Hydrocracking-Technologie und -Verfahren: Wie moderne Raffinerien Schweröl in hochwertige Kraftstoffe umwandeln
Was ist Hydrocracking und wo findet es in der Raffinerie statt?
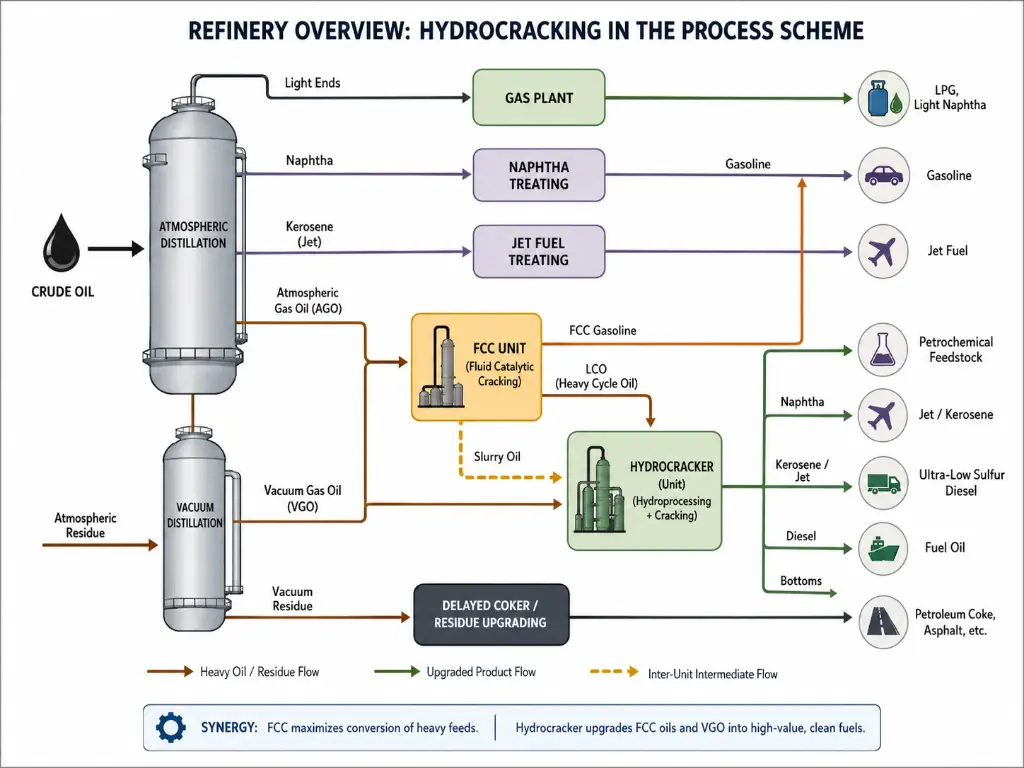
Eine Raffinerie funktioniert wie eine Sortier- und Veredelungsanlage. An einem Ende wird Rohöl zugeführt, am anderen Ende kommen eine Vielzahl von Produkten heraus – Benzin, Diesel, Düsentreibstoff, petrochemische Ausgangsstoffe. Die atmosphärischen und Vakuumdestillationsanlagen übernehmen die Sortierung: Sie trennen das Rohöl nach Siedepunkten in Fraktionen. Doch durch die Sortierung allein bleibt ein erheblicher Wert ungenutzt. Die schweren Fraktionen, die am Boden der Destillationstürme austreten – Gasöle und Restströme –, sind zu groß, zu aromatisch und zu verunreinigt, um als Premiumprodukte verkauft zu werden.
Hier kommt das Hydrocracken ins Spiel.
Das Hydrocracking ist ein katalytischer Hydrierungsprozess, bei dem schwere Kohlenwasserstoffmoleküle in leichtere, höherwertige Produkte aufgespalten werden. Im Gegensatz zum einfachen thermischen Cracken findet dieser Prozess in einer wasserstoffreichen Umgebung unter hohem Druck statt, wobei gleichzeitig Kohlenstoff-Kohlenstoff-Bindungen aufgebrochen und die Fragmente mit Wasserstoff gesättigt werden. Das Ergebnis ist eine Produktpalette, die vorwiegend aus Mitteldestillaten – Diesel, Düsentreibstoff und Heizöl – besteht, die sauberer, stabiler und wertvoller sind als das Ausgangsmaterial, das in die Anlage gelangt ist.
Im Prozessablauf der Raffinerie ist der Hydrocracker der Destillation nachgeschaltet und der Produktmischung vorgeschaltet. Er ergänzt den Fluid Catalytic Cracker (FCC): Der FCC wandelt Gasöle durch einen Kohlenstoffausscheidungsmechanismus in Benzin um, während der Hydrocracker die aromatischeren, schwer zu verarbeitenden Einsatzstoffe verarbeitet, die dem FCC-Cracken widerstehen – einschließlich des Nebenprodukts Light Cycle Oil (LCO), das der FCC selbst produziert. Zusammen bilden diese beiden Umwandlungsanlagen das Rückgrat einer modernen Raffinerie mit hohem Umwandlungsgrad.
Warum ist das Hydrocracking unverzichtbar geworden? Hier kommen drei Faktoren zusammen. Erstens verlangen Umweltvorschriften nach Kraftstoffen mit extrem niedrigem Schwefelgehalt – und die wasserstoffreiche Umgebung beim Hydrocracking reduziert den Schwefel- und Stickstoffgehalt auf Werte im einstelligen ppm-Bereich. Zweitens wird das weltweite Rohölspektrum immer schwerer, wodurch mehr Restfraktionen in die Umwandlungsanlagen der Raffinerien gelangen. Drittens steigt die Nachfrage nach Mitteldestillaten – insbesondere nach Diesel in Schwellenländern und nach Flugkraftstoff für den wachsenden Flugverkehr – weiter an, und Hydrocracking ist der effizienteste Weg, diese zu produzieren.
Was gelangt also eigentlich in einen Hydrocracker? Diese Frage ist komplexer, als es zunächst den Anschein hat.
Ausgangsmaterial: Was wird in einen Hydrocracker gegeben?
Die entscheidende Stärke des Hydrocrackers liegt in seiner Flexibilität hinsichtlich der Einsatzstoffe – doch diese Flexibilität hat technische Konsequenzen. Unterschiedliche Einsatzstoffe erfordern unterschiedliche Prozesskonfigurationen, unterschiedliche Katalysatoren und unterschiedliche Betriebsstrategien. Bevor man sich mit dem Prozess selbst befasst, ist es unerlässlich, die Einsatzstofflandschaft zu verstehen.
