Tecnologías de purificación del hidrógeno: Comparación de PSA, membranas y sistemas criogénicos
A medida que se acelera la transición energética mundial, el hidrógeno se ha convertido en la piedra angular de la descarbonización de la industria pesada, el transporte de larga distancia y el almacenamiento estacional de energía. Sin embargo, la utilidad del hidrógeno no depende fundamentalmente de su cantidad, sino de su calidad. En el ecosistema industrial, el "hidrógeno" no es un producto monolítico; es un espectro de mezclas de gases en el que la presencia de trazas de impurezas puede significar la diferencia entre una central eléctrica de alta eficiencia y un fallo catastrófico del sistema. Esta guía profundiza en las tecnologías que definen la purificación moderna del hidrógeno, ofreciendo una comparación estratégica para los ingenieros de procesos y los responsables de la toma de decisiones B2B.
Normas de pureza del hidrógeno e impacto industrial
En el procesamiento de gases industriales, la búsqueda de la "pureza absoluta" es una trampa que a menudo conduce a gastos de capital y operativos insostenibles. El objetivo de ingeniería es siempre la "pureza óptima", es decir, el umbral en el que el gas cumple los requisitos de la aplicación posterior sin incurrir en costes de purificación innecesarios. Este equilibrio es fundamental porque el coste de la purificación del hidrógeno no aumenta linealmente con la pureza, sino exponencialmente a medida que pasamos de 99% a 99,999% (grado 5.0) y más allá.
Para el sector B2B, comprender las normas internacionales es el primer paso para mitigar los riesgos. Normas como ISO 14687 (para la calidad del combustible de hidrógeno) y SAE J2719 definen los límites estrictos de los contaminantes. Por ejemplo, en las pilas de combustible de membrana de intercambio de protones (PEM), la tolerancia para el monóxido de carbono (CO) es tan baja como 0,2 ppm. Superar este límite, aunque sea por poco tiempo, provoca el envenenamiento irreversible de los costosos catalizadores de platino, lo que provoca una degradación inmediata de la potencia y acorta considerablemente la vida útil de la pila.
Normas mundiales de calidad del hidrógeno
Para navegar por la complejidad de los grados de hidrógeno, los ingenieros deben clasificar las aplicaciones en función de su tolerancia específica a las "impurezas asesinas". A continuación se presenta una matriz comparativa de los requisitos industriales más comunes:
| Sector de aplicación | Grado de hidrógeno / Pureza | Impurezas críticas clave |
|---|---|---|
| Fabricación de semiconductores | 9.0 (99.9999999%) | Oxígeno, humedad, hidrocarburos (niveles de ppt) |
| Pilas de combustible de hidrógeno (FCEV) | 5.0 (99.999%) | CO, azufre total, amoníaco (niveles ppb) |
| Refinado industrial de petróleo | 3.0 - 4.0 (99% - 99.99%) | Metano, dióxido de carbono, nitrógeno |
Comprender la diferencia entre ppm (partes por millón) y ppb (partes por billón) es vital para la ingeniería de precisión. En el contexto del hidrógeno de grado 5.0, una concentración de 100 ppb de compuestos de azufre es suficiente para activar una alarma de mantenimiento. La detección técnica de estos niveles de trazas requiere una sofisticada cromatografía de gases (GC) en línea o espectroscopia infrarroja por transformada de Fourier (FTIR), lo que añade otra capa de complejidad al sistema de instrumentación y control de las instalaciones de purificación.
Consecuencias económicas del avance de las impurezas
El "punto de ruptura" en un lecho de depuración es el momento en que las impurezas empiezan a escapar del medio adsorbente. En una pila de combustible PEM, el mecanismo químico del envenenamiento por CO es especialmente agresivo. Las moléculas de CO tienen una afinidad mucho mayor por los sitios del catalizador de platino que las moléculas de hidrógeno. Una vez que una molécula de CO ocupa un sitio, impide que el hidrógeno se disocie, "cegando" la zona activa de la pila de combustible. Esto da lugar a lo que llamamos "sobrepotencial", en el que la pila debe trabajar más para producir menos corriente, generando un calor excesivo y dañando la membrana.
