Hydrocracking-Katalysatoren erklärt: Wie die Chemie der Zeolithe die Leistung von Raffinerien steigert
So funktioniert ein Hydrocracking-Katalysator – Der bifunktionelle Motor
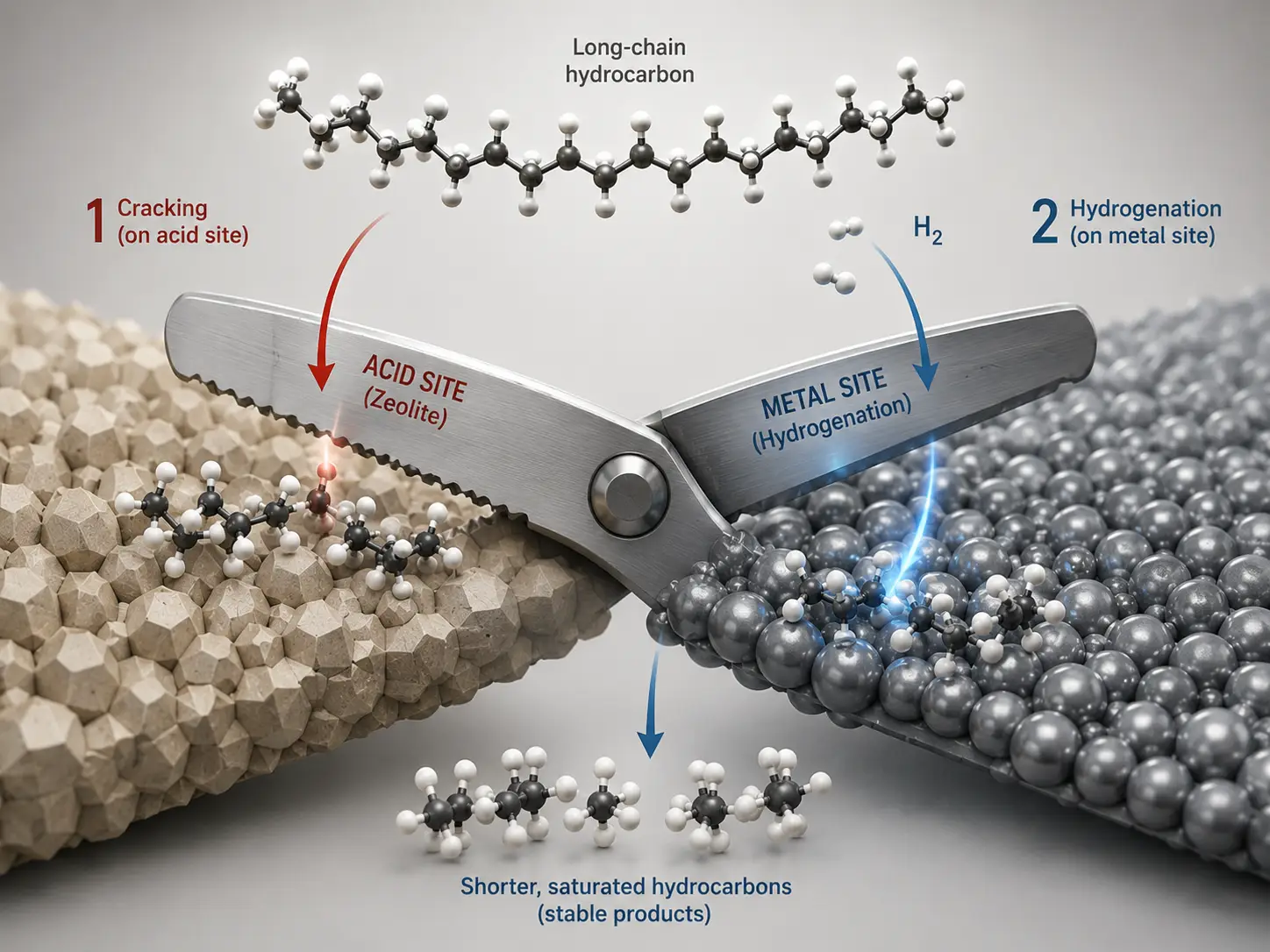
Jeder Hydrocracken Ein Katalysator ist im Kern ein zweiteiliges System. Die Säurefunktion – die von einem Zeolith- oder amorphen Siliziumdioxid-Aluminiumoxid-Träger bereitgestellt wird – spaltet große Kohlenwasserstoffmoleküle in kleinere auf und ordnet deren Grundgerüst durch Isomerisierung neu an. Die Metallfunktion – typischerweise Nickel, Molybdän, Wolfram, Platin oder Palladium, das auf den Träger aufgebracht ist – übernimmt die Hydrierung und Dehydrierung. Diese beiden Funktionen müssen in einem präzisen Gleichgewicht stehen. Bei zu hoher Säure führt der Katalysator zu starkem Cracken, wodurch übermäßig viel Leichtgas und Koks entsteht. Bei zu hoher Metallaktivität führt der Katalysator zu starker Hydrierung, wodurch die für die Umwandlung notwendigen Crackreaktionen unterdrückt werden.
Im kommerziellen Betrieb findet dieser Spagat bei 10–20 MPa, 350–430 °C und Wasserstoff-Öl-Verhältnissen von 800–2.000 Nm³/m³ statt. Die Säurestellendichte in einem typischen Hydrocracking-Katalysator liegt zwischen 0,2 und 0,5 mmol/g – ein enges Fenster. Katalysatorentwickler erreichen diesen Bereich, indem sie bestimmte Zeolithtypen auswählen und deren Silizium-Aluminium-Verhältnisse genau abstimmen. Gibt es bei einem dieser beiden Punkte Fehler, muss die Anlage die Konsequenzen während des gesamten 2–5-jährigen Zyklus tragen.
