Exploración de la eliminación de CO₂ del gas natural: selección técnica entre amina, membrana y adsorción (PSA y TSA)
En el complejo panorama de la energía industrial, la transición de hidrocarburos brutos en boca de pozo a materias primas aptas para gasoductos o criogénicas requiere una precisión extrema. El gas natural bruto rara vez es apto para el transporte inmediato o la licuefacción. Está muy cargado de gases ácidos, principalmente dióxido de carbono (CO₂) y sulfuro de hidrógeno (H₂S), junto con vapor de agua e hidrocarburos más pesados. Determinar la metodología óptima para la extracción de CO₂ no es una mera cuestión de preferencias químicas; es una decisión económica de alto riesgo dictada por los gastos de capital (CAPEX), los gastos operativos (OPEX), las limitaciones de espacio y los límites físicos absolutos del equipo de procesamiento posterior.
Esta completa guía técnica explora las rigurosas premisas de ingeniería que subyacen a la descarbonización y ofrece una evaluación objetiva y profundamente analítica de las principales vías tecnológicas: Absorción de aminas, membranas poliméricas y técnicas avanzadas de adsorción de sólidos mediante adsorción por cambio de presión (PSA) y adsorción por cambio de temperatura (TSA). Al tender un puente entre la termodinámica teórica y las operaciones en plantas del mundo real, establecemos un marco definitivo para seleccionar la arquitectura de tratamiento de gases adecuada.
La premisa de la ingeniería: especificaciones de CO₂ en el procesamiento del gas natural
El imperativo de extraer dióxido de carbono del gas natural obedece a dos niveles distintos de especificaciones industriales. Comprender el marcado contraste entre estos dos objetivos es el paso fundamental en el diseño del proceso, ya que la profundidad de extracción requerida dicta completamente la selección de la tecnología.
El primer nivel consiste en las especificaciones estándar de los gasoductos. Para introducir gas natural en las redes de transporte nacionales o internacionales, los organismos reguladores y los operadores intermedios suelen imponer un límite de tolerancia de CO₂ que oscila entre 2% y 4% en volumen. Este requisito existe principalmente para mantener el valor calorífico mínimo (BTU) del gas de venta y para mitigar daños graves en las infraestructuras. Cuando el dióxido de carbono se disuelve en presencia de agua libre, forma ácido carbónico (H₂CO₃). Este fenómeno, conocido en el sector como "corrosión dulce", deteriora rápidamente las tuberías de acero al carbono mediante picaduras agresivas y un adelgazamiento uniforme de las paredes. A lo largo de miles de kilómetros de infraestructuras de transporte, la corrosión dulce puede provocar fallos catastróficos en las tuberías, riesgos medioambientales y costes astronómicos de depreciación y sustitución.
El segundo nivel es mucho más implacable: los procesos criogénicos y la producción de gas natural licuado (GNL). Cuando el gas natural se procesa para la recuperación profunda de líquidos de gas natural (LGN), la extracción de helio o la licuefacción de carga base de GNL, la temperatura del flujo de gas se reduce drásticamente. En un tren de GNL, las temperaturas caen en picado hasta aproximadamente -161 °C (-260 °F). A estas temperaturas criogénicas extremas, se produce un peligroso cambio de fase termodinámico. Las trazas de dióxido de carbono no se licúan, sino que sufren una desublimación, es decir, pasan directamente de gas a sólido.
Si la concentración de CO₂ que entra en la unidad criogénica supera las 50 partes por millón (ppm), se precipitarán cristales sólidos de hielo seco de la corriente de gas. Estas partículas sólidas se acumulan rápidamente dentro de las intrincadas geometrías de aletas de microcanales de los intercambiadores de calor de aluminio soldado (BAHX) alojados dentro de la caja fría. A medida que los pasajes se estrechan, la presión diferencial (caída de presión) a través del intercambiador de calor aumenta exponencialmente. En última instancia, se produce un bloqueo físico total que obliga a una parada de emergencia no planificada de la planta. Descongelar una caja fría criogénica para eliminar los bloqueos de hielo seco supone millones de dólares en pérdidas de producción, por lo que el estricto cumplimiento de la especificación < 50 ppm de CO₂ es una cuestión absoluta de supervivencia operativa.
