Der vollständige technische Leitfaden zur Regeneration von Molekularsieben
In den höchst anspruchsvollen Bereichen der industriellen Gasverarbeitung, der petrochemischen Raffination und der kryogenen Luftzerlegung dienen Molekularsiebe als ultimative Verteidigungslinie zur Erreichung ultrahoher Reinheitsstandards. Diese kristallinen Alumosilikate, die sich durch ihre gleichmäßige mikroporöse Struktur auszeichnen, sind in der Lage, Moleküle auf der Grundlage von präzisen kinetischen Durchmessern und Polaritäten selektiv einzuschließen. Die Betriebsfähigkeit, die kontinuierliche Zuverlässigkeit und die wirtschaftliche Effizienz jedes groß angelegten Adsorptionssystems - ob es sich nun um eine Erdgastrocknungsanlage, ein Wasserstoffreinigungssystem oder eine Ethanoltrocknungsanlage handelt - hängen jedoch vollständig von dem zyklischen, streng kontrollierten physikalischen Prozess ab, der als Regeneration bezeichnet wird.
Ohne eine angemessene und präzise Regeneration erreichen die inneren Hohlräume der Zeolithkristalle schnell ihre maximale Sättigungsgrenze. Sobald das Bett gesättigt ist, kommt es zu einem sofortigen "Durchbruch", der es den Verunreinigungen ermöglicht, das Adsorptionsmittel zu umgehen. Dies führt zur Korrosion der nachgeschalteten Anlagen, zur Vergiftung des Katalysators, zum Einfrieren der Rohrleitungen und zur katastrophalen Erzeugung von Off-Spec-Produkten. Das Verständnis der Thermodynamik, der Strömungsmechanik und der genauen Steuerung der Parameter, die dem Regenerationsprozess zugrunde liegen, ist nicht nur eine betriebliche Empfehlung, sondern eine absolute technische Voraussetzung für die Aufrechterhaltung der Betriebszeit und der Sicherheit der Anlage.
Dieser umfassende technische Leitfaden bietet eine objektive, tiefgreifende Analyse der physikalischen Mechanismen der Molekularsieb-Regeneration. Er vergleicht die primären Methoden der Thermo-Swing-Adsorption (TSA) und der Druck-Swing-Adsorption (PSA), beschreibt Schritt für Schritt die Standardbetriebsverfahren, legt die genauen Temperaturschwellenwerte fest, die für die verschiedenen Molekularsiebtypen (3A, 4A, 5A und 13X) erforderlich sind, und untersucht die Ursachen für die Materialdegradation. Durch die Beherrschung dieser technischen Prinzipien können Anlagenbetreiber und Verfahrenstechniker die Systemeffizienz optimieren, die Lebensdauer der Adsorptionsmittel erheblich verlängern und die Betriebskosten streng kontrollieren.
Der Hauptzweck der Regeneration von Molekularsieben
Auf der grundlegenden Ebene der physikalischen Chemie ist die Adsorption von Molekülen an einem Molekularsieb ein exothermes Phänomen, das durch lokale elektrostatische Wechselwirkungen, Dipol-Dipol-Anziehung und Van-der-Waals-Kräfte angetrieben wird. Wenn ein verunreinigter Gas- oder Flüssigkeitsstrom das dicht gepackte Adsorptionsmittelbett durchdringt, werden Zielmoleküle (Adsorbate) wie Wasser (H₂O), Kohlendioxid (CO₂) oder Schwefelwasserstoff (H₂S) in das Kristallgitter gezogen und sicher in den Mikroporen immobilisiert. Im Laufe der Betriebszeit werden die verfügbare interne Oberfläche und das Porenvolumen vollständig besetzt, wodurch ein thermodynamisches Gleichgewicht zwischen dem in der flüssigen Phase verbleibenden Adsorbat und dem in der festen Matrix eingeschlossenen Adsorbat hergestellt wird.
Das primäre physikalische Ziel der Regeneration von Molekularsieben ist die künstliche und systematische Störung dieses Gleichgewichts. Durch Änderung des internen thermodynamischen Zustands des Adsorptionssystems - insbesondere durch Zufuhr von Wärmeenergie zur Erhöhung der Temperatur oder durch Senkung des gesamten Systemdrucks zur Verringerung des Partialdrucks des Adsorbats - wird die kinetische Energie der eingeschlossenen Moleküle erhöht. Sobald diese kinetische Energie die Aktivierungsenergie der bindenden Van-der-Waals-Kräfte übersteigt, lösen sich die Adsorbatmoleküle gewaltsam von den aktiven Stellen auf dem Aluminosilikatgerüst und diffundieren zurück in die Hauptgasphase. Dieser Prozess wird formell als Desorption bezeichnet.
Aus Sicht der Technik und des Betriebsmanagements besteht der direkte, makroskopische Zweck der Regeneration in der strategischen Beeinflussung der Massentransferzone (MTZ). Die MTZ ist die spezifische, aktive Querschnittsfläche innerhalb des Adsorptionsmittelbetts, in der der tatsächliche Stoffübergang von Verunreinigungen aus dem Flüssigkeitsstrom auf den festen Zeolith stattfindet. Mit fortschreitendem Adsorptionszyklus wandert die MTZ stetig vom Einlass des Behälters zum Auslass. Wenn die Vorderkante des MTZ den Bettauslass erreicht, kommt es zum Durchbruch der Verunreinigungen.
