Der HEFA-Prozess: Ein umfassender Leitfaden zur SAF-Produktion – von der Chemie bis zur Auswahl der Molekularsiebe
Was ist der HEFA-Prozess?
HEFA – hydroverarbeitete Ester und Fettsäuren – ist das vorherrschende kommerzielle Verfahren zur Herstellung von nachhaltigem Flugkraftstoff (SAF). Das Verfahren wurde 2011 gemäß ASTM D7566 Anhang A2 zertifiziert und war damit der erste SAF-Herstellungsweg, der eine internationale Zulassung nach Kraftstoffspezifikation erhielt. Es ist nach wie vor die Technologie, die heute hinter mehr als 951 TP3T aller SAF-Flüge steht.
Das Konzept ist einfach: Man nimmt Öle und Fette – gebrauchtes Speiseöl, tierischen Talg, Pflanzenöle – und unterzieht sie einer Reihe von chemischen Reaktionen auf Wasserstoffbasis, die Sauerstoff entfernen, die Molekülstrukturen umordnen und lange Kohlenwasserstoffketten auf genau den für Düsentreibstoff erforderlichen Längenbereich zerschneiden. Das Ergebnis ist ein synthetisches paraffinisches Kerosin (HEFA-SPK), das bis zu 50:50 mit herkömmlichem Jet A-1 gemischt und in der bestehenden Flughafen-Tankinfrastruktur identisch gehandhabt werden kann.
Um den HEFA-Prozess jedoch auf einer Ebene zu verstehen, die für die Anlagenplanung, die Auslegung der Anlagenkomponenten oder Investitionsentscheidungen von Bedeutung ist, muss man über die Reaktionsgleichungen hinausblicken. Jeder Schritt zwischen den Reaktorbehältern – die Reinigung, Entwässerung und Entfernung von Verunreinigungen – ist ebenso entscheidend wie die Chemie selbst. Die Katalysatoren, die HEFA-Reaktionen antreiben, reagieren äußerst empfindlich auf Wasser, Stickstoff, Schwefel und Spurenmetalle. Was diese Giftstoffe zwischen den einzelnen Schritten entfernt, ist eine technologische Ebene, die in den meisten Artikeln unerwähnt bleibt: Molekularsieb-Adsorbentien und industrielle Reinigungssysteme.
Dieser Leitfaden führt durch alle wichtigen Phasen des HEFA-Prozesses, wobei ein besonderer Schwerpunkt auf der oft übersehenen Reinigungsstufe liegt – denn in einer realen Anlage entscheidet das, was zwischen den Reaktoren geschieht, darüber, ob der chemische Prozess überhaupt funktioniert.
HEFA-Ausgangsmaterialien – Was hineinkommt, bestimmt, was herauskommt
Die Wahl des Ausgangsmaterials durch eine Anlage bestimmt alle nachfolgenden Entscheidungen: die Katalysatorauswahl, die Gestaltung des Schutzbetts, den Wasserstoffverbrauch und letztlich die Produktausbeute. HEFA kann eine bemerkenswert breite Palette an lipidbasierten Materialien verarbeiten, doch jede Kategorie weist ihr eigenes Verunreinigungsprofil auf.
| Rohstoffkategorie | Typische Quellen | Wesentliche Risiken durch Verunreinigungen | Herausforderungen bei der nachgelagerten Verarbeitung |
|---|---|---|---|
| Gebrauchtes Speiseöl (UCO) | Fritteusen für Gastronomie und Industrie | Hoher Gehalt an freien Fettsäuren (FFA), Phosphor und gelösten Metallen | Starke Katalysatordeaktivierung ohne robuste Schutzschichten |
| Tierische Fette (Talg) | Schlachthaus- und Tierkörperverwertungsabfälle | Erhöhte Stickstoff- und Schwefelverbindungen | Ammoniakaustritt aus dem HDN-Abschnitt vergiftet nachgeschaltete Isomerisierungskatalysatoren |
| Pflanzliche Öle | Sojabohnen, Raps, Palmöl | Geringere Schadstoffbelastung, aber Bedenken hinsichtlich der Konkurrenz zu Lebensmitteln | Regulatorisches Risiko im Rahmen von „ReFuelEU“ der EU (Verwendung von Nahrungsmittelpflanzen als Rohstoffe verboten) |
| Palmfettsäure-Destillat (PFAD) | Nebenprodukt der Palmölverarbeitung | Sehr hoher FFA-Gehalt (70–90%), schwankende Qualität | Erfordert eine intensive Vorbehandlung und einen hohen Wasserstoffverbrauch |
| Algenöl | Kultivierte Mikroalgen | Ungewöhnliche Verunreinigungsmuster, hoher Wassergehalt | Im kommerziellen Maßstab noch nicht erprobt; die Anforderungen an die Vorbehandlung werden derzeit noch ermittelt |
All diesen Ausgangsmaterialien ist gemeinsam, dass keines von ihnen den Reaktor in reinem Zustand erreicht. Phosphor in gebrauchtem Speiseöl – oft 50 bis 200 ppm – kann Hydrotreating-Katalysatoren, die für weniger als 5 ppm ausgelegt sind, irreversibel vergiften. Wasser, gelöste Salze und polare organische Verbindungen müssen alle abgefangen werden, bevor sie den Hochdruckreaktorkreislauf erreichen.
