Leitfaden für industrielle Adsorptionsverfahren: PSA, TSA, und VPSA erklärt
Was ist der Adsorptionsprozess?
Adsorption ist ein Oberflächenphänomen - es tritt auf, wenn sich Moleküle aus einem Gas oder einer Flüssigkeit an der Oberfläche eines festen Materials anlagern, anstatt in dessen Masse absorbiert zu werden. Denken Sie an Aktivkohle, die Gerüche einfängt: Die Geruchsmoleküle bleiben an der Oberfläche der Kohle haften, sie dringen nicht in sie ein. Das ist Adsorption, nicht Absorption.
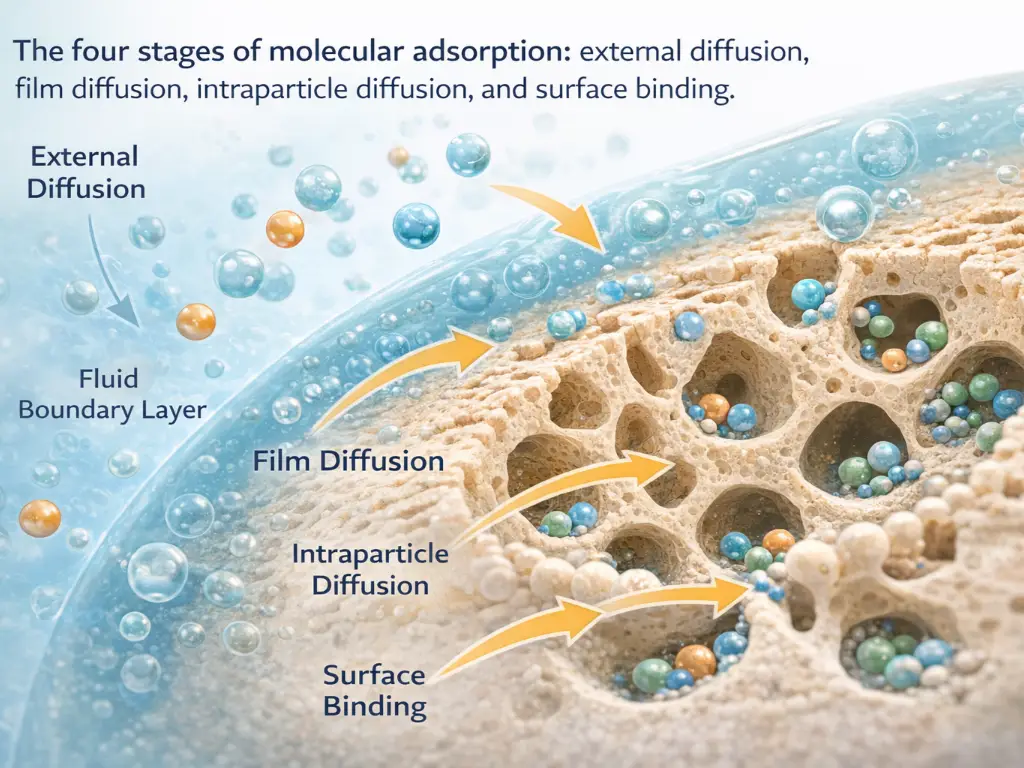
In der Industrie wird dieser einfache Mechanismus der Oberflächenanhaftung zu einem hochtechnisierten Trennwerkzeug. Der Prozess erfolgt in vier aufeinanderfolgenden Schritten: Zunächst bewegt sich das Zielmolekül (das Adsorbat) durch äußere Diffusion von der flüssigen Masse zum Adsorbenspartikel. Dann durchquert es die stagnierende Filmschicht, die das Partikel umgibt - dies ist die Filmdiffusion. Als Nächstes folgt die Diffusion innerhalb des Partikels, bei der das Molekül die poröse innere Struktur in Richtung aktiver Bindungsstellen durchquert. Schließlich bindet das Molekül an die Oberfläche - die eigentliche Adsorptionsreaktion.