Protocolos esenciales de pretratamiento antes de la captura de carbono
Antes de que la corriente de gas llegue a la unidad de descarbonización primaria, ya sea un contactor de aminas, un patín de membranas o un lecho de tamiz molecular, debe someterse a un riguroso acondicionamiento físico. El fallo de un sistema de eliminación de CO₂ rara vez es un fallo de la tecnología principal en sí, sino que casi siempre se debe a un acondicionamiento físico inadecuado. procesamiento de gas natural que permite que el arrastre de líquidos contamine los medios activos sensibles.
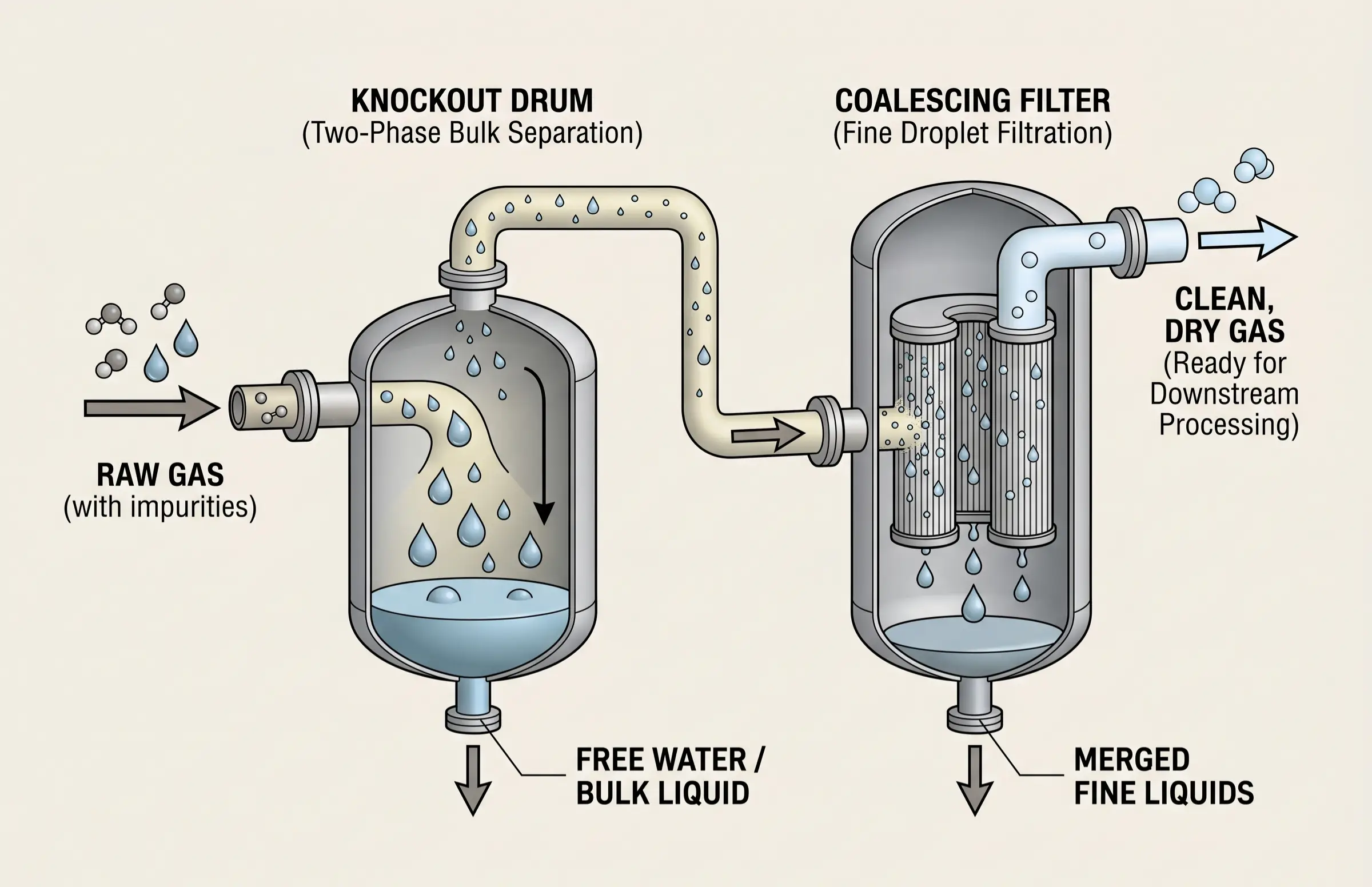
Bidones de vaciado y filtros coalescentes para la eliminación de líquidos
La primera línea de defensa decisiva en cualquier planta de gas es el equipo de separación de entrada. El gas natural bruto llega a la instalación transportando una mezcla multifásica de agua libre, condensados de hidrocarburos líquidos, aceites lubricantes de compresores y fluidos de estimulación de pozos. Si se permite que estos líquidos entren en la unidad de eliminación de CO₂, las consecuencias son desastrosas.
Los tambores de admisión (separadores bifásicos o trifásicos) utilizan la gravedad, los deflectores de impacto y las fuerzas centrífugas para eliminar los líquidos a granel. Tras la separación a granel, se despliegan filtros coalescentes para capturar gotas de aerosol de tamaño micrométrico y submicrométrico. En un sistema de aminas, el arrastre de hidrocarburos líquidos reduce drásticamente la tensión superficial del disolvente, lo que provoca una violenta formación de espuma en la amina. En el caso de las membranas poliméricas, los hidrocarburos líquidos