Desde el punto de vista del mantenimiento, es fundamental distinguir entre intoxicación irreversible (a menudo causada por compuestos de azufre o silicio) y intoxicación recuperable (como el CO, que a veces puede "purgarse" con aire). Sin embargo, incluso los sucesos recuperables provocan tiempos de inactividad no planificados y costes de mano de obra.
Considere la posibilidad de Central de hidrógeno de 1 MW. Si el sistema de depuración falla y permite que los niveles de CO se disparen, el coste de sustituir las pilas de catalizador dañadas puede superar los $400.000 . En cambio, el OPEX anual de las sustituciones del tamiz molecular de alta calidad y la supervisión del pretratamiento suelen representar menos de 5% de esa cifra. La lógica económica es clara: el sistema de purificación es la póliza de seguro de todo el activo de hidrógeno.
Impurezas comunes en el gas hidrógeno y sus orígenes
El diseño de una planta de purificación comienza con la "huella de gas" de la materia prima. El hidrógeno se produce a través de diversas vías, cada una de las cuales introduce un cóctel único de contaminantes. Diseñar un sistema sin tener en cuenta el origen del gas es una receta para la rápida degradación del adsorbente. Un sistema verdaderamente robusto integra Tratamiento previo como amortiguador no negociable para proteger la unidad central de depuración.
Perfiles de impurezas específicos de la materia prima y necesidades de pretratamiento
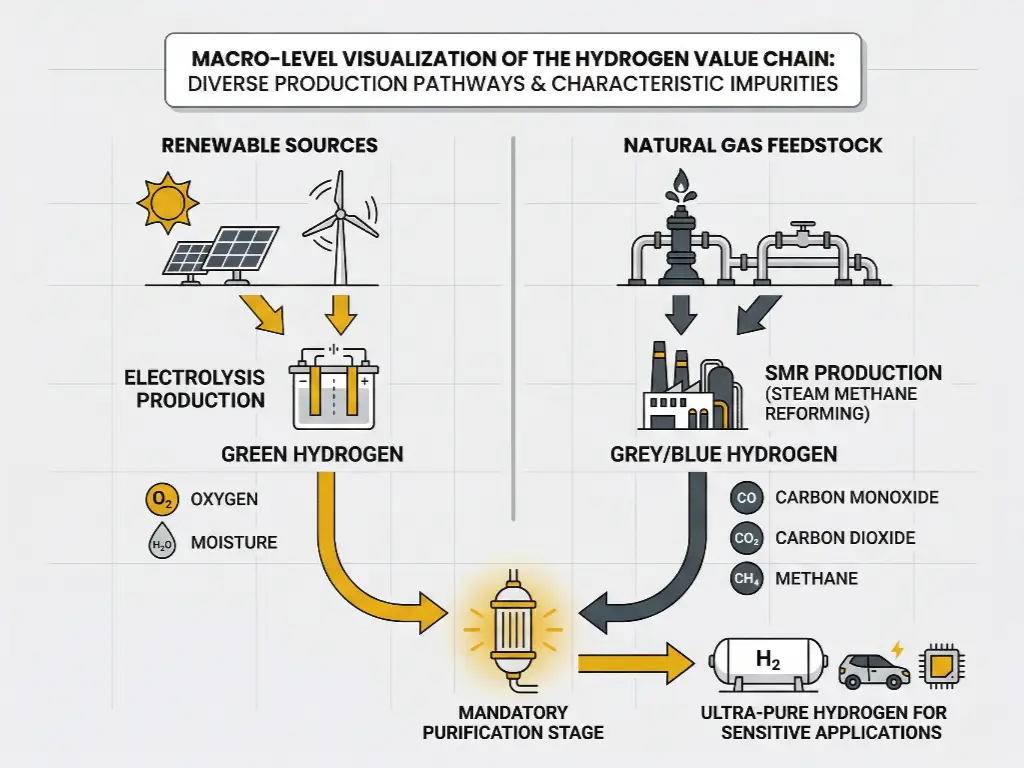
Cada método de producción tiene un perfil distinto que dicta la estrategia de purificación:
- Electrólisis (hidrógeno verde): Aunque a menudo se promociona como "puro", el producto bruto contiene una cantidad significativa de oxígeno (O2) y Humedad (H2O). Si no se controla, la humedad saturará los adsorbentes aguas abajo, mientras que el oxígeno puede suponer un riesgo de explosión si las concentraciones superan los umbrales de seguridad. El pretratamiento estándar es una unidad "DeOxo" seguida de un secador desecante.