Stellen Sie sich das wie eine Schere vor. Die Säurestellen sind die eine Klinge, die Metallstellen die andere. Keine der beiden Klingen schneidet für sich allein gut. Zusammen durchtrennen sie Kohlenstoff-Kohlenstoff-Bindungen mit chirurgischer Präzision – wobei der Zeolith bestimmt, wo der Schnitt erfolgt, und das Metall die treibende Kraft liefert. Im weiteren Verlauf dieses Artikels geht es darum, wie Sie das richtige Klingenpaar für Ihr Ausgangsmaterial und Ihre Produktziele auswählen.
Zeolithtypen beim Hydrocracken – Die molekulare Struktur als Grundlage für die Katalysatorleistung
Bevor wir uns mit einzelnen Zeolithen befassen, ist es hilfreich, einen Bewertungsrahmen zu haben. Drei Parameter bestimmen, welchen Beitrag ein Zeolith zu einem Hydrocracking-Katalysator leistet: Porengröße (welche Moleküle die aktiven Stellen erreichen können), das Silizium-Aluminium-Verhältnis oder Si/Al (das die Säurestärke und die Säurestellendichte bestimmt) und der Constraint Index oder CI (der die Formselektivität quantifiziert – wie stark die Porenstruktur zwischen Molekülen unterschiedlicher Form unterscheidet). Behalten Sie diese drei Dimensionen im Hinterkopf, während wir die einzelnen Typen untersuchen.
USY und entaluminiertes Y – das Arbeitstier der Branche für das Hydrocracken von Destillaten
Der auf der FAU-Topologie basierende, äußerst stabile Y-Zeolith dominiert das kommerzielle Hydrocracking. Seine Poren mit 12-gliedrigen Ringen haben einen Durchmesser von etwa 7,4 Å und bilden ein dreidimensionales, sich kreuzendes Kanalsystem – das bedeutet, dass Reaktionsmoleküle immer mehrere Wege haben, um eine aktive Stelle zu erreichen, ähnlich wie in einem Supermarkt mit drei statt nur einem Quergang. Über 701 TP3T der weltweiten Hydrocracking-Anlagen arbeiten mit Y-basierten Katalysatoren.
Die entscheidende Variable für USY ist das Si/Al-Verhältnis seines Gerüsts. Das Ausgangsmaterial NaY weist ein Si/Al-Verhältnis von etwa 3–6 und eine Säurestellendichte auf, die für ein kontrolliertes Hydrocracken zu hoch ist – es würde alles vollständig zu Gas übercracken. Durch Dampfdealuminierung wird das Gerüstaluminium selektiv entfernt, wodurch das Si/Al-Verhältnis auf Werte zwischen 20 und über 50 für die am stärksten dealuminierten Sorten erhöht wird. Dies ist von Bedeutung, da jedes Aluminiumatom eine Säurestelle bildet. Ein höheres Si/Al-Verhältnis bedeutet weniger Säurestellen pro Masseneinheit – wodurch sich das Verhalten des Katalysators von einem „wahllosen Cracker“ zu einem „selektiven Splitter“ verschiebt, da das sekundäre Cracken reduziert wird, während die verbleibenden Stellen, da sie isolierter sind, eine veränderte Selektivität aufweisen, anstatt eine einheitlich stärkere intrinsische Säure. Zur Maximierung der Mitteldestillate sind Si/Al-Verhältnisse über 20 vorzuziehen, da weniger Säurestellen das sekundäre Cracken von Molekülen im Dieselbereich reduzieren.
