Technologien zur Wasserstoffaufbereitung: Vergleich von PSA, Membranen und kryogenen Systemen
Mit der Beschleunigung der globalen Energiewende hat sich Wasserstoff als Eckpfeiler der Dekarbonisierung für die Schwerindustrie, den Langstreckentransport und die saisonale Energiespeicherung herauskristallisiert. Der Nutzen von Wasserstoff wird jedoch im Wesentlichen nicht durch seine Quantität, sondern durch seine Qualität bestimmt. Im industriellen Ökosystem ist "Wasserstoff" kein monolithisches Produkt, sondern ein Spektrum von Gasgemischen, bei denen das Vorhandensein von Spurenverunreinigungen den Unterschied zwischen einem hocheffizienten Kraftwerk und einem katastrophalen Systemausfall bedeuten kann. Dieser Leitfaden bietet einen tiefen technischen Einblick in die Technologien, die die moderne Wasserstoffreinigung ausmachen, und bietet einen strategischen Vergleich für Prozessingenieure und B2B-Entscheidungsträger.
Verständnis der Wasserstoff-Reinheitsstandards und der Auswirkungen auf die Industrie
Bei der industriellen Gasaufbereitung ist das Streben nach "absoluter Reinheit" eine Falle, die oft zu unhaltbaren CAPEX und OPEX führt. Das technische Ziel ist immer die "optimale Reinheit" - der Grenzwert, bei dem das Gas die Anforderungen der nachgeschalteten Anwendung erfüllt, ohne dass unnötige Reinigungskosten anfallen. Dieses Gleichgewicht ist von entscheidender Bedeutung, da die Kosten für die Wasserstoffreinigung nicht linear mit der Reinheit skalieren, sondern exponentiell ansteigen, wenn wir uns von 99% auf 99,999% (5,0er Qualität) und darüber hinaus bewegen.
Für den B2B-Sektor ist das Verständnis internationaler Normen der erste Schritt zur Risikominderung. Normen wie ISO 14687 (für die Qualität von Wasserstoff als Kraftstoff) und SAE J2719 legen die strengen Grenzen für Verunreinigungen fest. In Proton Exchange Membrane (PEM)-Brennstoffzellen beispielsweise liegt die Toleranzgrenze für Kohlenmonoxid (CO) bei nur 0,2 ppm. Ein Überschreiten dieses Grenzwerts, auch nur für kurze Zeit, führt zu einer irreversiblen Vergiftung der teuren Platinkatalysatoren, was einen sofortigen Leistungsabfall und eine erheblich verkürzte Lebensdauer des Stacks zur Folge hat.
Globale Standards für die Wasserstoffqualität
Um sich in der Komplexität der Wasserstoffsorten zurechtzufinden, müssen die Ingenieure die Anwendungen auf der Grundlage ihrer spezifischen Toleranz gegenüber "tödlichen Verunreinigungen" kategorisieren. Im Folgenden finden Sie eine vergleichende Matrix der häufigsten industriellen Anforderungen:
| Anwendungsbereich | Wasserstoffsorte / Reinheit | Wichtige kritische Verunreinigungen |
|---|---|---|
| Herstellung von Halbleitern | 9.0 (99.9999999%) | Sauerstoff, Feuchtigkeit, Kohlenwasserstoffe (ppt-Werte) |
| Wasserstoff-Brennstoffzellen (FCEV) | 5.0 (99.999%) | CO, Gesamtschwefel, Ammoniak (ppb-Werte) |
| Industrielle Ölraffination | 3.0 - 4.0 (99% - 99.99%) | Methan, Kohlendioxid, Stickstoff |
Verstehen des Unterschieds zwischen ppm (Teile pro Million) und ppb (Teile pro Milliarde) ist für die Feinmechanik unerlässlich. Bei Wasserstoff der Qualität 5.0 reicht eine Konzentration von 100 ppb an Schwefelverbindungen aus, um einen Wartungsalarm auszulösen. Die technische Erkennung dieser Spuren erfordert eine ausgeklügelte Online-Gaschromatographie (GC) oder Fourier-Transformations-Infrarotspektroskopie (FTIR), was die Instrumentierung und das Kontrollsystem der Reinigungsanlage um eine weitere Ebene komplexer macht.
