Pasos del procesamiento del gas natural: Guía completa de ingeniería
¿Qué es el procesamiento del gas natural?
En el sector energético intermedio, el término "procesamiento de gas natural" se refiere a la compleja secuencia de operaciones termodinámicas y de ingeniería química necesarias para transformar el gas bruto, sin tratar, en gas natural de calidad comercial para gasoductos. Para entender la necesidad de esta infraestructura, primero debemos fijarnos en la definición fundamental de la materia prima. Cuando el gas natural bruto extraído de la tierra y llega a la boca del pozo, dista mucho de ser metano puro. Por el contrario, es una mezcla multifásica muy volátil y compleja.
Esta corriente bruta suele contener una mezcla de hidrocarburos ligeros (metano), líquidos de gas natural o LGN más pesados (etano, propano, butano y pentanos), vapor de agua saturado (H2O), sulfuro de hidrógeno (H2S), dióxido de carbono (CO2), gases inertes como el nitrógeno y el helio, así como trazas de metales pesados como el mercurio e impurezas mecánicas como la arena y los fluidos del pozo.
El procesamiento de esta mezcla multifásica sirve a dos objetivos fundamentales e innegociables en las operaciones de las plantas modernas:
- Purificación (acondicionamiento): El objetivo principal es la eliminación estricta de impurezas corrosivas, tóxicas e incombustibles. Así se garantiza que el gas cumpla las especificaciones universales y altamente reguladas de las tarifas de los gasoductos. Por ejemplo, la Asociación de Procesadores de Gas (GPA) y el Instituto Americano del Petróleo (API) suelen exigir que el gas de venta contenga menos de 4 ppmv (partes por millón en volumen) de H2S, y el CO2 debe limitarse estrictamente a menos de 2%. El incumplimiento de estas especificaciones provoca el cierre de los gasoductos y una grave degradación metalúrgica de la red de transporte.
- Separación (recuperación de LGN): El objetivo secundario, aunque económicamente vital, es la extracción de subproductos líquidos de alto valor. El etano, el propano y el butano son componentes fundamentales de la industria petroquímica mundial (utilizados en plásticos, refrigerantes y combustibles). Separar estos LGN del flujo de metano a granel maximiza el rendimiento económico de la planta de procesamiento.
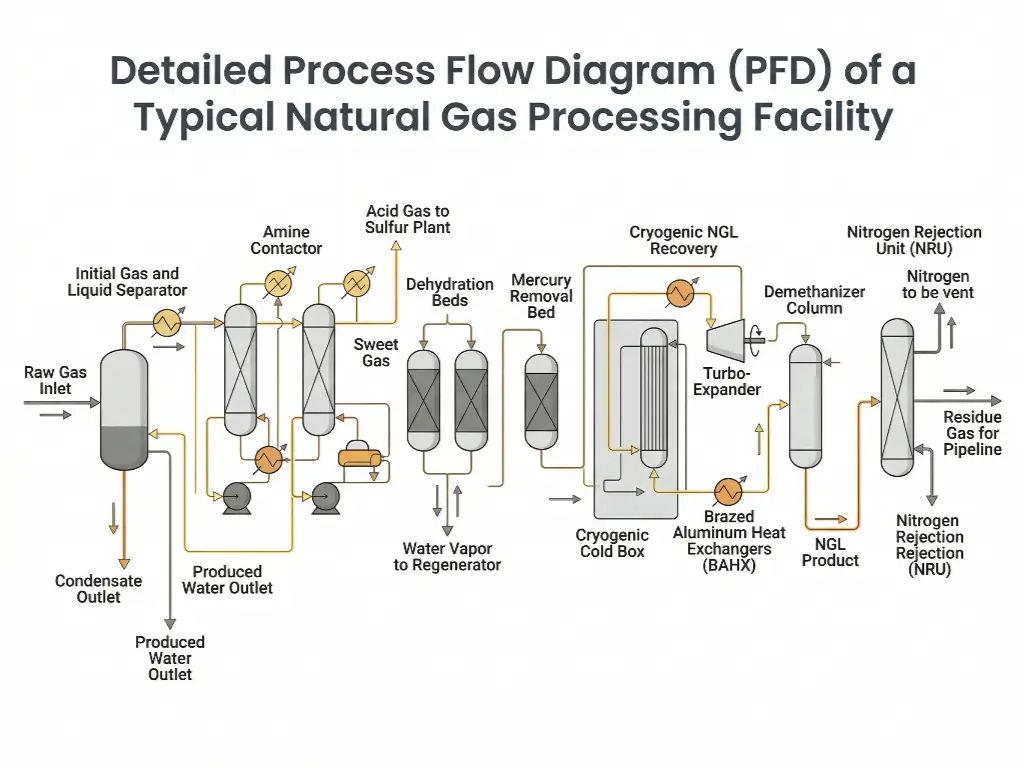
Paso 1: Separación inicial de gases y líquidos
En el momento en que el flujo de gas bruto multifásico cruza los límites de la batería de la planta de procesamiento, entra en la fase inicial de separación de gas y líquido. Esta etapa actúa como la principal línea de defensa física para todos los equipos aguas abajo. Si se permite que los líquidos y sólidos a granel eludan esta fase, provocarán una formación catastrófica de espuma en los contactores de aminas, saturarán los lechos de deshidratación y destruirán el equilibrio aerodinámico de los impulsores de los compresores aguas abajo.