- Reformado de metano por vapor (SMR - Hidrógeno gris/azul): El gas bruto es rico en CO, CO2y metano sin reaccionar (CH4). En este caso, el sistema de purificación debe gestionar la separación de grandes volúmenes, normalmente mediante PSA.
- Gas de subproductos industriales (por ejemplo, cloro-álcali o acerías): Estas fuentes son las más difíciles. Contienen impurezas complejas como Sulfuro de hidrógeno (H2S)Amoníaco, cloruros e hidrocarburos pesados.
Las impurezas traza como los cloruros o el ácido fórmico son especialmente insidiosas porque causan Corrosión a largo plazo en los gasoductos y tanques de almacenamiento. Para gas procedente de la gasificación del carbón o de subproductos de la industria pesada, El pretratamiento es obligatorio. Hay que eliminar el azufre y los hidrocarburos pesados antes de que el gas llegue a los lechos principales de PSA. Si no se hace así, se produce la "coquización del adsorbente", en la que las moléculas pesadas bloquean permanentemente los poros del tamiz molecular, inutilizándolo en cuestión de semanas.
Los retos termodinámicos de la separación del hidrógeno
El hidrógeno es una molécula única en la tabla periódica, y sus propiedades físicas hacen que sea notoriamente difícil de separar. Con una Diámetro cinético de sólo 2,89 ÅAdemás, es una de las moléculas más pequeñas, lo que le permite deslizarse a través de materiales que atraparían gases más grandes, como el nitrógeno o el metano. Además, su bajo punto de ebullición (-252,9 °C) hace que la separación criogénica requiera una inmensa energía para alcanzar las temperaturas necesarias.
Los ingenieros también deben tener en cuenta Efecto Joule-Thomson. A diferencia de la mayoría de los gases, que se enfrían cuando se expanden (despresurizan), el hidrógeno tiene un coeficiente Joule-Thomson negativo a temperatura ambiente. Esto significa que puede calentar cuando se expande rápidamente a través de una válvula o un lecho poroso. En los sistemas PSA de alta presión, esta ganancia térmica debe gestionarse mediante el diseño del ciclo para evitar puntos calientes en el lecho adsorbente que puedan afectar a la capacidad de adsorción o incluso activar alarmas de seguridad.
Adsorción por cambio de presión (PSA): La referencia industrial
Para la purificación de hidrógeno a granel, Adsorción por cambio de presión (PSA) sigue siendo el patrón oro mundial. Su capacidad para producir hidrógeno de gran pureza (hasta 99,999%+) a elevados caudales y con una intensidad energética relativamente baja lo convierten en la opción preferida para refinerías, plantas SMR e instalaciones de electrólisis a gran escala. El éxito de una Purificación de hidrógeno PSA viene determinada por la sinergia entre el diseño del recipiente, la automatización del ciclo y, lo que es más importante, el medio adsorbente.
Principios operativos y diseño del ciclo
Un ciclo PSA estándar funciona según el principio de que los gases son más atraídos por las superficies sólidas a alta presión que a baja presión. El proceso es un ciclo físico de cuatro etapas:
- Adsorción: El gas bruto entra en el lecho a alta presión. Las impurezas (CO, CH4, N2) quedan atrapados en los poros del adsorbente, mientras que el hidrógeno puro pasa a través de ellos.
- Despresurización: El lecho se ventila. Al disminuir la presión, las impurezas atrapadas comienzan a liberarse (desorberse).
- Purga: Se utiliza una pequeña cantidad de hidrógeno puro para "lavar" las impurezas restantes del lecho a baja presión.
- Represurización: El lecho se lleva de nuevo a alta presión utilizando gas bruto o puro, listo para el siguiente ciclo.
Para garantizar un flujo continuo de gas puro, las plantas utilizan Sistemas de varias camas (normalmente de 4 a 12 recipientes). Mientras un lecho adsorbe, los demás se encuentran en distintas fases de regeneración. Los sistemas avanzados utilizan Pasos de ecualizacióndonde el gas de un lecho de alta presión se utiliza para represurizar un lecho de baja presión. Esto mejora significativamente Índices de recuperación de hidrógenoLa eficiencia de la planta ha pasado de 70% a 90%, lo que se traduce directamente en una reducción de los costes del gas de alimentación.