Wirtschaftliche Folgen des Durchbruchs von Verunreinigungen
Der "Durchbruchspunkt" in einem Reinigungsbett ist der Moment, in dem die Verunreinigungen beginnen, aus dem Adsorptionsmittel zu entweichen. In einer PEM-Brennstoffzelle ist der chemische Mechanismus der CO-Vergiftung besonders aggressiv. CO-Moleküle haben eine viel höhere Affinität zu den Platin-Katalysatorstellen als Wasserstoffmoleküle. Sobald ein CO-Molekül eine Stelle besetzt, verhindert es die Dissoziation von Wasserstoff, wodurch der aktive Bereich der Brennstoffzelle praktisch "blind" wird. Dies führt zu dem, was wir als "Überpotenzial" bezeichnen, bei dem die Zelle härter arbeiten muss, um weniger Strom zu erzeugen, wodurch übermäßige Hitze entsteht und die Membran beschädigt wird.
Aus Sicht der Instandhaltung ist es wichtig, zu unterscheiden zwischen irreversible Vergiftung (oft verursacht durch Schwefel- oder Siliziumverbindungen) und wiederherstellbare Vergiftung (z. B. CO, das manchmal mit Luft "gereinigt" werden kann). Aber auch wiederherstellbare Ereignisse führen zu ungeplanten Ausfallzeiten und Arbeitskosten.
Betrachten Sie eine 1MW-Wasserstoff-Kraftwerk. Wenn das Reinigungssystem ausfällt und die CO-Werte in die Höhe schnellen, können die Kosten für den Austausch der beschädigten Katalysatorstapel $400.000 übersteigen. Im Gegensatz dazu machen die jährlichen Betriebskosten für den Austausch hochwertiger Molekularsiebe und die Überwachung der Vorbehandlung in der Regel weniger als 5% dieses Betrags aus. Die wirtschaftliche Logik ist klar: Das Reinigungssystem ist die Versicherungspolice für die gesamte Wasserstoffanlage.
Gängige Verunreinigungen in Wasserstoffgas und ihre Ursprünge
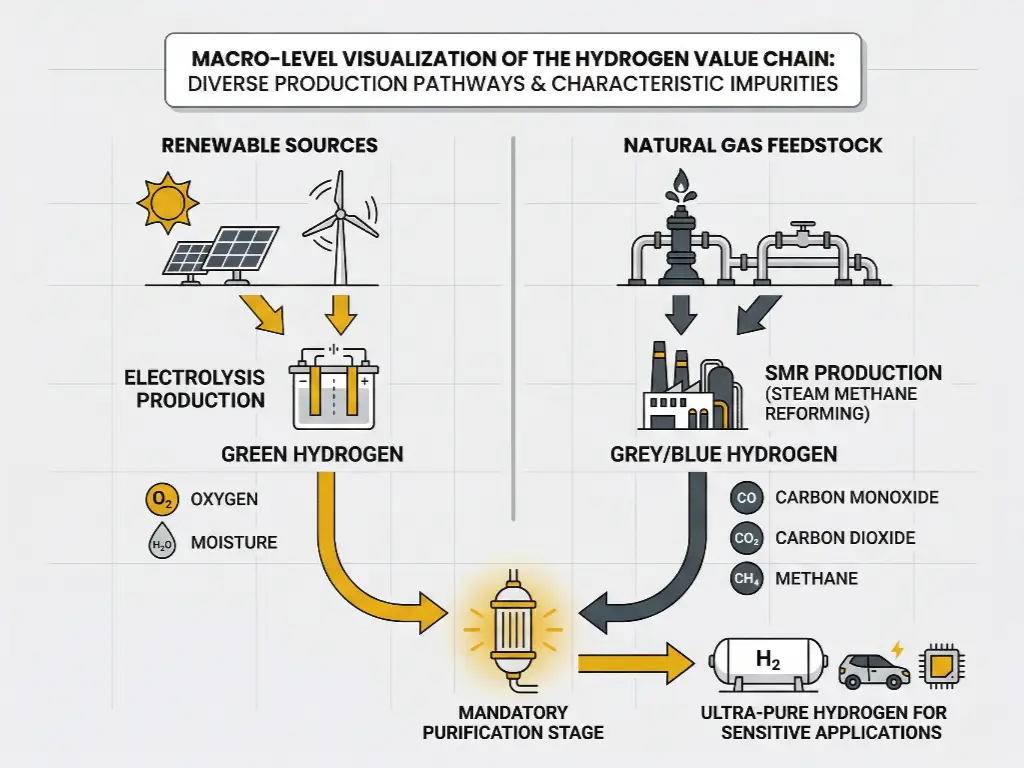
Die Planung einer Reinigungsanlage beginnt mit dem "Gas-Fingerprint" des Ausgangsmaterials. Wasserstoff wird über verschiedene Wege erzeugt, die jeweils einen einzigartigen Cocktail von Verunreinigungen mit sich bringen. Die Entwicklung eines Systems ohne Berücksichtigung der Herkunft des Gases ist ein Rezept für den schnellen Abbau von Adsorptionsmitteln. Ein wirklich robustes System integriert Vorbehandlung als nicht verhandelbarer Puffer zum Schutz der Kernreinigungseinheit.
