Katalytische Entparaffinierung erklärt: Formselektive Zeolithe und warum Katalysatorqualität schon beim Rohstoff beginnt
Was ist katalytische Entparaffinierung und warum ist sie wichtig?
Bei der katalytischen Entparaffinierung handelt es sich um ein Raffinationsverfahren, bei dem wachshaltige, langkettige Normalparaffine selektiv aus Erdölfraktionen entfernt werden, indem sie chemisch umgewandelt und nicht physisch herausgefiltert werden. Das ist wichtig, denn Wachs ist der Feind des Kaltflusses. Diesel, der bei -10 °C wie Honig fließt, oder Schmieröl, das bei Minusgraden zu Schlamm wird, ist ein Produkt, das niemand kaufen will.

Drei Kaltfließeigenschaften entscheiden darüber, ob ein Kraftstoff oder Schmierstoff die Anforderungen erfüllt: Stockpunkt (die niedrigste Temperatur, bei der das Öl noch fließt), Trübungspunkt (die Temperatur, bei der die ersten Wachskristalle sichtbar werden), und Kaltfilterverstopfungspunkt (CFPP) (die Temperatur, unterhalb derer ein Kraftstofffilter verstopft). Alle drei hängen vom Gehalt und der Kettenlänge der n-Paraffine ab - geradkettige Kohlenwasserstoffmoleküle, die bei sinkender Temperatur zu ineinandergreifenden Netzwerken kristallisieren.
In einer modernen Raffinerie befindet sich die katalytische Entparaffinierung am Schnittpunkt zweier Produktpools: Diesel und Heizölwo die Spezifikationen für die Wintertauglichkeit je nach geografischer Lage Pourpoints von -20°C bis -40°C verlangen; und Schmierstoff-Grundölewo Pourpoint und Tieftemperaturviskosität die wichtigsten Leistungsparameter für Produkte der Gruppen II und III sind. Wenn man versteht, wie der Prozess funktioniert und was die Katalysatorleistung bestimmt, beginnt die eigentliche technische Arbeit.
Katalytische Entparaffinierung vs. Lösungsmittelentparaffinierung: Zwei Wege zur Pourpoint-Senkung
Beide Verfahren zielen auf dasselbe Ergebnis ab - die Entfernung von Wachs zur Senkung des Stockpunkts -, aber sie funktionieren nach grundlegend unterschiedlichen Prinzipien. Bei dem einen handelt es sich um eine physikalische Trennung, bei dem anderen um eine chemische Umwandlung. Die Kenntnis des Unterschieds beeinflusst jede nachgelagerte Entscheidung über Kapital, Betriebskosten, Ertrag und Produktflexibilität.
| Dimension | Katalytische Entparaffinierung | Lösungsmittel-Entwachsung |
|---|---|---|
| Grundsatz | Selektives katalytisches Cracken oder Isomerisierung von n-Paraffinen | Kristallisation von Wachs durch stufenweise Abkühlung, gefolgt von Trommelfiltration |
| Wichtige Verbrauchsmaterialien | Molekularsiebkatalysator, Wasserstoffgas | MEK (Methylethylketon) oder Propan als Lösungsmittel, Kühlenergie |
| Betriebstemperatur | Mäßig bis hoch (260-450°C) | Niedrig (Kühlung erforderlich, typischerweise -10 bis -30°C) |
| Kapitalanlage | Niedriger - keine großen Kühl- oder Filtrationsanlagen | Höher - Kühlsystem, Drehtrommelfilter, Lösungsmittelrückgewinnungsanlage |
| Ausbeute an flüssigen Produkten | 80-85% (Isomerisierungsweg), 65-75% (Crackweg) | Variabel – verhindert Verluste durch Cracken, jedoch wird der Gesamtertrag durch das im Wachsfilterkuchen eingeschlossene Öl begrenzt. |
| Wertvolles Nebenerzeugnis | Leichte Destillate (Benzin, Diesel) - Wachs wird zerstört | Paraffingatsch - vermarktbar für Kerzen, Kosmetika, Vaseline |
| Pourpoint erreicht | Tieferer Abbau möglich | Gut, aber typischerweise flacher |
Die Entparaffinierung mit Lösungsmitteln behält ihren Wert, wenn das Paraffingatsch einen hohen Marktpreis hat. In Anlagen, die in die Wachsverarbeitung integriert sind - Kerzenherstellung, mikrokristallines Wachs für kosmetische Zwecke, Vaseline - kann das Wachsnebenprodukt die Wirtschaftlichkeit beeinflussen. Doch für die meisten modernen Raffinerien ist die katalytische Entparaffinierung aufgrund der Kombination aus geringerem Kapitaleinsatz, höherer Flüssigkeitsausbeute und tieferer Stockpunktsenkung die bevorzugte Methode. Das Herzstück dieses Vorteils ist der Katalysator - sehen wir uns also an, wie er funktioniert.