pesados recubrirán la superficie de la membrana, ensuciando permanentemente los poros microscópicos y cegando el módulo de separación. Por lo tanto, la interceptación robusta de líquidos es un prerrequisito físico no negociable para la protección de los activos aguas abajo.
Control de la temperatura para evitar la formación de hidratos
Además de la eliminación de líquidos, se requiere una gestión térmica estricta para garantizar el flujo. Las operaciones con gas natural suelen implicar importantes caídas de presión, sobre todo en las válvulas de control y los estranguladores. Según el efecto Joule-Thomson, una reducción repentina de la presión del gas provoca el correspondiente descenso de su temperatura. Si la temperatura cae por debajo del punto de formación de hidratos en presencia de humedad, el agua y las moléculas de hidrocarburos ligeros (como el metano y el etano) se entrelazarán físicamente, formando estructuras cristalinas sólidas similares al hielo, conocidas como hidratos de gas.
Los hidratos de gas pueden formarse a temperaturas muy superiores al punto de congelación normal del agua, obstruyendo por completo tuberías, válvulas e instrumentación. Para contrarrestar esta situación, se instalan calentadores de entrada -tales como calentadores de baño de agua o calentadores de fuego directo- antes de las unidades de procesamiento. Al mantener la temperatura del gas de alimentación en un margen seguro (normalmente de 10°F a 20°F) por encima de la curva calculada de formación de hidratos, los ingenieros evitan la congelación de las tuberías y garantizan un flujo constante e ininterrumpido hacia la instalación de captura de carbono.