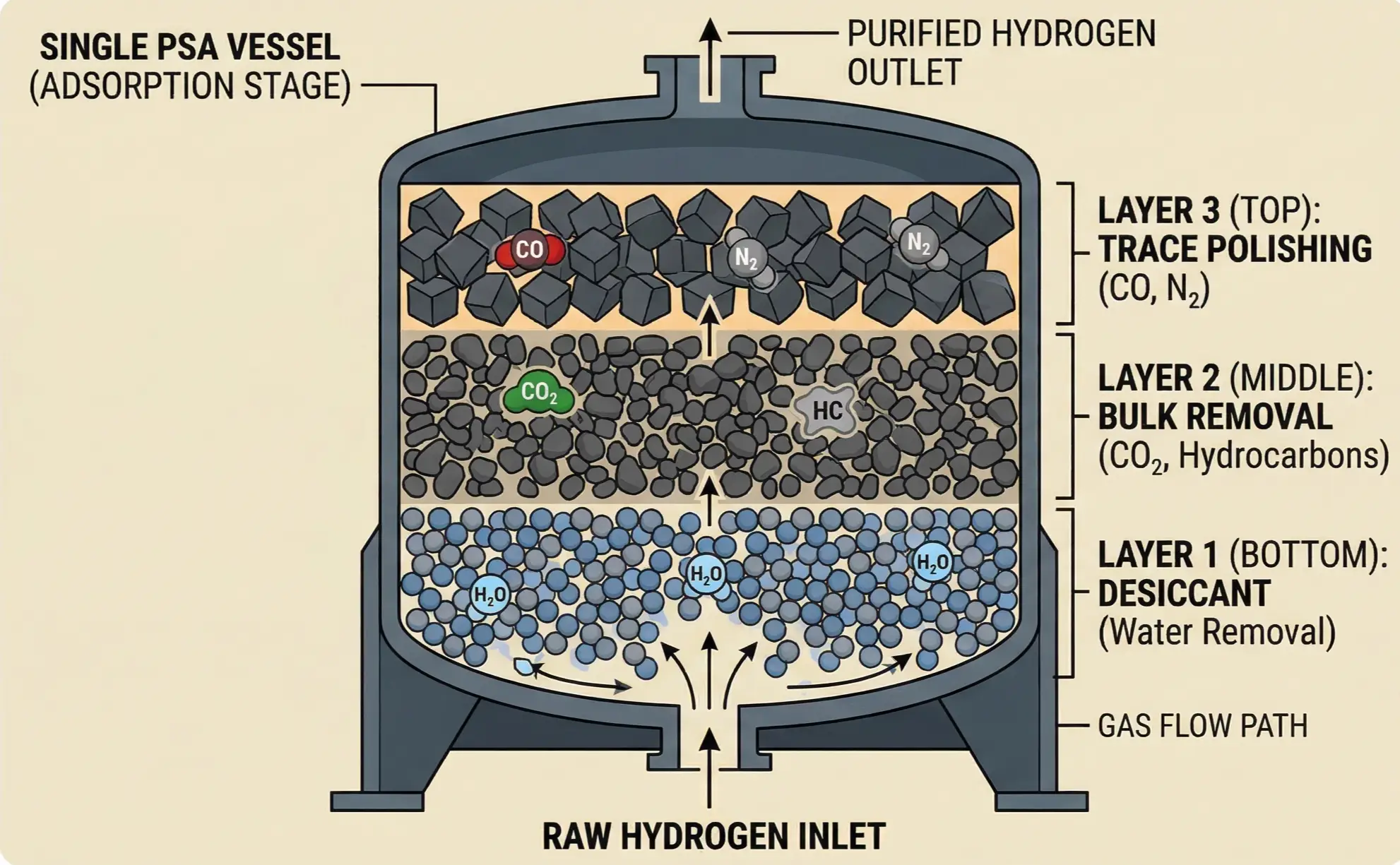
El papel crítico de la selectividad en los medios adsorbentes
El "motor" del sistema PSA es el lecho adsorbente multicapa. Ningún material por sí solo puede eliminar todas las impurezas. Un lecho típico utiliza una estrategia de "defensa por capas": Alúmina activada o Gel de sílice en la parte inferior para eliminar la humedad; Carbón activado en el centro para el CO2 y eliminación de hidrocarburos; y alto rendimiento Tamices moleculares (zeolitas) en la parte superior para pulir las trazas de CO y Nitrógeno.