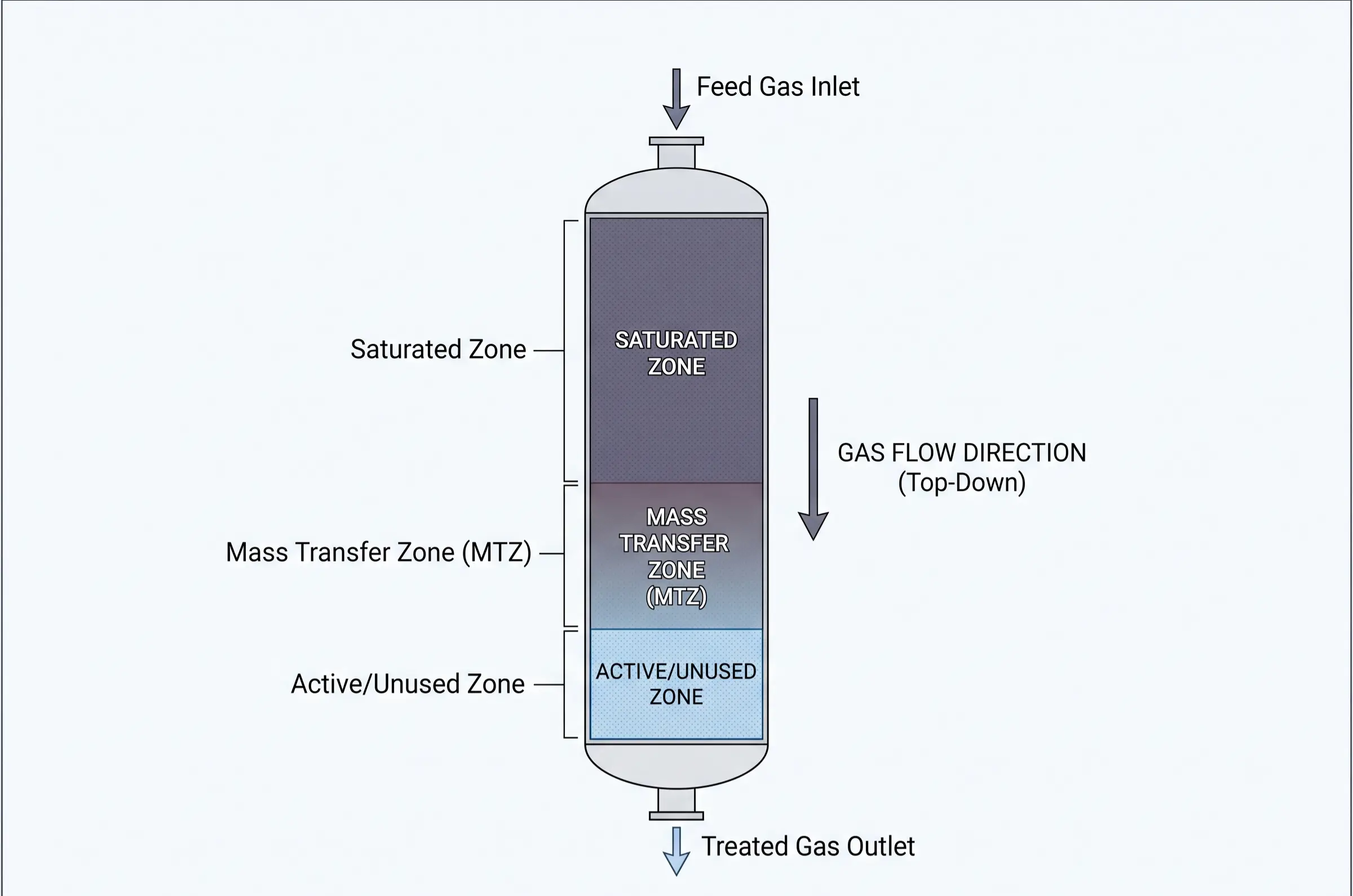
Die Regeneration wird durchgeführt, um die Massentransferzone zwangsweise an den Boden (oder den ursprünglichen Einlass) des Bettes zurückzudrücken. Durch die gründliche Entfernung der angesammelten Verunreinigungen aus den kristallinen Poren wird die dynamische Adsorptionskapazität (die tatsächliche Arbeitskapazität des Bettes unter bestimmten dynamischen Strömungsbedingungen) vollständig wiederhergestellt. Das ultimative technische Ziel dieser zyklischen Wiederherstellung ist daher die Optimierung der Betriebskosten (OPEX). Durch die hocheffiziente Regeneration können Aufbereitungsanlagen genau dieselbe Charge an hochwertigem Adsorptionsmittel für Tausende von kontinuierlichen Zyklen über mehrere Jahre hinweg verwenden. Dies garantiert kontinuierlich die absolute Reinheit der nachgeschalteten Prozessgase und verhindert gleichzeitig die massiven Kapitalkosten, die mit einem vorzeitigen Austausch des Adsorptionsmittels verbunden sind, sowie die schwerwiegenden Energieverluste, die durch eine ineffiziente Heizung entstehen.
Molekularsieb-Regeneration vs. Aktivierung: Die wichtigsten Unterschiede
Ein weit verbreiteter und potenziell äußerst schädlicher Irrtum im industriellen Beschaffungswesen und unter jungen Verfahrensingenieuren ist die Vermengung der Begriffe "Aktivierung" und "Regeneration". Bei beiden Prozessen wird zwar intensive thermische Energie eingesetzt, um flüchtige Substanzen aus der Zeolithstruktur zu entfernen, sie finden jedoch in völlig unterschiedlichen Phasen des Lebenszyklus des Molekularsiebs statt, dienen grundlegend unterschiedlichen Zwecken und arbeiten unter sehr unterschiedlichen thermodynamischen Parametern und Temperaturbedingungen. Das Verständnis dieses Unterschieds ist entscheidend für die Sicherheit der Anlagen.
Der Aktivierungsprozess (Herstellungsphase)
Die Aktivierung ist ein hochgradig kontrollierter metallurgischer Prozess bei extremen Temperaturen, der ausschließlich in der Produktionsstätte des Molekularsiebherstellers stattfindet, normalerweise in massiven industriellen Drehrohröfen oder speziellen Röstöfen. Wenn synthetisches Rohzeolith bei der chemischen Herstellung zum ersten Mal kristallisiert wird, sind seine mikroskopisch kleinen Poren vollständig mit Kristallwasser und den organischen Templatmitteln (z. B. Amine oder bestimmte quaternäre Ammoniumsalze) geflutet, die für die Bildung des spezifischen Kristallgerüsts verwendet wurden. In diesem "rohen" und nicht kalzinierten Zustand besitzt das Molekularsieb absolut keine dynamische Adsorptionskapazität.