Der Bindungsmechanismus bestimmt die Reversibilität. Bei der Physisorption halten schwache Van-der-Waals-Kräfte das Molekül mit Bindungsenergien von 5-40 kJ/mol an der Oberfläche - stark genug, um es einzufangen, schwach genug, um es bei der Regeneration wieder freizugeben. Bei der Chemisorption bilden sich tatsächliche chemische Bindungen mit Energien von über 40 kJ/mol, wodurch die Bindung weitaus schwieriger rückgängig zu machen ist. Industrielle Adsorptionsprozesse beruhen überwiegend auf der Physisorption, weil sie reversibel ist - das Adsorptionsmittel kann regeneriert und über Tausende von Zyklen wiederverwendet werden.
Die Wahl des richtigen Adsorptionsverfahrens hängt von drei Faktoren ab: dem zu trennenden Stoff, der Größe und den Bedingungen (Internationale Adsorptionsgesellschaft).
Die wichtigsten Arten von industriellen Adsorptionsverfahren
Alle industriellen Adsorptionsprozesse haben eine gemeinsame Logik: Sie schwingen einen Prozessparameter, um zwischen Adsorption (Aufnehmen) und Desorption (Abgeben) zu wechseln. Die drei vorherrschenden Typen unterscheiden sich nur darin, welchen Parameter sie umschalten.
Druckwechseladsorption (PSA)
PSA macht sich eine einfache physikalische Beziehung zunutze: Gase lassen sich bei höherem Druck leichter adsorbieren. Das Verfahren setzt das Einsatzgas unter Druck, um die Adsorption zu fördern, und senkt dann den Druck, um die Desorption auszulösen und das Bett zu regenerieren.
Ein typischer PSA-Zyklus besteht aus vier aufeinanderfolgenden Schritten. Durch Druckbeaufschlagung wird das Bett auf Betriebsdruck gebracht. Es folgt die Adsorption, wobei die Zielkomponente selektiv eingefangen wird, während das Produktgas hindurchströmt. Beim Abblasen wird der Druck abgelassen, wodurch die eingefangenen Moleküle desorbiert werden. Schließlich wird in einem Spülschritt das restliche desorbierte Gas mit Hilfe eines Produktstroms aus dem Bett gespült, um es für den nächsten Zyklus vorzubereiten.
PSA dominiert Anwendungen, bei denen das eingespeiste Gas bereits unter erhöhtem Druck steht - Wasserstoffaufbereitung aus Abgasen von Dampf-Methan-Reformern (SMR), Stickstofferzeugung aus Druckluft und Biogasaufbereitung zu Biomethan sind Beispiele aus dem Lehrbuch. Das Verfahren ist schnell (Zykluszeiten von 1-3 Minuten), kompakt und kann eine bemerkenswerte Reinheit liefern - PSA-Wasserstoff erreicht routinemäßig 99,999%.
Der Nachteil ist die Energie: Die Verdichtung des Speisegases auf hohe Betriebsdrücke (je nach Anwendung typischerweise 5-30 bar) verbraucht viel Strom.
Temperaturwechseladsorption (TSA)
Bei der TSA wird nicht der Druck, sondern die Temperatur verändert. Die Adsorption erfolgt bei Umgebungstemperatur oder mäßig niedriger Temperatur. Bei der Regeneration wird das Bett mit Dampf oder einem heißen Gasstrom auf 200-300 °C erhitzt, wodurch die eingefangenen Moleküle ausgetrieben werden. Es folgt ein Abkühlungsschritt, bevor der nächste Adsorptionszyklus beginnt.