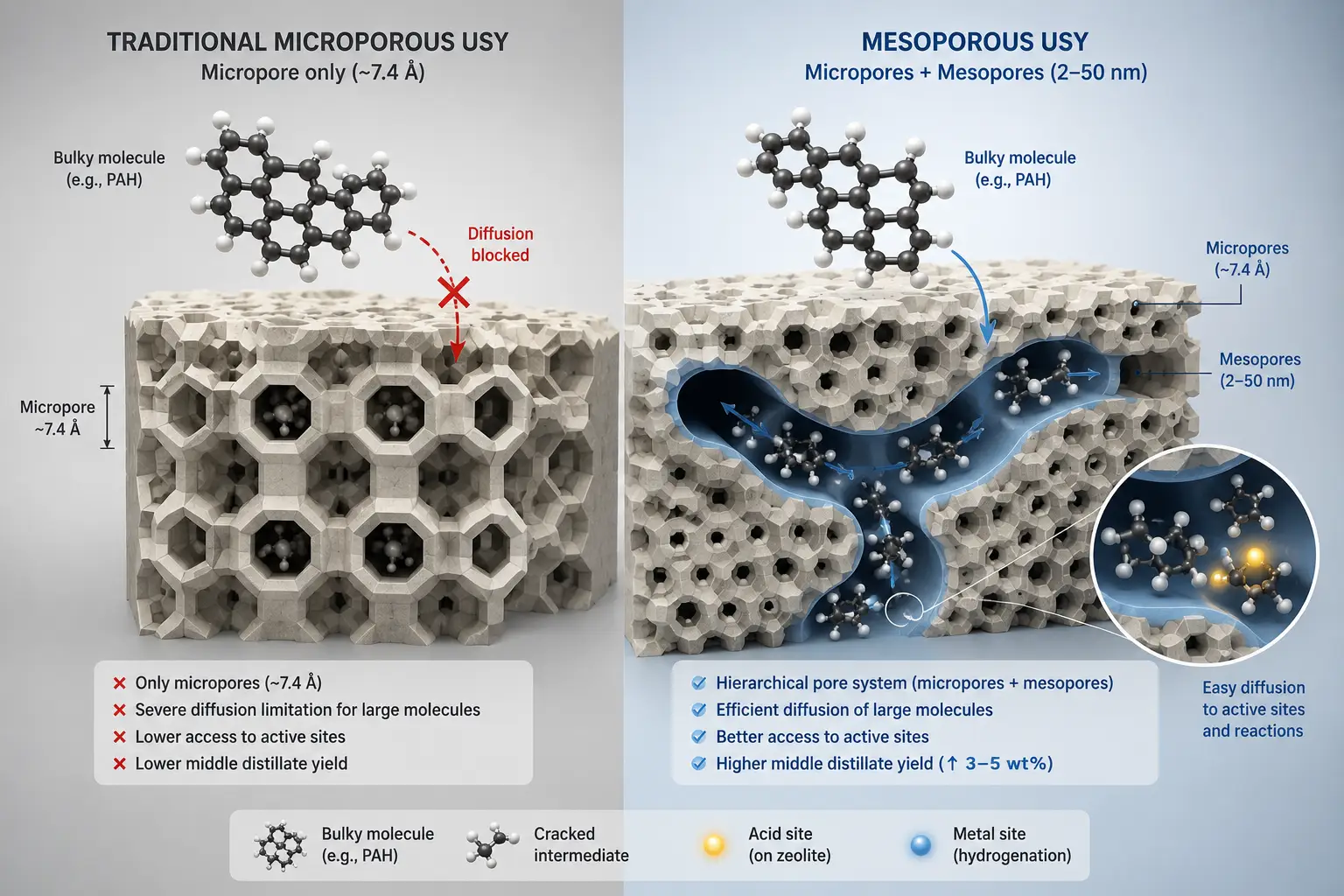
Jüngste Fortschritte bei mesoporösem USY fügen eine zweite Porositätsstufe hinzu – in den mikroporösen Kristall eingearbeitete Mesoporen von 2–50 nm –, die die Diffusion voluminöser mehrkerniger aromatischer Moleküle drastisch verbessert. In direkten Vergleichen liefert mesoporöses USY unter gleichen Bedingungen eine um 3–5 Gew.-% höhere Ausbeute an Mitteldestillaten, 2–3 Gew.-% weniger Gasproduktion und einen um 5–81 Gew.-% geringeren Wasserstoffverbrauch im Vergleich zu herkömmlichem USY (ScienceDirect-Rezension, 2020).
Ein wichtiger Vorbehalt: Seltenerd-substituierte Y-Zeolithe (REY) – bei denen RE³⁺-Kationen die Sodalit-Käfigplätze besetzen, um die Gerüststabilität zu erhöhen – funktionieren gut mit Edelmetallkatalysatoren (Pt, Pd), können jedoch in Kombination mit Nichtedelmetallen (Ni-Mo, Ni-W) aktiv schädlich wirken. Die Seltenerdkationen stören die Bildung der aktiven Ni-Mo-S- oder Ni-W-S-Phase und verringern so die Gesamtaktivität. Wenn Ihr Einsatzmaterial Katalysatoren aus unedlen Metallen erfordert, vermeiden Sie REY.
ZSM-5 und mittelporöse Zeolithe – Formselektives Cracken für maximale Ausbeute an leichten Produkten
ZSM-5, das auf der MFI-Topologie basiert, funktioniert nach einem völlig anderen Prinzip. Seine Poren mit 10-gliedrigen Ringen sind etwa 5,5 Å groß – eng genug, um normale Paraffine und leicht verzweigte Isoparaffine durchzulassen, aber zu eng für mehrfach verzweigte Isomere und polyzyklische Aromaten. Dadurch weist ZSM-5 einen Constraint Index von 3–8 auf, der weit über dem von USY (CI < 1) liegt. In der Praxis spaltet es selektiv die Normalparaffine mit niedriger Oktanzahl im Siedebereich von Benzin, während es mehrfach verzweigte Isomere und sperrige aromatische Moleküle, die keinen Zugang zu seinen engen Porenkanälen finden, weitgehend verschont.
ZSM-5 wird beim Hydrocracken so gut wie nie allein eingesetzt. Stattdessen dient es als Additiv in einer Menge von 5–15 Gew.-%, das einem USY-basierten Hauptkatalysator beigemischt wird. Bei einer Zugabe von 10 Gew.-% steigert es die Ausbeute an leichten Olefinen (C₃–C₄) um etwa 3–5 Prozentpunkte – allerdings kostet jede Zugabe von 5 Gew.-% ZSM-5 auch etwa 3–4 Prozentpunkte an Dieselausbeute. Die Rechnung der Raffinerie ist einfach: Wenn leichte Olefine auf Ihrem Markt einen Preisaufschlag gegenüber Diesel erzielen, macht sich ZSM-5 bezahlt.