Das leichteste gängige Hydrocracker-Einsatzmaterial ist direkt destilliertes Leichtgasöl (LGO) mit einem Siedebereich von etwa 200–370 °C, wobei Vakuumgasöl (VGO) den größten Teil der kommerziellen Einsatzmaterialien ausmacht. Diese Ströme sind relativ sauber – sie weisen einen geringen Schwefel- und Stickstoffgehalt auf – und können in einer einstufigen Konfiguration mit geringem Wasserstoffverbrauch verarbeitet werden. Am anderen Ende des Spektrums enthält Vakuumrückstand – das nach der Vakuumdestillation verbleibende Material, das über 565 °C siedet – hohe Konzentrationen an Metallen (Nickel, Vanadium), Asphaltenen und polyzyklischen Aromaten, die einen herkömmlichen Festbettkatalysator schnell deaktivieren würden. Die Verarbeitung von Rückständen erfordert eine Wirbelschicht- oder Slurry-Bett-Reaktortechnologie, bei der der Katalysator kontinuierlich zugeführt und entnommen werden kann.
Die meisten kommerziellen Hydrocracker arbeiten irgendwo dazwischen. Das Hauptbeschickungsgut ist Vakuumgasöl (VGO), das typischerweise bei 350 bis 565 °C siedet. Je nach Rohölquelle kann VGO zwischen 0,5 und 4 Gew.-% Schwefel sowie 500 bis 3.000 ppm Stickstoff enthalten – wobei Stickstoff das heimtückischere Problem darstellt. Organische Stickstoffverbindungen sind selbst in Spurenmengen starke Gifte für die sauren Stellen auf dem Hydrocracking-Katalysator. Deshalb beginnt jeder Hydrocracker, unabhängig von seiner Konfiguration, mit einem Vorbehandlungsschritt.
| Art des Ausgangsmaterials | Typische Quelle | Siedebereich | Zentrale Herausforderung | Geeignetes Verfahren |
|---|---|---|---|---|
| LGO/VGO im Durchlauf | Atmosphärische/Vakuumdestillation | 350–565 °C | Der S- und N-Gehalt variiert je nach Rohöl | Einstufig oder zweistufig |
| Leichtzyklusöl (LCO) | FCC-Nebenprodukt | 220–350 °C | Hoher Aromatengehalt (60–80%), schwer zu kracken | Zweistufig mit Hochdruck-H₂ |
| Coker-Gasöl | Verzögertes Verkokungsverfahren | 350–520 °C | Hoher Gehalt an Schwefel, Stickstoff und Olefinen; instabil | Zweistufig mit Vorbehandlung |
| Atmosphärische Rückstände | Sumpfprodukte der atmosphärischen Destillation | 565 °C+ | Metalle, Asphaltene, hohe Viskosität | Wirbelschicht / Aufschlämmung |
| Vakuumrückstände | Vakuumdestillationsrückstände | 565 °C+ | Extreme Metalle + Asphaltene | Nur Wirbelschicht / Aufschlämmung |
Die Anforderungen an die Vorbehandlung bilden einen nahtlosen Übergang zum eigentlichen Prozess. Jeder Hydrocracker – von der einfachsten einstufigen Anlage bis hin zur komplexesten Anlage zur Aufbereitung von Rückständen – folgt einer logischen Abfolge von Schritten, durch die verunreinigtes schweres Einsatzmaterial in saubere Produkte umgewandelt wird, die den Spezifikationen entsprechen.
Der Hydrocracking-Prozess: Eine schrittweise Erklärung
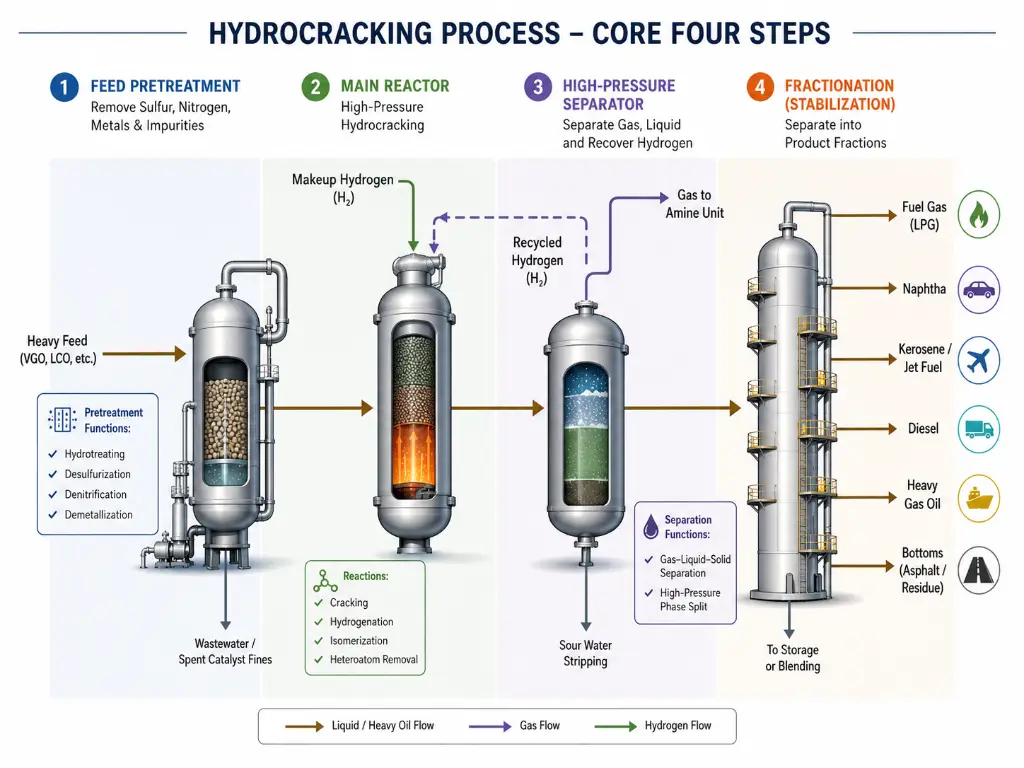
Das Hydrocracken ist keine einzelne Reaktion in einem einzigen Reaktor – es handelt sich vielmehr um eine sorgfältig abgestimmte Abfolge von vier technischen Stufen: Vorbehandlung, Reaktion, Trennung und Fraktionierung. Jede Stufe erfordert wichtige Betriebsentscheidungen, die sich auf die nachfolgenden Schritte auswirken und die Produktqualität, die Lebensdauer des Katalysators sowie die Rentabilität der Anlage beeinflussen.