Um das Material funktionell porös zu machen, setzen die Hersteller das Rohpulver oder die geformten Pellets extremen Aktivierungstemperaturen zwischen 500°C und 600°C aus. Bei diesen extremen thermischen Schwellenwerten werden die organischen Schablonenmoleküle vollständig thermisch zersetzt und verbrannt, während das tief sitzende strukturelle Wasser gewaltsam aus dem kristallinen Gitter ausgetrieben wird. Durch diesen Prozess entstehen die riesigen, leeren, dreidimensionalen Hohlräume, in denen sich schließlich die industriellen Schadstoffe festsetzen. Da es sich bei der Aktivierung um einen einmaligen Formatierungsprozess handelt, der das ursprüngliche chemische Gerüst beseitigen soll, überschreiten die hier angewandten thermischen Grenzwerte die absolute physikalische Toleranz des Materials. Bedienern, die die komplexen Herstellungsschritte hinter dieser ersten Vorbereitung verstehen wollen, empfehlen wir dringend die Lektüre eines Vollständige Anleitung zur Aktivierung des Molekularsiebs um die grundlegende Materialwissenschaft zu verstehen.
Der Regenerationsprozess (Operative Phase)
In krassem Gegensatz dazu findet die Regeneration in der Anlage des Endverbrauchers statt, und zwar ausschließlich in der lokalen Umgebung der in Betrieb befindlichen Feldausrüstung, wie z. B. den Doppelturm-Trocknungsbehältern in einer Erdgasverarbeitungsanlage oder den Vorreinigungseinheiten (PPU) in einer kryogenen Luftzerlegungsanlage. Bei der Regeneration handelt es sich um ein zyklisches, routinemäßiges Wartungsverfahren, das ausschließlich dazu dient, die spezifischen Prozessverunreinigungen (wie Luftfeuchtigkeit, CO₂-Spuren oder Schwefelverbindungen) zu entfernen, die sich während des normalen Anlagenbetriebs angesammelt haben.
Die Betriebsparameter für die Regeneration vor Ort sind durch die etablierten materialwissenschaftlichen Grenzen streng begrenzt. Industriell übliche Regenerationstemperaturen werden sorgfältig zwischen 150°C und 350°C (302°F bis 662°F) kontrolliert, was ausschließlich von der Art des Molekularsiebs und der Zähigkeit des spezifischen adsorbierten Schadstoffs abhängt. Es ist eine absolute, nicht verhandelbare technische Vorgabe, dass die lokalen Betttemperaturen während der Regeneration vor Ort niemals 450°C (842°F) überschreiten dürfen. Wenn ein betriebsbereites Molekularsiebbett Temperaturen von 450°C oder mehr ausgesetzt wird, kommt es zu einem dauerhaften Phasenübergang im Aluminosilikat-Bindemittel und in den Zeolithkristallen selbst, was zu einem irreversiblen Zusammenbruch des Kristallgitters, einem weit verbreiteten Porenverschluss und dem vollständigen, dauerhaften Verlust der dynamischen Adsorptionskapazität führt.
Primäre Methoden zur Regeneration von Molekularsieben
Industrielle Adsorptionssysteme werden grundsätzlich nach dem primären thermodynamischen Mechanismus eingeteilt, der zur Umkehrung des Adsorptionsgleichgewichts eingesetzt wird. Die beiden vorherrschenden und technologisch ausgereiften Methoden, die weltweit eingesetzt werden, sind die thermische Swing-Adsorption (TSA) und die Druckwechseladsorption (PSA). Die technische Auswahl zwischen diesen beiden Verfahren hängt von der erforderlichen Reinheit des Produktgases, dem zu verarbeitenden Gasvolumen, der spezifischen Konzentration der Verunreinigungen und der Verfügbarkeit von Anlagenhilfsmitteln wie Abwärme oder Hochdruckverdichtung ab.
Thermal Swing Adsorption (TSA) Verfahren
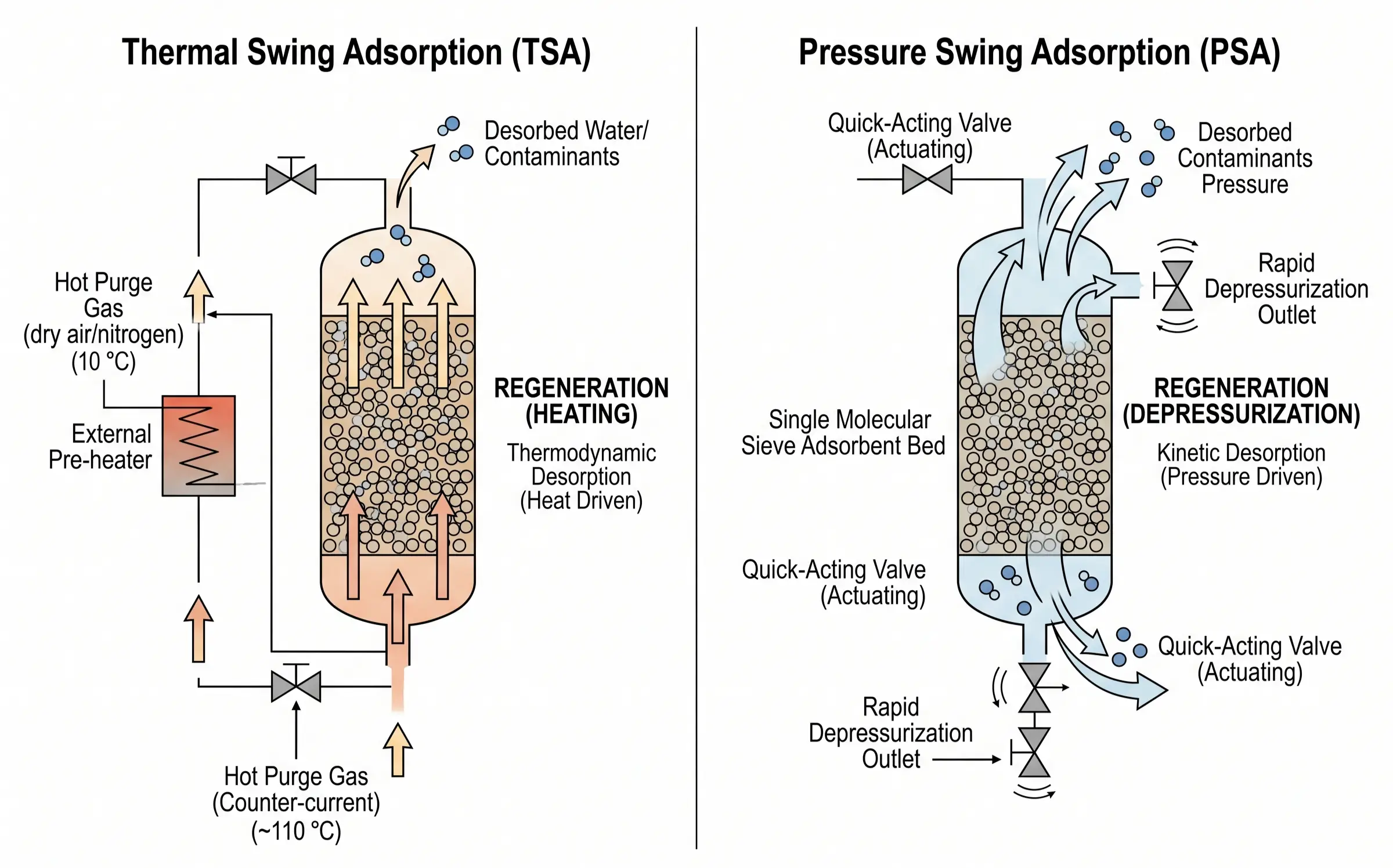
