Druckwechseladsorption für die Wasserstoffaufbereitung: Prozessdynamik und Adsorbentien-Optimierung
Grundprinzipien der Druckwechseladsorption bei der Wasserstoffreinigung
Das thermodynamische Herzstück der Druckwechseladsorption (PSA) ist ein hochentwickeltes Gastrennverfahren, das das physikalische Phänomen der Adsorption nutzt, um hochreinen Wasserstoff aus komplexen Gasgemischen zu isolieren. Im Gegensatz zur chemischen Absorption beruht die PSA auf der reversiblen physikalischen Bindung zwischen Gasmolekülen und festen Adsorptionsmitteloberflächen, die in erster Linie auf Van-der-Waals-Kräften und elektrostatischen Wechselwirkungen beruht. Die grundlegende "Logik" des Systems wird durch die Beziehung zwischen dem Partialdruck eines Gases und seiner Affinität zu einem bestimmten Adsorptionsmittel bestimmt - ein Prinzip, das durch das Daltonsche Gesetz der Partialdrücke und die Langmuir-Adsorptionsisotherme bestimmt wird.
In einem typischen psa Wasserstoff-Reinigung Szenario - wie die Behandlung von Synthesegas aus der Methandampfreformierung (SMR) - enthält das Einsatzgas Wasserstoff, gemischt mit Verunreinigungen wie Kohlenmonoxid (CO), Kohlendioxid (CO2), Methan (CH4) und Stickstoff (N2). Wasserstoff ist ein einzigartig kleines, unpolares Molekül mit extrem geringer Polarisierbarkeit. Folglich hat es eine sehr schwache Affinität für die meisten industriellen Adsorptionsmittel. Im Gegensatz dazu sind die Verunreinigungsmoleküle größer, oft polar oder stark polarisierbar. Unter hohem Druck (in der Regel 10 bis 40 bar) werden diese Verunreinigungen in die Mikroporen des Adsorptionsmittelbetts "gequetscht", während die Wasserstoffmoleküle praktisch ungehindert durch die Hohlräume gleiten und als hochreiner Produktstrom austreten.
Die Wirksamkeit eines PSA-Systems wird nicht nur dadurch definiert, was das Adsorptionsmittel "aufnimmt", sondern auch dadurch, wie effektiv es während der Regenerationsphase "gereinigt" werden kann. Dies wird durch die Adsorptionsisotherme dargestellt, die die Menge des adsorbierten Gases gegen seinen Druck bei konstanter Temperatur aufträgt. Damit die Wasserstoffreinigung das Niveau der Brennstoffzellenqualität erreicht, müssen die Ingenieure das "Leerraumgas" berücksichtigen - die restlichen Verunreinigungen, die in den Zwischenräumen zwischen den Adsorptionsmittelpellets eingeschlossen sind. Wenn dieses Leergas nicht durch ein präzises Prozessdesign (z. B. Gleichstrom-Druckentlastung und hochreine Spülung) ordnungsgemäß verdrängt wird, schwankt der endgültige Reinheitsgrad unweigerlich. Um eine Reinheit von 99,999% zu erreichen, ist eine rigorose "Verdrängungs"-Strategie erforderlich, bei der Wasserstoff in Produktqualität verwendet wird, um diese letzten Spuren von Verunreinigungen zu beseitigen, bevor der nächste Adsorptionszyklus beginnt.
PSA und Vakuum-Druckwechseladsorption (VPSA) werden zwar oft verwechselt, bedienen aber unterschiedliche wirtschaftliche Nischen. PSA arbeitet mit hohen Überdrücken und regeneriert bei nahezu atmosphärischem Druck, was sie zum "Goldstandard" für Wasserstoffquellen macht, die bereits unter Druck stehen (wie SMR-Abgas). Bei VPSA hingegen wird das Bett zur Regeneration mit einem Vakuumgebläse auf Unterdruck (0,2-0,5 bar) gebracht. Während sich VPSA hervorragend für die Erzeugung von Sauerstoff oder Stickstoff aus Umgebungsluft eignet, führt die Anwendung auf Hochdruck-Wasserstoffströme oft zu einem unnötigen Energieverbrauch und höheren Investitionskosten aufgrund der zusätzlichen Vakuummaschinen.