An dieser Stelle kommt die erste Reinigungsstufe ins Spiel – und hier wird die Molekularsiebtechnologie schon lange vor der Produktion des ersten Barrels SAF unverzichtbar.
Die wichtigsten Schritte des HEFA-Verfahrens – vom Triglycerid zum Flugkraftstoff
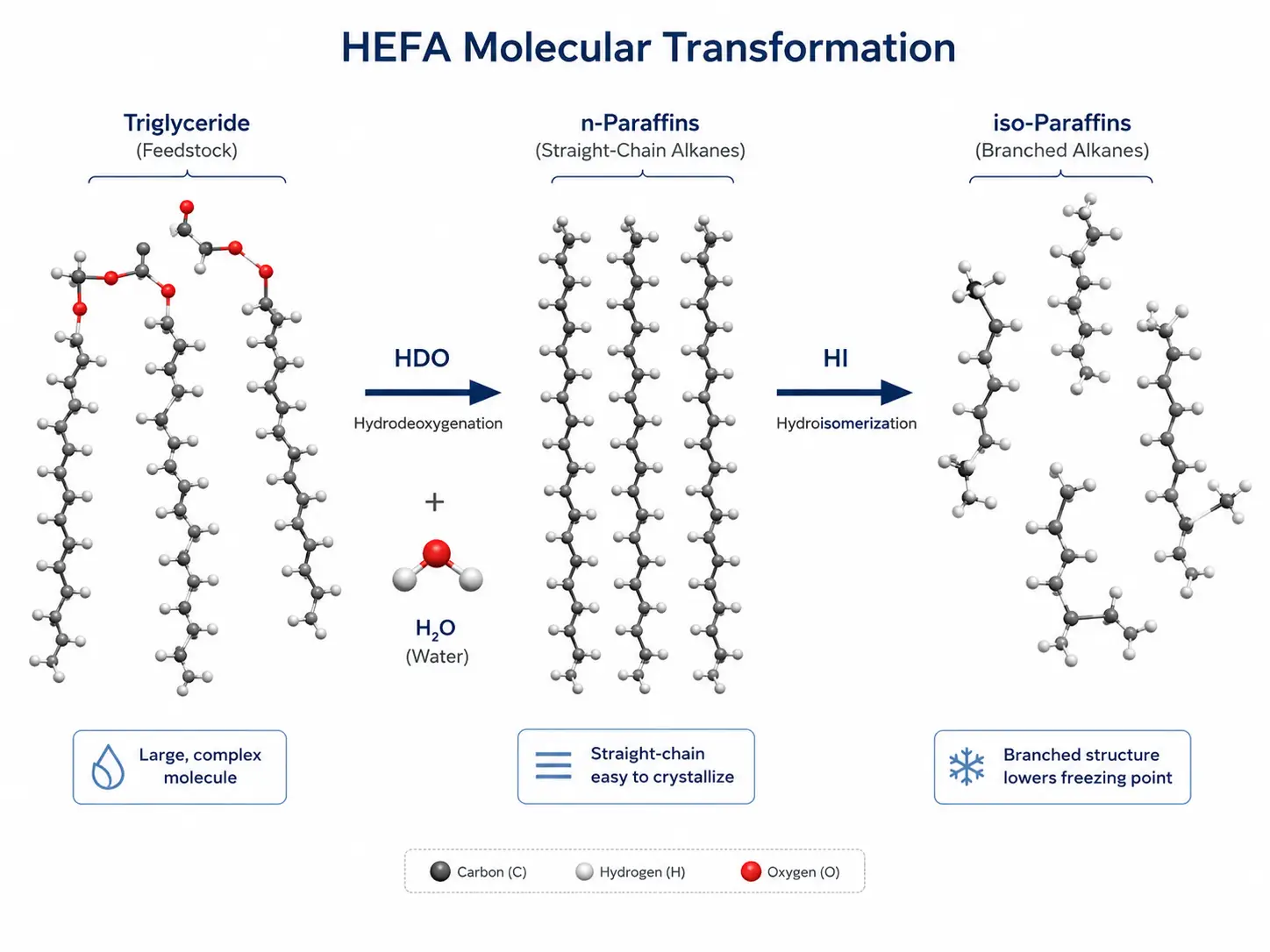
Der HEFA-Prozess ist keine einzelne Black-Box-Reaktion. Es handelt sich um eine sorgfältig aufeinander abgestimmte Kette aus drei zentralen Umwandlungsschritten, von denen jeder einen spezifischen molekularen „Bearbeitungsvorgang“ ausführt. Das Grundgerüst für ihr Verständnis ist einfach: HDO bestimmt die Integrität des Kohlenstoffgerüsts, die Hydroisomerisierung bestimmt das Kaltfließverhalten und die Fraktionierung bestimmt die Produktverteilung. Jeder Schritt hängt vom vorhergehenden ab, und Verunreinigungen an einer Schnittstelle wirken sich kaskadenartig auf die nachfolgenden Schritte aus.