Rohstoffspezifische Verunreinigungsprofile und Vorbehandlungserfordernisse
Jede Produktionsmethode hat ein eigenes Profil, das die Reinigungsstrategie bestimmt:
- Elektrolyse (Grüner Wasserstoff): Obwohl es oft als "rein" angepriesen wird, enthält das Rohprodukt erheblichen Sauerstoff (O2) und Feuchte (H2O). Wenn sie nicht behandelt wird, sättigt die Feuchtigkeit die nachgeschalteten Adsorptionsmittel, während der Sauerstoff ein Explosionsrisiko darstellt, wenn die Konzentrationen die Sicherheitsschwellen überschreiten. Eine "DeOxo"-Einheit, gefolgt von einem Trockenmittel-Trockner, ist die Standard-Vorbehandlung.
- Dampf-Methan-Reformierung (SMR - Grey/Blue Hydrogen): Das Rohgas ist reich an CO, CO2und nicht umgesetztes Methan (CH4). Hier muss das Reinigungssystem eine Massenabtrennung in großen Mengen bewältigen, in der Regel durch PSA.
- Industrielles Nebenprodukt Gas (z.B. Chlor-Alkali oder Stahlwerke): Diese Quellen stellen die größte Herausforderung dar. Sie enthalten komplexe Verunreinigungen wie Schwefelwasserstoff (H2S)Ammoniak, Chloride und schwere Kohlenwasserstoffe.
Spurenverunreinigungen wie Chloride oder Ameisensäure sind besonders heimtückisch, denn sie verursachen Langfristige Korrosion in nachgeschalteten Pipelines und Lagertanks. Für Gas, das aus der Kohlevergasung oder aus Nebenprodukten der Schwerindustrie stammt, Vorbehandlung ist obligatorisch. Schwefel und schwere Kohlenwasserstoffe müssen entfernt werden, bevor das Gas überhaupt auf die Haupt-PSA-Betten trifft. Geschieht dies nicht, kommt es zur "Verkokung des Adsorptionsmittels", bei der schwere Moleküle die Poren des Molekularsiebs dauerhaft verstopfen und es innerhalb weniger Wochen unbrauchbar machen.
Die thermodynamischen Herausforderungen der Wasserstofftrennung
Wasserstoff ist ein einzigartiges Molekül im Periodensystem und aufgrund seiner physikalischen Eigenschaften bekanntermaßen schwer zu trennen. Mit einer Kinetischer Durchmesser von nur 2,89 ÅDa es eines der kleinsten Moleküle ist, kann es durch Materialien schlüpfen, die größere Gase wie Stickstoff oder Methan einschließen würden. Darüber hinaus bedeutet sein niedriger Siedepunkt (-252,9 °C), dass die kryogene Trennung immense Energie erfordert, um die erforderlichen Temperaturen zu erreichen.
Die Ingenieure müssen auch die Joule-Thomson-Effekt. Im Gegensatz zu den meisten Gasen, die abkühlen, wenn sie sich ausdehnen (Druckabbau), hat Wasserstoff bei Raumtemperatur einen negativen Joule-Thomson-Koeffizienten. Das bedeutet, er kann tatsächlich aufheizen wenn es sich schnell durch ein Ventil oder ein poröses Bett ausdehnt. In Hochdruck-PSA-Systemen muss dieser Wärmegewinn durch die Zyklusgestaltung gesteuert werden, um heiße Stellen im Adsorptionsmittelbett zu vermeiden, die die Adsorptionskapazität beeinträchtigen oder sogar Sicherheitsalarme auslösen könnten.
