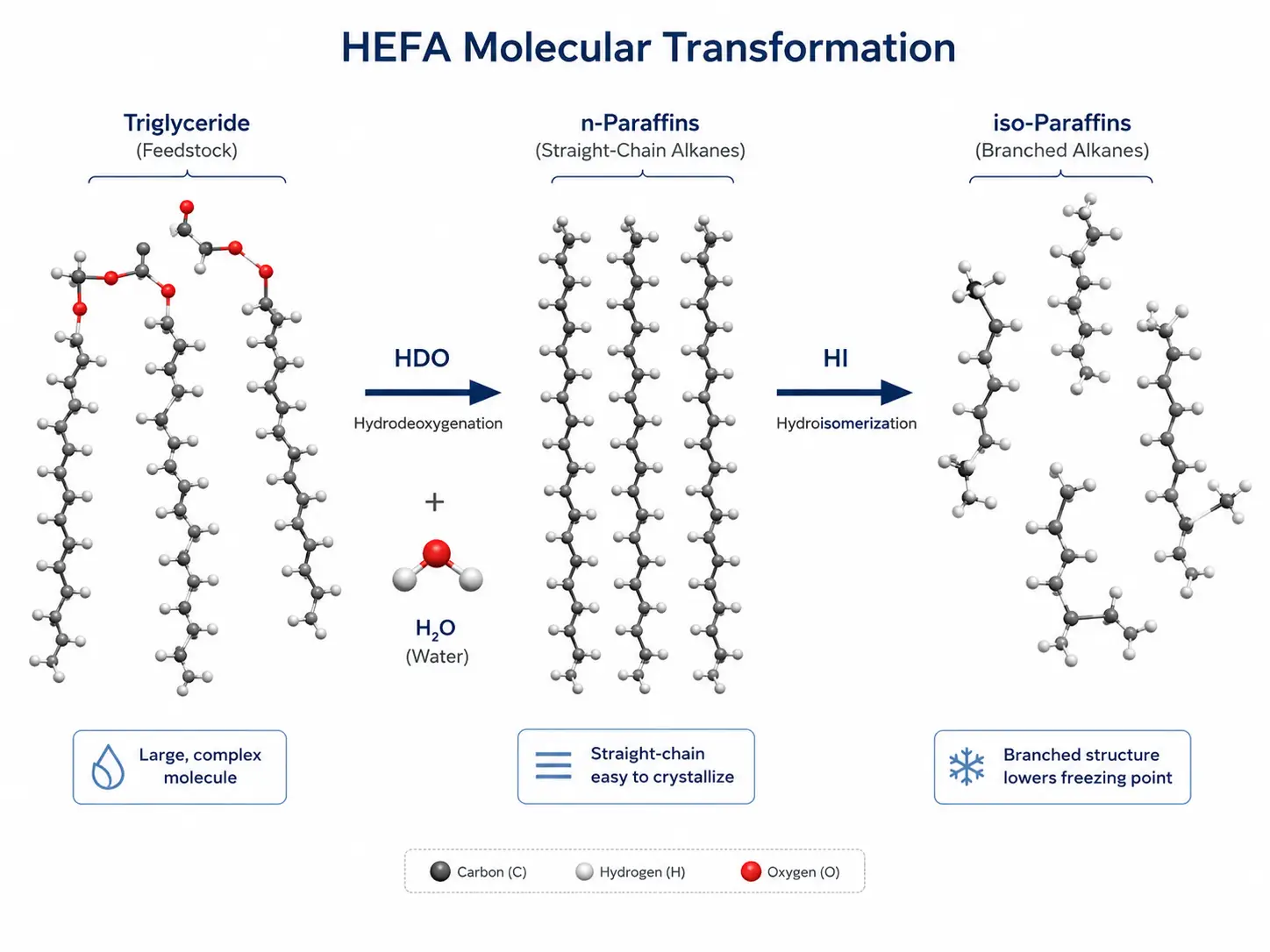
Hydroisomérisation et hydrocraquage — Concevoir des molécules adaptées au ciel glacial
Les n-paraffines à chaîne droite issues du HDO présentent un défaut majeur : elles gèlent. Un n-alcane en C16–C18 se solidifie à des températures bien supérieures à 0 °C, alors que le Jet A-1 doit rester liquide jusqu'à −47 °C à l'altitude de croisière. Le réacteur d'hydroisomérisation (HI) comble l'écart entre ce que produit le HDO et ce dont un moteur d'avion a besoin.