Vorbehandlung des Futters: Aufräumen vor dem eigentlichen Ereignis
Stellen Sie sich die Vorbehandlung als Sicherheitskontrolle und Dekontaminationsstation vor dem Hauptreaktor vor. Wenn Schwefel, Stickstoff und Metalle ungehindert in den Hydrocracking-Katalysator gelangen, vergiften sie die aktiven Stellen, verstopfen die Porenkanäle und verkürzen die Lebensdauer des Katalysators von Jahren auf Monate.
Der Vorbehandlungsreaktor arbeitet unter ähnlichen Bedingungen wie der Crackreaktor: bei Temperaturen von 300–400 °C und Wasserstoffdrücken von 50–150 bar. Im Inneren treibt ein CoMo- (Kobalt-Molybdän-) oder NiMo- (Nickel-Molybdän-) Katalysator zwei entscheidende Reaktionen an. Bei der Hydrodesulfurierung (HDS) werden organische Schwefelverbindungen in Schwefelwasserstoff (H₂S) umgewandelt, während bei der Hydrodenitrogenierung (HDN) organische Stickstoffverbindungen in Ammoniak (NH₃) umgewandelt werden. Die Zielwerte beim Verlassen der Vorbehandlungsstufe sind streng: Schwefel unter 50 ppm und Stickstoff unter 10 ppm – wobei zweistufige Anlagen oft einen Stickstoffgehalt unter 5 ppm erfordern, um den Edelmetallkatalysator der zweiten Stufe zu schützen. Der Stickstoffgehalt muss besonders niedrig gehalten werden, da organische Stickstoffverbindungen die Brønsted-Säurezentren neutralisieren, die die nachgeschalteten Spaltreaktionen antreiben (Topsoe, 2004).
Der Reaktionsbereich: Hier findet die Spaltung statt
Das vorbehandelte Ausgangsmaterial, das nun weitgehend von Verunreinigungen durch Heteroatome befreit ist, wird mit erhitztem, komprimiertem Wasserstoff vermischt und gelangt in den Hydrocracking-Reaktor – das Herzstück der Anlage. Dabei handelt es sich in der Regel um einen Festbett-Reaktor mit Abwärtsströmung (Trickle-Flow), der mehrere Katalysatorbetten enthält, die zur Temperaturregelung durch Quenchzonen voneinander getrennt sind.
Was im Inneren des Katalysatorpartikels geschieht, ist das chemische Kernstück des Hydrocrackens: der bifunktionelle Mechanismus. Jedes Katalysatorpartikel enthält zwei unterschiedliche Arten von aktiven Stellen, die im Nanobereich nahe beieinander liegen. Metallstellen – in den meisten Reaktoren typischerweise sulfidiertes Nickel-Molybdän oder Nickel-Wolfram, wobei Platin oder Palladium für Anlagen der zweiten Stufe reserviert sind, die in einer schwefelfreien Umgebung betrieben werden – führen die Hydrierung und Dehydrierung durch. Sie sättigen aromatische Ringe mit Wasserstoff und erzeugen – was entscheidend ist – reaktive Olefin-Zwischenprodukte, indem sie Wasserstoff aus gesättigten Kohlenwasserstoffen entfernen. Säurezentren – die sich auf dem Zeolith- oder amorphen Siliziumdioxid-Aluminiumoxid-Träger befinden – führen das Cracken selbst durch β-Spaltung durch, wobei sie Kohlenstoff-Kohlenstoff-Bindungen in den Olefin-Zwischenprodukten aufbrechen, um kleinere Moleküle zu erzeugen.
Diese auf zwei Stellen abgestimmte Abfolge ist es, die das Hydrocracken selektiv und nicht wahllos macht. Die Metallstelle aktiviert das Molekül; die Säurestelle spaltet es an einer bestimmten Stelle. Die beiden müssen auf Nanometerskala physikalisch benachbart sein – ein von einer Metallstelle desorbiertes Molekül muss auf eine Säurestelle treffen, bevor es sich wieder anreichern kann, sonst geht die Gelegenheit zum Cracken verloren.
Die Betriebsbedingungen spiegeln dieses empfindliche Gleichgewicht wider. Die Reaktortemperaturen liegen zwischen 300 und 450 °C, wobei der genaue Sollwert von der Reaktivität des Einsatzmaterials und dem angestrebten Umwandlungsgrad abhängt. Die Drücke liegen zwischen 80 und 200 bar – höhere Drücke unterdrücken die Koksbildung durch Aufrechterhaltung eines hohen Wasserstoffpartialdrucks, erhöhen jedoch die Kompressionskosten erheblich. Die stündliche Flüssigkeitsraumgeschwindigkeit (LHSV), typischerweise 0,5–2,0 h⁻¹, steuert die Verweilzeit: Eine niedrigere LHSV bedeutet ein tieferes Cracken, aber einen geringeren Durchsatz. Das Wasserstoff-Öl-Verhältnis, typischerweise 1.000–2.000 Nm³ Wasserstoff pro Kubikmeter Einsatzmaterial, gewährleistet eine ausreichende Wasserstoffverfügbarkeit an der Katalysatoroberfläche und trägt zur Ableitung der exothermen Reaktionswärme bei (ScienceDirect, 2024).
Da das Cracken stark exotherm verläuft, ist die Temperaturregelung die zentrale sicherheitstechnische Herausforderung des Reaktors. Jedes Katalysatorbett erhöht die Temperatur des Prozessstroms um 10–30 °C. Zwischen den Betten wird kalter Wasserstoff als Quench eingespritzt – eine einfache, aber präzise abgestimmte Regelungsstrategie. Wenn eine Betttemperatur außer Kontrolle gerät, beschleunigt sich die Reaktionsgeschwindigkeit exponentiell, wodurch mehr Wärme entsteht, was die Reaktion weiter beschleunigt – ein positiver Regelkreis, der zum Sintern des Katalysators oder in Extremfällen zum Versagen der Reaktorwand führen kann.