Typisches industrielles ZSM-5 für das Hydrocracking weist ein Si/Al-Verhältnis von 30 bis über 300 auf – deutlich höher als bei Y-Zeolithen –, wodurch weitaus weniger Säurestellen entstehen. Bei moderatem Si/Al-Verhältnis (30–80) sind die verbleibenden Säurestellen relativ isoliert und weisen eine hohe Umwandlungsfrequenz für selektives Cracken auf; bei sehr hohem Si/Al-Verhältnis (>150) wird die Aktivität eher durch die Diffusion als durch die Säurestärke begrenzt. Deshalb crackt ZSM-5 selektiv und nicht wahllos: Nur Moleküle, die physikalisch in die Poren eindringen können und auf eine der wenigen starken Säurestellen treffen, werden umgewandelt.
Beta und Mordenit – Spezialwerkzeuge für bestimmte Futtermittel
Beta-Zeolith nimmt eine Mittelstellung ein. Seine Poren mit 12-gliedrigen Ringen (etwa 6,6–7,0 Å) bilden ein dreidimensionales Kanalsystem, das etwas enger ist als das von USY, mit einem Constraint-Index von 0,6–2. Dadurch ist Beta von Natur aus paraffinselektiver und weniger aggressiv gegenüber Aromaten – ein ideales Profil für die Herstellung von Schmierstoff-Grundölen, bei der das Ziel darin besteht, Wachs (normale Paraffine) zu spalten und gleichzeitig das isoparaffinische Gerüst zu erhalten, das dem Grundöl seinen hohen Viskositätsindex verleiht. Der Si/Al-Bereich von Beta ist außerordentlich breit – von 5 bis nahezu unendlich in Form von reinem Siliziumdioxid –, was Katalysatorentwicklern enorme Flexibilität bei der Abstimmung der Säure auf bestimmte Einsatzstoffe bietet.
Mordenit hingegen ist ein Spezialist für raue Betriebsbedingungen. Seine Poren mit 12-gliedrigen Ringen sind in einem eindimensionalen Kanalsystem angeordnet – eher eine einzelne Spur als das Autobahnnetz von USY –, wodurch es anfällig für Verstopfungen der Porenöffnungen durch Koks ist. Mordenit gleicht dies jedoch durch eine außergewöhnliche Säurebeständigkeit aus. In Einsatzstoffen mit einem Schwefelgehalt von über 5.000 ppm weisen Katalysatoren auf Mordenitbasis bei gleichen Si/Al-Verhältnissen eine deutlich bessere strukturelle Stabilität auf als USY. Dies macht es wertvoll für die erste Stufe des Hydrocrackens von schwerem Vakuumgasöl, wo die Vorbehandlungsstufe möglicherweise keine vollständige Schwefelentfernung erreicht.
Die metallische Seite – Abstimmung der Hydrierungsmetalle auf Ausgangsmaterial und Ziele
Während der Zeolith bestimmt, was und wie gekrackt wird, entscheidet die Metallkomponente darüber, wie gut die intermediären Olefine gesättigt werden, bevor sie sich wieder zu Koks verbinden können. In der kommerziellen Praxis dominieren vier Metallkombinationen:
| Metallsystem | Beste Produktzielgruppe | Eignung als Futtermittel | Taste Einschränkung |
|---|---|---|---|
| Ni-Mo | Optimierung der Benzin-/Naphtha-Ausbeute | VGO, saure Einsatzstoffe (hoher Schwefelgehalt) | Mäßige Hydrierung; kann zu einer übermäßigen Spaltung in leichte Fraktionen führen |