Le HI transforme les paraffines à chaîne linéaire en isoparaffines ramifiées grâce à un mécanisme catalytique bifonctionnel. Les sites métalliques (généralement du platine ou du palladium) assurent l'activité d'hydrogénation-déshydrogénation ; les sites acides du support catalysent le réarrangement du squelette. Le matériau de support lui-même est essentiel — et c'est là que les zéolites et les tamis moléculaires entrent en jeu dans la chimie, et pas seulement dans la purification. Le SAPO-11 présente une structure poreuse précisément définie de 0,39 nm × 0,63 nm, avec des canaux elliptiques à 10 chaînons. Ce réseau sélectif en termes de forme favorise la formation d'isomères mono-ramifiés présentant des points de congélation nettement plus bas, tout en minimisant le craquage indésirable en produits plus légers.
Parallèlement, l'hydrocraquage contrôlé permet de décomposer les chaînes plus longues (C18–C22) en composés dont la teneur en carbone correspond à celle du kérosène (C8–C16). Tout l'art de l'étape HI consiste à équilibrer ces deux réactions : isomériser suffisamment pour respecter la spécification de point de congélation de −47 °C, mais sans surcraquer — chaque atome de carbone qui se retrouve dans le naphta ou le gaz combustible est un atome de carbone qui n'est pas devenu du kérosène.
C'est également à ce stade que le choix entre une configuration en une seule étape et une configuration en deux étapes prend toute son importance. En mode de fonctionnement en une seule étape (« mode acide »), l'effluent de l'unité HDO est acheminé directement vers le réacteur HI sans purification intermédiaire. L'ammoniac et le sulfure d'hydrogène présents inhibent l'activité du catalyseur à base de métaux nobles de 70 à 90 %, limitant ainsi la profondeur d'isomérisation et le rendement en SAF — généralement inférieur à 15 % du produit liquide total. En fonctionnement à deux étapes (« mode sweet »), l'effluent HDO subit une séparation gaz-liquide intermédiaire et une purification avant d'entrer dans le réacteur HI, qui fonctionne alors sans NH3 et H2L'activité d'isomérisation augmente de 3 à 5 fois, et le rendement en SAF grimpe à 75–80 % de la gamme de produits.