Das TSA-Verfahren (Thermal Swing Adsorption) basiert auf dem thermodynamischen Prinzip, dass die Adsorptionskapazität eines Molekularsiebs mit steigender Systemtemperatur exponentiell abnimmt. Bei Umgebungstemperaturen (z.B. 20°C bis 40°C) weist das Zeolithgitter eine hohe Affinität für polare Moleküle und Spurenverunreinigungen auf. Wenn jedoch während der Regenerationsphase ein Hochtemperatur-Spülgas in das Bett eingeleitet wird, erhöht die lokalisierte Wärmeenergie die kinetische Schwingung der adsorbierten Moleküle drastisch. Diese zusätzliche thermische Energie überwindet leicht die elektrostatischen Haltekräfte und treibt das Gleichgewicht aggressiv in die Gasphase zur Desorption.
TSA-Systeme werden allgemein für Betriebsszenarien bevorzugt, die eine extreme Entfernung von Verunreinigungen im Ultraspurenbereich erfordern, was gemeinhin als "Tiefenreinigung" bezeichnet wird. Dazu gehören die kryogene Erdgastrocknung (Verhinderung der Hydratbildung bei Temperaturen unter Null) und die Tiefenentschwefelung oder Entkohlung. Der Betrieb von TSA ist durch lange, anhaltende Zykluszeiten gekennzeichnet, die in der Regel zwischen 8 und 24 Stunden pro Zyklus liegen, da das Erhitzen und Kühlen massiver Zeolithschichten ein langsamer, wärmeintensiver Prozess ist. Daher ist für die TSA unbedingt eine robuste externe Wärmequelle erforderlich, z. B. elektrische Tauchsieder, direkt befeuerte Gasheizungen oder integrierte Abwärmerückgewinnungssysteme.
Druckwechseladsorptionsverfahren (PSA)
Im Gegensatz dazu funktioniert das Druckwechseladsorptionsverfahren (PSA) nach dem dynamischen kinetischen Prinzip, dass die Adsorptionskapazität stark vom Partialdruck des Zielgases abhängt. Nach den Grundsätzen der Langmuir-Adsorptionsisotherme nimmt das Molekularsieb bei erhöhtem Systemdruck rasch große Gasmengen auf. Wird dieser Druck rasch verringert, verschiebt sich das Gleichgewicht augenblicklich, so dass die Adsorbatmoleküle desorbieren und sich von der festen Matrix lösen.
Die PSA-Technologie ist der Industriestandard für großvolumige, makroskopische Gastrennanwendungen und nicht für die Entfernung von Spurenverunreinigungen. Typische Anwendungen sind die Erzeugung von hochreinem industriellem Sauerstoff oder Stickstoff aus atmosphärischer Luft oder die Gewinnung von hochreinem Wasserstoff aus Synthesegas oder Raffinerieabgasen. Der Betrieb von PSA zeichnet sich dadurch aus, dass sie ausschließlich bei Temperaturen nahe der Umgebungstemperatur funktioniert. Der thermische Swing ist vernachlässigbar. Stattdessen stützt sich das Verfahren stark auf schnelle, kontinuierliche mechanische Zyklen. Die Zykluszeiten bei der PSA sind extrem kurz und reichen oft von wenigen Minuten bis hinunter zu nur zehn Sekunden. Die gesamte Regenerationskraft beruht auf der sofortigen Freigabe des Systemdrucks (Abblasen), wodurch die Verunreinigungen dynamisch aus den Mikroporen herausgeschleudert werden, ohne dass eine externe Wärmezufuhr erforderlich ist.
Das Standard-Molekularsieb-Regenerationsverfahren
Um die Komplexität des Molekularsieb-Managements vollständig zu verstehen, muss man die genauen, schrittweisen Betriebsverfahren untersuchen, die für diese Systeme gelten. In modernen industriellen Kontrollräumen stellen TSA- und PSA-Systeme völlig unterschiedliche Betriebsparadigmen dar. Im Folgenden werden die Standard-Regenerationsabläufe für beide Methoden detailliert aufgeschlüsselt, wobei die Parallelität der thermischen und kinetischen Desorptionsmechanismen hervorgehoben wird.