| Ni-W | Optimierung der Diesel-/Mitteldestillatproduktion | VGO, stickstoffreiche Futtermittel | Stärkste Hydrierung; geringere Crackaktivität als Ni-Mo |
| Pt / Pd | Hochoktaniges Benzin, Schmiergrundöle | Ausschließlich vorbehandelte, saubere Einsatzstoffe | Schwefelempfindlich: >10 ppm S führt zu einer raschen Deaktivierung |
| Co-Mo | Hydrotreating / Vorbehandlung | Futtermittel mit hohem Schwefelgehalt | Geringste Krackaktivität; in erster Linie ein Entschwefelungskatalysator |
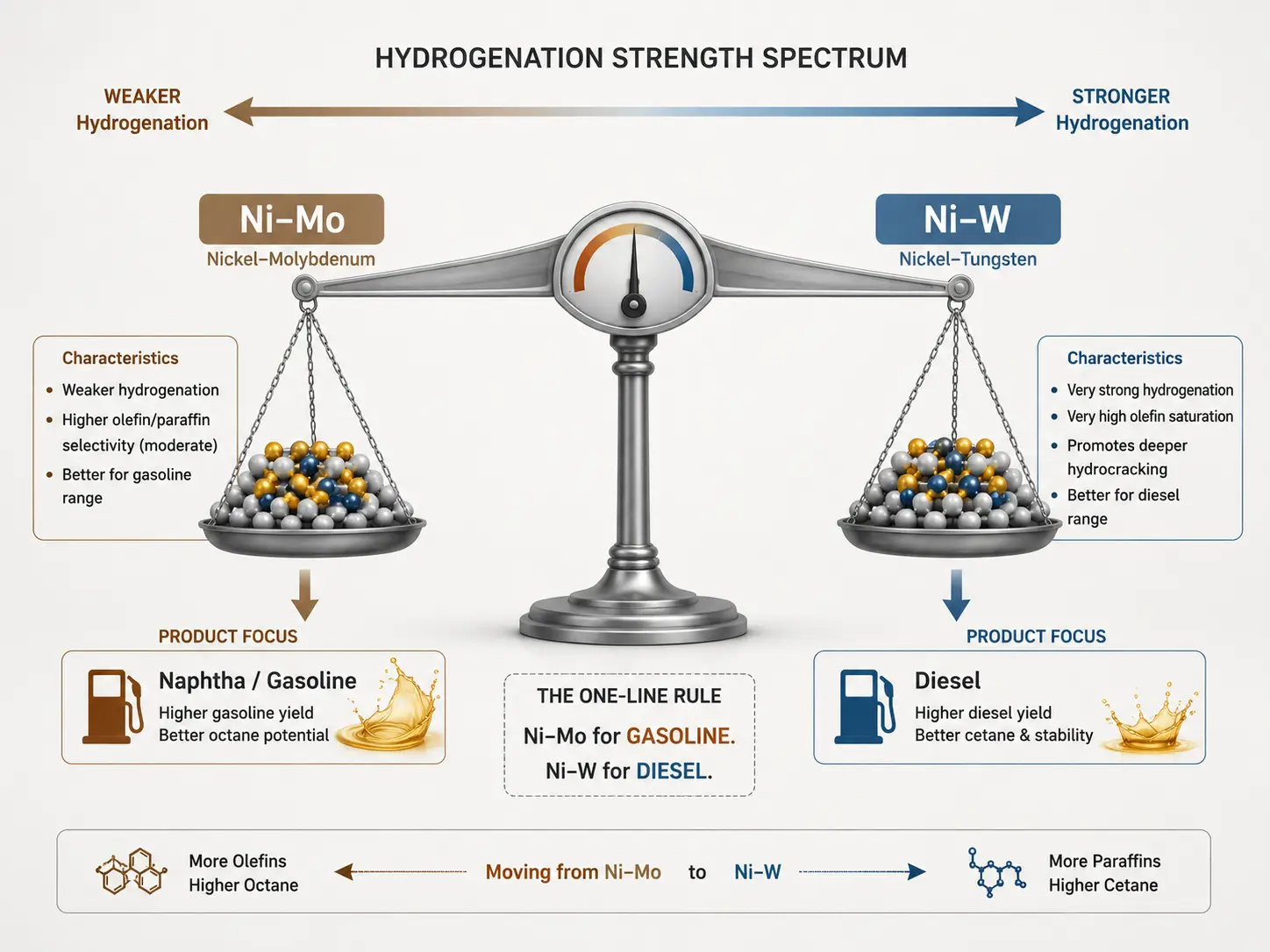
Die industriellen Arbeitstiere sind Ni-Mo und Ni-W. Ein typischer Ni-Mo-Katalysator enthält 3–5 Gew.-% NiO und 15–25 Gew.-% MoO₃ auf dem Träger; eine Ni-W-Formulierung enthält 4–6 Gew.-% NiO und 20–28 Gew.-% WO₃. Die höhere Wolframbeladung spiegelt das höhere Atomgewicht von Wolfram wider sowie die Tatsache, dass Ni-W-Katalysatoren mehr Metall benötigen, um die gleiche aktive Stellen-Dichte zu erreichen.
Der Unterschied in der Produktselektivität zwischen diesen beiden Systemen ist allgemein anerkannt: Die stärkere Hydrierungsfunktion von Ni-W sättigt aromatische Ringe vollständiger und schützt Moleküle im mittleren Destillatbereich vor sekundärem Cracken. Die schwächere Hydrierung von Ni-Mo hinterlässt mehr olefinische Zwischenprodukte, die zu leichteren Produkten nachcracken – wünschenswert, wenn Naphtha das Ziel ist, unerwünscht, wenn es Diesel ist.
Edelmetallkatalysatoren (Pt, Pd) erreichen bereits bei Beladungen von nur 0,3–1,0 Gew.-% eine außerordentlich hohe Aktivität – das entspricht einem etwa 20- bis 50-mal geringeren Metallgehalt als bei Systemen mit unedlen Metallen. Diese Effizienz hat jedoch ihren Preis: Schwefel wirkt tödlich. Ein Schwefelgehalt im Einsatzmaterial von über 10 ppm deaktiviert Pt-Aktivsiten dauerhaft, und schon 50 ppm haben katastrophale Auswirkungen. Edelmetallkatalysatoren sind daher auf die zweite Stufe von zweistufigen Hydrocrackanlagen beschränkt, wo der Vorbehandlungskatalysator der ersten Stufe bereits Schwefel und Stickstoff auf Spurenwerte reduziert hat.
Abstimmung von Katalysator auf Ausgangsmaterial und Produktziele – Ein Entscheidungsrahmen
Die Auswahl eines Hydrocracking-Katalysators ist letztlich ein Problem mit drei Eingangsgrößen und einer Ausgangsgröße. Die Eingaben sind die Eigenschaften Ihres Einsatzmaterials (Schwefel- und Stickstoffgehalt, Destillationsbereich, Aromatizität, Metalle), Ihre Zielproduktpalette (Benzin, Düsentreibstoff, Diesel oder Schmiergrundöle) und Ihre Anlagenbeschränkungen (maximaler Wasserstoffpartialdruck, minimale Raumgeschwindigkeit, verfügbare Quenchkapazität). Das Ergebnis ist ein empfohlener Zeolithtyp, eine Metallkombination und ein Si/Al-Bereich. So funktioniert die Logik für die drei gängigsten Zielprodukte.