Wählen Sie katalytisch, wenn...
- Geringere Kapitalinvestitionen sind eine Priorität
- Höhere liquide Erträge sind der Grund für den Geschäftserfolg
- Tieferes Absenken des Stockpunkts ist erforderlich
- Futtermittel enthalten Schwefel (Basismetallkatalysator verträgt ihn)
Wählen Sie Lösungsmittel, wenn...
- Gatsch hat einen hohen Marktpreis
- Integriert mit Wachsverarbeitung (Kerzen, Kosmetik)
- Vorhandene Kältetechnik-Infrastruktur ist vorhanden
- Katalysatordeaktivierung durch Verunreinigungen im Futter ist ein Problem
Wie katalytische Entparaffinierung funktioniert: Formselektivität, Cracken und Isomerisierung
Der katalytische Entparaffinierungsreaktor ist kein einfacher Cracker. Er stützt sich auf eine bifunktioneller Katalysatorein Zeolith, der sowohl eine Säurefunktion (der Zeolith, der für die Skelettumlagerung und die Kettenspaltung verantwortlich ist) als auch eine Metallfunktion (typischerweise Platin, Palladium, Nickel oder Nickel-Wolfram, das für die Hydrierung und Dehydrierung verantwortlich ist) hat.
Der Reaktionsablauf läuft nach einer präzisen Choreographie ab. Ein Alkan tritt in den Reaktor ein und dehydriert an der Metallstelle, um ein Alken zu bilden. Das Alken protoniert an einer Brønsted-Säure im Zeolith und wird zu einem Carbenium-Ion. Dann tritt die kritische Gabelung auf: Das Carbenium-Ion kann entweder eine Skelettisomerisierung (Umlagerung in ein verzweigtes Isomer, das im flüssigen Produkt verbleibt) oder eine β-Spaltung (Aufspaltung in kleinere Fragmente, die als Gas und Naphtha austreten) durchlaufen. Welcher Weg dominiert, hängt von der Porenarchitektur des Zeoliths ab - und hier wird die Formselektivität zur steuernden Variable.
Der Cracking-Weg: Wie ZSM-5 selektiv Wachsmoleküle bricht