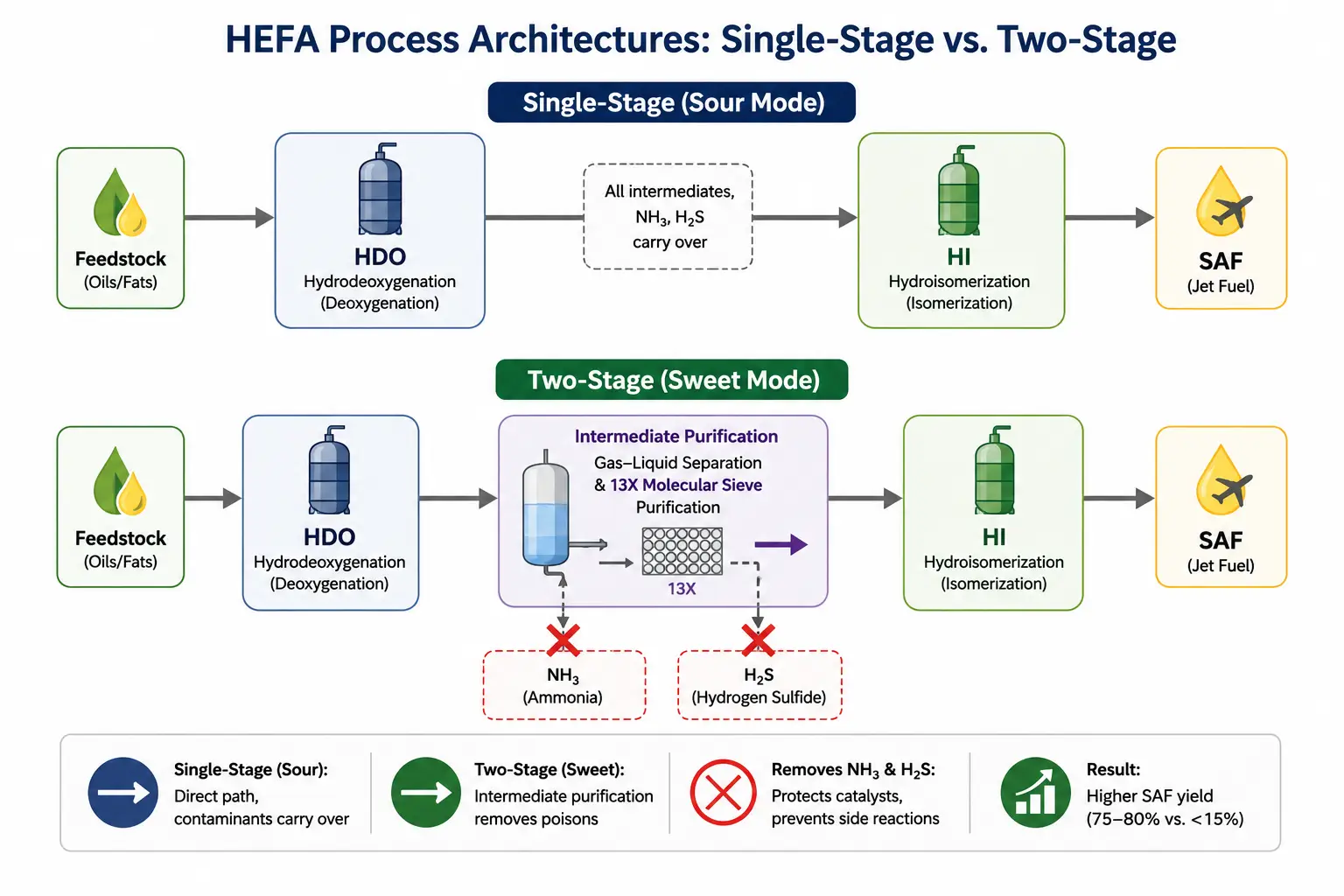
Les implications commerciales sont claires : une usine qui ne dispose pas d'une étape de purification intermédiaire — ou qui ne la définit pas correctement — n'est pas une usine de carburants alternatifs durables (SAF). Il s'agit d'une usine de diesel renouvelable qui produit une quantité symbolique de kérosène.
Fractionnement et assemblage — La touche finale
L'effluent combiné du réacteur est séparé par distillation en quatre fractions de produit : gaz combustible et GPL (C1–C4), naphta (C5–C12), la coupe SAF (kérosène paraffinique synthétique C8–C16) et le diesel renouvelable (C10–C22). En mode SAF maximal, la fraction de carburant pour avions représente 75 à 80 % du produit liquide total, le reste se répartissant entre le diesel et le naphta.
Le HEFA-SPK pur est ensuite mélangé à du Jet A-1 conventionnel à raison de 50% en volume maximum, limite fixée par la norme ASTM D7566. La contrainte réside dans la teneur en composés aromatiques : le HEFA-SPK est essentiellement paraffinique à 100 %, ne contenant pratiquement aucun composé aromatique, alors que les spécifications du carburant pour avions exigent un minimum de 8 % de composés aromatiques pour garantir le gonflement des joints en élastomère dans les systèmes de carburant des avions. La limite de mélange de 50 % garantit un transfert suffisant d'aromatiques provenant de la partie de carburant aviation conventionnel.
Des additifs — agents améliorant le pouvoir lubrifiant, antioxydants et, dans certains cas, agents dissipateurs d'électricité statique — complètent la formulation, et le carburant final est rebaptisé D1655 Jet A-1 ; il ne se distingue en rien de son équivalent fossile, tant au niveau de la manipulation que des performances.