Evaluación cuantitativa de las tecnologías de eliminación primaria de CO₂
Los ingenieros de procesos deben navegar por una compleja matriz de variables operativas a la hora de seleccionar la ruta de descarbonización adecuada. No existe una solución universal; la elección óptima depende en gran medida de la composición del gas bruto, la pureza deseada, el espacio disponible y el acceso a los servicios públicos. A continuación se presenta una matriz de evaluación cuantitativa que resume los límites de rendimiento de las tres tecnologías principales.
| Parámetro de proceso | Absorción química (aminas) | Membrana polimérica | Adsorción de sólidos (TSA/Tamiz molecular) |
|---|---|---|---|
| Límite máximo de CO₂ | < 50 ppm (con aminas formuladas) | ~2% (Pipeline Spec) | < 1 ppm (pulido criogénico profundo) |
| Equipamiento | Extremadamente grandes (torres, calderas, bombas) | Altamente compacto y modular | Moderado (patines de varias camas, calefactores) |
| Pérdida de hidrocarburos (deslizamiento de metano) | Muy bajo (< 1%) | Alta (Puede superar 5-10% sin multietapa) | Extremadamente bajo (exclusión selectiva de poros) |
| Gastos de explotación (OPEX) | Alta (servicio de rehervidor térmico masivo, reposición de disolventes) | Baja (depende de la presión parcial diferencial) | Moderado a alto (calefacción por gas de regeneración térmica) |
Sistemas de tratamiento de gases con aminas para procesos pesados
Durante décadas, el caballo de batalla estándar para la eliminación de gases ácidos en la industria petroquímica ha sido el sistema de tratamiento de gases con aminas. Basados en el principio de absorción química reversible, estos sistemas están diseñados para procesar grandes cantidades de gas natural, eliminando de forma agresiva el dióxido de carbono y el sulfuro de hidrógeno para cumplir las estrictas especificaciones.
Dinámica de absorción química y selección de disolventes
El éxito operativo de endulzamiento de gas natural a granel depende totalmente de la selección del disolvente de alcanolamina correcto. El mecanismo central implica que el gas ácido fluye hacia arriba a través de una columna de absorción de alta presión y baja temperatura, entrando en contacto íntimo en contracorriente con una corriente descendente de solución de amina pobre. La amina reacciona químicamente con el CO₂ ácido, formando una sal soluble débil que endulza el gas de sobrecarga.
La industria utiliza un espectro de disolventes en función de los objetivos exactos de separación. Las aminas primarias, como la monoetanolamina (MEA), son muy reactivas y eliminan de forma agresiva casi todos los gases ácidos, pero requieren una inmensa energía térmica para romper los enlaces químicos durante la regeneración y son muy susceptibles a la degradación. Las aminas secundarias, como la dietanolamina (DEA), ofrecen un término medio en cuanto a reactividad y demanda de energía. Las aminas terciarias, en concreto la metildietanolamina (MDEA), actúan mediante un mecanismo de hidratación más lento catalizado por bases, lo que les permite absorber selectivamente el H₂S y dejar escapar una parte del CO₂. Para el pretratamiento profundo de GNL que requiere < 50 ppm de CO₂, los ingenieros recurren con frecuencia a las "aminas formuladas", mezclas patentadas de MDEA con activadores especiales de piperazina que aceleran drásticamente la cinética de absorción de CO₂ al tiempo que minimizan las velocidades de circulación necesarias.
Errores operativos relacionados con la degradación de disolventes y la formación de espuma
A pesar de su ubicuidad, los sistemas de aminas son notoriamente temperamentales y exigen una vigilancia operativa constante. El fallo operativo más grave y costoso es la formación de espuma por aminas. Cuando los hidrocarburos líquidos, los productos químicos de tratamiento de pozos o los sólidos microscópicos en suspensión entran en el contactor, alteran la tensión superficial de la solución de amina. En lugar de fluir suavemente por las bandejas de la columna, la amina forma una espuma espesa. Esta espuma se expande violentamente, inundando la columna y transportando el disolvente no regenerado directamente fuera de la parte superior de la torre junto con el gas dulce, un fenómeno conocido como arrastre masivo de líquido.