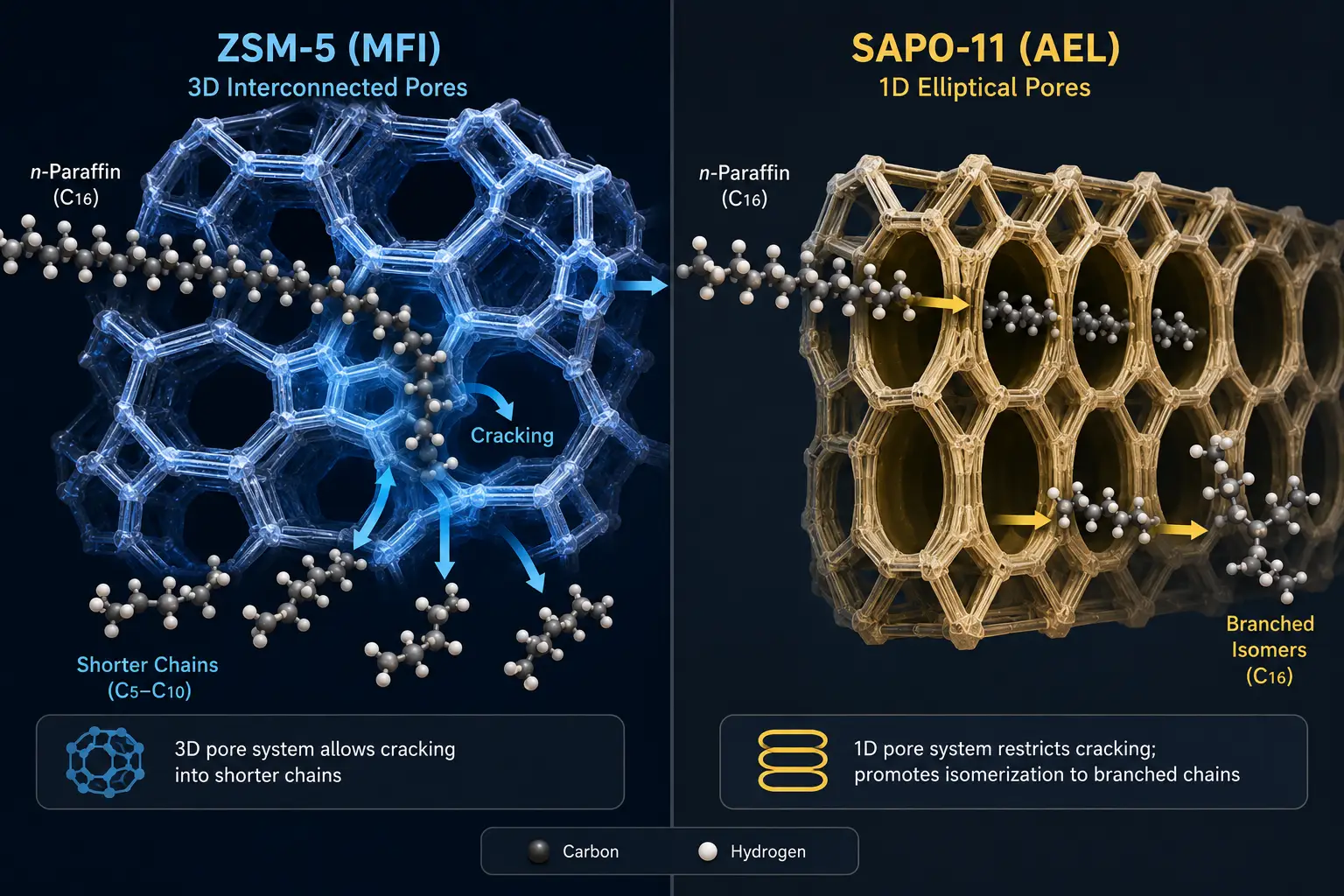
ZSM-5 mit seiner MFI-Topologie - einem dreidimensionalen, sich kreuzenden 10-gliedrigen Ringkanalsystem mit Porendurchmessern von etwa 0,55 nm - ist der am häufigsten eingesetzte Zeolith in der katalytischen Entparaffinierung. Seine Porenöffnungen sind gerade groß genug, damit ein geradkettiges n-Paraffin hindurchfädeln kann, aber zu eng, damit ein verzweigtes iso-Paraffin eindringen kann. Dies ist in erster Linie Selektivität der Reaktantenform, mit sekundären Übergangszustandseffekten an den Schnittpunkten der Kanäle: Der Zeolith filtert die Moleküle nicht einfach nach ihrer Größe an der Porenöffnung. Er unterscheidet aufgrund der räumlichen Ausdehnung des Reaktionsübergangszustands innerhalb der Kanäle.
Sobald ein wachsartiges n-Paraffin in den ZSM-5-Kanal eintritt, trifft es auf saure Stellen, die die Spaltung katalysieren. Die dreidimensionale Kreuzungsgeometrie bedeutet, dass, sobald ein Molekül in zwei Fragmente gespalten ist, diese Fragmente in die sich kreuzenden Kanäle diffundieren und sekundär gecrackt werden können - eine Eigenschaft, die zu einer tieferen Stockpunktsenkung auf Kosten der Ausbeute führt. Der kommerzielle Betrieb der Entparaffinierung auf ZSM-5-Basis - bekannt unter den Prozessnamen MLDW (Mobil Lube Dewaxing) und MDDW (Mobil Distillate Dewaxing) von Mobil - läuft in der Regel bei 325-400 °C mit Nickel oder Nickel-Wolfram als Hydrierungsmetall für die Schwefeltoleranz. Der Kompromiss ist klar: Die Flüssigkeitsausbeute liegt bei 65-75%, der Rest geht an Gas und Naphtha. Für den Dieselbetrieb, bei dem der kalte Durchfluss die wichtigste Spezifikation ist und ein gewisser Ausbeuteverlust akzeptabel ist, ist dies das Arbeitspferd (Penn State Universität, 2014).