Como líder mundial en tecnología de adsorbentes, JALON se especializa en esta intersección de rendimiento químico y durabilidad física. Los adsorbentes especializados de JALON para la purificación de hidrógeno (como las series JLCOS y JLWN5) se fabrican mediante una línea de producción totalmente automatizada y controlada por DCS. Esto garantiza que cada lote tenga una consistencia casi perfecta en cuanto a la resistencia de las partículas y la distribución de los poros. Al evitar la formación de polvo y mantener una zona de transferencia de masa estable, los adsorbentes JALON prolongan considerablemente el ciclo de sustitución, reducen los gastos de explotación a largo plazo y garantizan que la producción de hidrógeno se mantenga constantemente dentro del intervalo de ppb necesario para aplicaciones sensibles como las pilas de combustible.
Tecnologías de separación por membrana: Precisión y compacidad
Mientras que el PSA domina la separación en masa a gran escala, la tecnología de membranas ofrece una alternativa convincente para la producción descentralizada, la generación in situ a pequeña escala y los nichos de pureza ultraelevada. Las membranas funcionan según el principio de Permeación selectivaCuando determinadas moléculas atraviesan una barrera sólida más rápidamente que otras en función de su tamaño, solubilidad o difusividad.
Membranas metálicas a base de paladio
Las membranas de paladio (Pd) representan la "opción nuclear" para la pureza del hidrógeno. Funcionan mediante un Mecanismo de solución-difusión: las moléculas de hidrógeno se disocian en átomos en la superficie del paladio, se disuelven en la red metálica, se difunden al otro lado y se recombinan. Dado que sólo los átomos de hidrógeno pueden atravesar la red de paladio, esta tecnología puede lograr 9,0 Grado de pureza (99,9999999%).
Sin embargo, el Límite de selección comercial de las membranas de Pd es muy reducido. Son la solución ideal para la epitaxia de semiconductores y el gas de laboratorio de alta precisión. Pero para los proyectos de pilas de combustible a escala de MW o el uso industrial a gran escala, a menudo se descartan debido a sus CAPEX prohibitivos - el paladio es un metal precioso- y su bajo flujo por unidad de superficie. Además, las membranas de Pd son susceptibles de Intoxicación por azufre y Fragilización por hidrógeno si la temperatura de funcionamiento no se mantiene estrictamente por encima de 300 °C, lo que exige protocolos rigurosos de gestión térmica.
Alternativas poliméricas y cerámicas
Las membranas poliméricas son mucho más rentables y se utilizan con frecuencia para la "recuperación de hidrógeno" de los gases de refinería. Son compactas, no tienen piezas móviles y son excelentes para la separación a granel cuando la pureza 95% - 98% es suficiente. El compromiso técnico en este caso es Selectividad frente a permeabilidad. Las membranas de alto flujo ocupan menos espacio pero ofrecen menos pureza. A la inversa, las membranas de alta selectividad producen gases más limpios pero requieren una presión (fuerza motriz) significativamente mayor o más superficie.
Vías de purificación criogénica y química
Para la producción masiva de hidrógeno a escala mundial y el emergente hidrógeno líquido (LH2), los métodos criogénicos y químicos completan el espectro tecnológico.
Destilación criogénica para la producción a gran escala
La separación criogénica utiliza los diferentes puntos de ebullición de los gases. En una caja fría, la mezcla de gases se enfría hasta que las impurezas (como el metano o el nitrógeno) se licúan, dejando el hidrógeno como gas. Este es el único método viable para Producción de hidrógeno líquidoya que, de todos modos, el gas debe enfriarse a -253 °C. El principal inconveniente es Intensidad energética. Alcanzar estas temperaturas requiere sofisticados ciclos de compresión e intercambio de calor en varias etapas, con un consumo de energía que suele oscilar entre 10 y 15 kWh por kg de hidrógeno.