La formación de espuma destruye instantáneamente la eficacia de la separación, lo que da lugar a gas fuera de especificación que debe quemarse. Además, provoca la pérdida física de disolventes caros. Incluso sin formación de espuma, las aminas sufren una degradación térmica continua por las altas temperaturas del rehervidor y una degradación química por reacciones irreversibles con el oxígeno o los ácidos orgánicos, formando sales termoestables (HSS). La continua necesidad de inyectar costosos agentes antiespumantes y de comprar constantemente disolvente de reposición representa una carga OPEX significativa e ineludible durante toda la vida útil de la instalación.
Separación con membranas poliméricas para instalaciones con limitaciones de espacio
Cuando las limitaciones de ingeniería impiden la construcción de enormes torres de absorción, inventarios masivos de disolventes y complejos sistemas de bombeo de líquidos, la separación por membranas poliméricas emerge como la principal alternativa tecnológica. A diferencia de las aminas, las membranas no implican piezas móviles, disolventes químicos peligrosos ni cambios de fase, por lo que representan un proceso de separación puramente físico.
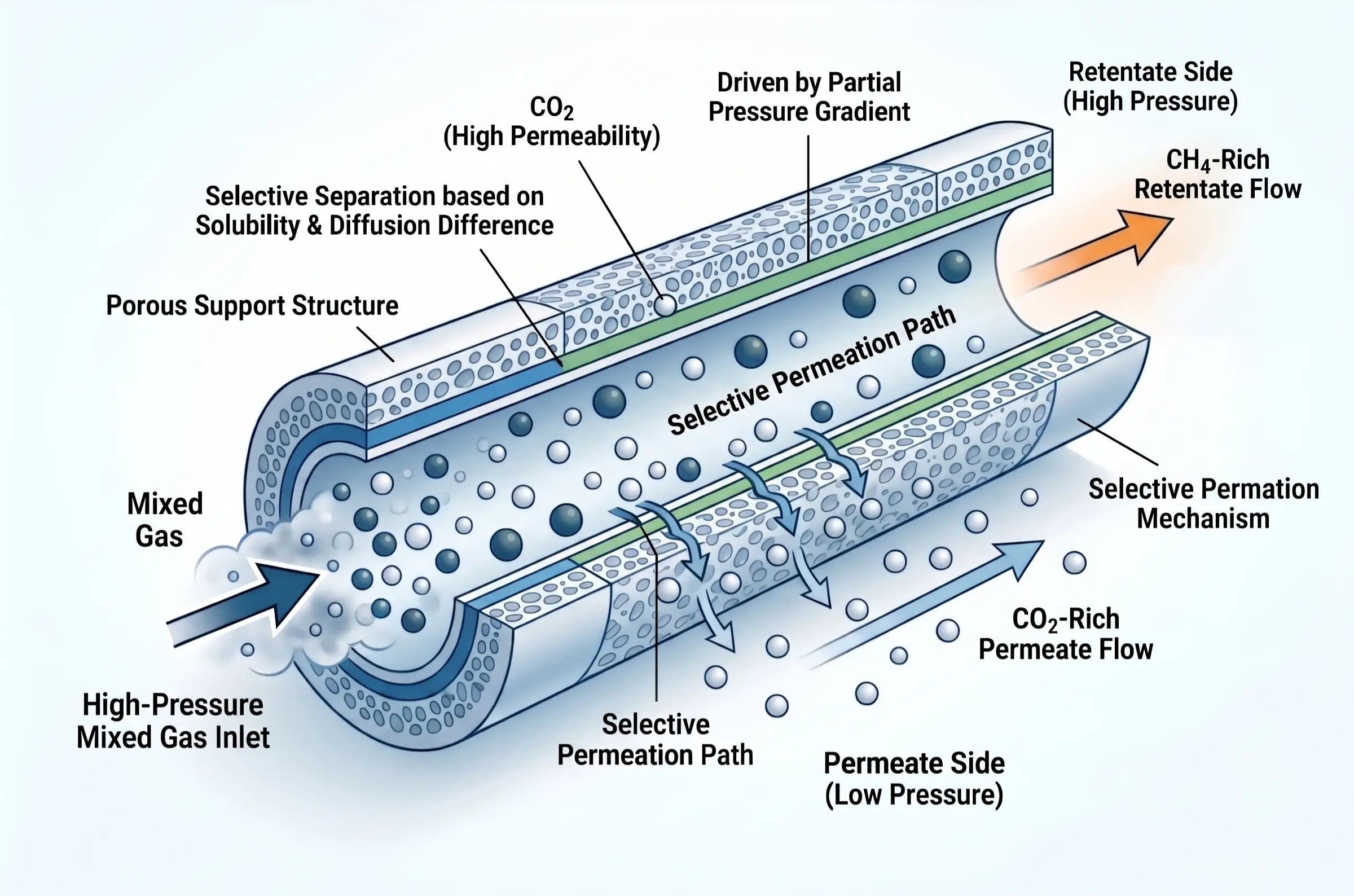
Cómo la permeabilidad y la selectividad impulsan la separación de gases
La fuerza motriz fundamental de la separación con membranas poliméricas es el diferencial de presión parcial a través de la barrera de membrana. Se introduce gas natural crudo a alta presión por un lado de un módulo de membrana de fibra hueca o enrollada en espiral. El material de la membrana se diseña a nivel molecular para aprovechar las diferentes velocidades de permeación de las distintas moléculas de gas.
La separación se rige por una combinación de solubilidad (la facilidad con la que el gas se disuelve en la matriz polimérica) y difusividad (la rapidez con la que la molécula se desplaza a través de las cadenas poliméricas). El dióxido de carbono es un gas muy "rápido"; es más pequeño y significativamente más soluble en los polímeros típicos que el metano. Por consiguiente, el CO₂ atraviesa rápidamente la pared de la membrana y se recoge a una presión más baja en el lado del permeado, mientras que las moléculas de metano, más lentas y grandes, permanecen retenidas a alta presión en el lado del retentado. Dado que la fuerza motriz depende de la presión, esta tecnología prospera en entornos de alta presión en alta mar, tie-backs submarinos y cabezas de pozo remotas donde la instalación de una central térmica masiva para la regeneración de aminas es físicamente imposible o económicamente ruinosa.