Der Isomerisierungsweg: Wie sich SAPO-11 umorganisiert, ohne es zu zerstören
Wo ZSM-5 Risse bekommt, ordnet sich SAPO-11 neu. Dieses Silikoaluminophosphat-Molekularsieb - AEL-Topologie, eindimensionale 10-gliedrige Ringkanäle mit ovalen Poren von etwa 3,9 × 6,3 Å - ist das Herzstück der Isodewaxing-Technologie von Chevron. Die eindimensionale Kanalarchitektur ist der Schlüssel: Es gibt keine Kanalüberschneidungen, an denen sich mehrfach verzweigte Isomere bilden können, die dann sekundär gecrackt werden. Die Moleküle treten in einer einzigen Reihe ein, isomerisieren an der Säurestelle und treten als ein- oder zweifach verzweigte Produkte aus, die im Siedebereich des Schmierstoffs bleiben.
Das Ergebnis ist ein grundlegend anderes Ausbeuteprofil. Die Flüssigkeitsausbeute erreicht 80-85%, der Viskositätsindex bleibt erhalten oder wird leicht verbessert, und die Gasbildung ist minimal. Der Nachteil: Katalysatoren auf SAPO-11-Basis erfordern ein Edelmetall - in der Regel Platin oder Palladium - als Hydrierungskomponente, was eine schwefelarme Zufuhr erfordert. Dies macht die Isomerisierungsroute zur Standardwahl für die Produktion von Schmierölen (Gruppe II und III), bei denen eine Maximierung der Ausbeute und die Erhaltung des Viskositätsindexes wirtschaftlich nicht verhandelbar sind und bei denen der vorgeschaltete Hydrocracker oder Hydrotreater den Schwefel bereits auf einstellige ppm-Werte reduziert hat. Verwandte eindimensionale Zeolithe mit 10 Gliedern - ZSM-22 (TON), ZSM-23 (MTT) und ZSM-48 - nutzen das gleiche Prinzip der Porenarchitektur und konkurrieren im gleichen Anwendungsbereich (Topsoe, 2025).
- Mehr Gas und Naphtha machen
- Tiefere Pourpoint-Senkung
- Schwefeltolerant (Ni-W-Metall)
- Niedrigere Katalysatorkosten
- Minimaler Gasverbrauch
- VI erhalten oder verbessert
- Erfordert Edelmetall (Pt/Pd)
- Schwefelarmes Futtermittel erforderlich
Zeolith-Katalysatoren für die Entparaffinierung: ZSM-5, SAPO-11, und rohstoffabhängige Auswahl
Die Wahl eines Entparaffinierungskatalysators ist keine Einheitslösung. Sie reduziert sich auf drei Fragen: (1) Ist der Schwefelgehalt des Einsatzmaterials hoch? Wenn ja, benötigen Sie einen schwefeltoleranten Basismetallkatalysator - ZSM-5 mit Ni-W. Wenn der Schwefelgehalt niedrig ist, kommt ein Edelmetall-Isomerisierungskatalysator in Frage. (2) Ist das Zielprodukt Diesel oder Schmieröl? Diesel bevorzugt die Crack-Route; für Schmierstoffe ist die Isomerisierungsroute erforderlich, um Ausbeute und Viskositätsindex zu schützen. (3) Optimieren Sie auf maximale Ausbeute oder maximale Pourpoint-Senkung? Die Isomerisierung liefert Ersteres, das Cracken Letzteres. Mit diesem Rahmen lassen sich die Katalysatortypen in klare Anwendungsbereiche unterteilen.
ZSM-5 (MFI): Das Arbeitspferd für die Entparaffinierung von Diesel und Destillaten
ZSM-5 dominiert den Bereich der Destillatentparaffinierung, da es die Schwefel- und Stickstoffumgebungen toleriert, die typisch für Straight-Run- und Crack-Gasölströme sind. Das SiO₂/Al₂O₃-Verhältnis des Zeoliths - das in einem weiten Bereich von etwa 18 bis über 950 einstellbar ist - steuert die Dichte und Stärke der Säurestellen, was wiederum das Verhältnis von Cracken zu Isomerisierung bestimmt. Ein höheres Verhältnis (kieselsäurehaltiger) verschiebt die Selektivität in Richtung milderes Cracken und weniger Gasbildung; ein niedrigeres Verhältnis bietet mehr Säurestellen und eine tiefere Stockpunktsenkung, allerdings auf Kosten einer höheren Ausbeute an leichten Enden.