Wasserstoffmanagement: Das unsichtbare Rückgrat
Wasserstoff ist der größte variable Betriebskostenfaktor eines Hydrocrackers, und sein optimaler Einsatz ist ebenso wichtig wie der Einsatz des Katalysators. Ein typischer Vollumwandlungs-Hydrocracker verbraucht 250–350 Nm³ Wasserstoff pro Tonne Einsatzmaterial – damit ist er der größte Einzelverbraucher von Wasserstoff in der Raffinerie.
Wasserstoff erfüllt gleichzeitig drei Funktionen: Er dient als Reaktionspartner (der gekrackte Fragmente sättigt und Heteroatome entfernt), als Wärmeübertragungsmedium (das die Reaktionswärme von der Katalysatoroberfläche abführt) und als Katalysatorschutzmittel (das die Koksbildung unterdrückt, indem es reaktive Koksvorläufer abdeckt). Der aus dem Reaktor austretende Wasserstoff wird nicht verworfen – er durchläuft einen Hochdruckseparator, wo er zurückgewonnen, von H₂S und NH₃ gereinigt und zum Reaktoreinlass zurückgeführt wird. Frischer Nachspeisewasserstoff gleicht den chemischen Verbrauch und Spülverluste aus. Die Aufrechterhaltung einer Reinheit des Rückführgases von über 90 % Wasserstoff ist unerlässlich: Die Anreicherung leichter Kohlenwasserstoffe (Methan, Ethan) im Rückführkreis senkt den Wasserstoffpartialdruck, wodurch die Katalysatoraktivität verringert und die Deaktivierung beschleunigt wird.
Trennung und Fraktionierung: Sortierung der Produkte
Das Reaktorabgas ist ein komplexes Gemisch aus nicht umgesetztem Wasserstoff, leichten Kohlenwasserstoffgasen (C₁–C₄), Flüssigkeiten im Naphtha-Bereich, Mitteldestillaten und nicht umgewandeltem Öl. Um dieses Gemisch in Produkte zu sortieren, die den Spezifikationen entsprechen, sind zwei aufeinanderfolgende Trennschritte erforderlich.
Zunächst wird der wasserstoffreiche Gasstrom im Hochdruckabscheider zur Rückführung abgetrennt. Die nun unter niedrigerem Druck stehende flüssige Phase gelangt in eine Fraktionierungskolonne, wo die Produkte entsprechend ihrem Siedebereich abgezogen werden: LPG (unter 20 °C), leichtes Naphtha (20–80 °C), schweres Naphtha (80–180 °C), Kerosin/Düsentreibstoff (180–270 °C), Diesel (270–370 °C) und nicht umgewandeltes Öl (370 °C+). In einer zweistufigen Konfiguration wird das nicht umgewandelte Öl zur weiteren Spaltung in einen speziellen Reaktor der zweiten Stufe geleitet. In einer einstufigen Anlage kann ein Teil zum Reaktoreinlass zurückgeführt werden, um die Gesamtumwandlung von einem Wert von 40–60 % pro Durchlauf auf insgesamt 70–80 % zu steigern.
Prozesssteuerung und Sicherheit: Für stabile Abläufe sorgen
Der Betrieb eines Hydrocrackers bedeutet, ein System unter extremen Bedingungen zu steuern – 200 bar Wasserstoffdruck bei 400 °C –, bei denen der Spielraum zwischen effizientem Betrieb und katastrophalem Ausfall sehr gering sein kann. Jeder kommerzielle Hydrocracker ist mit einem automatischen Notentlastungssystem ausgestattet. Im Falle einer Temperaturabweichung oder eines Dichtheitsverlusts leitet das System den Reaktorinhalt innerhalb von 15–20 Minuten zur Fackel ab und senkt den Systemdruck von über 200 bar auf etwa 7 bar (barg) – schnell genug, um die Reaktion zu unterbrechen, bevor strukturelle Schäden auftreten.
Die routinemäßige Temperaturregelung stützt sich auf das Wasserstoff-Kühlsystem zwischen den Betten. Ziel ist es, den Temperaturanstieg in jedem Katalysatorbett unter etwa 20 °C zu halten, um einen stabilen Betrieb zu gewährleisten, ohne die metallurgischen Grenzwerte des Reaktorbehälters zu erreichen. Die Bediener überwachen die Temperaturprofile der Schichten kontinuierlich; ein sich in einer Schicht entwickelnder Hotspot kann auf Kanalisierung, Katalysatorverschmutzung oder eine ungleichmäßige Strömungsverteilung hindeuten – all dies muss untersucht werden, bevor es eskaliert.
Einstufig oder zweistufig: Die Wahl der richtigen Konfiguration
Sobald der grundlegende Prozessablauf verstanden ist, stellt sich die nächste Frage: Wie viele Reaktionsstufen erfordert die jeweilige Anwendung? Bei der Wahl zwischen einstufigem und zweistufigem Hydrocracking geht es nicht darum, „was besser ist“ – vielmehr geht es darum, die Konfiguration an die Qualität des Einsatzmaterials, den angestrebten Umwandlungsgrad und das gewünschte Produktprofil anzupassen.