El mecanismo de funcionamiento de esta fase inicial se basa por completo en la dinámica de fluidos, concretamente en el cambio de momento y la sedimentación por gravedad. Al reducir drásticamente la velocidad de la corriente de gas entrante, las gotas de líquido y las partículas sólidas más pesadas pierden su energía cinética. Según la ley de Stokes, una vez que la velocidad ascendente del gas es inferior a la velocidad de sedimentación terminal de las gotas, los líquidos caen fuera de la fase gaseosa y se acumulan en el fondo del recipiente.
Portadores de hardware básico para la separación inicial
Para llevar a cabo esta separación física, los ingenieros recurren a enormes recipientes estáticos de alta presión:
- Slug Catchers: Los gasoductos atraviesan topografías variadas, lo que hace que los líquidos se acumulen en zonas bajas. Periódicamente, la presión del gas empuja estos líquidos acumulados hacia delante en forma de enormes "slugs" de alta velocidad. Los colectores de lodos son recipientes de amortiguación de gran volumen (a menudo construidos como una serie de tuberías paralelas de gran diámetro conocidas como colectores tipo arpa) diseñados específicamente para absorber estas enormes oleadas de líquido sin desbordar la capacidad de procesamiento en estado estacionario de la planta.
- Separadores bifásicos y trifásicos: Una vez capturados los desechos primarios, el gas fluye hacia recipientes a presión de precisión. Un separador de 2 fases separa el gas de los líquidos totales, mientras que un separador de 3 fases utiliza las diferencias de gravedad específica para separar aún más los líquidos en una fase de hidrocarburos (condensado) y una fase acuosa (agua producida). Estos recipientes están equipados con desviadores internos de entrada para romper el impulso de la corriente entrante, amplias secciones de sedimentación por gravedad para permitir la separación de fases, y almohadillas antivaho de alta ingeniería (extractores de niebla hechos de malla de alambre tejido o paquetes de paletas) en la boquilla de salida de gas para interceptar y coalescer las microgotas, evitando el arrastre de líquido a las unidades de endulzamiento aguas abajo.
Paso 2: Eliminación del gas ácido (endulzamiento del gas)
Tras la separación física inicial, la corriente de gas, ya libre de líquidos a granel pero que aún contiene impurezas gaseosas letales y corrosivas, pasa a la unidad de eliminación de gases ácidos. En terminología industrial, el gas cargado de H2S y CO2 se denomina "gas ácido", mientras que el gas desprovisto de estos componentes es "gas dulce".