La couche de purification souvent négligée — là où les tamis moléculaires font toute la différence dans les performances des filtres HEFA
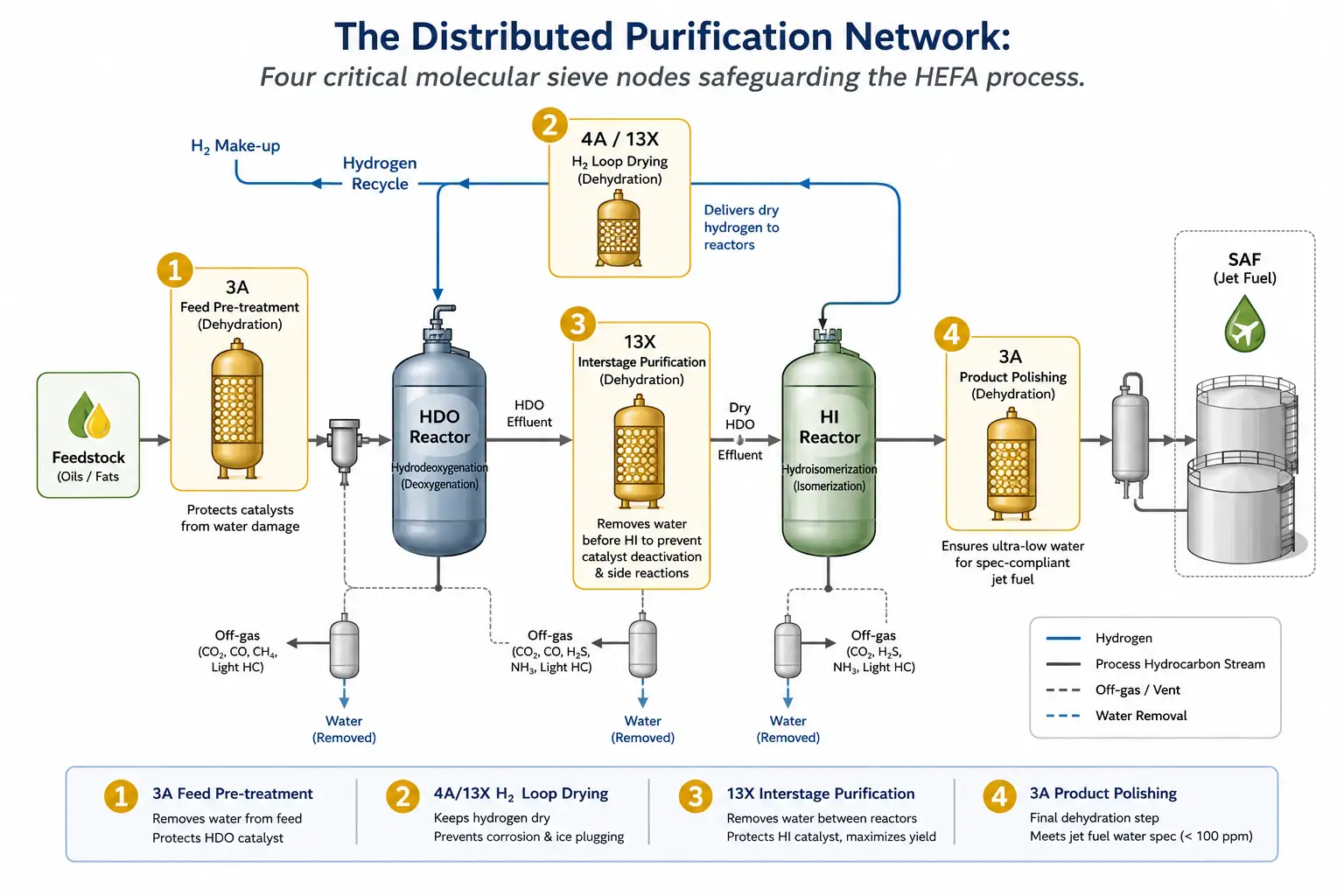
Le débat public sur le procédé HEFA consacre environ 95% de son attention à la chimie du réacteur et aux performances du catalyseur. Or, le fonctionnement fiable de toute usine HEFA industrielle repose sur une « cinquième étape » qui se déroule de manière invisible parallèlement au processus principal : un réseau distribué d’unités de purification à tamis moléculaires déployées à quatre nœuds stratégiques. Si vous omettez cette couche de votre modèle mental du HEFA, vous vous retrouvez face au schéma de principe d’une expérience chimique — et non à une installation de production opérationnelle.