Optimierung der Gewinnung von Benzin und leichten Olefinen
Diese Konfiguration begünstigt eine höhere Säurestellendichte und eine gute Sekundärcrackaktivität. Die Standardempfehlung lautet USY oder REY mit einem Si/Al-Verhältnis im Bereich von 6–12 in Kombination mit Ni-Mo, ergänzt durch 5–15 Gew.-% ZSM-5 als Additiv. Die Betriebsbedingungen tendieren zum heißeren Ende des Bereichs (400–430 °C), wobei der Wasserstoffpartialdruck auf einem Niveau gehalten wird, das ausreicht, um eine schnelle Verkokung zu verhindern – typischerweise 8–12 MPa Gesamtdruck –, wobei die erhöhte Temperatur das sekundäre Cracken antreibt, das Mitteldestillate in Moleküle im Naphtha-Bereich umwandelt.
Unter diesen Bedingungen kann ein gut optimierter Hydrocracker im Benzinbetrieb eine Naphtha-Ausbeute von 50–65 Gew.-% und eine Ausbeute an leichten C₃–C₄-Olefinen von 10–18 Gew.-% erzielen. Das ZSM-5-Additiv ist der entscheidende Hebel: Jede Erhöhung des ZSM-5-Gehalts um 5 Gew.-% führt zu einer Steigerung der Ausbeute an leichten Olefinen um etwa 1,5–2 Prozentpunkte, was jedoch mit einem Verlust von 3–4 Prozentpunkten bei der Dieselausbeute einhergeht. Die wirtschaftliche Optimierung für die Raffinerie besteht darin, zu prüfen, ob die Preisdifferenz zwischen Olefinen und Diesel den Einsatz von ZSM-5 rechtfertigt.
Der Zielwert für die Säurestellendichte im Benzinbetrieb liegt über 0,3 mmol/g – das ist etwa doppelt so hoch wie der Zielwert für den Destillatbetrieb. Dies wird erreicht, indem das Si/Al-Verhältnis niedrig gehalten wird und optional REY eingesetzt wird, dessen Seltenerdkationen das aluminiumreiche Gerüst stabilisieren.
Optimierung der Mitteldestillate – Düsentreibstoff und Kerosin
Hier spielt das mesoporöse USY seine Stärken aus. Empfohlen wird USY mit hohem Si/Al-Verhältnis oder entaluminiertes Y (Si/Al > 20) mit Ni-W, das bei moderater Temperatur (380–410 °C) und hohem Wasserstoffpartialdruck (>12 MPa) verarbeitet wird. Jeder Anstieg des Wasserstoffpartialdrucks um 1 MPa verbessert die Selektivität für Mitteldestillate um etwa 2–3 Prozentpunkte – der zusätzliche Wasserstoff sättigt die Aromaten vollständiger, verhindert deren Kondensation zu Kokvorläufern und setzt aktive Stellen für den weiteren Betrieb frei.
Die Mesoporosität ist keine unbedeutende Verbesserung. Bei herkömmlichem USY werden sperrige tri- und tetraaromatische Moleküle gezwungen, an oder nahe der äußeren Kristalloberfläche zu kracken, wo der Zugang zu den Säurestellen begrenzt ist. Mesoporöser USY bietet interne „Autobahnen“ – die großen Moleküle dringen in die Mesoporen ein, durchlaufen einen ersten Ringöffnungsschritt, und die dabei entstehenden kleineren Fragmente diffundieren dann in die Mikroporen, wo sie selektiv weiter gespalten werden. Das Endergebnis ist eine dokumentierte Steigerung der Ausbeute an Düsentreibstoff und Diesel um 3–5 Gew.-% im Vergleich zu einem herkömmlichen USY-Katalysator, der denselben VGO-Einsatzstoff verarbeitet.
Typische Ausbeuten für einen gut betriebenen Hydrocracker für Mitteldestillate: 35–45 Gew.-% Düsentreibstoff/Kerosin, 20–30 Gew.-% Diesel, wobei die Gesamtmenge an Mitteldestillaten je nach Qualität des Einsatzmaterials und den Trennpunkten im Bereich von 55–75 Gew.-% liegt.
Optimierung von Diesel- und Schmierstoff-Grundölen
Die Dieseloptimierung folgt derselben Logik wie bei den Mitteldestillaten, geht jedoch noch einen Schritt weiter: Si/Al-Verhältnis über 30, Ni-W-Metalle und Temperaturen im Bereich von 370–400 °C, um sekundäres Cracken zu unterdrücken. Die angestrebten Dieseleigenschaften – Cetanzahl über 55, Kaltfilterverstopfungspunkt unter −10 °C – werden durch eine Kombination aus tiefer aromatischer Sättigung (angetrieben durch Ni-W bei hohem Wasserstoffdruck) und milder Isomerisierung von Normalparaffinen (angetrieben durch die schwache Restazidität des Zeoliths) erreicht.
Die Herstellung von Grundölen für Schmierstoffe stellt eine ganz andere Herausforderung dar. Das Ziel besteht nicht darin, den Crackgrad zu maximieren, sondern selektiv Moleküle zu entfernen, die das Verhalten bei niedrigen Temperaturen beeinträchtigen (Wachse – normale Paraffine mit hohen Fließpunkten), während die isoparaffinischen Strukturen erhalten bleiben, die dem Grundöl seinen hohen Viskositätsindex verleihen. Dies erfordert Beta-Zeolith in Kombination mit einem Pt- oder Pd-Edelmetallkatalysator, der bei einem Wasserstoffdruck von 12–18 MPa arbeitet. Die Aufgabe des Katalysators besteht darin, normale Paraffine zu verzweigten Isomeren zu isomerisieren, anstatt sie zu kracken – ein weitaus heiklerer Vorgang als das Bulk-Hydrocracking, was sich in Katalysatorkosten niederschlägt, die pro Tonne 3–5 Mal höher sind als bei herkömmlichen Diesel-Hydrocracking-Katalysatoren.