En este caso, el objetivo del proceso es primordial para la seguridad de la planta y la supervivencia de la infraestructura. H2El S no sólo es letalmente tóxico para el personal en bajas concentraciones, sino que, en presencia de agua libre, se disuelve para formar un ácido débil que ataca agresivamente al acero al carbono, provocando picaduras localizadas y grietas por tensión de sulfuro (SSC). Del mismo modo, el CO2 forma ácido carbónico que provoca una rápida corrosión por pérdida de peso en las tuberías. Además, si el CO2 no se elimina, se congelará en las etapas posteriores de licuefacción criogénica, actuando como gravilla de hielo seco que destruye la maquinaria rotativa de alta velocidad.
El principal mecanismo químico empleado para endulzar el gas es el proceso de tratamiento con aminas. Se basa en un disolvente acuoso de alcanolamina, normalmente metildietanolamina (MDEA) o dietanolamina (DEA). El proceso funciona mediante un ciclo continuo de absorción y regeneración térmica. En la fase de absorción, el gas ácido frío a alta presión fluye hacia arriba, mientras que la solución de amina pobre (pura) fluye hacia abajo. La amina se une químicamente al H2S y CO2 moléculas. La amina ahora "rica" (cargada de gas ácido) se envía a una columna regeneradora de baja presión y alta temperatura, donde el calor rompe los enlaces químicos, hirviendo los gases ácidos para enviarlos a una unidad de recuperación de azufre, mientras que la amina pobre restaurada se bombea de nuevo para comenzar el ciclo de nuevo.
Core Hardware Carrier: Contactores de amina
El corazón de esta operación es el contactor de aminas (absorbedor). Se trata de recipientes verticales a presión, altos y de paredes gruesas, diseñados para maximizar la transferencia de masa entre las fases gaseosa y líquida. Para conseguirlo, el interior del contactor está equipado con bandejas de fraccionamiento (como bandejas de válvula o bandejas de tapón de burbujas) o empaquetaduras estructuradas. Estos elementos internos obligan al gas ácido ascendente a burbujear violentamente a través de la amina líquida descendente, maximizando el área de contacto en contracorriente y garantizando que la reacción química se complete.
Estado de salida del proceso crucial: Es imperativo que los ingenieros de proceso observen el estado físico del gas cuando sale por la parte superior del contactor de aminas. Dado que el disolvente de la amina es una solución acuosa (a menudo 50% agua), el gas dulce que sale de la unidad está totalmente saturado de agua a la presión y temperatura de funcionamiento. Esto introduce una amenaza nueva y crítica en el sistema, lo que obliga a una deshidratación inmediata y altamente eficaz aguas abajo.
Paso 3: Tecnologías de deshidratación del gas natural
El gas dulce saturado de agua no puede transportarse ni enfriarse en su estado actual. Si se permite que el vapor de agua permanezca en la corriente de gas, cualquier descenso posterior de la temperatura o aumento de la presión hará que el agua se condense. En los sistemas de gas a alta presión, el agua condensada reacciona con las moléculas de hidrocarburos ligeros (como el metano y el etano) para formar hidratos de gas natural, estructuras cristalinas sólidas similares al hielo. En cuestión de segundos pueden formarse tapones de hidratos que bloquean completamente las tuberías, atascan las válvulas y provocan sobrepresiones catastróficas. Por tanto, la deshidratación es un paso innegociable.
Sin embargo, la lógica de selección de la deshidratación no es única. La elección de la tecnología depende estrictamente de los límites termodinámicos y los perfiles de temperatura requeridos por el proceso aguas abajo. Los ingenieros deben elegir entre la absorción de líquidos estándar (TEG) para conducciones normales, o la adsorción de desecantes sólidos (tamices moleculares) para operaciones a temperaturas ultrabajas.