Warum PSA: Vorteile, Beschränkungen und Anwendungsszenarien
Die Auswahl einer Reinigungstechnologie ist eine Entscheidung, bei der viel auf dem Spiel steht, denn es geht um Investitionskosten (CAPEX), Betriebskosten (OPEX) und langfristige Zuverlässigkeit. In der Landschaft der industriellen Gastrennung, insbesondere beim Vergleich der Druckwechseladsorption für Wasserstoffaufbereitung Gegenüber konkurrierenden Technologien wie der Membrantrennung oder kryogenen Verfahren hat sich die PSA als dominierende Kraft für die Wasserstofferzeugung herauskristallisiert.
Die Vor- und Nachteile der PSA-Technologie
- Fähigkeit zur extremen Reinheit: PSA ist eine der wenigen Technologien, die in der Lage ist, in industriellem Maßstab durchgängig eine Reinheit von "fünf Neunen" (99,999%) oder sogar "sechs Neunen" (99,9999%) zu erreichen. Dies ist entscheidend für nachgeschaltete Anwendungen wie die Halbleiterherstellung oder PEM-Brennstoffzellen.
- Thermischer Wirkungsgrad: Im Gegensatz zur kryogenen Destillation, bei der die Gase auf unter -200 °C abgekühlt werden müssen, arbeitet die PSA bei Umgebungstemperatur oder nahezu Umgebungstemperatur. Dadurch wird die energieintensive "Kühllast" drastisch reduziert, was in den meisten Klimazonen zu erheblichen OPEX-Einsparungen führt.
- Operative Autonomie: Moderne PSA-Anlagen sind vollständig automatisiert und nutzen fortschrittliche SPS- oder DCS-Systeme zur Steuerung komplexer Ventilsequenzen. Dies ermöglicht einen unbemannten Betrieb und eine schnelle Reaktion auf Änderungen in der Zusammensetzung des Speisegases.
Die PSA ist jedoch nicht ohne Einschränkungen. Der wichtigste technische Kompromiss ist die Reinheit vs. Wiederfindungsrate Dilemma. Um die nach modernen Standards geforderte extreme Reinheit zu erreichen, muss ein Teil des Wasserstoffs als "Spülgas" zur Reinigung der Betten verwendet werden, was in der Regel zu einer Rückgewinnungsrate zwischen 75% und 90% führt. Darüber hinaus ist das System mechanisch sehr intensiv; die ständigen Druckschwankungen stellen eine enorme Ermüdungsbelastung für die programmierbaren Ventile dar und erfordern einen robusten vorbeugenden Wartungsplan.
Wann ist die PSA die absolut richtige Wahl?
Es gibt drei spezifische industrielle Szenarien, in denen PSA nicht nur eine Option, sondern eine technische Notwendigkeit ist:
- Wasserstoffproduktion in Brennstoffzellenqualität: In der ISO-Norm 14687 für Wasserstoffbrennstoffe ist festgelegt, dass der Kohlenmonoxidgehalt unter 0,2 ppm gehalten werden muss. Die Membrantrenntechnologie ist zwar kompakt, erreicht aber in der Regel nur eine Reinheit von 95-98%, was nicht ausreicht, um eine "Katalysatorvergiftung" in Brennstoffzellenstapeln zu verhindern. Nur PSA bietet die Präzision auf molekularer Ebene, um diese strengen Grenzwerte einzuhalten.
- Großmaßstäbliche SMR-Abgasrückgewinnung: Bei der Methandampfreformierung wird ein Abgas erzeugt, das bereits unter hohem Druck (20-30 bar) steht. Die PSA fügt sich nahtlos in diesen Arbeitsablauf ein, indem sie die vorhandene Druckenergie für die Trennung nutzt, ohne dass eine zusätzliche Verdichtung erforderlich ist, was sie zur energieeffizientesten Wahl macht.
- CAPEX-sensitive Projekte mit hohem Reinheitsgrad: Für mittlere bis große Projekte, die eine extreme Reinheit erfordern, aber keine sekundären Nebenprodukte (wie reines CO2 oder CO) zurückgewinnen müssen, bietet PSA im Vergleich zu komplexen Anlagen der kryogenen Destillation eine viel niedrigere Anfangsinvestitionsschwelle.