Hydrodeoxygenierung (HDO) – Entfernung von Sauerstoff aus Triglyceriden
Triglyceride – die molekulare Form von Fetten und Ölen – bestehen im Wesentlichen aus drei langen Fettsäureketten (typischerweise C16–C18), die an ein Glycerin-Grundgerüst verestert sind, wobei sechs Sauerstoffatome in die Struktur eingebettet sind. Um zu einem Kohlenwasserstoff-Kraftstoff zu werden, muss jedes einzelne dieser Sauerstoffatome entfernt werden.
Der HDO-Reaktor führt diesen Prozess bei hohen Temperaturen und hohem Druck durch – typischerweise bei 280 bis 340 °C und 50 bis 100 bar – in Gegenwart von Wasserstoff und einem sulfidierten Bimetallkatalysator, meist Nickel-Molybdän auf Aluminiumoxid (NiMo/Al2O3). Bei dieser Reaktion werden Triglyceride in drei freie Fettsäureketten aufgespalten und hydriert, wobei Sauerstoff vorwiegend als Wasser (der HDO-Stoffwechselweg) und in geringerem Maße als CO und CO2 (die Dekarboxylierungs- und Dekarbonylierungswege).
Die Wahl zwischen diesen konkurrierenden Verfahren ist wirtschaftlich von Bedeutung. Bei der HDO-Reaktion bleibt die volle Kohlenstoffkettenlänge erhalten (C18 → C18), jedoch wird mehr Wasserstoff verbraucht. Bei der Decarboxylierung wird weniger Wasserstoff verbraucht, jedoch geht ein Kohlenstoffatom pro Kette verloren (C18 → C17), wodurch sich die Gesamtkohlenstoffausbeute verringert. Das Verhältnis von C17- zu C18-n-Paraffinen im Reaktorprodukt ist der branchenübliche Maßstab für die HDO-Selektivität. Führende Katalysatorformulierungen – wie beispielsweise Topsoes Mo/Al2O3 System – kann eine Selektivität des 97%-HDO-Stoffwechselwegs von bis zu 97 % erreichen und so den Anteil an erneuerbarem Kohlenstoff im Kraftstoffprodukt maximieren.
Das HDO-Reaktorabwasser enthält mehr als nur n-Paraffine. Es enthält Wasser, das bei der Reaktion entsteht (etwa 100–120 kg pro Tonne Ausgangsmaterial), sowie Ammoniak aus stickstoffhaltigen Verbindungen und Schwefelwasserstoff aus dem Schwefel im Ausgangsmaterial. Wenn auch nur ein Teil davon in den nächsten Reaktor gelangt, sind die Folgen gravierend: Wasserdampf und Ammoniak vergiften die Edelmetallkatalysatoren im Hydroisomerisierungsschritt. Selbst Spurenmengen können die Isomerisierungsaktivität innerhalb weniger Stunden drastisch verringern.
Hydroisomerisierung und Hydrocracking – Moleküle für den kalten Himmel maßschneidern
Die aus HDO gewonnenen geradkettigen n-Paraffine weisen einen entscheidenden Nachteil auf: Sie gefrieren. Ein C16–C18-n-Alkan verfestigt sich bei Temperaturen deutlich über 0 °C, während Jet A-1 in Reiseflughöhe bis zu −47 °C flüssig bleiben muss. Die Lücke zwischen dem, was HDO produziert, und dem, was ein Flugzeugtriebwerk benötigt, wird durch den Hydroisomerisierungsreaktor (HI) geschlossen.