In einem typischen ULSD-Hydrotreater ist das Entparaffinierungskatalysatorbett stromabwärts des Hydrodesulfurierungskatalysators angeordnet und wird in einem gemeinsamen Hochdruck-Wasserstoffkreislauf betrieben. Das Temperaturprofil zwischen den Betten muss sorgfältig gesteuert werden: Während der Crackschritt endotherm ist, ist die gesamte Hydrokonversion in einer wasserstoffreichen Umgebung aufgrund der gleichzeitigen Hydrierung typischerweise exotherm, und der Temperaturgradient zwischen den Betten beeinflusst sowohl den Schwefelschlupf als auch die Pourpoint-Senkungstiefe. Die Betriebstemperaturen liegen zwischen 260 und 454 °C für den Destillatbetrieb, wobei der Wasserstoffpartialdruck normalerweise über 50 bar liegt.
SAPO-11 und 1D-Zeolithe: Die Isomerisierungsspezialisten für Schmieröle
Für die Herstellung von Schmierölen ist SAPO-11 (und seine eindimensionalen Zeolithverwandten ZSM-22, ZSM-23 und ZSM-48) der Motor der Wahl. Beim Isodewaxing-Verfahren von Chevron - das unter den Katalysatorbezeichnungen ICR-404, ICR-408 und ICR-418 vermarktet wird - werden diese Molekularsiebe mit Platin gepaart, um Flüssigkeitsausbeuten von mehr als 80% zu erzielen und gleichzeitig den Viskositätsindex beizubehalten oder geringfügig zu verbessern.
Die Bandbreite der Einsatzstoffe für die Isomerisierungsentparaffinierung umfasst hydrogekrackte Böden (Hydrowachs), lösungsmittelextrahierte wachsartige Raffinate, 50-100%-Wachs enthaltende Rohwachse und wachsartige Fischer-Tropsch-Produkte. Jedes Ausgangsmaterial weist eine andere n-Paraffinkettenlängenverteilung auf, und die Porengeometrie des Zeoliths - insbesondere die eindimensionale Einschränkung gegen die Bildung von mehrfach verzweigten Isomeren - ist für die Erhaltung der Ausbeute bei dieser Vielfalt verantwortlich. Dies ist die Premium-Route: höhere Katalysatorkosten (Edelmetall), strengere Anforderungen an die Qualität des Einsatzmaterials (niedriger Schwefelgehalt), aber bessere Produktwirtschaftlichkeit pro Barrel.
Aufstrebende Katalysatoren: Mesoporierte Zeolithe und nanoskaliges SAPO-11
Zwei Entwicklungsbereiche sind zu beachten. Erstens, mesoporierte Zeolithe - die im Rahmen der Zusammenarbeit zwischen Evonik und Zeopore vermarktet werden, führen sekundäre Mesoporosität (2-50 nm große Poren) in herkömmlich mikroporöse Zeolithkristalle ein, was die Zugänglichkeit der aktiven Stelle erheblich verbessert und die Länge der Diffusionswege verringert. Bei der Entparaffinierung von Diesel wurde berichtet, dass dies die Produktverluste im Vergleich zu konventionellem mikroporösem ZSM-5 um das Fünffache reduziert und gleichzeitig die Toleranz gegenüber schwereren, sperrigeren Ausgangsmolekülen, einschließlich erneuerbarer Ausgangsstoffe, verbessert.
Zweitens, SAPO-11 im Nanomaßstab, das ohne Modifikatoren für das Kristallwachstum synthetisiert wurde - eine neuere Entwicklung des Boreskov-Instituts für Katalyse - reduziert die Kristallgröße bis in den Nanometerbereich, verkürzt die intrakristallinen Diffusionswege und erhält gleichzeitig die Isomerisierungsselektivität der AEL-Topologie. Beide Innovationen weisen in dieselbe Richtung: Die nächste Generation von Entparaffinierungskatalysatoren wird nicht nur dadurch definiert, welches Zeolithgerüst verwendet wird, sondern auch dadurch, wie der Kristall selbst auf der Meso- und Nanoskala konstruiert ist. Und diese Entwicklung hängt entscheidend von der Qualität des Zeolith-Ausgangsmaterials ab.
Warum die Zeolithqualität die Leistung von Entparaffinierungskatalysatoren bestimmt
Die Leistung eines Formel-1-Motors hängt von der Metallurgie jedes Kolbens und jedes Ventils ab. Bei einem Entparaffinierungskatalysator ist das nicht anders - und seine "Metallurgie" ist der Zeolith in seinem Kern. Zwei Katalysatoren, die beide die Bezeichnung "ZSM-5" tragen, können in Bezug auf Ertrag und Lebensdauer um 20% oder mehr voneinander abweichen, und zwar nicht, weil die Raffinerie sie unterschiedlich betreibt, sondern weil der Zeolith in ihnen unterschiedlich hergestellt wurde. Die Qualitätsparameter, auf die es ankommt, sind messbar, kontrollierbar und für den Raffineriebetreiber, der eine Bestellung für einen Katalysator aufgibt, wichtig zu verstehen.