Der standardmäßige Vier-Phasen-Workflow von PSA-Systemen
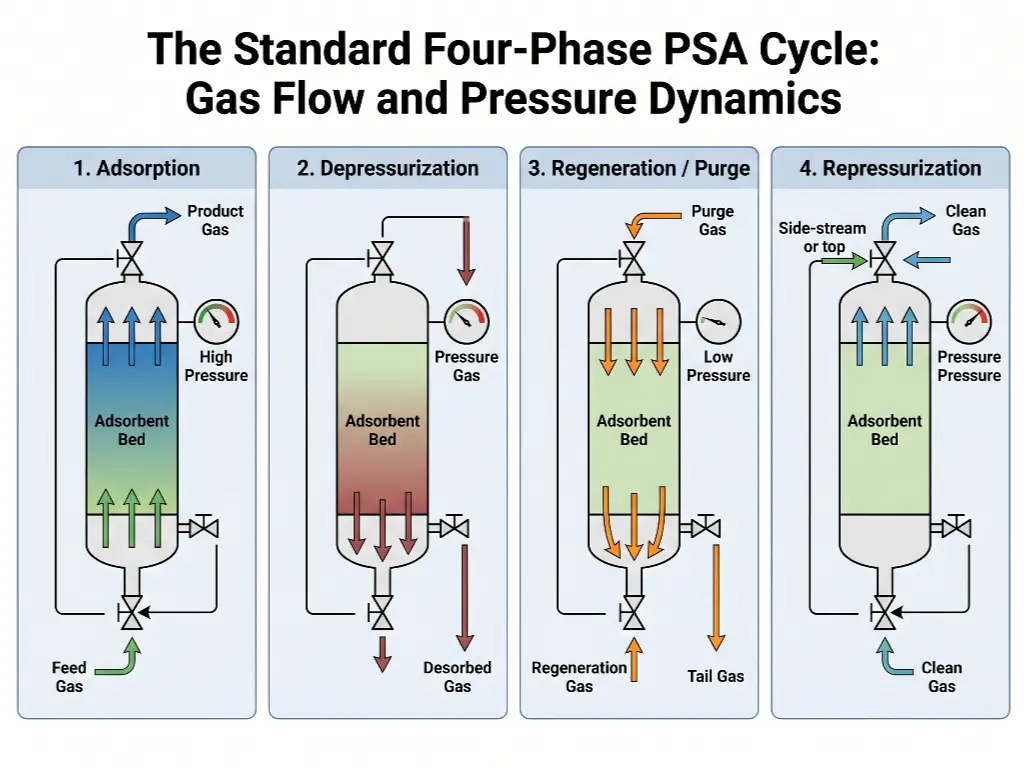
Der Betrieb einer PSA-Anlage ist ein rhythmischer, zyklischer Prozess, der darauf ausgelegt ist, trotz des Chargencharakters der einzelnen Adsorberbetten einen kontinuierlichen Fluss von reinem Wasserstoff zu gewährleisten. Dieser Zyklus ist in der Regel in vier kritische Phasen unterteilt, die durch hochpräzise Ventilsteuerungen gesteuert werden.
1. Adsorption (Produktionsphase): Das Rohgas tritt am Boden des Adsorptionsturms unter hohem Druck ein. Während das Gas nach oben strömt, werden Verunreinigungen (CO, CO2, CH4, N2, H2O) selektiv von den Medienschichten adsorbiert. Hochreine psa-Wasserstoff am oberen Ende des Turms austritt und in den Produktsammler gelangt. Diese Phase dauert an, bis die "Adsorptionsfront" fast die Oberseite des Bettes erreicht hat, woraufhin der Turm regeneriert werden muss.
2. Druckentlastung (Energie- und Gasrückgewinnung): Sobald das Bett gesättigt ist, schließt sich das Einlassventil. Das Bett wird in zwei Stufen druckentlastet: erstens durch den "Ausgleich", bei dem das Hochdruckgas in den Hohlräumen in einen anderen Turm geleitet wird, der derzeit unter niedrigem Druck steht, und zweitens durch das "Abblasen", bei dem das verbleibende Gas in den Brennstoffsammler abgeleitet wird. Der Ausgleich ist entscheidend für die Rückgewinnung von Wasserstoff, der sonst bei der Regeneration verloren ginge.