HI wandelt geradkettige Paraffine durch einen bifunktionellen Katalysatormechanismus in verzweigte Isoparaffine um. Metallstellen (typischerweise Platin oder Palladium) sorgen für die Hydrierungs- und Dehydrierungsaktivität; saure Trägerstellen katalysieren die Skelettumlagerung. Das Trägermaterial selbst ist entscheidend – und hier kommen Zeolithe und Molekularsiebe ins Spiel, nicht nur bei der Reinigung. SAPO-11 verfügt über eine genau definierte Porenstruktur von 0,39 nm × 0,63 nm mit elliptischen Kanälen aus 10-gliedrigen Ringen. Dieses formselektive Gerüst begünstigt die Bildung von einfach verzweigten Isomeren mit deutlich niedrigeren Gefrierpunkten und minimiert gleichzeitig unerwünschte Spaltung zu leichteren Produkten.
Gleichzeitig werden durch kontrolliertes Hydrocracken längere Ketten (C18–C22) in den Kohlenstoffbereich von Düsentreibstoff (C8–C16) aufgespalten. Die Kunst des HI-Schritts besteht darin, diese beiden Reaktionen auszugleichen: ausreichend isomerisieren, um die Spezifikation für den Gefrierpunkt von −47 °C zu erfüllen, aber nicht überkracken – jedes Kohlenstoffatom, das in Naphtha oder Brenngas landet, ist Kohlenstoff, der nicht zu Düsentreibstoff geworden ist.
An dieser Stelle kommt auch die Entscheidung zwischen einstufiger und zweistufiger Konfiguration zum Tragen. Im einstufigen Betrieb („Sour-Modus“) fließt das HDO-Abgas ohne Zwischenreinigung direkt in den HI-Reaktor. Das vorhandene Ammoniak und der Schwefelwasserstoff unterdrücken die Aktivität des Edelmetallkatalysators um 70 bis 90 %, wodurch die Isomerisierungstiefe und die SAF-Ausbeute begrenzt werden – typischerweise auf unter 15 % des gesamten flüssigen Produkts. Im zweistufigen Betrieb („Sweet-Modus“) durchläuft das HDO-Abgas eine zwischengeschaltete Gas-Flüssigkeits-Trennung und Reinigung, bevor es in den HI-Reaktor gelangt, der dann frei von NH3 und H2Die S-Isomerisierungsaktivität steigt um das 3- bis 5-fache, und der SAF-Anteil steigt auf 75–80 % der Produktpalette.