Matriz de selección de la deshidratación: TEG frente a tamiz molecular
Para ayudar en la toma rápida de decisiones de ingeniería, la siguiente matriz estructurada compara las dos tecnologías de deshidratación dominantes:
| Dimensión / Parámetro | Deshidratación por TEG (trietilenglicol) | Tamiz molecular de zeolita Deshidratación profunda |
|---|---|---|
| Límite inferior del punto de rocío del agua | Aprox. -45°C (-50°F) | < -101°C (-150°F) / < 0,1 ppmv |
| Aplicaciones posteriores | Transmisión comercial estándar por tuberías | Recuperación criogénica de LGN, licuefacción de GNL |
| Perfil de consumo de energía | Inferior (servicio de rehervidor moderado) | Alta (requiere gas de regeneración a alta temperatura) |
| CAPEX / OPEX | Menor CAPEX inicial, OPEX moderado | CAPEX inicial elevado, OPEX operativo cíclico |
Integridad del soporte físico y del desecante
Cuando el diseño de la planta exige una recuperación profunda de LGN, los sistemas TEG son termodinámicamente incapaces de evitar la formación de hielo en la caja fría. En su lugar, la planta debe utilizar tamices moleculares de zeolita. Estos sistemas se basan en la adsorción física en estado sólido, en la que las moléculas de agua quedan atrapadas dentro de la estructura cristalina microporosa altamente uniforme de la zeolita de aluminosilicato.
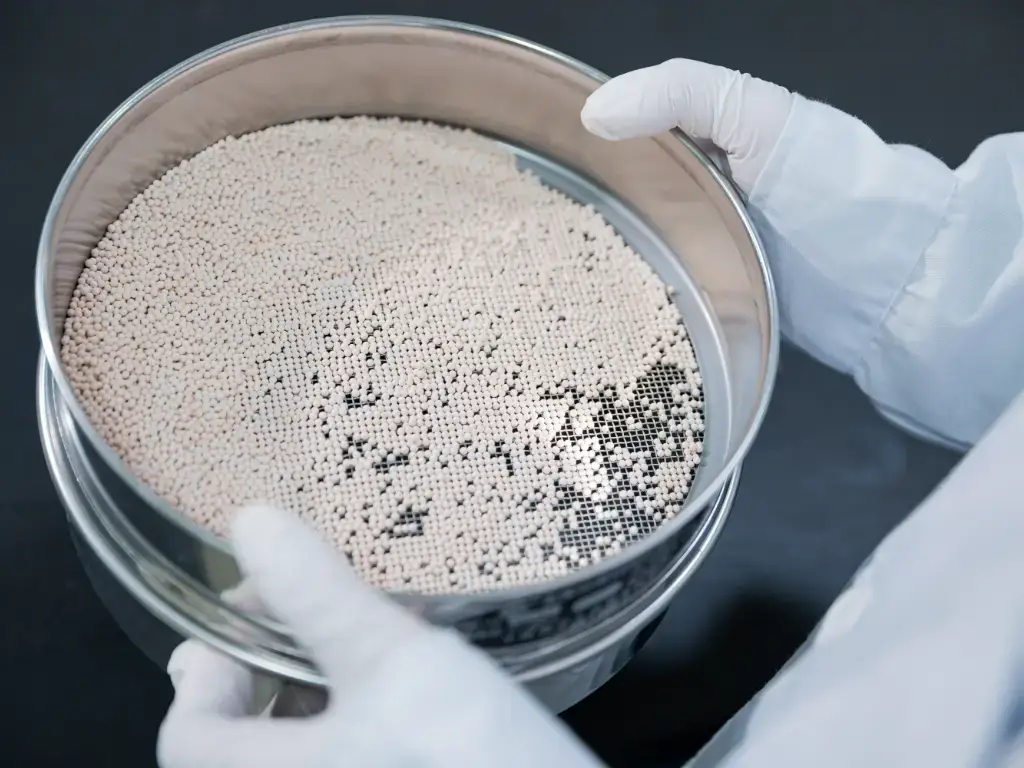
El hardware del sistema de deshidratación por tamiz molecular es masivo y altamente automatizado. Cuenta con recipientes de adsorción de lecho doble o múltiple que funcionan en ciclos continuos. Mientras un recipiente está adsorbiendo agua del gas natural a alta presión, el otro está fuera de línea en fase de regeneración. Esta regeneración consiste en hacer pasar una corriente de gas residual extremadamente caliente y seco (a menudo calentado a 500°F - 600°F mediante calentadores de regeneración de alta temperatura) a través del lecho húmedo para vaporizar y barrer la humedad atrapada. Una vez seco, el lecho se enfría y se vuelve a colocar en espera. Las válvulas de conmutación automatizadas controlan este intrincado ballet, garantizando que el proceso posterior reciba un flujo continuo e ininterrumpido de gas totalmente seco.