Die Stärke von TSA liegt in der Tiefe. Da beim Erhitzen weitaus mehr Energie als bei der Druckentlastung zur Verfügung steht, erreicht TSA eine vollständigere Regeneration und ist damit die Technologie der Wahl für die Tiefenentwässerung. Eine TSA-Anlage kann den Taupunkt von Erdgas auf unter -100°C senken, ein Wert, den kein PSA-System erreichen kann. Aus diesem Grund laufen die Erdgastrocknung, die Instrumentenlufttrocknung und die Vorreinigung der kryogenen Luftzerlegung (Entfernung jeder Spur von H₂O und CO₂ vor der kryogenen Kühlung) alle mit TSA.
Der Schwachpunkt ist die Geschwindigkeit. TSA-Zyklen dauern Minuten bis Stunden und erfordern größere Adsorberbetten und höhere Investitionskosten als entsprechende PSA-Systeme. Aber wenn die Spezifikation absolute Trockenheit verlangt, ist TSA nicht verhandelbar.
Vakuum-Druckwechseladsorption (VPSA)
VPSA ist der energiebewusste Bruder von PSA. Anstatt das Speisegas auf hohen Druck zu komprimieren, adsorbiert VPSA bei einem Druck leicht über dem Atmosphärendruck und zieht dann ein Vakuum (typischerweise 0,1-0,2 bar absolut) an, um zu regenerieren. Dadurch entfallen die Kosten für die Verdichtung des Einsatzgases - ein entscheidender Vorteil, wenn der Eingangsstrom Umgebungsdruck hat und die Verdichtung mehr Energie verbrauchen würde, als die Trennung wert ist.
VPSA fand seine Hauptanwendung in Sauerstofferzeugung vor Ort. Eine VPSA-Sauerstoffanlage mit lithiumausgetauschtem Zeolith (LiLSX) produziert 90-95% reinen Sauerstoff bei 300-10.000 Nm³/h für Stahlwerke, Ozongeneratoren für die Abwasserbehandlung und chemische Oxidationsprozesse. Bei Kapazitäten unter 10.000 Nm³/h ist die VPSA in der Regel energieeffizienter als die kryogene Luftzerlegung. Die gleiche Logik macht sie zu einer natürlichen Lösung für die CO₂-Abscheidung nach der Verbrennung, wenn das Rauchgas bei atmosphärischem Druck ankommt und eine Kompression unwirtschaftlich wäre.
PSA vs. TSA vs. VPSA: Wie man das richtige Verfahren wählt
Bei der Wahl zwischen diesen drei Verfahren geht es nicht darum, welches das "beste" ist - es geht darum, welches Verfahren Ihren Futterbedingungen, Ihrem Reinheitsziel und Ihrem Energiebudget entspricht.
| Prozess | Swing-Parameter | Zykluszeit | Energiequelle | Am besten für | Taste Einschränkung |
|---|---|---|---|---|---|
| PSA | Druck | 1-3 min | Elektrizität (Kompressor) | Hochdruck-Einspeisungen: H₂-Reinigung, N₂/O₂-Erzeugung, Biogasaufbereitung | Hohe Energiekosten für die Verdichtung; erfordert einen Vorschub von ≥3 bar |
| TSA | Temperatur | Minuten bis Stunden | Dampf oder thermische Flüssigkeit (200-300°C) | Tiefenentwässerung: Erdgastrocknung, ASU-Vorreinigung, Lufttrocknung | Große Betten, langsame Zyklen, hohe CAPEX |
| VPSA | Druck + Vakuum | 1-5 min | Elektrizität (Gebläse + Vakuumpumpe) | Umgebungsdruckeinspeisung: O₂ vor Ort (300-10.000 Nm³/h), CO₂-Abscheidung nach der Verbrennung | Komplexität der Vakuumpumpe; geringerer Durchsatz pro Bett |
Der Entscheidungsbaum ist einfach. Wenn Ihr Einsatzgas bereits unter hohem Druck steht - z. B. Synthesegas aus einem Methandampfreformer mit 20 bar - ist PSA die offensichtliche Wahl. Sie lassen den vorhandenen Druck die Arbeit machen. Wenn Sie über billige Abwärme verfügen - eine Dampfquelle oder heißes Rauchgas - ist TSA weitaus wirtschaftlicher, da Sie nicht für die Regenerationsenergie bezahlen müssen. Wenn keine der beiden Bedingungen zutrifft und die Zufuhr bei Umgebungsdruck erfolgt, ist VPSA (oder die einfachere Variante VSA, die bei Atmosphärendruck ohne Verdichtung der Zufuhr adsorbiert) wahrscheinlich die kostengünstigste Lösung.