Cette section passe en revue chacun de ces quatre nœuds de purification. Pour chacun d'entre eux, la question centrale est la même : que faut-il éliminer, que se passe-t-il si cela n'est pas fait, et quel type de tamis moléculaire est le mieux adapté à cette tâche ?
Prétraitement des matières premières — Protection du lit de protection
Avant d'entrer dans le réacteur HDO, la charge passe par une chaîne de prétraitement conçue pour retenir les contaminants qui, sans cela, endommageraient de manière irréversible les catalyseurs en aval. Alors que les catalyseurs de protection situés à l'intérieur du réacteur HDO traitent le phosphore et les métaux au niveau de la réaction, une étape d'adsorption physique en amont constitue la dernière ligne de défense.
Les huiles de cuisson usagées et les graisses animales contiennent de l'eau en solution (0,1 à 0,5 % en poids), des sels hydrosolubles, des composés organiques polaires et des oligo-éléments. L'eau entrant dans le réacteur HDO réduit la pression partielle d'hydrogène par dilution, favorise les réactions secondaires de conversion eau-gaz qui consomment de l'hydrogène précieux et accélère le frittage hydrothermique du catalyseur. Les composés polaires et les sels métalliques empoisonnent les sites actifs au contact.
La solution consiste en un lit d'adsorption de prétraitement chargé de tamis moléculaire 3A et d'alumine activée, installé en amont du réchauffeur d'alimentation. L'ouverture des pores du tamis 3A — environ 3 Å — est dimensionnée pour laisser passer les molécules d'eau (diamètre cinétique ~2,65 Å) tout en excluant les molécules d'hydrocarbures plus grosses (4–10 Å). L'eau pénètre dans les pores et est adsorbée ; les molécules organiques plus grosses restent en phase liquide, ce qui évite à la fois le colmatage des pores et le risque exothermique lié à la co-adsorption d'hydrocarbures. L'alumine activée présente dans le même lit capture les composés polaires grâce à la chimie de surface amphotère de ses pores.
L'impact sur la durée de vie du catalyseur est mesurable : une adsorption adéquate lors du prétraitement peut prolonger les intervalles de remplacement du catalyseur du lit de protection de 30 à 50 %, ce qui réduit directement à la fois les coûts d'achat du catalyseur et les temps d'arrêt de production.
Séchage du gaz de recyclage d'hydrogène — Protection du catalyseur à base de métaux précieux
La réaction HDO génère environ 100 à 120 kg d'eau par tonne de matière première traitée. Une fois que l'effluent du réacteur a été refroidi et séparé, le flux de gaz riche en hydrogène — toujours saturé en vapeur d'eau à un point de rosée compris entre 40 et 60 °C — est recyclé vers l'entrée du réacteur. Si cette humidité n'est pas éliminée, elle s'accumule dans la boucle, diluant progressivement la pression partielle d'hydrogène, réduisant la vitesse de réaction HDO et accélérant la désactivation du catalyseur par frittage hydrothermique.
Dans une configuration en deux étapes, les conséquences s'aggravent encore davantage : l'humidité introduite dans le réacteur HI empoisonne les catalyseurs à base de platine et de palladium. Les données de l'industrie indiquent qu'une exposition prolongée à des concentrations d'eau d'entrée supérieures à 50 ppm peut entraîner une baisse observable de l'activité d'isomérisation. À des charges d'humidité plus élevées, le rendement en SAF peut chuter de l'objectif de conception de 75% à moins de 50% en quelques jours.