Druckwechseladsorption (PSA): Der industrielle Maßstab
Für die Reinigung von Wasserstoff in großen Mengen, Druckwechseladsorption (PSA) bleibt der weltweite Goldstandard. Seine Fähigkeit, hochreinen Wasserstoff (bis zu 99,999%+) bei hohen Durchflussraten und relativ geringer Energieintensität zu erzeugen, macht ihn zur bevorzugten Wahl für Raffinerien, SMR-Anlagen und großtechnische Elektrolyseanlagen. Der Erfolg einer PSA-Wasserstoff-Reinigung System wird durch die Synergie zwischen dem Behälterdesign, der Zyklusautomatisierung und vor allem dem Adsorptionsmittel bestimmt.
Funktionsprinzipien und Kreislaufgestaltung
Ein Standard-PSA-Zyklus funktioniert nach dem Prinzip, dass Gase bei hohem Druck stärker von festen Oberflächen angezogen werden als bei niedrigem Druck. Der Prozess ist ein vierstufiger physikalischer Zyklus:
- Adsorption: Das Rohgas tritt mit hohem Druck in das Bett ein. Verunreinigungen (CO, CH4, N2) werden in den Poren des Adsorptionsmittels eingeschlossen, während reiner Wasserstoff durchgelassen wird.
- Druckentlastung: Das Bett wird entlüftet. Wenn der Druck sinkt, beginnen die eingeschlossenen Verunreinigungen zu entweichen (Desorption).
- Säuberung: Eine kleine Menge reinen Wasserstoffs wird verwendet, um die restlichen Verunreinigungen bei niedrigem Druck aus dem Bett zu "spülen".
- Repressurisierung: Das Bett wird mit Roh- oder Reingas wieder auf Hochdruck gebracht und ist bereit für den nächsten Zyklus.
Um einen kontinuierlichen Fluss von reinem Gas zu gewährleisten, verwenden die Anlagen Mehrbett-Systeme (in der Regel 4 bis 12 Behälter). Während ein Bett adsorbiert, befinden sich die anderen in verschiedenen Stadien der Regeneration. Fortgeschrittene Systeme nutzen Schritte zur Entzerrungbei dem Gas aus einem Hochdruckbett verwendet wird, um ein Niederdruckbett wieder unter Druck zu setzen. Dies verbessert erheblich Wasserstoff-RückgewinnungsratenDadurch wird der Wirkungsgrad von 70% auf 90% gesteigert, was sich direkt in niedrigeren Kosten für Rohgas niederschlägt.