Porque estos lechos adsorbentes son los últimos guardianes de la aplicaciones de gas natural aguas abajo, las limitaciones físicas y mecánicas del propio desecante son de vital importancia. La naturaleza cíclica del proceso ejerce una enorme presión sobre los materiales.
Para garantizar la integridad mecánica de la unidad de deshidratación y evitar la degradación del lecho, los parámetros físicos del desecante son fundamentales. Por ejemplo, los tamices moleculares 4A y 13X de JALON alcanzan una elevada resistencia al aplastamiento (por ejemplo, >85 N) y una tasa de atrición extremadamente baja (<0,1 wt%). Fabricado bajo estricta automatización DCS, el tamaño uniforme de las partículas resultante y la alta densidad aparente permiten que el lecho soporte las severas tensiones mecánicas y térmicas de miles de ciclos de adsorción por cambio de temperatura (TSA) sin pulverizarse, protegiendo así de forma fiable los turboexpansores criogénicos aguas abajo.
Paso 4: Eliminación del mercurio precriogénico
Una vez que el gas está totalmente seco, se podría suponer que está listo para el enfriamiento extremo. Sin embargo, hay un elemento oculto y altamente destructivo que debe tratarse: las trazas de mercurio. La estricta secuencia del proceso dicta que la eliminación del mercurio es un requisito previo indispensable antes de permitir que el gas entre en la sección criogénica. Si se omite este paso o se coloca incorrectamente después de la caja fría, las consecuencias financieras y de seguridad son devastadoras.
El peligro químico que plantea el mercurio radica en un fenómeno metalúrgico conocido como fragilización por metal líquido (LME). Las plantas de procesamiento de gas natural utilizan mucho aluminio en sus secciones criogénicas porque el aluminio se vuelve más resistente y dúctil a temperaturas extremadamente bajas (a diferencia del acero estándar, que se vuelve quebradizo). Sin embargo, las trazas de mercurio en el flujo de gas se condensan en líquido a determinadas temperaturas. Cuando el mercurio líquido entra en contacto con las aleaciones de aluminio utilizadas en los intercambiadores de calor, se amalgama rápidamente con el aluminio, atacando los límites de grano del metal. Si no se elimina, el mercurio corroerá, debilitará y agrietará rápidamente el equipo aguas abajo, pudiendo provocar roturas catastróficas por alta presión, explosiones y el fallo total de la planta.
Para neutralizar esta amenaza, los ingenieros utilizan hardware y mecanismos químicos altamente especializados. El gas seco se conduce a través de recipientes a presión de lecho fijo repletos de carbón activado impregnado de azufre (o absorbentes específicos de óxidos de metales de transición). A medida que el gas fluye a través de la matriz de carbono poroso, el vapor de mercurio elemental experimenta una reacción de quimisorción con el azufre impregnado, formando un compuesto sólido muy estable conocido como sulfuro mercúrico (HgS). De este modo, el mercurio queda atrapado de forma permanente en el lecho, lo que garantiza que el gas que sale de la unidad no entra en contacto con la metalurgia del aluminio.