La solution standard consiste en un sécheur à recyclage d'hydrogène — une unité d'adsorption à alternance thermique à double lit remplie de tamis moléculaire 4A ou 13X, selon la composition du gaz. Un tamis moléculaire 4A (ouverture des pores d'environ 4 Å) adsorbe sélectivement l'eau tout en excluant la plupart des hydrocarbures. Dans des conditions de fonctionnement typiques de 40 °C et 30 bars, il atteint une capacité d'adsorption dynamique de l'eau de 20 à 22 % en poids. Le point de rosée de sortie visé est de −60 °C ou moins, ce qui correspond à une teneur en eau inférieure à 10 ppmv. Lorsque le CO2 est présent en quantités importantes dans le gaz de recyclage, ce qui nécessite le choix d'un adsorbant spécialisé ou d'un système dédié au CO2 Une étape d'élimination peut s'avérer nécessaire, car les tamis moléculaires 4A et 13X adsorbent tous deux le CO2, le 13X présentant une capacité de co-adsorption plus élevée pour le CO2 près de l'eau.
La configuration à deux lits garantit un fonctionnement ininterrompu : tandis qu'un lit est en phase d'adsorption (généralement de 8 à 24 heures selon le débit et la charge d'humidité), l'autre subit une régénération thermique à une température comprise entre 200 et 300 °C à l'aide d'un flux partiel de gaz produit sec ou d'azote.
Déshydratation intermédiaire — Le catalyseur du mode « Sweet »
C'est l'étape de purification intermédiaire — l'équipement situé entre les réacteurs HDO et HI dans une configuration en deux étapes — qui distingue le plus une usine HEFA optimisée pour les SAF d'une installation de production de diesel renouvelable.
En mode à une seule étape, l'ensemble de l'effluent du HDO, comprenant l'eau, l'ammoniac et le sulfure d'hydrogène, est introduit dans le réacteur HI. Dans ces conditions, l'activité du catalyseur à base de métaux précieux est réduite de 70 à 90 %, et l'installation produit principalement des hydrocarbures de type diesel avec une quantité minimale de produits de type kérosène. En mode à deux étages, l'effluent HDO subit un refroidissement, une séparation gaz-liquide, un lavage des gaz acides (lavage à l'amine ou à l'eau), puis un polissage par adsorption à travers un lit de tamis moléculaires.
Le milieu d'adsorption utilisé pour ce service est généralement un tamis moléculaire 13X, dont les pores d'environ 10 Å permettent d'adsorber simultanément l'eau résiduelle, l'ammoniac et les traces de sulfure d'hydrogène. L'objectif est de réduire la concentration d'ammoniac à moins de 1 ppmv à l'entrée du réacteur HI, niveau auquel l'activité du catalyseur à base de métaux nobles s'exprime pleinement. Dans ces conditions de fonctionnement optimal, l'activité d'isomérisation augmente d'un facteur de 3 à 5, et le rendement en SAF passe de moins de 15 % à 75–80 % du produit liquide total.
La section de purification intermédiaire représente généralement entre 5 et 81 % du coût d'investissement total d'une usine HEFA à deux étages. C'est elle qui fait la différence entre une usine de diesel et une usine de kérosène.
Purification du produit — La touche finale
Le dernier nœud de purification se situe à la frontière entre la production et le stockage. La fraction de carburant durable (SAF) distillée, même après avoir subi tous les traitements en amont, peut absorber de l'humidité dissoute pendant le stockage en réservoir — conséquence des variations de température diurnes qui entraînent l'entrée d'air ambiant humide dans l'espace libre du réservoir. L'eau dissoute, même à des concentrations inférieures à 50 ppm, présente un risque en altitude de croisière : lorsque la température du carburant baisse pour se rapprocher de la température ambiante (de -50 à -60 °C à 35 000 pieds), l'eau dissoute peut se précipiter sous forme de cristaux de glace microscopiques qui obstruent les filtres à carburant et provoquent l'extinction du moteur.
Une étape finale de purification du produit à l'aide d'un sécheur à tamis moléculaire 3A — fonctionnant à température ambiante avec un débit volumique horaire de 4 à 12 h−1 — réduit la teneur en eau dissoute à moins de 15 ppm, ce qui correspond à la limite supérieure pratique pour que le carburant Jet A-1 reste exempt d'eau libre sur toute la plage de vol.