Die entscheidende Rolle der Selektivität von Adsorbentien
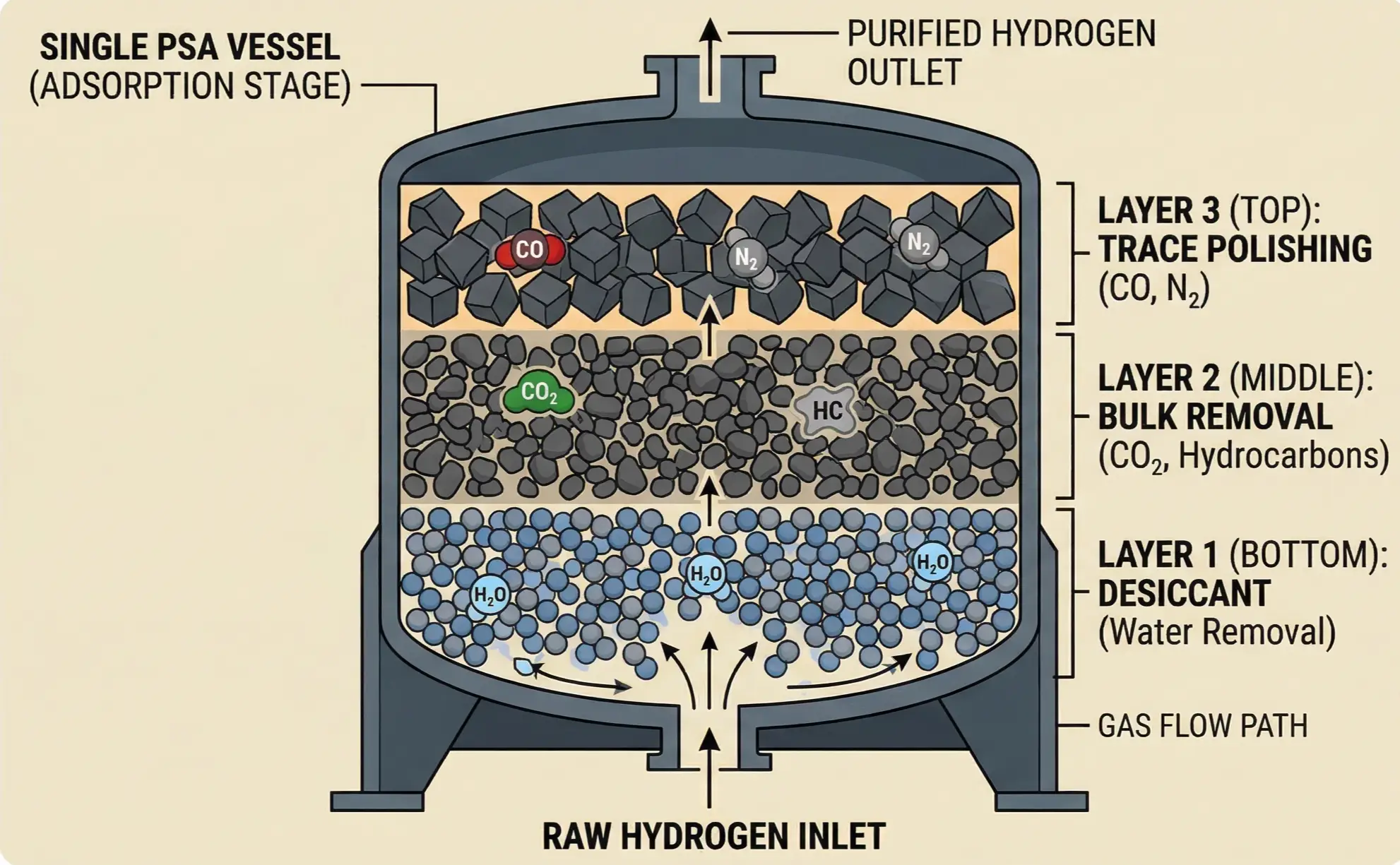
Der "Motor" des PSA-Systems ist das mehrschichtige Adsorptionsmittelbett. Kein einzelnes Material kann alle Verunreinigungen entfernen. Ein typisches Bett verwendet eine "Layered Defense"-Strategie: Aktivierte Tonerde oder Kieselgel am Boden, um Feuchtigkeit zu entfernen; Aktivkohle in der Mitte für loses CO2 und Kohlenwasserstoffentfernung; und Hochleistungs Molekularsiebe (Zeolithe) an der Spitze, um Spuren von CO und Stickstoff zu polieren.
Als weltweit führendes Unternehmen in der Adsorbertechnologie ist JALON auf diese Schnittstelle zwischen chemischer Leistung und physikalischer Beständigkeit spezialisiert. Die spezialisierten Adsorbentien von JALON für die Wasserstoffreinigung (wie die Serien JLCOS und JLWN5) werden in einer vollautomatischen, DCS-gesteuerten Produktionslinie hergestellt. Dadurch wird sichergestellt, dass jede Charge eine nahezu perfekte Konsistenz der Partikelstärke und Porenverteilung aufweist. Durch die Verhinderung von "Staubbildung" und die Aufrechterhaltung einer stabilen Massentransferzone verlängern die JALON-Adsorptionsmittel den Austauschzyklus erheblich, reduzieren langfristig die Betriebskosten und stellen sicher, dass der Wasserstoffausstoß konstant im ppb-Bereich bleibt, der für empfindliche Anwendungen wie Brennstoffzellen erforderlich ist.
Technologien zur Membrantrennung: Präzision und Kompaktheit
Während PSA die Massenabtrennung im großen Maßstab dominiert, bietet die Membrantechnologie eine überzeugende Alternative für die dezentrale Produktion, die Erzeugung in kleinem Maßstab vor Ort und für Nischen mit ultrahohem Reinheitsgrad. Membranen arbeiten nach dem Prinzip der Selektive Permeationbei dem bestimmte Moleküle aufgrund ihrer Größe, Löslichkeit oder Diffusionsfähigkeit eine feste Barriere schneller durchdringen als andere.