In allen drei Fällen besteht der gemeinsame Nenner darin, dass die Zeolithparameter – Si/Al-Verhältnis, Porenarchitektur, Kristallgröße – die versteckten Variablen sind, die letztlich darüber entscheiden, ob ein Katalysator seine Ausbeuteziele erreicht. Eine Raffinerie, die Produktziele festlegt, ohne die dahinterstehende Zeolithchemie zu verstehen, steuert blind.
Deaktivierung und Lebenszyklus des Katalysators – Was geschieht nach dem Beladen?
Ein frischer Hydrocracking-Katalysator bleibt nicht lange frisch. Sobald das Einsatzmaterial auf das Bett trifft, treten drei Deaktivierungsmechanismen in Konkurrenz zueinander, um die Lebensdauer des Katalysators zu bestimmen.
Koksablagerungen sind in der Regel der größte Faktor für den Aktivitätsverlust beim VGO-Hydrocracken, wobei ihre relative Bedeutung je nach Qualität des Einsatzmaterials und Betriebsintensität variiert – in Anlagen zur Residuumverarbeitung dominieren Metallablagerungen, während Koks den Betrieb von VGO-Festbettreaktoren bestimmt. In den ersten 48–72 Betriebsstunden ist der Aktivitätsabfall in der Regel am stärksten – es kommt zu einer anfänglichen Koksablagerung an den aktivsten Stellen –, woraufhin sich die Deaktivierungsrate auf ein langsameres, quasi-lineares Niveau einpendelt. Katalysatorhersteller berücksichtigen dies bei der Auslegung: Die in den Datenblättern angegebene „Start-of-Run“-Aktivität geht davon aus, dass diese anfängliche Stabilisierung bereits stattgefunden hat.
Die Metallablagerung durch Verunreinigungen im Einsatzmaterial – vor allem Nickel, Vanadium und Eisen – verläuft langsamer, ist jedoch irreversibel. Im Gegensatz zu Koks, der während der Regeneration verbrannt werden kann, reichern sich die metallischen Verunreinigungen dauerhaft in den Poren des Katalysators und auf dessen Außenfläche an. Eine Raffinerie, die metallreiches Vakuumgasöl verarbeitet, kann in einem einzigen Zyklus 10–15% des effektiven Porenvolumens ihres Katalysators durch Metallablagerungen verlieren.
Das hydrothermale Sintern – der allmähliche Zusammenbruch des Zeolithgerüsts unter dem kombinierten Einfluss von hoher Temperatur und Wasserdampf – ist der langsamste, aber letztlich der entscheidende Mechanismus. Jedes Mal, wenn der Katalysator in Gegenwart von Wasserdampf (der durch die Hydrierung von sauerstoffhaltigen Verbindungen und durch Abschreckdampf stets vorhanden ist) Temperaturen über 450 °C ausgesetzt ist, lösen sich einige weitere Aluminiumatome aus dem Gerüst, und es gehen einige weitere Säurestellen verloren. Dieser Prozess ist kumulativ und irreversibel.
Die übliche Gegenmaßnahme ist die Regeneration: das kontrollierte Abbrennen von angesammeltem Koks in Luft oder einem Luft-Dampf-Gemisch bei 450–520 °C. Der Temperaturbereich ist eng – unter 450 °C verbrennt weicher Koks unvollständig; über 520 °C beginnt das Zeolithgerüst selbst, sich zu zersetzen. Bei einer gut durchgeführten Regeneration werden beim ersten Mal 90–95 % der ursprünglichen Aktivität des Katalysators wiederhergestellt, beim zweiten Mal 80–90 % und beim dritten Mal 70–80 %. Nach mehr als drei Regenerationen machen die Schäden am Gerüst und die Metallansammlung weitere Zyklen in der Regel unwirtschaftlich. Wie Jeff Johns, ein ehemaliger Chevron Hydroprocessing Fellow mit über 35 Jahren Erfahrung in diesem Bereich, es ausdrückt: „Setzen Sie denselben Katalysator niemals mehr als zweimal ein, ohne einen gründlichen Neubewertungsprozess durchzuführen“ (Becht-Blog, 2023).
Der Zeitpunkt für den Austausch des Katalysators variiert je nach Anlage, doch gilt als allgemeine Faustregel: Wenn zur Aufrechterhaltung der angestrebten Umwandlungsrate die maximal zulässige Temperatur des Reaktors (in der Regel 425–440 °C) erreicht werden muss oder wenn der Druckabfall im Bett aufgrund von Koks- und Feinstaubablagerungen die Auslegungsgrenzen überschreitet, ist der Katalysator auszutauschen.
So bewerten und wählen Sie einen Katalysatorlieferanten aus
Die Auswahl eines Hydrocracking-Katalysators ist eine Entscheidung, bei der es um Millionenbeträge geht und deren Auswirkungen sich über einen Betriebszyklus von zwei bis fünf Jahren erstrecken. Laut einer im PTQ Magazine veröffentlichten Umfrage basieren jedoch über 50 % der Katalysatorauswahlen in erster Linie auf Prognosen der Anbieter – der risikoreichste Ansatz, den es gibt (Digitale Raffination(2019). Ein strengerer Bewertungsrahmen umfasst fünf Dimensionen.