Standard-TSA-Regenerationsprozess (zeitbasierte Sequenz)
Die TSA-Sequenz ist ein sorgfältig getaktetes thermisches Verfahren, das darauf ausgelegt ist, große Wärmemengen sicher zu importieren und zu exportieren, ohne die empfindliche Keramikstruktur des Adsorptionsmittels zu beschädigen.
Phase 1: Aufheizen mit Spülgas (Aufheizen und Desorption)
In der physikalischen Realität eines TSA-Systems sind Aufheizen und Spülen keine aufeinander folgenden Schritte, sondern inhärent parallele und gekoppelte Mechanismen. In Phase 1 wird ein stark getrocknetes Hochtemperatur-Regenerationsgas (das Spülgas) in das gesättigte Bett eingeleitet. Die beste technische Praxis schreibt vor, dass dieses heiße Gas in einem Gegenstrom Richtung relativ zum normalen Adsorptionsstrom. Wenn die Adsorption von oben nach unten erfolgt, muss die Erwärmung von unten nach oben erfolgen. Dadurch wird verhindert, dass das desorbierte Wasser aus der stark gesättigten Eintrittszone tiefer in die ultratrockene Austrittszone des Bettes gedrückt wird, was den Polierbereich des Siebes dauerhaft vergiften würde.
Während dieser Phase bricht die thermodynamische Wirkung der steigenden Temperatur die Van-der-Waals-Kräfte, während die kinetische Wirkung des konstanten Spülgases den Dampfdruck des Schadstoffs im umgebenden Hohlraum kontinuierlich senkt und die freigesetzten Moleküle physisch aus dem Behälter befördert. Um ein katastrophales strukturelles Versagen zu verhindern, müssen die Betreiber die Aufheizrate streng kontrollieren. Die Aufheizrate ist in der Regel auf 30°C bis 50°C pro Stunde beschränkt. Schnelle thermische Spitzen verursachen immense thermische Gradienten zwischen dem Äußeren und dem Inneren der Zeolithpellets, was zu thermischen Spannungsbrüchen führt. Die Aufheizphase gilt erst dann als abgeschlossen, wenn die Temperatur des ausströmenden Gases am Ausgang des Bettes mindestens 150 °C erreicht (je nach Sieb jedoch oft höher) und mehrere Stunden lang ein stabiles Temperaturplateau beibehält, was beweist, dass das gesamte tiefsitzende latente Wasser erfolgreich abgekocht und evakuiert wurde.
Phase 2: Kühlung mit trockenem Schwitzgas
Sobald die Desorption abgeschlossen ist, wird die externe Wärmeversorgung sichergestellt, aber das Bett liegt derzeit bei 200°C bis 300°C. Es kann nicht wieder in Betrieb genommen werden, um Umgebungsgas zu verarbeiten, da seine Adsorptionskapazität bei erhöhten Temperaturen praktisch gleich Null ist. In Phase 2 wird der Durchfluss des Spülgases fortgesetzt, wobei jedoch die Heizung abgeschaltet wird, um die Temperatur des Bettes langsam und sicher auf das Niveau der Umgebungstemperatur zu senken.
Diese Phase enthält die kritischsten und risikoreichsten Betriebsabläufe des gesamten Prozesses. Das eingesetzte Kühlgas muss einen außergewöhnlich niedrigen Taupunkt haben (z. B. unter -40 °C). Es ist strengstens untersagt, feuchtes, unbehandeltes Prozessgas zur Kühlung eines heißen Molekularsiebbetts zu verwenden. Wenn ein heißes, vollständig ausgetrocknetes Zeolith plötzlich Feuchtigkeit ausgesetzt wird, nehmen die Kristalle das Wasser sofort auf. Diese schnelle Adsorption setzt einen gewaltigen, heftigen Ausbruch thermischer Energie frei, der als Latente Wärme der Adsorption. Diese örtlich begrenzte Energiefreisetzung kann dazu führen, dass die Temperatur des Bettes innerhalb von Sekunden unkontrolliert um Hunderte von Grad ansteigt, wodurch das Bindemittel buchstäblich gekocht wird, das eingeschlossene Wasser im Inneren kocht und die Pellets zu unbrauchbarem Staub zerspringen (pulverisiert werden), wodurch der gesamte mehrere Millionen Dollar teure Lagerbestand durch einen einzigen Fehler vernichtet wird.
Standard PSA-Regenerationsverfahren (druckbasierte Sequenz)
Die PSA-Sequenz verzichtet gänzlich auf Hitze und verlässt sich stattdessen auf mechanische Hochgeschwindigkeitsventile und die kinetischen Kräfte eines schnellen Druckabbaus, um Verunreinigungen aus dem Bett zu entfernen.
Phase 1: Druckentlastung / Abblasen
Wenn der Online-Adsorberbehälter seinen berechneten Sättigungspunkt erreicht, schließen sich die Einlassventile schnell. Unmittelbar danach öffnen sich die Auslassventile, wodurch der Innendruck des Behälters von seinem hohen Arbeitsdruck auf nahezu atmosphärischen Druck (oder einen leichten Überdruck) absinkt. Nach den Adsorptionsisothermen ändert dieser plötzliche, drastische Partialdruckabfall den Gleichgewichtszustand augenblicklich. Die große Menge an Adsorbaten (z. B. Stickstoff in einem Sauerstoffgenerator) wird zwangsweise aus den Mikroporen verdrängt und in die Atmosphäre oder ein sekundäres Rückgewinnungssystem abgeleitet.