Einstufiges Hydrocracken: Einfachheit bei leichten Einsatzstoffen
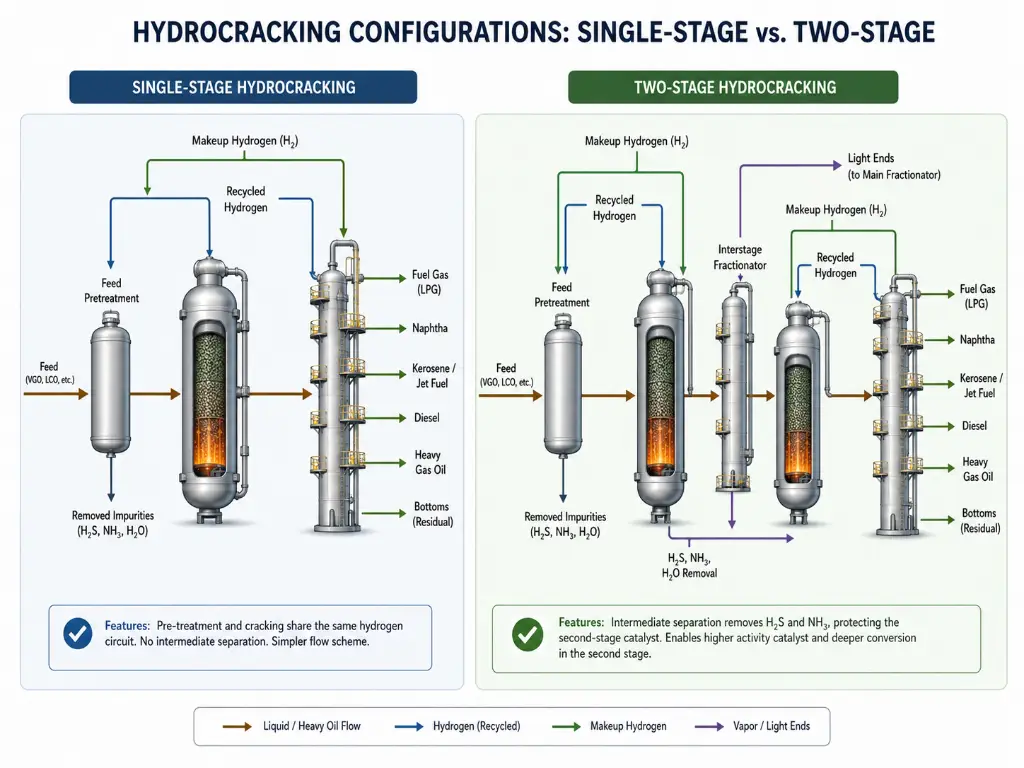
In einer einstufigen Konfiguration teilen sich der Vorbehandlungsreaktor und der Spaltreaktor einen gemeinsamen Wasserstoffkreislauf, ohne dass eine Zwischenproduktabtrennung stattfindet. Die gesamte Beschickung durchläuft beide Reaktoren nacheinander, und das kombinierte Abströmprodukt gelangt direkt in den Trennungsabschnitt.
Diese Einfachheit führt zu geringeren Investitionskosten, geringerem Platzbedarf und einer einfacheren Bedienung – was diese Anlage zur bevorzugten Wahl für die Verarbeitung relativ leichter, schadstoffarmer Einsatzstoffe wie beispielsweise VGO aus der Direktdestillation schwefelarmer Rohöle macht. Der Nachteil ist die begrenzte Umwandlung: Im Durchlaufbetrieb liegt die typische Umwandlung pro Durchgang bei 40–60 % (TP3T). Eine höhere Umwandlung kann erreicht werden, indem ein Teil des nicht umgewandelten Öls zum Reaktoreinlass zurückgeführt wird, wodurch die Gesamtumwandlung auf 70–80 % gesteigert wird; der Rückführstrom enthält jedoch nicht umgewandelte polyzyklische Aromaten, die sich im Kreislauf ansammeln und schließlich eine Spülung erzwingen.
Das einstufige Katalysatorsystem muss unter den Bedingungen funktionieren, die durch das bei der Vorbehandlung entstehende H₂S und NH₃ entstehen. Diese Gase hemmen die sauren Crackstellen teilweise, was die pro Durchlauf erreichbare Umwandlung begrenzt – gleichzeitig wird jedoch ein übermäßiges Cracken zu Gas und Koks unterdrückt, wodurch eine natürliche Selektivität zugunsten von Mitteldestillaten entsteht.
Zweistufiges Hydrocracken: Maximale Flexibilität für anspruchsvolle Einsatzstoffe
Die zweistufige Konfiguration fügt zwischen den Stufen einen entscheidenden Schritt hinzu: die Produktabtrennung. Nachdem in der ersten Stufe die Vorbehandlung und das anfängliche Cracken abgeschlossen sind, wird das Abstromprodukt fraktioniert. Leichte Produkte (Naphtha, Kerosin, Diesel) werden als Fertigprodukte abgezogen. Das nicht umgewandelte Öl – nun von H₂S und NH₃ befreit – gelangt in einen speziellen Reaktor der zweiten Stufe, der in einer sauberen Wasserstoffumgebung betrieben wird.
Diese Zwischenabscheidung ist der Schlüssel zum Vorteil des zweistufigen Verfahrens. Da der Reaktor der zweiten Stufe von H₂S und NH₃ befreit ist, die den Katalysator der ersten Stufe hemmen, können hier aktivere Katalysatoren eingesetzt werden – darunter Edelmetalle wie Platin und Palladium auf stark sauren Zeolithträgern –, die in der Umgebung der ersten Stufe schnell vergiftet würden. Das Ergebnis ist ein tieferes Cracken pro Durchlauf, eine höhere Gesamtumwandlung (90–99 % TP3T) und die Möglichkeit, die Produktpalette durch Anpassung der Betriebsbedingungen der zweiten Stufe in Richtung Diesel, Düsentreibstoff oder Naphtha zu verschieben.
Die Kosten sind natürlich höher. Zweistufige Anlagen erfordern einen zweiten Reaktor, einen zweiten Wasserstoffkreislauf (oder einen komplexeren gemeinsamen Kreislauf), einen Zwischenfraktionierer und einen größeren Katalysatorbestand. Für eine Raffinerie, die leichtes, sauberes VGO zu Diesel verarbeitet, kann eine einstufige Anlage völlig ausreichen. Für eine Raffinerie, die LCO aus dem FCC crackt, stickstoffreiches Coker-Gasöl verarbeitet oder die Produktion von Düsentreibstoff für einen wachsenden Luftfahrtmarkt maximieren möchte – da macht sich die zweistufige Konfiguration bezahlt.