Der Schlüssel liegt darin, den Prozess an das anzupassen, was an Ihrem Standort bereits vorhanden ist, anstatt blindlings Kompressoren oder Dampferzeuger hinzuzufügen, um eine bevorzugte Technologie zu erzwingen.
Die Ein-Fragen-Regel
Haben Sie Abwärme zur Verfügung? → TSA.
Weder noch? → VPSA.
⚠️Engineering Hinweis: Bei industriellen Anwendungen ist die Auswahl des Adsorptionsverfahrens vielschichtig und hängt stark von der Zusammensetzung des Stroms, den Durchflussraten und den genauen Reinheitszielen ab. Dieser Leitfaden stellt lediglich eine konzeptionelle Grundlage dar. Es wird dringend empfohlen, vor der endgültigen Festlegung einer Anlagenkonfiguration ein spezialisiertes Ingenieurteam für eine umfassende Prozesssimulation und technische Bewertung zu konsultieren.
Adsorptionsmittel - der Motor hinter jedem Adsorptionsprozess
Ein gut konzipiertes PSA- oder TSA-System ist nur so gut wie das Material in seinen Säulen. Das Adsorptionsmittel bestimmt die Selektivität, die Kapazität und die Betriebslebensdauer - eine falsche Wahl bedeutet, dass das beste Prozessdesign der Welt nicht ausreicht.
| Adsorptionsmittel | Porengröße | Oberfläche (m²/g) | Am besten zum Entfernen | Typischer Prozess | Taste Einschränkung |
|---|---|---|---|---|---|
| Zeolith 3A | ~3 Å | 500-800 | H₂O (selektiv, schließt größere Moleküle aus) | PSA/TSA-Trocknung, Ethanoltrocknung, Kühlmitteltrocknung | Unbrauchbar für alles, was größer ist als Wasser |
| Zeolith 4A | ~4 Å | 500-800 | H₂O, CO₂, NH₃, Methanol | Allgemeine Gas/Flüssigkeitstrocknung, Erdgas | Begrenzt auf kleine polare Moleküle |
| Zeolith 5A | ~5 Å | 500-800 | CO, CO₂, H₂S, Mercaptane, normale Paraffine | PSA H₂-Reinigung, O₂/N₂-Trennung | Ausgeschlossen sind verzweigte/zyklische Kohlenwasserstoffe |
| Zeolith 13X | ~10 Å | 500-900 | Große polare Moleküle, CO₂, H₂S, VOCs | VPSA O₂, Erdgassüßung, CO₂-Abscheidung | Höhere Regenerationsenergie als bei kleinporigen Zeolithen |
| LiLSX (Li-X) | ~10 Å | 700-900 | N₂ (höchste N₂/O₂-Selektivität) | Medizinische PSA & industrielle VPSA O₂-Generation | Hohe Kosten; erfordert Vakuumregeneration |
| Aktivkohle | 10-500 Å | 450-1,800 | Organische Stoffe, unpolare Moleküle, VOCs | Wasseraufbereitung, Lösungsmittelrückgewinnung, Geruchskontrolle | Schlecht für polare Moleküle; erfordert thermische Regeneration |
| Kieselgel | 20-100 Å | 300-800 | H₂O (hohe Kapazität bei mäßig-hoher RH) | Lufttrocknung, Feuchtigkeitskontrolle | Geringe Kapazität bei niedrigem Wasserdampfdruck |
| Aktivierte Tonerde | 30-50 Å | 200-400 | H₂O, Fluorid | Gasentwässerung (Schutzschicht), Katalysatorträger | Geringere Kapazität als Molekularsiebe bei niedriger RH |
Die Logik der Auswahl ergibt sich aus der Chemie. Polare Moleküle - Wasser, CO₂, H₂S, Alkohole - werden von dem geladenen Gerüst der Zeolithe angezogen, die bei niedrigen Wasserdampfkonzentrationen 6-10 mal mehr Feuchtigkeit als Kieselgel oder Aktivtonerde. Unpolare organische Moleküle werden von der hydrophoben Oberfläche der Aktivkohle besser aufgenommen. Für die tiefste Dehydratisierung gibt es nichts Besseres als ein 3A- oder 4A-Molekularsiebbett - deshalb wird in jeder kryogenen Luftzerlegungsanlage auf der Welt eine Molekularsieb-Vorreinigungsschicht vor der Coldbox eingesetzt.