Der technische Aspekt ist hier die Fluiddynamik. Die Druckabbaugeschwindigkeit (dP/dt) muss durch Blenden oder Einstellventile streng kontrolliert werden. Ist die Abblasung zu stark, hebt die extreme Aufwärtsgeschwindigkeit des sich ausdehnenden Gases die Adsorptionsmittelkügelchen physikalisch an, wodurch das Bett "fluidisiert" oder kocht. Dieses heftige Taumeln und die Reibung zwischen den Keramikpellets erzeugt große Mengen an abrasivem Staub, was zu schwerwiegenden Druckabfallproblemen und schließlich zu einem mechanischen Ausfall des Systems führt.
Phase 2: Säubern / Fegen
Solange sich der Behälter im niedrigsten Druckzustand befindet, reicht eine bloße Druckentlastung selten aus, um die tiefsten Mikroporen zu reinigen. Um eine vollständige Regeneration zu erreichen, wird ein kleiner Strom von ultrahochreinem Produktgas (oder einem anderen hochgetrockneten Trägergas) bei niedrigem Druck und im Gegenstrom eingeleitet. Dadurch werden die verbleibenden Spuren von Verunreinigungen aggressiv aus den Makroporen und Zwischenräumen herausgeschrubbt, wodurch das lokale Gleichgewicht durchbrochen und die dynamische Adsorptionskapazität des Bettes vollständig auf ihren maximalen Ausgangswert zurückgesetzt wird.
Phase 3: Repressalien
Bevor der Behälter wieder in Betrieb genommen werden kann, um Hochdruck-Einspeisegas aufzunehmen, muss er sicher wieder unter Druck gesetzt werden. Das Öffnen eines Hochdruck-Einspeiseventils in einem Niederdruckbehälter würde eine Schallstoßwelle erzeugen, die die oberste Schicht des Molekularsiebbetts pulverisieren würde. Daher wird der Druck sanft wieder aufgebaut, oft unter Verwendung von Produktgas aus einem parallelen aktiven Turm (ein Prozess, der als Druckausgleich bekannt ist). Dadurch wird nicht nur wertvolles Druckgas gespart, was die Gesamteffizienz der Anlage erhöht, sondern auch sichergestellt, dass der Druck im Bett reibungslos an den Arbeitsdruck angeglichen wird, so dass der nächste Adsorptionszyklus nahtlos und ohne mechanische Stöße beginnen kann.
Regenerationsparameter für verschiedene Molekularsiebtypen
Da Molekularsiebe mit unterschiedlichen Porendurchmessern und Gerüstzusammensetzungen synthetisiert werden, ist ihre spezifische Affinität für Wasser und andere polare Moleküle sehr unterschiedlich. Folglich muss die thermodynamische Energie, die zum Aufbrechen der Adsorptionsbindungen während eines TSA-Zyklus erforderlich ist, sorgfältig auf den spezifischen Zeolithtyp im Behälter abgestimmt werden. Die Anwendung eines allgemeinen Heizprofils auf alle Molekularsiebe führt entweder zu einer unvollständigen Desorption (wenn die Temperatur zu niedrig ist) oder zu einer beschleunigten hydrothermalen Zersetzung (wenn die Temperatur unnötig hoch ist).
In der folgenden technischen Matrix sind die optimalen Regenerationsparameter, die wichtigsten Betriebsschwierigkeiten und die kritischen Temperaturgrenzen für die vier gängigsten industriellen Molekularsiebvarianten aufgeführt.
| Siebtyp | Optimaler Temperaturbereich | Kernschwierigkeit / Anwendungshinweise | Kritischer Betriebspunkt |
|---|---|---|---|
| 3A | 170°C - 220°C | Aufgrund seiner geringen Porengröße (3 Ångströms) wird 3A vor allem bei der Dehydratisierung von Ethanol und der Trocknung von Spaltgas (Ethylen/Propylen) eingesetzt. Die Hauptschwierigkeit besteht darin, die Koadsorption reaktiver Olefine zu verhindern. Die Temperaturen müssen strikt eingehalten werden; übermäßige Hitze in Gegenwart von organischen Stoffen kann zu starker Verkokung und Kohlenstoffablagerung an der Außenseite der Perlen führen. | Überschreiten Sie nicht 250°C, um eine beschleunigte Polymerbildung und Verkokung zu vermeiden. |
| 4A | 200°C - 250°C | Das Standard-Arbeitspferd für die allgemeine Lufttrocknung von Instrumenten und die Dehydrierung von Erdgas. Die Desorption ist relativ einfach, aber das Bett muss gründlich gespült werden, damit bei der Wiederinbetriebnahme Taupunkte von -100°C erreicht werden können. | Behalten Sie gleichmäßige Aufheizraten bei. Ein Überschreiten der Temperatur von 450 °C führt zum dauerhaften Zusammenbruch der Natrium-A-Kristallstruktur. |
| 5A | 200°C - 300°C | Wird häufig für die Trennung von Normal- und Isoparaffinen sowie für die Entschwefelung (H₂S-Entfernung) verwendet. Die zweiwertigen Kalzium-Ionen erzeugen ein stärkeres elektrostatisches Feld als Natrium, was bedeutet, dass die Verunreinigungen stärker festgehalten werden. Folglich ist der Desorptionswiderstand deutlich höher als bei 4A, so dass höhere Ausgangstemperaturen erforderlich sind, um eine vollständige Regeneration zu erreichen. | Eine sorgfältige Überwachung des Abgases ist erforderlich, um eine vollständige Schwefeldesorption vor Beginn der Kühlung sicherzustellen. |
| 13X | 250°C - 350°C | Höchste Desorptionsenergie erforderlich. 13X ist einzigartig; es hat zwar den größten Porendurchmesser (10 Ångström), aber der physikalische Grund dafür, dass es die höchste Regenerationstemperatur erfordert, ist im Wesentlichen auf sein außergewöhnlich niedriges Verhältnis von Kieselerde zu Aluminiumoxid (Si/Al) zurückzuführen. Dieses niedrige Verhältnis führt zu einem sehr dichten, sehr starken elektrostatischen Feld und einer extremen polaren Affinität innerhalb des Kristallgerüsts. Die latente Adsorptionswärme für Wasser auf 13X ist immens. Daher müssen die Betreiber eine wesentlich höhere thermische Energie aufbringen, um dieses starke Gleichgewicht zu durchbrechen. | Verlängertes Temperaturplateau erforderlich. |
Mechanismen des Abbaus und der Alterung von Molekularsieben
Kein Molekularsieb ist ewig haltbar. Selbst bei sorgfältigster Betriebskontrolle wird die dynamische Adsorptionskapazität eines Zeolithbetts über Tausende von Regenerationszyklen hinweg stetig abnehmen. Wenn man jedoch die physikalischen und chemischen Mechanismen dieses Abbaus versteht, kann man zwischen normalem Verschleiß und vorzeitigem, katastrophalem Versagen unterscheiden. Für Verfahrensingenieure ist die Abschwächung dieser Versagensmodi die Essenz des Lebenszyklusmanagements.