Betriebsbedingungen und Reaktortechnik
Wer das Hydrocracken verstehen will, muss sich der Spannungen zwischen konkurrierenden Zielen bewusst sein: Umwandlungstiefe versus Produktselektivität, Katalysatoraktivität versus Katalysatorlebensdauer, Produktwert versus Betriebskosten. Die Betriebsparameter, die diese Spannungen ausgleichen, und die Reaktorausrüstung, in der sie zum Tragen kommen, sind der Punkt, an dem Verfahrenstechnik auf die physikalische Realität trifft.
| Betriebsparameter | Typischer Bereich | Technische Logik |
|---|---|---|
| Reaktortemperatur | 300–450 °C | Die Untergrenze wird durch die Zündtemperatur des Katalysators bestimmt; die Obergrenze wird durch übermäßiges Cracken zu Gas und schnelle Koksbildung begrenzt |
| Reaktordruck | 80–200 bar | Höherer Druck = höherer Wasserstoffpartialdruck = geringere Koksbildung + längere Lebensdauer des Katalysators, jedoch höhere Verdichtungskosten und dickere Reaktorwände |
| LHSV (stündliche Flüssigkeitsströmungsgeschwindigkeit) | 0,5–2,0 h⁻¹ | Umgekehrt zur Verweilzeit; geringeres LHSV = stärkere Zersetzung pro Durchlauf, aber geringerer Durchsatz |
| Verhältnis von Wasserstoff zu Öl | 1.000–2.000 Nm³/m³ | Stellt die Wasserstoffbedeckung der Katalysatoroberfläche sicher und leitet die Reaktionswärme ab; zu niedrig = Koksbildung, zu hoch = übermäßige Belastung des Rückführkompressors |
Diese Parameter wirken nicht unabhängig voneinander. Eine Erhöhung der Temperatur steigert zwar die Umwandlung, beschleunigt aber auch die Deaktivierung des Katalysators durch Koks. Ein höherer Druck unterdrückt die Koksbildung, erfordert jedoch teurere Metallurgie und höhere Kosten für die Wasserstoffverdichtung. Die Kunst des Hydrocracker-Betriebs besteht darin, den optimalen Punkt zu finden – und ihn anzupassen, wenn der Katalysator altert und seine Aktivität im Laufe seines 3- bis 5-jährigen Zyklus nachlässt.
Die Reaktorauslegung variiert stark je nach Härtegrad des Einsatzmaterials, wie aus dem folgenden Vergleich hervorgeht (Penn State FSC 432(Penn State University):
| Bettart | Partikelgröße des Katalysators | Geeignetes Ausgangsmaterial | Hauptvorteil | Taste Einschränkung |
|---|---|---|---|---|
| Festbett | 1,5–3 mm | VGO, LCO, Coker-Gasöl | Einfache Bedienung, minimale Investitionskosten, ausgereifte Technologie | Kann keine Zufuhr mit Metallen oder Asphaltenen verarbeiten – diese verstopfen das Filterbett |
| Wirbelschicht | 0,8–3 mm | Atmosphärischer Rückstand, Vakuumrückstand | Der Katalysator kann online hinzugefügt oder entfernt werden; er ist für moderate Metallmengen geeignet | Höhere Investitions- und Betriebskosten; komplexerer Betrieb |
| Schlamm / Expandiertes Bett | ~0,002 mm (dispergiert) | Ultreschwerer Vakuumrückstand | Extreme Konvertierung (95%+); bewältigt selbst die schwierigsten Eingaben | Der Katalysator ist ein Einwegprodukt (wird verbraucht); höchste Betriebskosten |
Für die überwiegende Mehrheit der kommerziellen Hydrocracker, die Einsatzstoffe im VGO-Bereich verarbeiten, bleibt die Festbettkonfiguration – robust, gut erforscht und kosteneffizient – der Standard. Die Wirbelschicht- und Slurry-Technologien sind der Aufbereitung von Rückständen vorbehalten, wo ihre höheren Kosten durch die noch höheren Kosten der Alternative gerechtfertigt sind: den Boden des Fasses unverarbeitet zu lassen.
Die Betriebsparameter definieren das Prozessfenster – doch erst das Molekularsieb im Inneren des Katalysators bestimmt, was in diesem Fenster tatsächlich entsteht. Eine maßgeschneiderte Zeolithformulierung macht den Unterschied zwischen der vollständigen Umsetzung Ihrer Produktpalette und Kompromissen.
Entdecken Sie Lösungen mit MolekularsiebenDer Zeolith-Motor: Wie Molekularsiebe das selektive Cracken vorantreiben
Wenn der Reaktor das Herz des Hydrocrackers und Wasserstoff sein Lebenselixier ist, dann ist der Zeolith im Katalysator sein Gehirn – die Komponente, die entscheidet, welche Moleküle gekrackt werden, wie stark und zu welchen Produkten. Dies ist der Aspekt des Hydrocrackens, den die meisten populärwissenschaftlichen Artikel auslassen, doch genau hier liegt der größte technische Hebel.
Porenarchitektur: Der molekulare Torwächter
Zeolithe sind kristalline Alumosilikate mit einem charakteristischen Merkmal: einem dreidimensionalen Gerüst, das von Poren mit exakt einheitlicher Größe durchzogen ist. Beim Hydrocracken ist der vorherrschende Zeolith der ultrastabile Y (USY), der zur FAU-Topologiefamilie gehört. Seine Struktur enthält Porenöffnungen in Form von 12-gliedrigen Ringen mit einem Durchmesser von etwa 0,74 nm, die in innere Superkäfige mit einem Durchmesser von etwa 1,2 nm münden (MDPI-Katalysatoren, 2025).
Diese Abmessungen sind nicht willkürlich – sie sind auf die molekularen Abmessungen der Ausgangsstoffkomponenten abgestimmt, die der Raffineriebetreiber cracken möchte. Normale Paraffine mit einem kinetischen Durchmesser von etwa 0,49 nm dringen ungehindert in die Poren ein und werden schnell gecrackt. Isoparaffine mit einem Durchmesser von etwa 0,56 nm dringen langsamer ein. Einringige Aromaten (0,6–0,7 nm) können eindringen, wenn sie zuvor an einer nahegelegenen Metallstelle hydriert werden, wodurch sich ihr kinetischer Durchmesser verringert. Größere mehrringige Aromaten – insbesondere die in schweren gekrackten Fraktionen und Rückständen vorherrschenden Drei- und Vierringverbindungen – nähern sich 1 nm oder überschreiten diesen Wert und werden physikalisch aus dem FAU-Porensystem ausgeschlossen, während die in LCO dominierenden Zweiringaromaten (0,7–0,9 nm) nur langsam eindringen und eine vorherige Hydrierung erfordern. Sie müssen entweder an externen Oberflächen-Säurestellen vorgerackt oder durch ein mesoporöses Netzwerk geleitet werden, das gezielt in den Zeolithkristall eingebracht wurde.
Dies ist die Formselektivität – die physikalische Grundlage für die Bezeichnung „Molekularsieb“ – und sie ist der Hauptgrund dafür, dass Katalysatoren auf Zeolithbasis bei der selektiven Hydrocracking-Reaktion eine bessere Leistung erbringen als amorphe Siliziumdioxid-Aluminiumoxid-Katalysatoren. Ein amorpher Katalysator bietet jedem Molekül im Einsatzmaterial unterschiedslos Säurestellen an. Ein Zeolithkatalysator filtert zuerst und crackt dann – wobei er bevorzugt die Moleküle aufwertet, die durch seine Poren passen.