Superar la amenaza de la plastificación de polímeros
El principal cuello de botella que limita el uso de membranas en corrientes de gas muy agresivas es el fenómeno de la plastificación de las membranas. Las estructuras poliméricas son sensibles a los gases altamente condensables. Cuando una membrana se somete a gas natural que contiene concentraciones excepcionalmente altas de CO₂ (normalmente > 10%) o hidrocarburos aromáticos pesados (BTEX), estas moléculas se disuelven profundamente en la matriz polimérica.
Esta disolución profunda hace que las cadenas poliméricas se hinchen y relajen físicamente, ablandando la membrana. Al plastificarse el polímero, el volumen microscópico libre dentro de la matriz se expande, destruyendo la selectividad cuidadosamente diseñada de la membrana. Con las puertas moleculares abiertas de par en par, el valioso metano se desliza fácilmente a través de la membrana junto con el CO₂. Este deslizamiento excesivo de metano no sólo representa una pérdida devastadora de producto vendible y de ingresos, sino que también crea un flujo de residuos altamente intensivo en carbono que complica el cumplimiento de la normativa sobre emisiones. Para mitigar esta situación, los ingenieros a menudo tienen que aplicar un tratamiento previo de enfriamiento para eliminar los compuestos aromáticos, o recurrir a polímeros vítreos avanzados y rígidos que resisten la plastificación a costa de la permeabilidad general.
La cuenca de adsorción: PSA para RNG frente a TSA para pulido criogénico
Mientras que los sistemas de aminas y membranas se encargan de la mayor parte de la descarbonización a granel, la frontera de la precisión extrema -y el ámbito especializado de la mejora de biogases muy contaminados- corresponde a las tecnologías de adsorción de sólidos. La adsorción, que utiliza estructuras cristalinas porosas de aluminosilicato de alta ingeniería conocidas como tamices moleculares, crea una cuenca de separación física regida por ciclos de presión y temperatura.