3. Regeneration/Spülung (Die Reinigungsphase): Dies ist die kritischste Phase für die langfristige Aufrechterhaltung der Reinheit. Beim niedrigsten Zyklusdruck wird ein Strom von "Spülgas" (das aus dem Produktwasserstoff eines anderen Turms gewonnen wird) im Gegenstrom durch das Bett geleitet. Dadurch werden die desorbierten Verunreinigungen aus den Poren des Adsorptionsmittels weggespült. Das Verhältnis von Spülgas zu Speisegas (P/F-Verhältnis) ist der wichtigste "Stellhebel" für die Ingenieure; ein höheres Verhältnis sorgt für sauberere Betten, verringert aber die Gesamtwasserstoffgewinnungsrate.
4. Repressurisierung (Vorbereitung): Bevor der Turm wieder Speisegas aufnehmen kann, muss sein Druck auf den Druck des Speisekopfes angehoben werden. Dies geschieht schrittweise mit Hilfe von Ausgleichsgas aus anderen Türmen und einem kleinen Strom von Produktwasserstoff. Die allmähliche Wiederherstellung des Drucks ist unerlässlich, um ein "Anheben des Bettes" oder einen mechanischen Schock für die Adsorptionsmittelpellets zu verhindern.
Grundlegende Ausrüstung und fortschrittliche Prozesssteuerungstechnologien
Eine moderne psa-Einheit Wasserstoff Anlage ist mehr als nur eine Reihe von Tanks; sie ist ein mechanisches Hochleistungssystem, das mit einer Betriebszeit von 99,9% arbeiten muss. Die Qualität der Hardware entscheidet direkt über die Reinheit des Gases.
Kritische Hardware-Infrastruktur
Die Adsorptionstürme selbst sind Hochdruckbehälter, die mit bestimmten "Aspect Ratios" (Höhe/Durchmesser) konzipiert sind. Ein hoher, schmaler Turm sorgt für eine stabilere Adsorptionsfront und verhindert das "Channeling", bei dem das Gas Teile des Adsorptionsmittels umgeht. Ergänzend dazu gibt es PuffertanksDiese fungieren als "Lunge" des Systems, glätten die Druckimpulse, die bei Schaltbetten auftreten, und sorgen dafür, dass die nachgeschaltete Pipeline einen gleichmäßigen, nicht schwankenden Wasserstoffstrom erhält.
Das wahre "Herz" des Systems ist jedoch die Programmierbare Ventile. In einem 4-Bett- oder 6-Bett-PSA-System können diese Ventile über 1.000.000 Mal pro Jahr betätigt werden. Industrielle Ausfälle werden häufig durch Ventile verursacht, die undicht sind oder nicht innerhalb des erforderlichen Millisekundenfensters betätigt werden können. Entscheidend ist, dass diese Ventile so konstruiert sind, dass sie lineare Steuerung. In der Vergangenheit waren "schnell wirkende" Ventile gefragt, aber die moderne Technik hat erkannt, dass ein "sofortiges" Öffnen einen "Druckhammer"-Effekt verursacht. Dieser plötzliche Gasanstieg kann dazu führen, dass Adsorptionsmittelpellets "kochen" oder sich verflüssigen, was zu Pulverisierung. Sobald das Adsorptionsmittel zu Staub wird, erzeugt es einen massiven Druckabfall und verstopft die Ventildichtungen, was zu einem katastrophalen Systemausfall führt. Deshalb werden in hochwertigen PSA-Systemen Ventile verwendet, die sich entlang einer kontrollierten, programmierten Kurve öffnen und schließen.
Erweiterte Prozesssteuerung: Sequentielle Multi-Tower-Logik
Die Komplexität der PSA wächst mit der Anzahl der Betten. Multi-Tower Sequentielle Steuerung ermöglicht die "überlappende Adsorption", bei der mehrere Türme gleichzeitig Wasserstoff produzieren, um einen konstanten Druck zu gewährleisten. Außerdem, Multidruck-Ausgleich (unter Verwendung von 2, 3 oder sogar 4 Ausgleichsstufen) ist das Geheimnis für hohe Rückgewinnungsraten. Durch die mehrfache "gemeinsame Nutzung" des Drucks zwischen den Türmen minimiert das System die Menge an Wasserstoff, die in die Fackel oder das Kraftstoffsystem geleitet wird, und verbessert so direkt den ROI des Projekts.