Depuración química y metanización catalítica
Cuando el objetivo es eliminar el "último rastro" de óxidos de carbono (CO/CO2) sin la complejidad de un PSA, Metanización es un pulimento químico de eficacia probada. En un reactor de metanación, el CO y el CO2 reaccionan con hidrógeno sobre un catalizador de níquel para formar Metano y Agua.
CO + 3H2 → CH4 + H2O
Esto es eficaz para convertir el CO "asesino" en CH "benigno".4 (para determinadas aplicaciones). Sin embargo, la ventana operativa es estrecha; si la temperatura desciende por debajo de 200°C, la reacción se estanca, y si supera los 400°C, se produce la sinterización del catalizador. Es una etapa de "pulido" robusta, pero no puede gestionar la separación en masa.
Selección estratégica: Adaptar la tecnología a la aplicación
Elegir la tecnología de purificación adecuada no es cuestión de encontrar la "mejor" tecnología, sino la que mejor se adapte a sus requisitos específicos de materia prima y pureza. Un desajuste en este sentido puede suponer una pérdida de millones de dólares en eficiencia o daños en los equipos.
Matriz de comparación tecnológica multidimensional
Al evaluar las opciones, los ingenieros de procesos deben consultar una matriz de comparación que tenga en cuenta las Coste nivelado del hidrógeno (LCOH):
| Tecnología | Pureza máxima | Escala de caudal | CAPEX | Ventaja principal |
|---|---|---|---|---|
| PSA | 99.999%+ | Grande / Industrial | Moderado | Estándar industrial, alta fiabilidad |
| Membrana de Pd | 99.999999% | Pequeño / Laboratorio | Muy alta | Pureza absoluta, sin piezas móviles |
| Criogénico | 95% - 99% | A escala mundial | Alta | Lo mejor para LH2 cadena de producción |
En Tasa de recuperación de hidrógeno es el asesino silencioso de la economía de un proyecto. Si un sistema PSA tiene un índice de recuperación de 75% frente a 85%, esa diferencia de 10% en "hidrógeno perdido" representa un enorme aumento del coste por kg a lo largo de una vida útil de la planta de 20 años.
Árbol de decisiones para ingenieros de procesos
Para simplificar el proceso de selección, siga este flujo lógico:
- ¿Es el caudal >1000 Nm³/h? Utilice PSA o criogénico.
- ¿Es la pureza objetivo "Grado Electrónico" (9,0)? Utilizar membranas de paladio.
- ¿Contiene el gas de alimentación altos niveles de azufre? Se requiere un pretratamiento obligatorio (desulfuración) antes de cualquier unidad PSA o de membrana.
- ¿Produce hidrógeno líquido? La separación criogénica es la opción lógica.
Optimización del rendimiento del sistema y del ciclo de vida del adsorbente
El éxito a largo plazo de una instalación de purificación de hidrógeno se gana en el programa de mantenimiento. Un sistema que funciona con una eficiencia de 99,9% el primer día pero que se degrada a 90% al segundo año es un fracaso de ingeniería. El principal enemigo de la eficiencia es Pérdida de carga (ΔP). A medida que aumenta la ΔP, el compresor debe trabajar más para empujar el gas a través del lecho, lo que se traduce en un aumento directo y medible del consumo eléctrico.
La causa física de ΔP suele ser Desgaste del adsorbente. Si los tamices moleculares son de mala calidad, la "respiración" constante del recipiente de PSA (cambios de presión) hace que las perlas rocen entre sí, creando polvo fino. Este polvo obstruye los espacios intersticiales del lecho, obstruyendo el flujo. La elección de materiales de alta resistencia a la corrosión de fabricantes de renombre es la forma más eficaz de combatir esta situación.
Además, el fallo del equipo de pretratamiento - como un eliminador de neblina de aceite o un desulfurizador- supone una amenaza existencial para el tamiz molecular. Incluso una pequeña cantidad de aceite del compresor puede "cegar" todo un lecho de zeolita y provocar una pérdida irreversible de capacidad. La supervisión en tiempo real del ΔP y de la calidad de la materia prima es la única forma de salvaguardar estos activos de gran valor. Comprendiendo la Vida útil del adsorbente que tiene en cuenta tanto el número de ciclos como la carga acumulada de impurezas, los operarios pueden pasar de una "extinción de incendios" reactiva a un mantenimiento proactivo basado en datos que maximiza tanto la pureza del gas como la rentabilidad.