Prises dans leur ensemble, ces quatre applications des tamis moléculaires — le 3A pour le prétraitement de la charge, le 4A ou le 13X pour le séchage par recyclage d'hydrogène, le 13X pour la purification intermédiaire et le 3A pour l'affinage du produit final — forment un système de purification distribué qui couvre l'ensemble du processus HEFA, du réservoir d'alimentation au réservoir de produit. Ils sont rarement mentionnés dans le même contexte que les réacteurs et les catalyseurs qui dominent les discussions dans l'industrie. Mais sans eux, pas une seule goutte de carburant durable (SAF) n'atteindrait la buse d'un avion.
Fournisseurs de technologies HEFA et configurations de processus
Pour les développeurs de projets et les équipes d'ingénierie qui évaluent les différentes options technologiques HEFA, le paysage des concédants de licence commerciaux se décline en plusieurs offres bien définies. Le tableau ci-dessous présente les principaux acteurs sur la base des informations accessibles au public ; le choix technologique final doit tenir compte des caractéristiques spécifiques des matières premières du site, de la distribution du produit cible et de l'intégration avec les infrastructures de raffinerie existantes.
| Concédant de licence technologique | Nom du processus | Options de configuration | Points forts de Catalyst | Projets phares | Rendement SAF maximal |
|---|---|---|---|---|---|
| Topsoe | HydroFlex | À un étage / À deux étages | Catalyseur HDO à base de Mo/Al₂O₃ ; sélectivité HDO du 97% | Montana Renewables, Phillips 66 Rodeo | ~75–80% |
| Honeywell UOP | Écofining | À un étage / À deux étages | Catalyseurs exclusifs ; plus de 50 licences actives | Diamond Green Diesel, World Energy Paramount | ~75% |
| Axens | Végétalien | En deux étapes | Première installation de référence commerciale en service depuis plus de 8 ans | Galp, Green Carbon Development | ~75% |
| Neste | NExBTL (breveté) | À deux étages avec HI à contre-courant | Catalyseur fourni par Ketjen | Porvoo, Singapour, Martinez (Marathon JV) | ~75% |
| Sulzer Chemtech | BioFlux | Réacteur unique à remplissage liquide | Sous licence de Duke Technologies | Projets en Thaïlande, en Malaisie et en Uruguay | N/A (axé sur la recherche et le développement) |
Le choix d'un concédant de licence technologique est une première étape essentielle, mais ce n'est que la première étape. Quel que soit le procédé retenu, chaque usine HEFA nécessite la même infrastructure de purification de base. Les unités de déshydratation par tamis moléculaire, de purification intermédiaire et de polissage du produit ne sont pas des options facultatives dans la conception d'un concédant ; il s'agit d'opérations unitaires indispensables qui doivent être spécifiées, dimensionnées et approvisionnées.
Les unités de déshydratation par tamis moléculaire, de purification intermédiaire et de raffinage du produit ne constituent pas des options facultatives dans la conception d'un concédant de licence. Il s'agit d'opérations unitaires indispensables qui doivent être spécifiées, quel que soit le package de procédé retenu.
De la conception des procédés à la performance de l'usine — Pourquoi la couche de purification est-elle si importante ?
Le manuel HEFA standard distingue trois étapes : l'HDO, l'hydroisomérisation et le fractionnement. Mais tout concepteur d'usine ayant suivi une unité de production depuis l'étude FEED jusqu'à la mise en service sait qu'il existe une quatrième fonction qui sous-tend ces trois étapes : la phase de purification qui rend le processus chimique possible.
La logique économique est simple. Les catalyseurs HI à base de métaux précieux coûtent entre 450 000 et plus d'un million de livres sterling par charge de réacteur. Un remplacement imprévu de catalyseur, provoqué par un empoisonnement à l'eau ou à l'ammoniac, entraîne non seulement le coût direct du remplacement, mais aussi l'arrêt de la production — et une usine de carburants durables (SAF) à grande échelle produisant 2 000 à 3 000 barils par jour perd environ 1,2 million de dollars de chiffre d'affaires pour chaque jour d'arrêt imprévu. Les systèmes de purification par tamis moléculaires qui protègent ces catalyseurs représentent 3 à 5 % de l'investissement total de l'usine, mais influencent plus de 70 % des coûts d'exploitation variables par leur effet sur la durée de vie des catalyseurs, le rendement des produits et la fiabilité de l'exploitation.