Paso 5: Recuperación y fraccionamiento criogénico de LGN
Una vez que el gas ha sido completamente despojado de gases ácidos, deshidratado a niveles de humedad inferiores a ppm y lavado de mercurio incrustado, está finalmente preparado para el entorno termodinámico más duro de la planta: La recuperación criogénica de LGN. El objetivo es enfriar la corriente de gas a temperaturas bajo cero tan extremas que los valiosos hidrocarburos más pesados (etano, propano y butano) pierdan su estado gaseoso y se condensen en líquidos recogibles, dejando sólo gas metano puro para enviar al gasoducto.
El mecanismo termodinámico que impulsa este descenso extremo de la temperatura es la expansión adiabática. Mientras que las plantas más antiguas utilizaban válvulas Joule-Thomson (J-T) para expandir el gas, las plantas modernas de alta eficiencia utilizan un proceso de expansión isentrópico. Al obligar al gas a alta presión a realizar un trabajo físico mientras se expande, la energía térmica se drena rápidamente de la corriente de gas, lo que provoca una caída de temperatura significativamente mayor que la simple expansión de la válvula.
Portadores de hardware básico para criogenia
El corazón del proceso de recuperación de LGN se basa en dos maravillas de la ingeniería mecánica y térmica:
- Turbo-Expansores: Se trata de unidades de maquinaria rotativa de alta velocidad que cumplen una doble función. El gas natural preenfriado a alta presión entra en la turbina del expansor, que hace girar los rodetes radiales de alta ingeniería a decenas de miles de revoluciones por minuto. A medida que el gas se expande y realiza este trabajo mecánico, su presión cae en picado y su temperatura desciende drásticamente, alcanzando a menudo entre -84°C y -101°C (-120°F y -150°F). A estas temperaturas, los LGN se condensan y salen de la fase gaseosa. Además, la potencia mecánica generada por el gas en expansión se transfiere a través de un eje central para accionar un compresor de refuerzo en el otro lado, volviendo a comprimir eficazmente el gas residual pobre para su exportación por gasoducto.
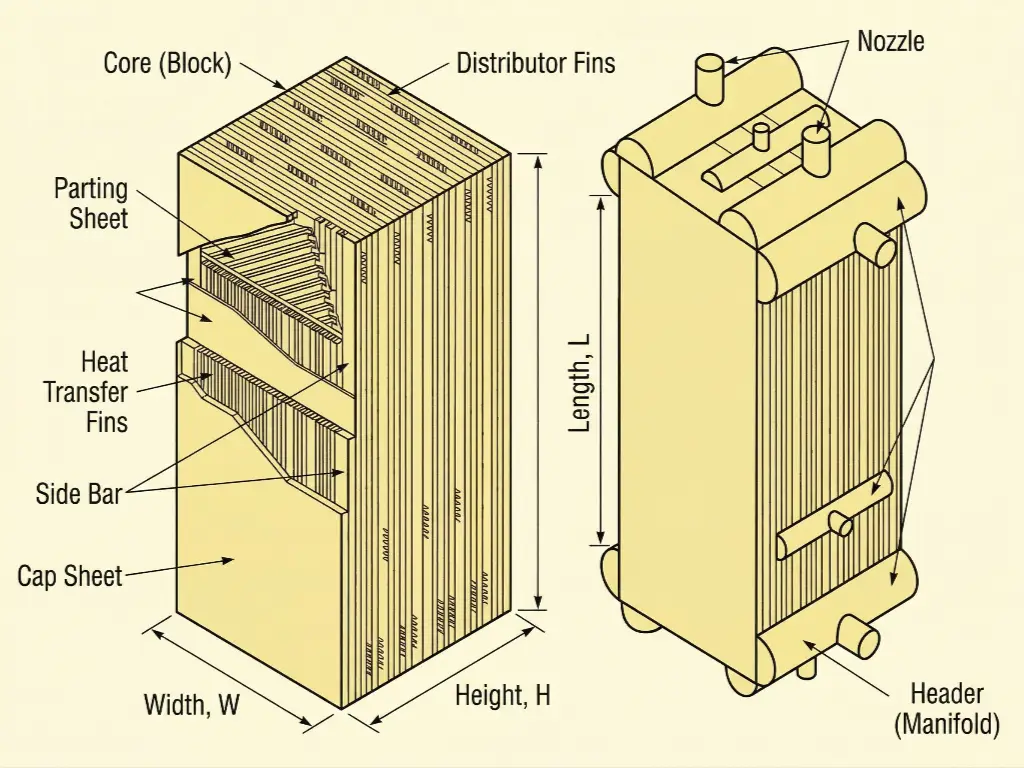
- Intercambiadores de calor de aluminio soldado (BAHX): A menudo denominadas "cajas frías", son unidades de transferencia de calor extremadamente compactas y muy eficientes. Construidas a partir de capas alternas de aletas de aluminio corrugado soldadas entre láminas de separación planas, ofrecen una relación superficie-área-volumen sin precedentes, facilitando la transferencia térmica masiva necesaria para preenfriar el gas entrante utilizando el gélido