Hydrothermale Alterung (Dealumination)
Die hydrothermale Alterung ist die am weitesten verbreitete und unvermeidliche Form der chemischen Zersetzung in TSA-Systemen. In den frühen Stadien der Erhitzungsphase, wenn das Bett noch eine große Menge an eingeschlossenem Wasser enthält, führt die örtlich begrenzte Wärmezufuhr dazu, dass dieses Wasser zu Hochtemperatur- und Hochdruckdampf verdampft. Wenn das empfindliche Aluminosilikatgitter über Tausende von Stunden hinweg dem Hochtemperaturdampf ausgesetzt ist, kommt es zu einer chemischen Reaktion, die als Dealumination bezeichnet wird. Der Dampf greift das Gerüst chemisch an und löst die Aluminiumatome aus der kristallinen Struktur. Dies führt dazu, dass die inneren Mikroporen allmählich kollabieren und miteinander verschmelzen, wodurch die gesamte innere Oberfläche dauerhaft verringert wird und die dynamische Kapazität dauerhaft schrumpft. Um dies abzumildern, müssen die Betreiber sicherstellen, dass das Regenerationsspülgas außergewöhnlich trocken ist und die Aufheizraten so gesteuert werden, dass das Wasser entweichen kann, bevor die Systemtemperaturen ihren Höchststand erreichen.
Verkokung und Verunreinigung (Porenverstopfung)
Im Gegensatz zur hydrothermalen Alterung, bei der die Struktur beschädigt wird, versperrt die Verkokung den Zugang zur Struktur vollständig. Wenn das einströmende Prozessgas oder das Regenerationsträgermedium Spuren von schweren Kohlenwasserstoffen, Kompressorschmierölen oder reaktiven Aminen enthält, ist die Katastrophe vorprogrammiert. Da das Bett während der Regeneration auf 200°C - 300°C erhitzt wird, werden diese schweren organischen Moleküle direkt an der Oberfläche der Zeolithpellets thermisch gecrackt und verkohlt. Dabei bildet sich eine harte, undurchdringliche Schicht aus Kohlenstoff (Koks), die wie Zement wirkt und die Eingänge zu den Mikroporen dauerhaft verschließt. Auch wenn die innere Kapazität technisch intakt bleibt, können die Adsorbatmoleküle nicht mehr in die Poren eindringen. Um dies zu verhindern, ist absolute Wachsamkeit im Vorfeld erforderlich, was die Installation und strenge Wartung von hocheffizienten Koaleszenzfiltern und Kohlenstoffschutzbetten erfordert, um Öle abzufangen, bevor sie das Molekularsieb überhaupt berühren.

Thermische Belastung und mechanische Pulverisierung
Mechanisches Versagen äußert sich in Form von "Staubbildung" oder "Pulverisierung", was zu starken Druckabfallspitzen im Bett führt. Zeolith-Pellets sind keramisch; sie sind bei statischer Kompression außerordentlich stark, aber sehr spröde, wenn sie Spannungen oder Temperaturschocks ausgesetzt sind. Wenn ein Bediener zu schnell Wärme zuführt, dehnt sich das Äußere des Pellets thermisch aus, während der Kern kühl bleibt, was zu immensen inneren Scherspannungen führt, die das Pellet von innen heraus zerreißen. Wenn die Gasgeschwindigkeiten während der PSA-Abblasphase oder der TSA-Spülphase die Auslegungsgrenzen überschreiten, führen die aerodynamischen Auftriebskräfte dazu, dass die Pellets physisch aufeinanderprallen, sich abschleifen und aneinander reiben. Um diese mechanische Zerstörung zu verhindern, müssen die schrittweisen Temperaturanstiegsraten, die kontrollierte Ventilsequenzierung und die korrekten Bettunterstützungs-/Verdichtungsprotokolle jederzeit strikt befolgt werden.
Leistungsbewertung und Effizienzfaktoren
Theoretisches Wissen über die Regeneration muss in umsetzbare, messbare Diagnosen in der Anlage umgesetzt werden. Die Bediener müssen die Effizienz des Regenerationszyklus anhand von Echtzeit-Telemetriedaten aus dem verteilten Steuerungssystem (DCS) kontinuierlich bewerten. Sich ausschließlich auf einen Timer zu verlassen, um den Zyklusabschluss zu diktieren, ist eine rudimentäre und risikoreiche Betriebsstrategie.
Schlüsselindikatoren für eine erfolgreiche Regeneration
- Temperaturprofil Konvergenz: Der zuverlässigste thermodynamische Indikator für eine erfolgreiche TSA-Aufheizphase ist die Verringerung des Temperaturunterschieds zwischen dem Betteinlass und -auslass. Zu Beginn der Aufheizung verliert das heiße Gas seine Energie vollständig an das kalte Bett und das verdampfende Wasser. Wenn das Bett trocknet und sich erwärmt, dringt die Wärmewelle bis zum Boden durch. Wenn die Auslauftemperatur (Auslass) ansteigt, den angestrebten Schwellenwert (z.B. 150°C+) erreicht und sich stabilisiert, beweist dies, dass das Bett das thermische Gleichgewicht erreicht hat und das latente Wasser verschwunden ist.