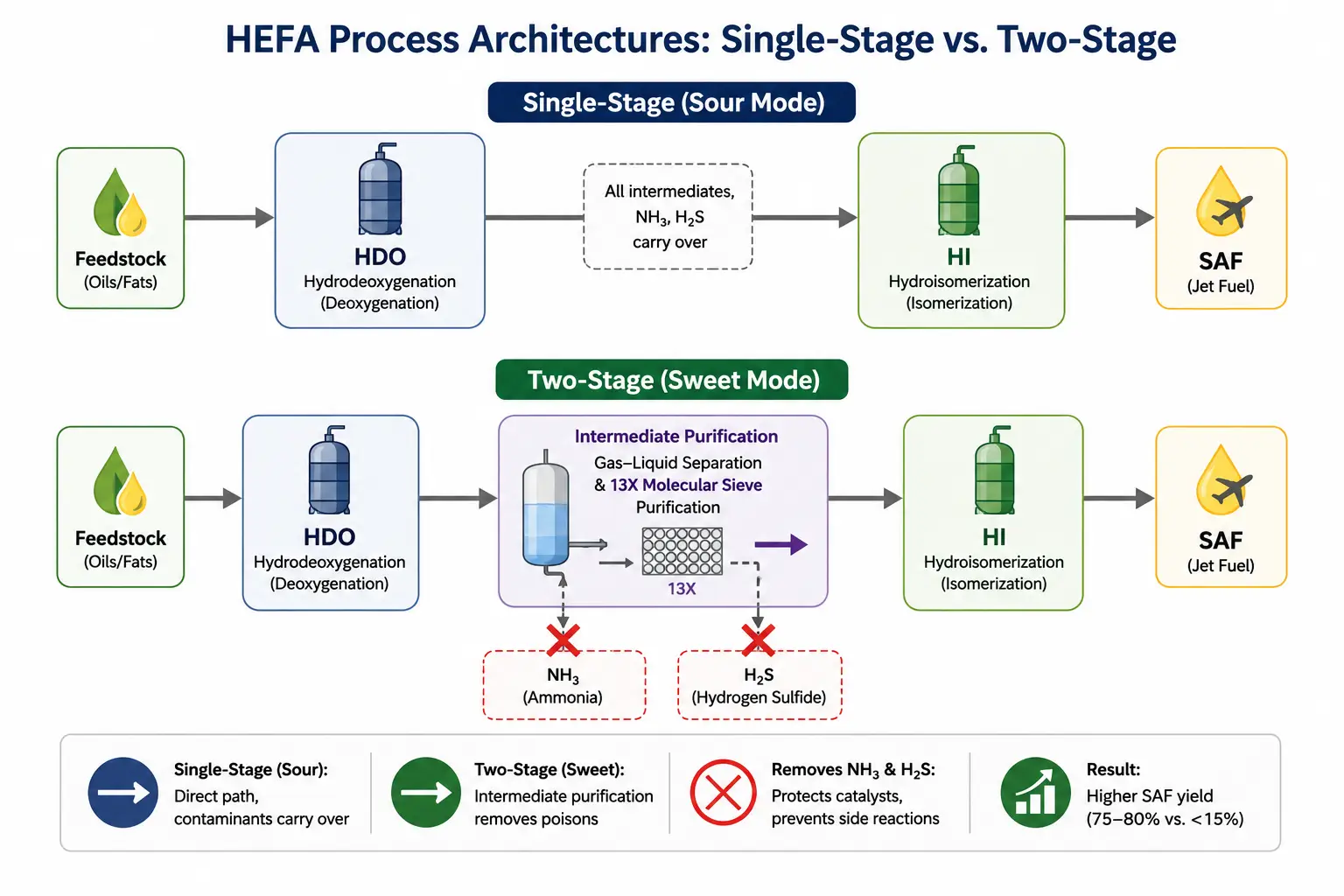
Die wirtschaftliche Konsequenz ist eindeutig: Eine Anlage, die auf die Zwischenreinigungsstufe verzichtet – oder diese nur unzureichend auslegt –, ist keine SAF-Anlage. Es handelt sich um eine Anlage für erneuerbaren Diesel, die lediglich eine symbolische Menge an Flugkraftstoff produziert.
Fraktionierung und Mischung – Der letzte Schliff
Das Reaktorausflussgemisch wird durch Destillation in vier Produktfraktionen aufgeteilt: Brenngas und LPG (C1–C4), Naphtha (C5–C12), die SAF-Fraktion (C8–C16 synthetisches paraffinisches Kerosin) und erneuerbarer Diesel (C10–C22). Im Modus mit maximalem SAF-Anteil macht der Jet-Treibstoff-Anteil 75–80 % des gesamten flüssigen Produkts aus, der Rest verteilt sich auf Diesel und Naphtha.
Das reine HEFA-SPK wird anschließend mit herkömmlichem Jet A-1 in einem Anteil von bis zu 50% (Volumenprozent) gemischt, was der in ASTM D7566 festgelegten Obergrenze entspricht. Die Einschränkung betrifft den Aromatengehalt: HEFA-SPK ist im Wesentlichen zu 100 % paraffinisch und enthält praktisch keine Aromaten, während die Spezifikationen für Düsentreibstoff einen Mindestanteil von 8 % Aromaten vorschreiben, um das Aufquellen der Elastomerdichtungen in den Treibstoffsystemen von Flugzeugen sicherzustellen. Die Obergrenze von 50% für die Beimischung gewährleistet einen ausreichenden Aromatenanteil aus dem herkömmlichen Düsentreibstoffanteil.
Additive – Schmierfähigkeitsverbesserer, Antioxidantien und in manchen Fällen Antistatikmittel – vervollständigen die Rezeptur, und der fertige Kraftstoff wird als D1655 Jet A-1 bezeichnet, der sich in Handhabung und Leistung nicht von seinem fossilen Pendant unterscheidet.