Adsorción por cambio de presión (PSA) para biogás y GNR
En el sector en rápida expansión del gas natural renovable (GNR) y la mejora del biogás, el gas bruto de alimentación suele funcionar a temperaturas cercanas a las ambientales y presiones más bajas, pero contiene grandes concentraciones de CO₂ (a menudo de 30% a 50%). En este caso, la adsorción por cambio de presión (PSA) es el mecanismo ideal de eliminación a granel. La adsorción por cambio de presión funciona según el principio de que los gases tienden a adsorberse fuertemente en superficies sólidas a alta presión y a desabsorberse (liberarse) rápidamente cuando la presión desciende a niveles cercanos a la atmósfera o al vacío.
La unidad PSA aísla continuamente biometano de gran pureza mediante ciclos de adsorción a alta presión, despresurización, purga a baja presión y represurización en múltiples recipientes repletos de adsorbentes especializados. Dado que la energía de adsorción del CO₂ en aplicaciones a granel puede superarse simplemente variando la presión, la PSA evita por completo los enormes requisitos de energía térmica de un recalentador de aminas, lo que la hace excepcionalmente económica para instalaciones de biogás descentralizadas.
Adsorción por cambio de temperatura (TSA) para el pretratamiento de GNL y LGN
Sin embargo, cuando el objetivo pasa de la extracción a granel al pulido criogénico profundo, el PSA es físicamente insuficiente. En las plantas de GNL de carga base y de recuperación profunda de LGN, el gas que sale de la unidad de aminas aguas arriba suele contener entre 50 y 500 ppm de CO₂, y está totalmente saturado de agua. Para garantizar la supervivencia absoluta de la caja fría BAHX aguas abajo, tanto el H₂O debe reducirse a < 0,1 ppm como el CO₂ estrictamente pulido a < 50 ppm. A estas concentraciones traza, la presión parcial de CO₂ es tan baja que un simple oscilación de presión no puede expulsar eficazmente las moléculas fuertemente enlazadas de los poros del adsorbente. El sistema debe utilizar la adsorción por cambio de temperatura (TSA).
En una configuración TSA, el lecho de tamiz molecular adsorbe las impurezas traza hasta que se acerca a la saturación. Para regenerar el lecho, se hace pasar a través del recipiente una corriente de gas de regeneración ultraseco y calentado (normalmente a temperaturas de entre 260 °C y 290 °C). Esta intensa energía térmica rompe los fuertes enlaces electrostáticos que mantienen las moléculas polares de agua y las moléculas cuadrupolares de CO₂ dentro de la estructura del tamiz, limpiando completamente el lecho para el siguiente ciclo.
La ventaja de la ingeniería Jalon: Garantizar la red de seguridad criogénica
Las tensiones térmicas extremas a las que se someten los tamices moleculares durante la regeneración de TSA representan el campo de pruebas definitivo para la durabilidad de los adsorbentes. Los medios de calidad inferior sucumben rápidamente a la degradación hidrotérmica, perdiendo superficie activa, mientras que la expansión y contracción térmicas repetidas provocan la fractura física de las perlas, un fallo catastrófico conocido como "dusting". La formación de polvo provoca fuertes caídas de presión, la obstrucción de los filtros de partículas y daños en los impulsores de los compresores.
Con más de 28 años de profunda experiencia en zeolitas sintéticas, Jalon Serie 13X y serie propia JLPM están diseñados específicamente para los rigores de la separación criogénica profunda del aire y el pretratamiento del GNL.
- La fortaleza de la estabilidad: Utilizando una avanzada línea de producción automatizada DCS (sistema de control distribuido) con una capacidad de producción anual de 68.000 toneladas de tamiz molecular, Jalon elimina por completo la variación entre lotes que afecta a los adsorbentes estándar. Los operarios de la planta tienen garantizadas capacidades de trabajo dinámicas, exactas y predecibles en cada carga de recipiente.