Entscheidende intrinsische Eigenschaften von Zeolithen, die die Leistungsfähigkeit bestimmen
Vier intrinsische Parameter bilden das qualitative Rückgrat jedes Zeoliths, der für die Formulierung von Entparaffinierungskatalysatoren bestimmt ist.
Kristallinität - der Anteil des Feststoffs, der wirklich zeolithisch ist, im Gegensatz zu amorphem Alumosilikat - bestimmt die Dichte und Gleichmäßigkeit der aktiven Säurestellen. Eine niedrige Kristallinität bedeutet weniger Arbeitsstellen pro Gramm Katalysator, was sich direkt in höheren Betriebstemperaturen und einer schnelleren Abnahme der Aktivität während des Zyklus niederschlägt. Die Röntgenbeugung (XRD) ist die Standardmessung; eine Kristallinität von mehr als 90% im Vergleich zu einem Referenzstandard gilt als Richtwert für Material in Entwachsungsqualität.
Verhältnis SiO₂/Al₂O₃ - von etwa 2 bis praktisch unendlich (reines Siliziumdioxid) - ist der Hauptregler für die Säurestärke und die Standortdichte. Für die Entparaffinierung ist das Verhältnis der wichtigste Parameter für die Zusammensetzung: Ist es zu niedrig (zu viel Aluminium, zu viele Säurestellen), läuft das Cracken ab und erzeugt Gas auf Kosten der Flüssigkeitsausbeute; ist es zu hoch (zu kieselsäurehaltig), reicht die Aktivität nicht aus, um den angestrebten Stockpunkt innerhalb des Betriebstemperaturfensters zu erreichen. Die Formulierer von Katalysatoren legen dieses Verhältnis genau fest, und die Konsistenz von Charge zu Charge durch den Zeolith-Lieferanten ist das, was diese Spezifikation in der Produktion erreichbar macht.
Kristallgröße und Morphologie - typischerweise charakterisiert als D50 im Bereich von 0,5-10 μm - bestimmt die Länge der Diffusionswege innerhalb der Partikel. Große Kristalle (über 5 μm D50) schaffen lange Diffusionswege: Die Reaktionsmoleküle verbringen mehr Zeit damit, zu den aktiven Stellen zu gelangen, und die Produktmoleküle verbringen mehr Zeit damit, sie zu verlassen, wodurch die Wahrscheinlichkeit unerwünschter Sekundärreaktionen steigt. Sehr kleine Kristalle (im Submikronbereich) erhöhen das Verhältnis von äußerer Oberfläche zu Volumen, wodurch mehr Säurestellen in den Poren freigelegt werden, die unselektive Oberflächenreaktionen katalysieren können. Die ideale Kristallgröße für die Entparaffinierung ist anwendungsspezifisch; die Fähigkeit des Anbieters, eine bestimmte Größenverteilung zu erreichen und zu halten, ist das, was Zeolith von Katalysatormaterial unterscheidet.
Kationenart und Austauschgrad - die Identität und Ladung von Kationen außerhalb des Gerüsts (Na⁺, K⁺, Ca²⁺, Li⁺, Ag⁺, Ba²⁺) - moduliert das Verhältnis von Brønsted- zu Lewis-Säurestellen. Im synthetisierten Zeolith ist Natrium das typische Gegenion und muss in die Ammoniumform ausgetauscht und dann kalziniert werden, um die aktive Brønsted-Säureform zu erzeugen. Bei einem unvollständigen Austausch bleiben Alkalimetallkationen zurück, die die sauren Stellen neutralisieren und die Aktivität verringern. Bei Edelmetallkatalysatoren vergiftet das restliche Natrium auch die Platindispersion, was den Aktivitätsverlust noch verstärkt.