Die oft übersehene Reinigungsstufe – wo Molekularsiebe über die Leistung von HEFA entscheiden
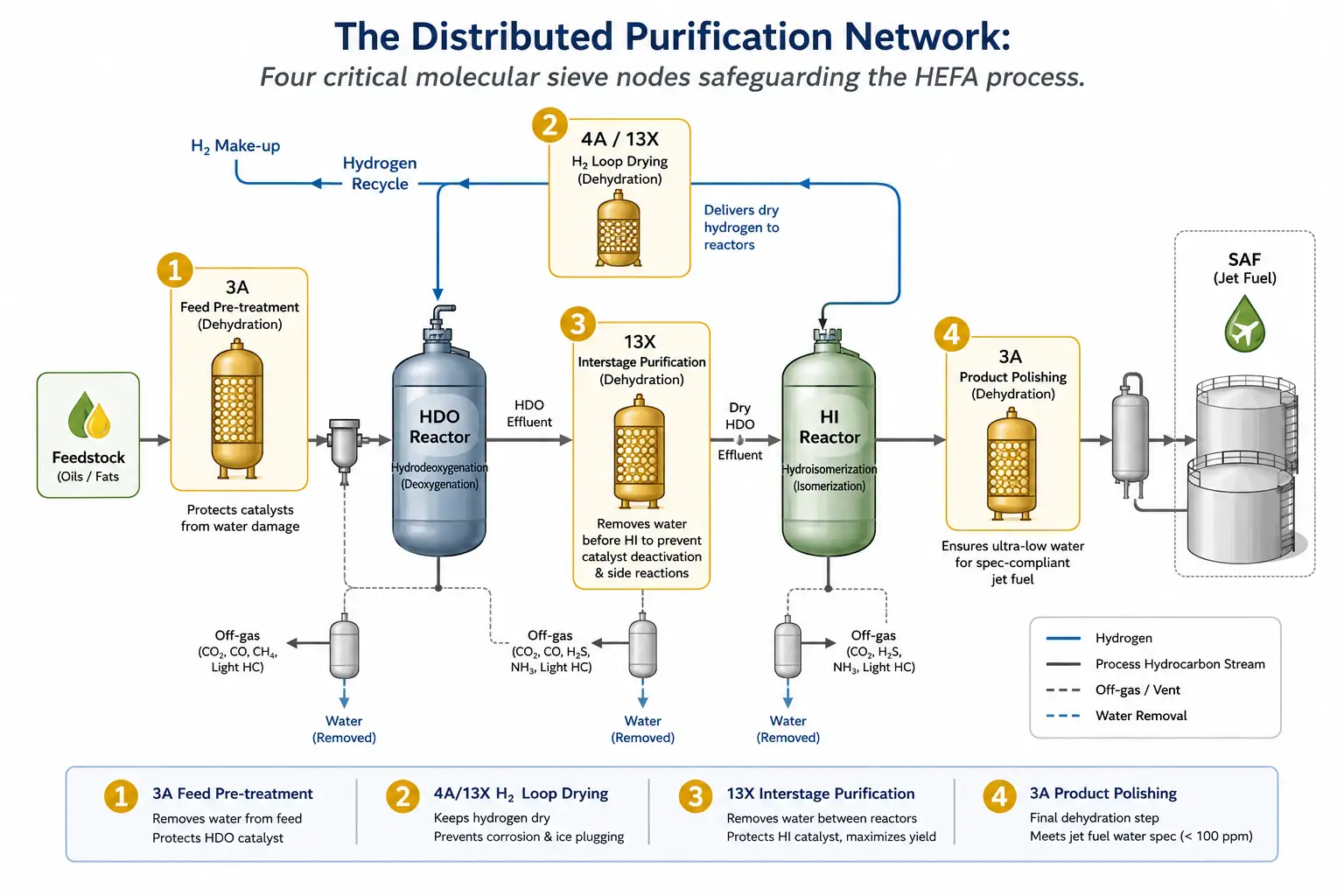
In der öffentlichen Diskussion über den HEFA-Prozess konzentrieren sich etwa 95% der Aufmerksamkeit auf die Reaktorchemie und die Katalysatorleistung. Der zuverlässige Betrieb jeder industriellen HEFA-Anlage hängt jedoch von einem „fünften Schritt“ ab, der unsichtbar neben dem Hauptprozess abläuft: einem verteilten Netzwerk von Molekularsieb-Reinigungsanlagen, die an vier strategischen Knotenpunkten eingesetzt werden. Lassen Sie diese Ebene in Ihrem mentalen Modell von HEFA außer Acht, und Sie sehen ein Flussdiagramm eines chemischen Experiments – keine betriebsfähige Produktionsanlage.
In diesem Abschnitt werden diese vier Reinigungsstufen nacheinander behandelt. Bei jeder einzelnen lautet die Kernfrage: Was muss entfernt werden, was passiert, wenn dies nicht geschieht, und welche Art von Molekularsieb eignet sich am besten für diese Aufgabe?
Vorbehandlung des Ausgangsmaterials – Schutz des Schutzbetts
Bevor das Ausgangsmaterial in den HDO-Reaktor gelangt, durchläuft es eine Vorbehandlungsanlage, die darauf ausgelegt ist, Verunreinigungen abzufangen, die andernfalls die nachgeschalteten Katalysatoren irreversibel beschädigen würden. Während die Schutzbettkatalysatoren im HDO-Reaktor Phosphor und Metalle auf Reaktionsebene abbauen, bildet ein physikalischer Adsorptionsschritt im Vorfeld die letzte Schutzbarriere.