Acid Site Engineering: Steuerung der Rissbildungstiefe
Während die Porenstruktur darüber entscheidet, was hineinkommt, bestimmen die Säurestellen im Inneren, was als Nächstes geschieht. Jedes Aluminiumatom, das im Zeolithgerüst anstelle von Silizium vorliegt, erzeugt eine negative Nettoladung, die durch ein Proton (H⁺) ausgeglichen wird. Diese Protonen sind Brønsted-Säurestellen – die katalytischen Zentren, an denen die Spaltung von Kohlenstoff-Kohlenstoff-Bindungen stattfindet.
Die Dichte und Stärke dieser Säurestellen werden in erster Linie durch das Siliciumdioxid-Aluminiumoxid-Verhältnis (SAR) des Gerüsts bestimmt. Ein niedriger SAR-Wert (z. B. 3–5) bedeutet mehr Aluminium, mehr Säurestellen und eine höhere Crackaktivität – aber auch eine geringere hydrothermale Stabilität, da aluminiumreiche Gerüste bei hohen Temperaturen anfälliger für eine durch Dampf induzierte Dealuminierung sind. Ein hoher SAR-Wert (20–80, erreicht durch eine nach der Synthese durchgeführte Dampfdealuminierung zur Herstellung von USY) bedeutet weniger, aber stärkere, isoliertere Säurestellen – und eine deutlich bessere Stabilität unter Hydrocracking-Bedingungen.
Diese SAR-Einstellung ist der wichtigste Hebel des Raffineriebetreibers zur Steuerung der Produktselektivität. Ein Katalysator mit niedrigem SAR-Wert und einer hohen Dichte an Säurestellen neigt zu Übercracken – dabei werden Moleküle mehrfach gespalten, wodurch mehr Gas und leichtes Naphtha entstehen. Ein USY-Katalysator mit hohem SAR-Wert und seinen spärlichen, aber starken Säurestellen neigt dazu, jedes Molekül nur ein- oder zweimal zu spalten – wodurch die Ausbeute an Mitteldestillaten maximiert wird. Das gleiche Y-Typ-Zeolithgerüst kann bei unterschiedlichen SAR-Werten die Produktpalette von „maximaler Naphtha“ auf „maximalen Diesel“ verlagern – und das alles ohne Änderung der Reaktorhardware.
Vom Zeolithpulver zum industriellen Katalysator: Der Zusammenhang in der Herstellung
Der Weg von Zeolithkristallen im Labor zu einem kommerziellen Hydrocracking-Katalysator, der 3–5 Jahre lang Drücken von 200 bar und Temperaturen von 400 °C standhält, stellt an sich schon eine große industrielle Herausforderung dar. Zeolithpulver – mit seinen Kristallen im Mikrometerbereich und seiner vernachlässigbaren mechanischen Festigkeit – muss zu Extrudaten oder Kugeln im Millimeterbereich verarbeitet werden, die über die nötige Druckfestigkeit verfügen, um einer Verdichtung im Bett standzuhalten, sowie über die Porenstruktur, um die molekulare Diffusion zu erleichtern, und die Abriebfestigkeit, um die Staubbildung zu minimieren, die den Druckabfall im Reaktor erhöhen würde.
Dieser Formulierungsprozess – das Mischen von Zeolithpulver mit Bindemitteln (Aluminiumoxid, Ton), das Kneten, Extrudieren, Trocknen und Kalzinieren – ist der Bereich, in dem ein Großteil des geistigen Eigentums des Katalysatorherstellers liegt. Das Bindemittel ist kein inertes Füllmaterial; es trägt zur Mesoporosität bei, die die Diffusion größerer Moleküle verbessert, und seine Wechselwirkung mit dem Zeolith kann die Zugänglichkeit der Säurestellen verändern. Die Zielspezifikationen werden streng kontrolliert: Druckfestigkeit typischerweise über 10 N/mm (seitliche Druckbeanspruchung), Abriebverlust unter 0,5 Gew.-%, sowie eine ausgewogene Porenvolumenverteilung zwischen Mikroporen (im Zeolith) und Mesoporen (im Bindemittel).
Unterschiedliche Raffinerieanwendungen erfordern unterschiedliche Zeolithkonfigurationen. Ein Raffineriebetreiber, der leichtes VGO zu maximalem Diesel crackt, benötigt einen USY mit hohem SAR-Wert, minimaler Säurestellendichte und einer für den diffusionsbegrenzten Betrieb optimierten Formulierung. Ein Raffineriebetreiber, der LCO zu Naphtha für einen nachgeschalteten katalytischen Reformer verarbeitet, benötigt einen Zeolith mit niedrigerem SAR-Wert und höherer Säure, möglicherweise unter Einbeziehung eines sekundären Zeoliths wie ZSM-5 (MFI-Topologie), dessen engere 10-gliedrige Ringkanäle (0,51–0,56 nm) ein zusätzliches formselektives Cracken von geradkettigen Paraffinen ermöglichen.
Hier wirkt sich die technische Kompetenz des Molekularsieb-Herstellers unmittelbar auf die Wirtschaftlichkeit der Raffinerie aus. Die Fähigkeit, Kristalltyp (FAU, BEA, MFI, CHA), das Siliziumdioxid-Aluminiumoxid-Verhältnis, den Kationenaustausch (Seltene Erden für die Stabilität oder bestimmte Metalle für die katalytische Funktion), die Kristallgröße (D₅₀ von 0,5 bis 10 μm) sowie die Formungsparameter anzupassen – und diese Anpassung unter ISO-zertifizierten Qualitätssystemen mit Chargenkonstanz zu liefern – entscheidet darüber, ob eine Raffinerie die geplante Produktpalette und Katalysatorlebensdauer erhält oder Kompromisse eingehen muss. Unternehmen mit fundiertem internem Know-how in der Zeolithsynthese und -formulierung machen diese kritische Materialschnittstelle zu einer Optimierungsmöglichkeit statt zu einer Beschaffungsbeschränkung. JALON Zeolite – ein börsennotierter Hersteller mit über 28 Jahren Erfahrung in der Forschung und Entwicklung von Molekularsieben, sechs regionalen Forschungsplattformen, fünf gemeinsamen Universitätslabors und umfassenden Anpassungsmöglichkeiten hinsichtlich Kristalltypen, SAR-Bereichen und Kationenspezifikationen – ist ein solcher Anbieter. Technische Teams, die Molekularsieboptionen für Hydrocracking oder verwandte Raffinerieanwendungen evaluieren, können das Produktportfolio von JALON unter jalonzeolite.com.