gas residual saliente. Sin embargo, su intrincado diseño de microcanales es su mayor vulnerabilidad. Los ingenieros de procesos deben reconocer que el BAHX depende estrictamente de la ejecución impecable de los pasos 3 y 4. Si los tamices moleculares fallan en la ejecución de los pasos 3 y 4, el BAHX no puede funcionar. Si los tamices moleculares no suministran 0,1 ppmv de humedad, los microcanales se taponarán instantáneamente con hielo e hidratos. Si los lechos de mercurio fallan, las aletas de aluminio se desintegrarán por LME.
Paso 6: Unidad de rechazo de nitrógeno (NRU)
En determinados yacimientos geológicos, el gas natural bruto está muy contaminado con nitrógeno. Aunque el nitrógeno no es corrosivo ni tóxico como el sulfuro de hidrógeno, presenta un importante problema comercial: es un gas inerte e incombustible. Las altas concentraciones de nitrógeno actúan como diluyente, reduciendo gravemente el valor calorífico volumétrico de la corriente de gas.
El objetivo del proceso de la Unidad de Rechazo de Nitrógeno (NRU) es la eliminación selectiva de este gas inerte para garantizar que el gas de venta final cumpla las especificaciones mínimas de Unidad Térmica Británica (BTU) o valor calorífico exigidas legalmente por las tarifas de los gasoductos comerciales. Si el valor BTU es demasiado bajo, los quemadores industriales y los electrodomésticos no funcionarán de forma segura o eficiente, y el gas será rechazado por la empresa de transporte.
Dado que el nitrógeno y el metano tienen puntos de ebullición increíblemente bajos y relativamente cercanos (-320 °F y -258 °F respectivamente), la separación no puede lograrse mediante una simple absorción. En su lugar, las NRU recurren a una compleja destilación criogénica. A menudo se vincula térmicamente al gas de cola de la unidad de recuperación de LGN. Utilizando columnas de fraccionamiento criogénico especializadas, el nitrógeno se destila como vapor por encima de la cabeza y se expulsa de forma segura a la atmósfera, mientras que el metano puro de alto BTU se recupera del fondo, se comprime y se envía al mercado.
Infraestructuras y limitaciones metalúrgicas en toda la planta
Para comprender en su totalidad una planta de procesamiento de gas natural es necesario reconocer su base sistémica. Aunque hemos detallado los pasos secuenciales del tratamiento, ciertos elementos críticos de la infraestructura abarcan todo el ciclo de vida de la planta y no están aislados en una sola unidad. Estos sistemas globales dictan el flujo físico y la seguridad estructural de toda la instalación multimillonaria.