Alors que la capacité mondiale de production de carburants durables (SAF) passe d'environ 1,5 million de tonnes par an aujourd'hui à plus de 400 milliards de litres par an d'ici 2050 — ce qui nécessitera, selon les estimations, entre 5 000 et 7 000 nouvelles installations de production, selon une analyse de l'AIE Bioénergie —, la couche de purification passera du statut de simple note de bas de page dans la conception à celui de facteur de différenciation concurrentiel. La première génération d’usines HEFA considérait le choix du tamis moléculaire comme un élément secondaire, acceptant souvent par défaut l’adsorbant spécifié par le maître d’œuvre. La prochaine génération, confrontée à des marges plus serrées, à des matières premières de plus en plus variables et à une pression réglementaire accrue sur le rendement, considérera la spécification de l’adsorbant comme une variable d’optimisation de la conception à part entière.
Pour les ingénieurs chargés aujourd’hui de définir de nouvelles capacités HEFA, le message à retenir est clair : il faut accorder autant de rigueur au choix de l’adsorbant qu’à celui du catalyseur. Les tamis moléculaires qui assèchent votre boucle de recyclage d'hydrogène ne sont pas des produits de base. Une spécification adéquate, étayée par des essais spécifiques à l'application et un fournisseur disposant d'une expertise éprouvée en purification des gaz industriels, peut faire la différence entre cinq ans de performances stables du catalyseur d'isomérisation et un arrêt imprévu dès la première année.
Références
- ASTM International. « ASTM D7566 — Spécification standard pour le carburant pour turbines d'aviation contenant des hydrocarbures synthétiques ». 2025. https://www.astm.org/d7566.html
- SkyNRG. « Les bases de la technologie des carburants durables — Le procédé HEFA. » https://skynrg.com/sustainable-aviation-fuel/technology-basics/
- Bergwerff, J. « Production de SAF par la voie HEFA : chimie et catalyse ». Decarbonisation Technology, mai 2025. https://decarbonisationtechnology.com/article/329/saf-production-via-the-hefa-route-chemistry-and-catalysis
- Shiflett, W. « Énergies renouvelables, 2e partie : zoom sur les carburants synthétiques durables (SAF) ». Digital Refining, 2025. https://www.digitalrefining.com/article/1003245/renewables-part-2-a-focus-on-saf
- Groupe de travail 39 de l'AIE sur la bioénergie. « Progrès réalisés dans la commercialisation du biokérosène et des carburants d'aviation durables (SAF) ». 2024. https://task39.ieabioenergy.com/
- van Dyk, S. et al. « Synergies potentielles entre la production de biocarburants de substitution et la poursuite du co-traitement dans les raffineries de pétrole ». IEA Bioenergy, 2019. https://www.ieabioenergy.com/
- Goh, B.H.H. et al. « Progrès récents dans les voies de conversion catalytique pour la production de carburant d'aviation synthétique à partir de bioressources ». Energy Conversion and Management, 2022. https://doi.org/10.1016/j.enconman.2021.114974
- CZapp. « Les avantages et les inconvénients du parcours HEFA pour la SAF. » https://www.czapp.com/analyst-insights/the-pros-and-cons-of-the-hefa-pathway-for-saf/
- Ketjen / Albemarle. « ReNewFine Catalyst Portfolio ». Cité dans Decarbonisation Technology, mai 2025.
- Jalon Zeolite. « Solutions industrielles en tamis moléculaires et adsorbants. » https://www.jalonzeolite.com/products/
- Jalon Zeolite. « Études de cas ». https://www.jalonzeolite.com/case-studies/
- Jalon Zeolite. « Compétences techniques ». https://www.jalonzeolite.com/capability/