Technische Eigenschaften des geformten Katalysators
Schüttdichte und mechanische Festigkeit — gemessen als Druckfestigkeit (N/cm oder MPa) — bestimmen, wie gut der fertige Katalysator den mechanischen Belastungen durch die Reaktorbefüllung, Temperaturwechsel und den Langzeitbetrieb standhält. Diese Eigenschaften sind nicht rein zeolithspezifisch, sondern technische Eigenschaften, die durch die Kombination aus Zeolith, Bindemittel (wie Aluminiumoxid oder Siliziumdioxid) und dem Extrusionsverfahren bestimmt werden. Ein Katalysator, der in einem Bett im kommerziellen Maßstab unter seinem eigenen Gewicht zerbröckelt, erzeugt Feinanteile, die den Druckabfall und die Kanalisierung der Strömung erhöhen und letztendlich eine ungeplante Abschaltung zur Siebung oder zum Austausch des Katalysators erzwingen.
Diese intrinsischen und technischen Parameter sind nicht abstrakt. Sie machen den Unterschied zwischen einem Katalysator, der seine vorgesehene Lebensdauer erreicht, und einem, der einen vorzeitigen Austausch erforderlich macht. Für Raffinerien ist die Schlussfolgerung klar: Der Zeolith im Katalysator ist kein gewöhnlicher Rohstoff. Hersteller mit einer lückenlosen Qualitätskontrolle – von der Synthese des Rohpulvers über die Kristalltechnik bis hin zur Prüfung des Endprodukts – gewährleisten die Konsistenz, von der die Katalysatorleistung abhängt.
Auswirkungen in der Praxis: Wie sich Qualität auf die Wirtschaftlichkeit von Raffinerien auswirkt
Der Zusammenhang zwischen der Katalysatorqualität und der Gewinn- und Verlustrechnung der Raffinerie lässt sich über drei Kausalketten nachvollziehen.
Kette 1 - Kristallinität → Aktivität → Zykluslänge: Ein Zeolith mit suboptimaler Kristallinität zwingt die Raffinerie dazu, den Entparaffinierungsreaktor bei einer höheren Starttemperatur zu betreiben, um den angestrebten Pourpoint zu erreichen. Da die Endtemperatur durch die metallurgischen Grenzen des Reaktors festgelegt ist, bedeutet jedes Grad höhere Starttemperatur einen Verlust an Zyklusdauer. Eine Verkürzung der Lebensdauer des 20%-Zyklus bedeutet, dass eine Katalysatoreinheit, die eigentlich 5 Jahre halten sollte, ihren Betrieb bereits nach 4 Jahren beendet – und ein Katalysatorwechsel in einer kommerziellen Hydrotreating-Anlage verursacht Kosten in siebenstelliger Höhe, wenn man die Produktionsausfälle mit einberechnet.
Kette 2 - SiO₂/Al₂O₃ Ungleichgewicht → Selektivität → Produktwert: Ein Zeolith mit einem Silizium-Aluminium-Verhältnis außerhalb des Zielfensters verschiebt das Gleichgewicht zwischen Cracken und Isomerisierung. In einer Schmieröl-Entparaffinierungsanlage kostet eine Abweichung von 5% in der Flüssigkeitsausbeute - von 82% auf 77% - etwa $2-4 pro Barrel Einsatzmaterial an verlorenem Produktwert bei typischen Grundölpreisen der Gruppe III. Bei einer Anlage mit 10.000 BPD sind das $7-14 Millionen pro Jahr. Der Zeolith-Rohstoff wird in Dollar pro Kilogramm gepreist. Ein falsches Si/Al-Verhältnis wird in Millionen gemessen.
Kette 3 - Mechanische Festigkeit → Druckabfall → Betriebszeit: Ein Zeolith mit unzureichender Brechkraft erzeugt beim Beladen des Reaktors und bei thermischen Zyklen Feinanteile. Mit der Ansammlung von Feinanteilen in den Zwischenräumen des Bettes steigt der Druckabfall an. Bei einem kritischen Schwellenwert - in der Regel das 2-3-fache des Delta-P-Wertes des Reinbetts - muss die Anlage für ein Katalysatorscreening abgeschaltet werden. Ein ungeplanter Stillstand in einer Hydroprocessing-Anlage einer Raffinerie kostet $500.000 bis $1 Million pro Tag an entgangener Gewinnspanne. Die mechanische Integrität des Zeoliths ist keine Nebensache. Sie ist eine Versicherungspolice für die Betriebszeit.
Diese Ketten haben einen gemeinsamen Nenner: Sie gehen alle auf Faktoren zurück, die nicht in der Raffinerie, sondern in der Produktionsstätte des Zeolithherstellers entschieden werden. Die Katalysatorqualität wird von Grund auf aufgebaut - und der Grund ist das Zeolithpulver.