Versuche in der Pilotanlage mit Ihrem eigenen Ausgangsmaterial. Jeff Johns’ erster Grundsatz bei der Katalysatorauswahl: „Wir vertrauen auf Gott, alle anderen bringen Daten mit.“ Jeder seriöse Katalysatorlieferant sollte in der Lage sein, Ihr Ausgangsmaterial in seiner Pilotanlage oder seinem Mikroreaktor zu testen und Leistungsdaten im direkten Vergleich zu Ihrem derzeitigen Katalysator vorzulegen. Ohne diese Daten kaufen Sie lediglich eine Prognose, kein Produkt.
Überprüfung der Renditestruktur. Die Produktausbeuten machen etwa 90 % des wirtschaftlichen Werts einer Katalysatorentscheidung aus. Ein neuer Katalysator, der 20 % mehr kostet, aber eine um 4 Gew.-% höhere Ausbeute an Mitteldestillaten liefert – wie dies bei der Umstellung einer europäischen Raffinerie auf einen diesel-selektiven Katalysator dokumentiert wurde (Digitale Raffination(2016) – kann sich innerhalb weniger Monate amortisieren. Die wirtschaftliche Mindestanforderung: eine Auszahlungsquote von 3:1 – jeder Dollar an zusätzlichen Kosten für den Katalysator muss mindestens drei Dollar an Margenverbesserung einbringen.
Integration des Katalysatorsystems. Vorbehandlungs- und Crackkatalysatoren müssen als integriertes System ausgewählt werden und nicht als voneinander unabhängige Komponenten. Der Vorbehandlungs-Katalysator bestimmt, wie sauber das in das Crackbett eintretende Einsatzmaterial ist; die Leistung des Crackkatalysators hängt vollständig von dieser vorgelagerten Reinigung ab. Ein Crackkatalysator von Weltklasse in Verbindung mit einer zu klein dimensionierten Vorbehandlungsstufe ist verschwendetes Kapital.
Transparenz bei der Beschaffung von Zeolith. Eine Frage, die selten gestellt wird – aber gestellt werden sollte – lautet: Woher bezieht der Katalysatorhersteller seine Zeolithe? Viele Katalysatorhersteller kaufen Zeolithpulver von Drittanbietern, mischen es mit Bindemitteln und imprägnieren es mit Metallen. Andere kontrollieren die gesamte Kette von der Zeolithsynthese über die Formgebung und die Metallimprägnierung bis hin zur abschließenden Kalzinierung. Unternehmen mit eigener Fertigungskapazität und zertifizierten Qualitätsmanagementsystemen – beispielsweise Betriebe, die neben der DUNS-Registrierung auch über Zertifizierungen nach ISO 9001, ISO 14001, ISO 45001 und ISO 50001 verfügen – weisen ein anderes Risikoprofil auf als solche, die auf externe Zeolith-Lieferketten angewiesen sind. Der Unterschied zeigt sich in der Chargenkonstanz bei mehrjährigen Lieferverträgen, bei denen selbst geringe Abweichungen im Si/Al-Verhältnis oder in der Kristallgröße des Zeoliths die Produktausbeute um einen ganzen Prozentpunkt verschieben können.
Entsorgung verbrauchter Katalysatoren. Die Entscheidung für einen Katalysator ist mit dem Ende des Zyklus noch nicht abgeschlossen. Bietet der Lieferant Dienstleistungen zur Entsorgung verbrauchter Katalysatoren, zur Metallrückgewinnung oder zur Regeneration an? Diese After-Sales-Leistungen beeinflussen die Gesamtbetriebskosten über mehrere Zyklen hinweg mindestens ebenso stark wie der Anschaffungspreis des Katalysators.
Das Ziel einer strukturierten Lieferantenbewertung besteht nicht darin, den günstigsten Katalysator zu finden. Vielmehr geht es darum, den Katalysator zu ermitteln, dessen Ausbeutestruktur, Lebensdauer und Liefersicherheit über den gesamten Betriebszeitraum hinweg die niedrigsten Gesamtkosten pro Barrel des Zielprodukts gewährleisten – eine Zahl, die weitaus stärker von der Zeolithchemie und der Fertigungsqualität abhängt als vom auf der Bestellung angegebenen Preis pro Tonne.
Referenzen
- Alasseel, A. et al. „Synthese und Leistungsbewertung von Hydrocracking-Katalysatoren: Ein Überblick.“ Zeitschrift für Industrie- und Verfahrenschemie, 2020. https://www.sciencedirect.com/science/article/abs/pii/S1226086X2030280X
- Johns, J. „Grundsätze der Katalysatorauswahl.“ Becht-Blog, Februar 2023. https://becht.com/becht-blog/entry/under-pressure-ii/
- „Prüfung von Raffineriekatalysatoren“ PTQ / Digitale Veredelung, 2019. https://www.digitalrefining.com/article/1002336/refinery-catalyst-testing
- „Maximierung der Dieselausbeute beim Hydrocracking.“ Digitale Raffination, 2016. https://www.digitalrefining.com/article/1001340/maximising-the-diesel-yield-from-hydrocracking-ti
- JALON Zeolith – Qualitätsmanagement. https://www.jalonzeolite.com/quality/
- JALON Zeolith – Produktionskapazitäten. https://www.jalonzeolite.com/capability/
- JALON Zeolith – Startseite. https://www.jalonzeolite.com/
- JALON Zeolith – Über uns. https://www.jalonzeolite.com/about/