- Integridad mecánica sin concesiones: El proceso de fabricación de Jalon controla meticulosamente la optimización de los aglutinantes inorgánicos y la cinética de cristalización, lo que da como resultado un tamiz molecular con una calidad muy superior. Fuerza de aplastamiento. Esta robustez física combate directamente el desgaste mecánico y el polvo, garantizando que, incluso bajo los brutales ciclos termodinámicos de las operaciones TSA, el medio mantenga su integridad estructural, protegiendo sus activos criogénicos aguas abajo y minimizando el OPEX a lo largo de una prolongada vida útil de varios años.
Escenarios normalizados para las tecnologías de eliminación de CO₂
La selección de la vía óptima de descarbonización requiere, en última instancia, ajustar sus limitaciones operativas específicas al marco tecnológico correcto. Basándonos en décadas de datos de ingeniería de procesos, hemos estandarizado la selección de tecnologías en cuatro escenarios operativos definitivos.
Absorción química (aminas)
El "patrón oro" de la industria para el endulzamiento de gas natural de alta resistencia.
- Flujo ideal: > 100 MMSCFD
- Gama CO₂: Moderado a alto
- Ventaja clave: Capacidad de producción masiva con < 1% de deslizamiento de metano.
Membrana polimérica
Un módulo de separación puramente físico diseñado para entornos marinos difíciles.
- Flujo ideal: Variable (Modular)
- Restricción: Grandes limitaciones de peso y espacio en cubierta
- Ventaja clave: Sin piezas móviles ni disolventes químicos.
Adsorción por cambio de presión (PSA)
Eliminación a granel muy económica sin necesidad de energía térmica masiva.
- Flujo ideal: < 50 MMSCFD
- Gama CO₂: Ultra Alta (20% - 50%)
- Ventaja clave: Autociclado de bajo OPEX, perfecto para la mejora del biogás.
Adsorción por cambio de temperatura (TSA)
La protección definitiva utilizando tamices moleculares para la eliminación profunda de trazas.
- Objetivo Espec: < 50 ppm CO₂ (grado criogénico)
- Medios de comunicación: Zeolita 13X de alto rendimiento
- Ventaja clave: Protección absoluta para intercambiadores de calor de aluminio soldados aguas abajo.
Para caudales elevados (> 100 MMSCFD) con concentraciones de CO₂ de moderadas a elevadas, la absorción química mediante aminas formuladas sigue siendo el campeón indiscutible de los pesos pesados, siempre que la instalación pueda acomodar la enorme huella física y las demandas de utilidad térmica. Si ese mismo flujo de gas se encuentra en una FPSO en alta mar, donde el espacio de cubierta y la carga de peso están muy restringidos, las membranas poliméricas se alzan como vencedoras, aunque los operadores deben aceptar la penalización económica que supone el elevado deslizamiento de metano.
Cuando se trata de concentraciones ultraelevadas de CO₂ (20% a 70%) típicas del gas asociado a la recuperación mejorada de petróleo (EOR), la separación a granel suele requerir la destilación criogénica (como la tecnología CFZ), utilizando la envoltura de fase para congelar o licuar el CO₂ en un fraccionador antes del pulido.
En última instancia, el ciclo de decisión se cierra en el umbral de la criogenia. Independientemente de si es una unidad de aminas o un patín de membranas el que realiza el trabajo pesado para la eliminación a granel, la física inflexible de la licuefacción dicta que una unidad de adsorción por cambio de temperatura (TSA), armada con tamices moleculares 13X o especializados de alta resistencia, debe montar guardia como barrera final. Comprendiendo estos límites termodinámicos y evaluando rigurosamente los gastos de capital, los gastos operativos y la durabilidad mecánica de los medios seleccionados, los ingenieros pueden construir una instalación de procesamiento de gas resistente capaz de satisfacer las estrictas exigencias del mercado energético mundial.