Die Zukunft der katalytischen Entparaffinierung: SAF, erneuerbarer Diesel und Katalysatoren der nächsten Generation
Drei Trends gestalten die Landschaft der katalytischen Entparaffinierung neu.
Nachhaltiger Flugkraftstoff (SAF) ist der wichtigste neue Nachfragefaktor. Die HEFA-Route (Hydroprocessed Esters and Fatty Acids) - der derzeit dominierende kommerzielle Weg für die SAF-Produktion - erzeugt ein wachsartiges, langkettiges paraffinisches Produkt, das isomerisiert werden muss, um die Kaltfluss-Spezifikationen für Düsentreibstoff zu erfüllen (Gefrierpunkt unter -40°C). Daher stehen isomerisierungsselektive Entparaffinierungskatalysatoren im Mittelpunkt des SAF-Produktionsflussdiagramms. Die HydroFlex-Technologiefamilie von Topsoe und die mesoporierten Isoentwachsungskatalysatoren von Evonik sind beide für diesen Markt positioniert, und es gibt bereits zahlreiche kommerzielle Referenzen für das Jahr 2025.
Erneuerbarer Diesel - das aus Altölen, Talg und Pflanzenölen hergestellt wird - gelangt mit einem anderen Verunreinigungsprofil in die Hydroprocessing-Anlage als fossile Rohstoffe: Sauerstoffverbindungen, Spurenmetalle und Phosphor. Die Entparaffinierungskatalysatoren müssen diese Verunreinigungen ohne irreversible Deaktivierung bewältigen. Der Mesoporositätstrend (größere Poren, kürzere Diffusionswege) ist hier unmittelbar relevant, da erneuerbare Rohstoffe sperrige sauerstoffhaltige Ausgangsstoffe (Triglyceride) und organometallische Verunreinigungen enthalten.

Katalysatortechnik der nächsten Generation schließt den Kreis zurück zur Zeolithqualität. Bei der bindemittelfreien Katalysatorformung - der Extrusion des Zeoliths ohne Aluminiumoxid- oder Siliziumdioxid-Bindemittel - wird die Alterung des Katalysators im Vergleich zu konventionell gebundenen Katalysatoren nachweislich erheblich reduziert, da unselektive Säureplätze auf der Oberfläche des Bindemittels eliminiert werden. Die Kristallsynthese im Nanomaßstab, die hierarchische Porenarchitektur und der präzise Kationenaustausch führen dazu, dass der Stand der Technik Katalysatoren hervorbringt, die eher "atomar spezifiziert" als "empirisch formuliert" sind.
Bei allen drei Trends ist die Konstante der Zeolith. Unabhängig davon, wie der Katalysator konstruiert ist - Cracken oder Isomerisierung, fossil oder erneuerbar, mikroporös oder hierarchisch - die materielle Grundlage ist immer ein synthetisches kristallines Alumosilikat mit genau kontrollierter Struktur, Zusammensetzung und Morphologie. Die Katalysatorleistung des Raffineriebetreibers beginnt mit der Qualität des Zeolithherstellers. Das Verständnis dieses Zusammenhangs macht den Unterschied zwischen dem Kauf eines Katalysators auf der Grundlage von Spezifikationen und einer fundierten technischen Entscheidung aus.
JALON liefert Zeolithe in Katalysatorqualität mit umfassender Qualitätskontrolle hinsichtlich Kristallinität, SiO₂/Al₂O₃-Verhältnis, Kristallgröße und Kationenaustausch. Kontakt zu unserem Team um Ihren nächsten Entparaffinierungskatalysator zu spezifizieren.
Referenzen
- Penn State University, College of Earth and Mineral Sciences. "Vergleich der Lösungsmittel- und katalytischen Entparaffinierungsmethoden". FSC 432: Petroleum Refining, 2014. https://fsc432.dutton.psu.edu/2014/06/22/comparison-of-the-solvent-and-catalytic-dewaxing-methods/
- Topsoe. "Unlock Dewaxing Performance with a Selective Dewaxing Catalyst in Fossil and Renewable Fuels Service". 2025. https://www.topsoe.com/blog/unlock-dewaxing-performance-with-a-selective-dewaxing-catalyst-in-fossil-and-renewable-fuels-service
- JALON Zeolith. "Kompetenz - Kundenspezifische Zeolith-Herstellung". https://www.jalonzeolite.com/capability/
- JALON Zeolith. Homepage. https://www.jalonzeolite.com/