Produktausbeute, Flexibilität und Integration in Raffinerien
Das Ergebnis des Hydrocrackers ist kein einzelnes Produkt – es handelt sich um ein flexibles Produktportfolio, das an die Marktnachfrage angepasst werden kann. Eine typische Produktverteilung für einen zweistufigen Hydrocracker, der mit VGO betrieben wird, veranschaulicht diese Bandbreite:
| Produktanteil | Typische Ausbeute (wt%) | Hauptverwendungszweck |
|---|---|---|
| LPG (C₃–C₄) | 5–10% | Kochbrennstoff, Rohstoff für die petrochemische Industrie |
| Leichte Naphtha (C₅–80 °C) | 10–15% | Benzin-Mischkomponente, Einsatzstoff für Ethylen-Cracker |
| Schweres Naphtha (80–180 °C) | 25–35% | Einsatzmaterial für den katalytischen Reformer (BTX-Aromaten oder hochoktaniges Benzin) |
| Kerosin / Düsentreibstoff (180–270 °C) | 15–25% | Jet A-1-Flugturbinenkraftstoff |
| Diesel (270–370 °C) | 20–30% | Mischkomponente für extrem schwefelarmen Diesel (ULSD) |
| Unverarbeitetes Öl (370 °C+) | 5–20% | FCC-Einsatzmaterial, Heizöl-Mischkomponente oder vollständige Verwertung |
Die Flexibilität, zwischen diesen Ausbeuten zu wechseln, macht den strategischen Wert des Hydrocrackers aus. Eine Erhöhung der Reaktortemperatur um 10 °C steigert die Umwandlung in der Regel um 5–8 Prozentpunkte und verschiebt die Produktverteilung in Richtung leichterer Fraktionen. Der Wechsel zwischen den Betriebsmodi „Maximaler Diesel“, „Maximaler Jet“ und „Maximales Naphtha“ erfolgt durch Anpassungen der Reaktortemperatur, des LHSV und – bei zweistufigen Anlagen – durch die Auswahl des Katalysators für die zweite Stufe sowie die Betriebsintensität.
Diese Produktflexibilität macht den Hydrocracker in einer modernen Raffinerie unverzichtbar. Bei hohen Margen für Diesel (wie sie in Schwellenländern mit wachsendem Lkw- und Bausektor zu beobachten sind) maximiert die Anlage die Ausbeute an Mitteldestillaten. Steigt die Nachfrage nach Benzin oder Aromaten, stellt die Anlage die Produktion auf schweres Naphtha für den katalytischen Reformer um. Wenn der Verbrauch an Flugbenzin – angetrieben durch den wachsenden Flugverkehr in Asien und im Nahen Osten – stark ansteigt, wird die Kerosinausbeute maximiert. Der Hydrocracker ist das Schweizer Taschenmesser der Raffinerie.
Dabei werden Kraftstoffe hergestellt, die den strengsten Umweltanforderungen genügen. In der wasserstoffreichen Umgebung werden Olefine und Aromaten gesättigt, wodurch Diesel mit einer Cetanzahl von über 50 und Düsentreibstoff mit einem Aromatengehalt von unter 25 Vol.-% entsteht – beides liegt deutlich innerhalb der internationalen Spezifikationen (US-Energieinformationsbehörde(2013). Dank der dem Verfahren innewohnenden tiefgehenden Entschwefelung kann das Dieselprodukt die Spezifikationen für extrem schwefelarmen Kraftstoff (≤10 ppm) ohne separate Nachbehandlungsanlage erfüllen.
Im Gesamtkontext einer Raffinerie fungieren der Hydrocracker und der FCC als sich ergänzende Umwandlungsanlagen. Der FCC produziert in erster Linie Benzin aus Einsatzmaterial im VGO-Bereich, wobei Kohlenstoff als Koks auf dem Katalysator zurückbleibt. Der Hydrocracker produziert hauptsächlich Mitteldestillate aus dem aromatischen LCO-Nebenprodukt des FCC und aus schwereren, schwerer zu verarbeitenden Gasölen – dabei wird Wasserstoff zugeführt, anstatt Kohlenstoff abzuscheiden. Eine Raffinerie, die mit beiden Anlagen ausgestattet ist, kann eine breite Palette an Rohölsorten verarbeiten, die Produktverteilung an die Marktbedingungen anpassen und Gesamtumwandlungsgrade erreichen, die keine der beiden Anlagen allein erzielen könnte.
Geben Sie Ihre Anforderungen an Molekularsiebe für das Hydrocracking an
Individuell angepasste Kristallstruktur, Siliziumdioxid-Aluminiumoxid-Verhältnis, Kationenaustausch und Formgebungsparameter – gestützt auf 28 Jahre Forschung und Entwicklung im Bereich Zeolithe sowie eine ISO-zertifizierte Fertigung.
Referenzen
- Topsoe. „Grundlagen der Auslegung von Hydrocracking-Anlagen“. 2004. https://www.topsoe.com/…
- ScienceDirect. „Hydrocracker – ein Überblick.“ 2024. https://www.sciencedirect.com/topics/engineering/hydrocracker
- Penn State University, Dutton Institute. „Anwendungen des Hydrocrackens | FSC 432: Erdölraffination.“ https://courses.ems.psu.edu/fsc432/node/716
- MDPI Catalysts. „Ein Überblick über den Forschungsfortschritt bei Zeolithkatalysatoren für das Hydrocracking von Schweröl.“ 2025. https://www.mdpi.com/2073-4344/15/4/401
- US-Energieinformationsbehörde. „Hydrocracking ist eine wichtige Quelle für Diesel und Düsentreibstoff.“ 2013. https://www.eia.gov/todayinenergy/detail.php?id=9650
- JALON Zeolith. Produktportfolio. https://www.jalonzeolite.com/products/
- JALON Zeolith. Kontakt. https://www.jalonzeolite.com/contact/
- JALON Zeolith. Homepage. https://www.jalonzeolite.com/