Gebrauchtes Speiseöl und tierische Fette enthalten Wasser (0,1–0,5 Gew.-%), wasserlösliche Salze, polare organische Verbindungen und Spurenmetalle. Das in den HDO-Reaktor eintretende Wasser senkt durch Verdünnung den Wasserstoffpartialdruck, begünstigt Wasser-Gas-Shift-Nebenreaktionen, die wertvollen Wasserstoff verbrauchen, und beschleunigt das hydrothermale Katalysatorsintern. Polare Verbindungen und Metallsalze vergiften aktive Stellen bei Kontakt.
Die Lösung besteht aus einem Vorbehandlungs-Adsorptionsbett, das mit 3A-Molekularsieb und aktiviertem Aluminiumoxid befüllt ist und vor dem Speisungserhitzer installiert ist. Die Porengröße des 3A-Siebs – etwa 3 Å – ist so bemessen, dass Wassermoleküle (kinetischer Durchmesser ~2,65 Å) passieren können, während größere Kohlenwasserstoffmoleküle (4–10 Å) zurückgehalten werden. Wasser dringt in die Poren ein und wird adsorbiert; größere organische Moleküle verbleiben in der flüssigen Phase, wodurch sowohl eine Verstopfung der Poren als auch das exotherme Risiko einer Mitadsorption von Kohlenwasserstoffen verhindert wird. Aktiviertes Aluminiumoxid im selben Bett fängt polare Verbindungen durch seine amphotere Oberflächenchemie ein.
Die Auswirkungen auf die Lebensdauer des Katalysators sind messbar: Eine angemessene Adsorption in der Vorbehandlung kann die Intervalle für den Austausch des Schutzbettkatalysators um 30 bis 50 % verlängern, wodurch sowohl die Kosten für die Katalysatorbeschaffung als auch die Produktionsausfallzeiten direkt reduziert werden.
Trocknung von Wasserstoff-Recyclinggas – Schutz des Edelmetallkatalysators
Bei der HDO-Reaktion fallen pro Tonne verarbeiteten Ausgangsmaterials etwa 100–120 kg Wasser an. Nachdem das Reaktorabgas gekühlt und abgetrennt wurde, wird der wasserstoffreiche Gasstrom – der bei einem Taupunkt von 40 bis 60 °C noch mit Wasserdampf gesättigt ist – zum Reaktoreinlass zurückgeführt. Wird diese Feuchtigkeit nicht entfernt, sammelt sie sich im Kreislauf an, wodurch der Wasserstoffpartialdruck zunehmend verdünnt, die HDO-Reaktionsgeschwindigkeit verringert und die Katalysatordeaktivierung durch hydrothermisches Sintern beschleunigt wird.
In einer zweistufigen Konfiguration verschärfen sich die Folgen noch weiter: In den HI-Reaktor gelangende Feuchtigkeit vergiftet Katalysatoren auf Platin- und Palladiumbasis. Branchendaten deuten darauf hin, dass eine anhaltende Exposition gegenüber Einlasswasserkonzentrationen über 50 ppm zu beobachtbaren Rückgängen der Isomerisierungsaktivität führen kann. Bei höheren Feuchtigkeitsbelastungen kann die SAF-Ausbeute innerhalb weniger Tage vom Auslegungsziel von 75% auf unter 50% sinken.
Die Standardlösung ist ein Wasserstoff-Recycling-Trockner – eine thermische Wechseladsorptionsanlage mit zwei Betten, die je nach Gaszusammensetzung mit 4A- oder 13X-Molekularsieb befüllt ist. Ein 4A-Molekularsieb (Porengröße ~4 Å) adsorbiert selektiv Wasser und lässt dabei die meisten Kohlenwasserstoffe passieren. Unter typischen Betriebsbedingungen von 40 °C und 30 bar erreicht es eine dynamische Wasseradsorptionskapazität von 20 bis 22 Gew.-%. Der angestrebte Austrittstaupunkt liegt bei −60 °C oder darunter, was einem Wassergehalt von unter 10 ppmv entspricht. Wenn CO2 ist in erheblichen Mengen im Rückführgas enthalten, die Auswahl eines speziellen Adsorptionsmittels oder ein spezielles CO2 Ein Entfernungsschritt kann erforderlich sein, da sowohl 4A- als auch 13X-Molekularsiebe CO adsorbieren2, wobei 13X eine höhere Co-Adsorptionskapazität für CO aufweist2 neben dem Wasser.
Die Konfiguration mit zwei Betten gewährleistet einen unterbrechungsfreien Betrieb: Während ein Bett im Adsorptionsbetrieb ist (in der Regel 8 bis 24 Stunden, je nach Durchflussrate und Feuchtigkeitsbelastung), wird das andere bei 200 bis 300 °C mithilfe eines Teilstroms aus trockenem Produktgas oder Stickstoff thermisch regeneriert.