Estaciones de compresión: El latido de la planta
El gas no fluye por sí solo; necesita un diferencial de presión. Las estaciones compresoras actúan como fuerza motriz de la planta, manteniendo un flujo hidráulico sistémico desde la boca del pozo hasta el gasoducto de exportación final. Dependiendo de los caudales volumétricos y las relaciones de compresión requeridas, las plantas utilizan compresores centrífugos de alta velocidad (para grandes volúmenes y flujos continuos) o compresores alternativos de gran potencia (para altas relaciones de presión y cargas variables).
Los compresores de entrada aumentan la presión de los conductos de recogida de baja presión hasta la presión de funcionamiento de las unidades de amina y deshidratación. Los compresores de refuerzo (a menudo accionados por el turboexpansor) ayudan a recuperar la presión perdida durante el procesamiento. Por último, los enormes compresores de gas residual toman el metano totalmente procesado y purificado y lo elevan a las más de 1.000 PSI necesarias para empujar el gas cientos de kilómetros por el gasoducto de transmisión comercial.
Normas metalúrgicas y de tuberías
Los ingenieros de procesos deben sortear restricciones metalúrgicas muy complejas y opuestas en distintas zonas de la planta. Una tubería perfectamente segura en una sección puede sufrir un fallo catastrófico y explosivo en otra.
- Limitaciones del gas amargo: En las secciones de separación inicial y tratamiento con aminas (Pasos 1 y 2), las tuberías, válvulas y accesorios están expuestos al sulfuro de hidrógeno húmedo. El acero al carbono estándar sometido a grandes esfuerzos de tracción absorberá hidrógeno atómico, lo que provocará la formación de ampollas internas y un fallo frágil repentino. Por lo tanto, toda la metalurgia en estas zonas debe cumplir estrictamente con NACE MR0175 / ISO 15156 normas. Esto impone límites estrictos a la dureza del acero (normalmente restringida a < 22 HRC) y exige tratamientos térmicos específicos posteriores a la soldadura para garantizar la resistencia al agrietamiento por tensión de sulfuro (SSC).
- Restricciones criogénicas: Por el contrario, en las secciones de recuperación de LGN y rechazo de nitrógeno (etapas 5 y 6), la amenaza no es química, sino térmica. El acero al carbono estándar sufre una drástica pérdida de tenacidad al impacto a temperaturas bajo cero, experimentando una transición de dúctil a quebradizo. Un pequeño impacto o un aumento de presión a -150 °F puede hacer añicos el acero estándar como si fuera de cristal. Por lo tanto, las tuberías y los recipientes a presión de las secciones criogénicas requieren acero al carbono para bajas temperaturas (LTCS) especializado para las secciones moderadamente frías, y acero inoxidable austenítico altamente aleado (como 304L o 316L) para los entornos de cajas frías extremas a fin de evitar la fractura frágil bajo el choque del frío extremo.
En última instancia, el procesamiento del gas natural es una secuencia de operaciones altamente interdependiente en la que el éxito de cada fase determina directamente la supervivencia de la siguiente. Desde la separación inicial en boca de pozo hasta la recuperación criogénica profunda de LGN, mantener un estricto control termodinámico, químico y metalúrgico es la única forma de cumplir las especificaciones de los gasoductos y maximizar la rentabilidad global de la planta.
Garantizar la fiabilidad de la planta con tecnología superior de desecantes
En JALON, aprovechamos más de dos décadas de experiencia en fabricación para proporcionar los materiales fundamentales que hacen posibles estos procesos extremos. Nuestros tamices moleculares de zeolita de alto rendimiento están diseñados para ofrecer la máxima resistencia al aplastamiento, tasas de atrición ultrabajas y capacidades de deshidratación profunda extrema, lo que garantiza que sus operaciones criogénicas funcionen de forma continua sin la amenaza de la congelación de hidratos o la costosa degradación del lecho.