Strategien zur Auswahl von Adsorbentien für komplexe Einsatzgase
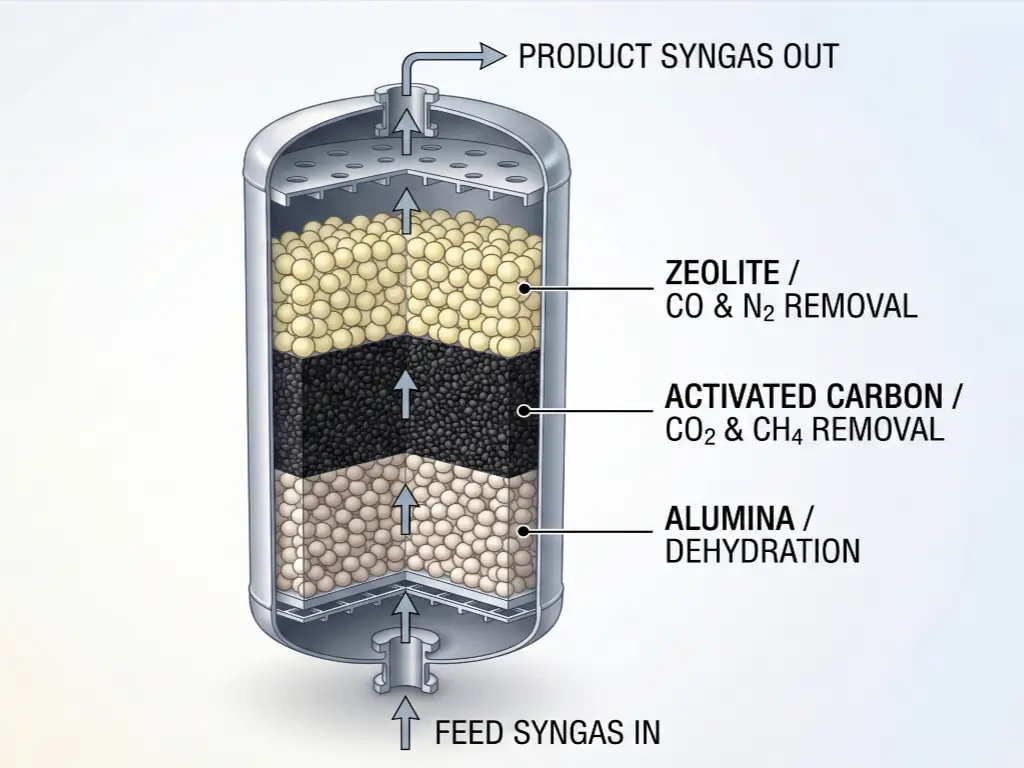
Ein Hochleistungs-PSA-Bett ist selten mit einem einzigen Material gefüllt. Stattdessen handelt es sich um einen sorgfältig konstruierten "Mehrschichtkuchen", bei dem jede Schicht darauf optimiert ist, eine bestimmte Klasse von Verunreinigungen in einer bestimmten Reihenfolge zu entfernen. Wird diese "Schichtenlogik" nicht befolgt, kann dies zu einer dauerhaften Vergiftung des gesamten Bettes führen.
Untere Schicht: Dehydratisierung (Tonerde/Kieselgel)
Das Speisegas enthält oft Spuren von Wasserdampf oder schweren Kohlenwasserstoffen. Die unterste Schicht, die "Schutzschicht", besteht in der Regel aus Aktivierte Tonerde oder Kieselgel. Diese Materialien haben eine hohe Affinität für polare Wassermoleküle. Ihre Aufgabe ist es, als erste Verteidigungslinie zu fungieren und sicherzustellen, dass das Gas knochentrocken ist, bevor es die empfindlicheren Schichten darüber erreicht. Wenn Wasser die Zeolithschicht erreicht, kommt es zu einem "Wassergifteffekt", bei dem sich die Wassermoleküle so fest an die Zeolithporen binden, dass sie während der Reinigungsphase nicht entfernt werden können und das Bett unbrauchbar machen.
Mittlere Schicht: Adsorption von Verunreinigungen (Aktivkohle)
Sobald das Gas entwässert ist, wird es in die Aktivkohle Schicht. Dies ist das "Arbeitspferd" des Bettes, das für die Entfernung des größten Teils des CO2 und CH4 verantwortlich ist. Aktivkohle verfügt über eine große Oberfläche mit einer vielfältigen Porengrößenverteilung, wodurch sie sich ideal für die Adsorption unpolarer oder mäßig polarer Verunreinigungen mit hoher Kapazität eignet. Ingenieure müssen sicherstellen, dass diese Schicht tief genug ist, um die Spitzenkonzentration von CO2 im Einsatzgas zu bewältigen. Wird diese Schicht umgangen, sättigt das CO2 schnell die darüber liegende Zeolithschicht, was zu einem sofortigen "Reinheitsdurchbruch" führt.