Die moderne Molekularsiebherstellung hat sich weiterentwickelt, um dieses gesamte Spektrum abzudecken. Die kommerziellen Molekularsieb-Produktlinien reichen heute von 3A bis 13X bis hin zu speziellen lithiumausgetauschten Formulierungen - jede davon ist auf eine bestimmte Trennaufgabe abgestimmt (Jalon). Diese Spezialisierung bedeutet, dass Ingenieure sich nicht mehr mit einem allgemeinen Adsorptionsmittel begnügen müssen, das "gut genug" ist, sondern dass sie ein Material spezifizieren können, das genau für die Zusammensetzung und den Reinheitsgrad ihres Futters optimiert ist.
Bei TSA-Entwässerungsbetten wird standardmäßig eine Schicht aus aktiviertem Aluminiumoxid am Kolonneneinlass angebracht - in der Regel 10-20% der gesamten Betthöhe. Diese Opferschicht fängt alle flüssigen Wasserverschleppungen, Glykol oder Amine auf, bevor sie auf die teurere Molekularsiebschicht stromabwärts gelangen, wodurch die Lebensdauer des Siebs erheblich verlängert wird.
Die 10-20%-Regel

Wo Adsorptionsprozesse Wert schaffen - Industrielle Schlüsselanwendungen
Die industrielle Adsorption ist in drei Bereichen tätig: Trennung von Gasgemischen in reine Ströme, Abtrennung von Feuchtigkeit aus Prozessströmen und Ermöglichung neuer sauberer Energietechnologien.
Gastrennung - Sauerstoff, Stickstoff, Wasserstoff und mehr
Luft besteht aus etwa 78% Stickstoff und 21% Sauerstoff. Das Adsorptionsverfahren trennt sie, indem es sich die Tatsache zunutze macht, dass Stickstoff an bestimmten Zeolithen stärker adsorbiert als Sauerstoff - man setzt die Luft unter Druck, lässt den Stickstoff anhaften, und der Sauerstoff strömt mit einer Reinheit von 93±3% durch.
Dieses Prinzip treibt medizinische Sauerstoffkonzentratoren (kleine PSA-Einheiten mit Li-X-Zeolith, die 93% O₂ am Krankenbett liefern), industrielle VPSA-Sauerstoffanlagen für die Stahlerzeugung (30.000 Nm³/h-Systeme, die elektrische Lichtbogenöfen versorgen) und PSA-Stickstoffgeneratoren, die chemische Anlagen und Lebensmittelverpackungslinien mit inertem Schutzgas versorgen. Die Wasserstoffreinigung mittels PSA verfolgt den umgekehrten Ansatz - Verunreinigungen werden adsorbiert, während die kleinen, schnell fließenden H₂-Moleküle durchgelassen werden, wodurch 99,999% reiner Wasserstoff aus dem Reformerabgas gewonnen wird.