Metallische Membranen auf Palladiumbasis
Palladium (Pd)-Membranen sind die "nukleare Option" für die Wasserstoffreinheit. Sie funktionieren über ein einzigartiges Lösungs-Diffusions-MechanismusWasserstoffmoleküle dissoziieren an der Palladiumoberfläche in Atome, lösen sich im Metallgitter auf, diffundieren auf die andere Seite und rekombinieren. Da nur Wasserstoffatome durch das Palladiumgitter passen, kann diese Technologie Folgendes erreichen 9,0 Reinheitsgrad (99,9999999%).
Allerdings ist die Kommerzielle Auswahl Grenze für Pd-Membranen ist sehr gering. Sie sind die bevorzugte Lösung für die Halbleiterepitaxie und hochpräzises Laborgas. Aber für Brennstoffzellenprojekte im MW-Maßstab oder für den großindustriellen Einsatz werden sie oft verworfen, weil sie prohibitive CAPEX - Palladium ist ein Edelmetall - und ihr geringer Flux pro Flächeneinheit. Außerdem sind Pd-Membranen anfällig für Schwefelvergiftung und Wasserstoffversprödung wenn die Betriebstemperatur nicht strikt über 300°C gehalten wird, was strenge Wärmemanagementprotokolle erfordert.
Polymere und keramische Alternativen
Polymermembranen sind weitaus kostengünstiger und werden häufig für die "Wasserstoffrückgewinnung" aus Raffinerieabgasen eingesetzt. Sie sind kompakt, haben keine beweglichen Teile und eignen sich hervorragend für die Abtrennung von Massengütern, bei denen die Reinheit von 95% - 98% ausreichend ist. Der technische Kompromiss ist hier Selektivität vs. Permeabilität. High-Flux-Membranen ermöglichen eine kleinere Stellfläche, bieten aber eine geringere Reinheit. Umgekehrt erzeugen hochselektive Membranen saubereres Gas, erfordern aber einen wesentlich höheren Druck (Antriebskraft) oder eine größere Oberfläche.
Kryogenische und chemische Reinigungsverfahren
Für die massive, weltweite Wasserstoffproduktion und die aufkommende Flüssigwasserstoffproduktion (LH2) Lieferkette, kryogene und chemische Verfahren runden das Technologiespektrum ab.
Kryogene Destillation für die großtechnische Produktion
Bei der kryogenen Trennung werden die unterschiedlichen Siedepunkte von Gasen ausgenutzt. In einer Cold Box wird das Gasgemisch abgekühlt, bis sich die Verunreinigungen (wie Methan oder Stickstoff) verflüssigen und der Wasserstoff als Gas übrig bleibt. Dies ist die einzige praktikable Methode zur Herstellung von Flüssigwasserstoffda das Gas ohnehin auf -253°C abgekühlt werden muss. Der größte Nachteil ist Energieintensität. Um diese Temperaturen zu erreichen, sind komplizierte mehrstufige Kompressions- und Wärmeaustauschzyklen erforderlich, wobei der Energieverbrauch in der Regel zwischen 10 und 15 kWh pro kg Wasserstoff liegt.
Chemische Wäsche und katalytische Methanisierung
Wenn das Ziel darin besteht, die "letzte Spur" von Kohlenoxiden (CO/CO2) ohne die Komplexität einer PSA, Methanisierung ist ein bewährtes chemisches Poliermittel. In einem Methanisierungsreaktor werden CO und CO2 reagieren mit Wasserstoff über einem Nickelkatalysator zu Methan und Wasser.
CO + 3H2 → CH4 + H2O
Auf diese Weise lässt sich "tödliches" CO in "harmloses" CH umwandeln.4 (für bestimmte Anwendungen). Das Betriebsfenster ist jedoch eng: Sinkt die Temperatur unter 200 °C, kommt die Reaktion zum Stillstand, und wenn sie 400 °C übersteigt, kommt es zur Sinterung des Katalysators. Es handelt sich um einen robusten "Polier"-Schritt, der jedoch keine Massentrennung ermöglicht.