Oberste Schicht: Tiefenreinigung (Zeolith-Molekularsiebe)
Der letzte "Schliff" erfolgt an der Spitze des Turms, wo Zeolith-Molekularsiebe (typischerweise 5A oder Lithium-ausgetauscht LSX) verwendet werden. Zeolithe sind kristalline Alumosilikate mit einheitlichen Porendurchmessern. Sie werden speziell wegen ihrer Fähigkeit ausgewählt, zwischen Molekülen aufgrund ihrer Größe und elektronischen Eigenschaften zu unterscheiden. Hier sind die am schwersten zu entfernenden Verunreinigungen - Kohlenmonoxid und Stickstoff - eingeschlossen. Für Wasserstoff, der für Brennstoffzellenfahrzeuge bestimmt ist, ist diese Schicht der "letzte Pförtner", der den CO-Gehalt unter dem für die Platinkatalysatoren in den PEM-Stacks tödlichen Grenzwert von 0,2 ppm hält.
Systemarchitektur und Bettenzahlkonfigurationen
Die "Bettenzahl" eines PSA-Systems ist sein wichtigstes architektonisches Definitionsmerkmal. Sie bestimmt das Gleichgewicht zwischen Kapitalkosten und Effizienz der Wasserstoffrückgewinnung.
2-Bett- und 4-Bett-Systeme: Ein 2-Bett-System ist die einfachste Konstruktion, die häufig für kleine Anlagen vor Ort verwendet wird, wenn der Platz begrenzt ist und die Rückgewinnungsrate der Einfachheit untergeordnet ist. Ihnen fehlt jedoch die Möglichkeit, komplexe Ausgleichsvorgänge durchzuführen, was häufig zu einer Rückgewinnungsrate von nur 60-70% führt. Die 4-Bett-System ist der industrielle "Sweet Spot". Er ermöglicht mindestens einen Ausgleichsschritt und eine kontinuierliche Zufuhr von Spülgas, wodurch die Rückgewinnungsraten in den Bereich von 75-85% steigen. Dies ist die Standardwahl für mittelgroße Chemieanlagen und Raffinerien.
6-Bett- und Hochleistungs-Mehrbettsysteme: In großen petrochemischen Komplexen oder speziellen Wasserstoff-Hubs werden 6-, 10- oder sogar 12-Bett-Konfigurationen verwendet. Diese Systeme sind ausgelegt für Multidruck-Ausgleich (bis zu 4 Stufen). Die Steuerungslogik und die Anzahl der Ventile sind zwar deutlich höher, aber die Möglichkeit, die Rückgewinnungsraten auf über 90% zu steigern, bedeutet für Großproduzenten jährliche Wasserstoffeinsparungen in Millionenhöhe. Bei dieser Größenordnung amortisieren sich die zusätzlichen Investitionskosten für mehr Türme und Ventile in der Regel innerhalb von 12 bis 18 Monaten nach Inbetriebnahme.
Optimieren Sie Ihr PSA-Bett mit Adsorbentien in Industriequalität
Bei der PSA-Wasserstoffreinigung mit hohen Frequenzen kommt es bei herkömmlichen Adsorbentien unweigerlich zur Pulverisierung und zum vorzeitigen CO-Durchbruch. Um eine stabile Reinheit von 99,999% zu gewährleisten, sind strukturell widerstandsfähige Materialien erforderlich. Mit über 28 Jahren Erfahrung entwickelt JALON industrietaugliche Adsorbentien - von hochfestem aktiviertem Aluminiumoxid für die Entwässerung der unteren Schicht bis hin zu hochpräzisen 5A/Li-LSX-Zeolithen für die tiefe CO-Entfernung. Unsere Lösungen werden in automatisierten DCS-Linien hergestellt, um eine hohe Druckfestigkeit und gleichmäßige Schüttdichte zu gewährleisten, und widerstehen effektiv dem Abbau durch Druckschläge. Lassen Sie nicht zu, dass minderwertige Molekularsiebe Ihre kontinuierliche H2-Produktion gefährden.