Die Biogasaufbereitung ist im Wesentlichen derselbe physikalische Prozess, der auf ein anderes Ausgangsmaterial angewendet wird: CO₂ wird an den Zeolithen adsorbiert, während Methan hindurchfließt und das CH₄ zu Biomethan in Pipeline-Qualität mit einem Reinheitsgrad von über 97% konzentriert wird.
Entwässerung und Klärung - Industrielle Ströme trocken und sauber halten
Wasserdampf in einem Gasstrom ist kein unbedeutendes Ärgernis - in einer Erdgaspipeline bildet er feste Hydrate, die den Durchfluss blockieren. In einem Kühlsystem hydrolysiert er zu Salzsäure oder Flusssäure, die die inneren Teile eines Kompressors angreifen. In einer kryogenen Luftzerlegungsanlage gefriert es bei -180 °C fest und verstopft die Wärmetauscherpassagen.
Die adsorptionsbasierte Dehydrierung erfüllt alle drei Anforderungen. Erdgasverarbeiter betreiben TSA-Einheiten, die mit 4A-Molekularsieb gefüllt sind, um die Pipeline-Taupunkt-Spezifikationen von -21°C oder niedriger zu erreichen. Kältemittelhersteller setzen 3A-Molekularsiebe (JLRD-Serie) direkt in den Filtertrockner ein, um Restfeuchtigkeit abzufangen, bevor sie reagieren kann. Und jeder großen kryogenen ASU ist eine TSA-Vorreinigungseinheit vorgeschaltet, die in der Regel sowohl mit aktiviertem Aluminiumoxid (zur Entfernung von Wasser) als auch mit Molekularsieb der Serie 13X oder JLPM (zur CO₂-Entfernung auf unter 0,1 ppm) bestückt ist, da Eiskristalle und gefrorenes CO₂ bei kryogenen Temperaturen die Destillationskolonne zerstören würden.
Was Wasserdampf Ihrem System antut
- Pipeline: feste Hydrate blockieren den Fluss
- Kältemittel: HCl/HF-Säure korrodiert den Kompressor
- Kryogenes ASU: Eisstopfen-Wärmetauscher bei -180°C
Emerging Frontiers - Kohlenstoffabscheidung, SAF und Trocknung von Batterien
Die Adsorption ist nicht nur ein altes industrielles Werkzeug. Die CO₂-Abscheidung nach der Verbrennung unter Verwendung von VPSA mit Zeolith 13X wird im Pilot- und Demonstrationsmaßstab eingesetzt, wobei der Energieverbrauch im Bereich von 0,3-0,6 GJ pro Tonne abgeschiedenem CO₂ liegt. Bei der Herstellung von nachhaltigem Flugbenzin (SAF) ermöglichen Katalysatoren auf Molekularsiebbasis den Isomerisierungsschritt, der synthetischem Kerosin die für den Betrieb in großen Höhen erforderlichen Kaltfließeigenschaften verleiht. Und bei der Herstellung von Lithium-Ionen-Batterien trocknen Spezialmolekularsiebe organische Elektrolytlösungsmittel auf weniger als 10 ppm Feuchtigkeit - eine Spezifikation, die direkt die Langlebigkeit der Zellen bestimmt, da Restwasser mit dem Elektrolyten reagiert und HF-Säure bildet, die das Kathodenmaterial zersetzt.
Diese Anwendungen haben eines gemeinsam: Da die Reinheitsspezifikationen immer strenger werden und sich die Umweltvorschriften verschärfen, werden Adsorptionsverfahren von einer von mehreren Optionen" zur einzigen Option, die die Spezifikationen erfüllt".
Schlüsselfaktoren, die die Leistung des Adsorptionsprozesses beeinflussen
Die Auswahl des richtigen Verfahrens und Adsorptionsmittels ist notwendig, aber nicht ausreichend. Fünf Betriebsfaktoren bestimmen, ob das System hält, was es verspricht.