Strategische Auswahl: Technologie und Anwendung aufeinander abstimmen
Bei der Wahl der richtigen Reinigungstechnologie geht es nicht darum, die "beste" Technologie zu finden, sondern die beste "Passform" für Ihre spezifischen Rohstoff- und Reinheitsanforderungen. Eine Fehlanpassung in diesem Bereich kann Millionen von Dollar an Effizienzverlusten oder Schäden an der Anlage verursachen.
Mehrdimensionale Technologie-Vergleichsmatrix
Bei der Bewertung der Optionen sollten Verfahrensingenieure eine Vergleichsmatrix heranziehen, die die folgenden Aspekte berücksichtigt Nivellierte Kosten von Wasserstoff (LCOH):
| Technologie | Höchste Reinheit | Durchfluss-Skala | CAPEX | Hauptvorteil |
|---|---|---|---|---|
| PSA | 99.999%+ | Groß/Industriell | Mäßig | Industriestandard, hohe Zuverlässigkeit |
| Pd-Membran | 99.999999% | Klein / Labor | Sehr hoch | Absolute Reinheit, keine beweglichen Teile |
| Kryogenisch | 95% - 99% | Weltweite | Hoch | Am besten für LH2 Produktionskette |
Die Wasserstoff-Rückgewinnungsrate ist der stille Killer der Projektwirtschaftlichkeit. Wenn ein PSA-System eine Rückgewinnungsrate von 75% im Vergleich zu 85% hat, bedeutet dieser Unterschied von 10% an "verlorenem Wasserstoff" einen massiven Anstieg der Kosten pro kg über eine 20-jährige Lebensdauer der Anlage.
Entscheidungsbaum für Prozessingenieure
Um den Auswahlprozess zu vereinfachen, folgen Sie diesem logischen Ablauf:
- Ist die Durchflussmenge >1000 Nm³/h? Verwenden Sie PSA oder Cryogenic.
- Ist der angestrebte Reinheitsgrad "Electronic Grade" (9,0)? Verwenden Sie Palladium-Membranen.
- Enthält das Speisegas einen hohen Schwefelgehalt? Vor jeder PSA- oder Membrananlage ist eine Vorbehandlung (Entschwefelung) vorgeschrieben.
- Produzieren Sie Flüssigwasserstoff? Die kryogene Trennung ist die logische Wahl.
Optimierung der Systemleistung und des Lebenszyklus von Adsorbentien
Der langfristige Erfolg einer Wasserstoffreinigungsanlage wird durch den Wartungsplan bestimmt. Ein System, das am ersten Tag mit einem Wirkungsgrad von 99,9% läuft, aber im zweiten Jahr auf 90% abfällt, ist ein technisches Versagen. Der Hauptfeind der Effizienz ist Druckabfall (ΔP). Mit steigendem ΔP muss der Kompressor härter arbeiten, um das Gas durch das Bett zu drücken, was zu einem direkten und messbaren Anstieg des Stromverbrauchs führt.
Die physikalische Ursache von ΔP ist in der Regel Adsorptionsmittel Abrieb. Wenn die Molekularsiebe von schlechter Qualität sind, führt das ständige "Atmen" des PSA-Behälters (Druckschwankungen) dazu, dass die Perlen aneinander reiben und feiner Staub entsteht. Dieser Staub verstopft die Zwischenräume im Bett und behindert den Durchfluss. Die Wahl hochfester Materialien von renommierten Herstellern ist die wirksamste Methode, um dies zu verhindern.
Außerdem ist die Ausfall der Vorbehandlungsanlage - wie z. B. ein Ölnebelabscheider oder ein Entschwefelungsgerät - stellt eine existenzielle Bedrohung für das Molekularsieb dar. Selbst eine geringe Menge an mitgeschlepptem Kompressoröl kann ein ganzes Zeolithbett "blind" machen und einen irreversiblen Kapazitätsverlust verursachen. Die Echtzeitüberwachung von ΔP und Rohstoffqualität ist die einzige Möglichkeit, diese hochwertigen Anlagen zu schützen. Durch das Verständnis der Adsorbentien Effektive Lebensdauer Logik - die sowohl die Anzahl der Zyklen als auch die kumulative Verunreinigungsbelastung berücksichtigt - können die Betreiber von einer reaktiven "Brandbekämpfung" zu einer proaktiven, datengesteuerten Wartung übergehen, die sowohl die Gasreinheit als auch die Rentabilität maximiert.