- Online-Taupunktstabilität: Der ultimative Leistungsmaßstab. Nach dem Zurückschalten des regenerierten Behälters in den aktiven Adsorptionszyklus sollte das Feuchtemessgerät in der Produktgasleitung sofort einen extrem niedrigen, stabilen Taupunkt anzeigen (je nach System oft unter -100°C). Wenn der Taupunkt zu Beginn des Zyklus in die Höhe schnellt, ist dies der Hauptindikator für eine unvollständige Regeneration oder ein stark degradiertes Bett.
- Druckabfall (ΔP) Integrität: Die mechanische Integrität wird mit Hilfe von Differenzdrucktransmittern über dem Bett überwacht. Ein gesundes Bett weist einen stabilen, vorhersehbaren Druckabfall auf, der von der Gasgeschwindigkeit abhängt. Beginnt der ΔP-Wert über mehrere Zyklen hinweg einen stetigen, irreversiblen Aufwärtstrend, ist dies ein eindeutiges Warnzeichen dafür, dass die Pellets pulverisieren, zerfallen und die interstitiellen Gasströmungskanäle verstopfen, was eine sofortige technische Untersuchung erfordert.
Kritische Variablen, die die Effizienz der Regeneration beeinflussen
Bei der Fehlersuche in einem ineffizienten Regenerationszyklus müssen Verfahrenstechniker drei grundlegende Variablen prüfen:
- Spülgas-Volumendurchsatz: Für die Thermodynamik ist Wärme erforderlich, für die Kinetik jedoch ein Durchfluss. Ist der Massendurchsatz des Regenerations-Trägergases zu gering, fehlt ihm die Transportkapazität, um die desorbierte Feuchtigkeit aus dem Behälter zu spülen. Die Feuchtigkeit wird lediglich ein lokales Gleichgewicht erreichen und sich beim Abkühlen tiefer im Bett ablagern.
- Heizleistung und Wirkungsgrad der Wärmeübertragung: Im Laufe der Zeit können elektrische Heizbündel verkalken oder befeuerte Heizelemente können an Brennerleistung verlieren. Wenn die erforderliche Wärmemenge nicht erfolgreich in das Spülgas übertragen wird, erreicht das Bett nie die kritischen Desorptionstemperaturen, unabhängig davon, wie lange der Zyklus läuft.
- Ventilabdichtung und interne Leckage: Dies ist der häufigste, aber auch der versteckteste Schuldige. Große Schaltventile nutzen sich zwangsläufig ab. Wenn ein heißes Regenerationsventil während der Kühl- oder Standby-Phase auch nur einen Bruchteil des feuchten Speisegases in das System entweichen lässt, wird das Bett vorzeitig mit Feuchtigkeit vorbelastet, bevor der Adsorptionszyklus überhaupt beginnt, was die Betriebszykluszeit drastisch verkürzt.
Auswahl hochbeständiger Molekularsiebe
Während präzise Regenerationsparameter die Degradation abmildern, bestimmt die angeborene mechanische und hydrothermale Stabilität des Molekularsiebs letztlich die Lebensspanne des Systems. Minderwertige Adsorptionsmittel sind sehr anfällig für Verstaubung und strukturellen Zusammenbruch bei kontinuierlichen Temperatur- und Druckschwankungen.
JALON, ein führender Hersteller mit über 28 Jahren Erfahrung, entwickelt Molekularsiebe, die für extreme zyklische Belastungen ausgelegt sind. Unterstützt von einem Expertenteam mit mehr als 20 Jahren Erfahrung in der Petrochemie vor Ort, bieten wir vollständig maßgeschneiderte Adsorptionslösungen und kostenlose technische Bewertungen, um Ihren Regenerationsprozess zu optimieren und ungeplante Ausfallzeiten zu minimieren.
Häufig gestellte Fragen zur Sieblebensdauer
Es gibt keinen allgemeingültigen Standard für die genaue Anzahl der Zyklen, da die Lebensdauer ausschließlich von der Schwere der Betriebsumgebung abhängt. In hochreinen, reinen und trockenen Gasanwendungen - wenn das Einsatzgas keine reaktiven Kohlenwasserstoffe oder schwere Verunreinigungen enthält - kann ein hochwertiges Molekularsieb problemlos mehrere tausend Regenerationszyklen überstehen, was eine Lebensdauer von 3 bis 5 Jahren ergibt. In aggressiven, rauen Bedingungen mit Schwerölen, sauren Gasen oder häufigen extremen Temperaturschocks wird die kristalline Struktur jedoch viel schneller abgebaut, was die Lebensdauer auf 12 bis 18 Monate reduzieren kann, bevor ein vollständiger Austausch erforderlich ist, um die Produktreinheit zu erhalten.
Gelingt es nicht, das Bett vollständig zu regenerieren, wird eine kaskadenartige Betriebsstörungsschleife ausgelöst. Wenn Spuren von Feuchtigkeit oder Verunreinigungen in den Mikroporen aufgrund unzureichender Temperatur oder eines unzureichenden Spülstroms zurückbleiben, wird die verfügbare Adsorptionskapazität für den nächsten Zyklus mathematisch reduziert. Folglich erreicht das Bett den Durchbruch viel schneller, was das Automatisierungssystem zwingt, die Zykluszeit zu verkürzen. Dies führt zu stark erhöhten Ventilschaltfrequenzen, erhöhtem Energieverbrauch für häufigeres Aufheizen, beschleunigter hydrothermaler Alterung des verbleibenden gesunden Zeoliths und einem exponentiellen Anstieg des Risikos, dass nicht spezifikationsgerechtes Produkt in nachgeschaltete Anlagen gelangt, was letztlich zu sehr teuren, ungeplanten Anlagenstillständen führt.