Temperatur. Die Adsorption ist exotherm - die Betttemperatur steigt während der Beladungsphase um 10-30 °C. Da die Adsorptionskapazität mit steigender Temperatur abnimmt, wirkt sich dieser Selbsterhitzungseffekt negativ aus. Die Steuerung der Betttemperatur durch Zwischenkühlung oder Anpassung der Zykluszeit ist von entscheidender Bedeutung, insbesondere in PSA-Systemen, in denen sich durch schnelle Zyklen Wärme ansammeln kann.
Druck. Bei höherem Partialdruck besetzen mehr Moleküle die Oberfläche des Adsorptionsmittels - dies ist das Prinzip von Le Chatelier, das an der Grenzfläche zwischen Feststoff und Gas wirkt. PSA macht sich dies direkt zunutze, aber es wirkt sich in beide Richtungen aus: Jeder unerwartete Druckabfall in der Zuleitung verringert die Arbeitskapazität und kann die Stoffübergangszone nach vorne verschieben, was zu einem vorzeitigen Durchbruch führt.
Feuchtigkeitswettbewerb. Wasser ist das polarste Molekül, das häufig in industriellen Gasströmen vorkommt. Es konkurriert aggressiv um Adsorptionsplätze und verdrängt das Zieladsorbat oft vollständig. Die Standardabwehr ist eine Schutzschicht aus aktiviertem Aluminiumoxid oder einem weniger teuren Molekularsieb am Betteinlass, die sich selbst opfert, um das Wasser aufzufangen, bevor es die Arbeitsschicht des Adsorptionsmittels erreicht.
Qualität der Regeneration. Dies ist die am meisten übersehene Leistungsvariable. Ein Adsorptionsmittelbett, das nur 90% regeneriert ist, liefert beim nächsten Zyklus nicht 90% seiner Auslegungskapazität - die akkumulierten Restladungsverbindungen und die effektive Arbeitskapazität können innerhalb von Wochen um 20-30% abnehmen. Das Symptom ist eine Durchbruchskurve, die sich mit jedem Zyklus immer weiter nach vorne verschiebt. Die Lösung ist einfach, aber anspruchsvoll: Es muss sichergestellt werden, dass die Regenerationstemperatur (bei TSA) bzw. das Vakuumniveau (bei VPSA) am Ausgang des Bettes und nicht nur am Auslass des Heizers oder der Pumpe tatsächlich den Sollwert erreicht.
Die Regenerationsfalle 90%
Qualität der Adsorbentien. Die Konsistenz der Porengröße innerhalb einer Charge, die Druckfestigkeit bei zyklischer thermischer und mechanischer Belastung und die Rückverfolgbarkeit der eingesetzten Rohstoffe wirken sich alle direkt auf die Lebensdauer des Bettes aus. Bei kritischen Anwendungen bewahren die Betreiber Proben von jeder Adsorbercharge auf, um die Rückverfolgbarkeit über mehrere Jahre zu gewährleisten - eine Praxis, die es ermöglicht, eine vorzeitige Leistungsverschlechterung mit einer bestimmten Produktionscharge und nicht mit einem Betriebsfehler zu korrelieren.
Dies sind keine theoretischen Variablen. Sie entscheiden darüber, ob ein Adsorptionssystem 5 oder 15 Jahre lang zuverlässig arbeitet.
Referenzen
- Internationale Adsorptionsgesellschaft. "Was ist Adsorption?" https://www.int-ads-soc.org/what-is-adsorption/
- Enzyklopädie der Chemischen Technik der Universität Michigan. "Adsorber". https://encyclopedia.che.engin.umich.edu/Adsorbers/
- ScienceDirect Themen. "Adsorption Operation". https://www.sciencedirect.com/topics/engineering/adsorption-operation
- Ruthven, D.M. Grundsätze der Adsorption und Adsorptionsverfahren. Wiley, 1984.
- Jalon Zeolith. "Produkte - Molekularsiebe". https://www.jalonzeolite.com/products/
- Jalon Zeolith. Homepage. https://www.jalonzeolite.com/