Zwischenentwässerung – Der Schlüssel zum „Sweet Mode“
Es ist der Zwischenreinigungsschritt – die Anlage zwischen dem HDO- und dem HI-Reaktor in einer zweistufigen Konfiguration –, der eine für SAF optimierte HEFA-Anlage am deutlichsten von einer Anlage zur Herstellung von erneuerbarem Diesel unterscheidet.
Im einstufigen Betrieb gelangt das gesamte HDO-Abstrom, einschließlich Wasser, Ammoniak und Schwefelwasserstoff, in den HI-Reaktor. Unter diesen Bedingungen wird die Aktivität des Edelmetallkatalysators um 70 bis 90 % unterdrückt, und die Anlage produziert überwiegend Kohlenwasserstoffe im Dieselbereich bei minimalem Anteil an Produkten im Jet-Bereich. Im zweistufigen Betrieb durchläuft das HDO-Abgas eine Kühlung, eine Gas-Flüssigkeits-Trennung, eine saure Gaswäsche (Amin- oder Wasserwäsche) und schließlich eine adsorptionsbasierte Nachbehandlung durch ein Molekularsiebbett.
Als Adsorptionsmedium für diesen Prozess wird in der Regel das Molekularsieb 13X verwendet, dessen Porengröße von ca. 10 Å gleichzeitig Restwasser, Ammoniak und Spuren von Schwefelwasserstoff adsorbiert. Ziel ist es, die Ammoniakkonzentration am Einlass des HI-Reaktors auf unter 1 ppmv zu senken, da bei diesem Wert die Aktivität des Edelmetallkatalysators voll zum Tragen kommt. Unter diesen „Sweet-Mode“-Bedingungen steigt die Isomerisierungsaktivität um den Faktor 3 bis 5, und die SAF-Ausbeute verschiebt sich von weniger als 15 % auf 75–80 % des gesamten flüssigen Produkts.
Der Bereich der Zwischenreinigung macht in der Regel 5 bis 81 % der Gesamtinvestitionskosten einer zweistufigen HEFA-Anlage aus. Er macht den Unterschied zwischen einer Dieselanlage und einer Anlage zur Herstellung von Düsentreibstoff aus.
Produktreinigung – Der letzte Schliff
Der letzte Reinigungsschritt findet an der Schnittstelle zwischen Produktion und Lagerung statt. Die destillierte SAF-Fraktion kann selbst nach Durchlaufen aller vorgelagerten Verarbeitungsschritte während der Tanklagerung gelöste Feuchtigkeit aufnehmen – eine Folge der täglichen Temperaturschwankungen, durch die feuchte Umgebungsluft in den Tankkopfraum gesaugt wird. Gelöstes Wasser stellt selbst bei Konzentrationen unter 50 ppm ein Risiko in Reiseflughöhe dar: Wenn die Kraftstofftemperatur auf Umgebungstemperatur sinkt (−50 bis −60 °C in 35.000 Fuß Höhe), kann sich das gelöste Wasser als mikroskopisch kleine Eiskristalle absetzen, die die Kraftstofffilter verstopfen und zum Ausfallen des Triebwerks führen.
Ein abschließender Reinigungsschritt des Endprodukts in einem 3A-Molekularsieb-Trockner – bei Raumtemperatur und einer stündlichen Flüssigkeitsdurchsatzrate von 4 bis 12 h−1 — senkt den Gehalt an gelöstem Wasser auf unter 15 ppm, die praktische Obergrenze, damit Jet A-1 über den gesamten Flugbereich hinweg frei von freiem Wasser bleibt.
Zusammengenommen bilden diese vier Molekularsieb-Anwendungen – 3A für die Vorbehandlung des Einsatzmaterials, 4A oder 13X für die Trocknung im Wasserstoffrückführungskreislauf, 13X für die Zwischenreinigung und 3A für die Endreinigung des Produkts – ein dezentrales Reinigungssystem, das den gesamten HEFA-Prozess vom Einspeisetank bis zum Produkttank abdeckt. Sie tauchen selten im selben Satz auf wie die Reaktoren und Katalysatoren, die die Diskussionen in der Branche dominieren. Doch ohne sie gelangt kein einziger Tropfen SAF in die Kraftstoffdüse eines Flugzeugs.
HEFA-Technologieanbieter und Prozesskonfigurationen
Für Projektentwickler und Ingenieurteams, die Optionen der HEFA-Technologie prüfen, lässt sich das Angebot kommerzieller Lizenzgeber in mehrere klar abgegrenzte Angebote unterteilen. Die nachstehende Tabelle fasst die wichtigsten Akteure auf der Grundlage öffentlich zugänglicher Informationen zusammen; bei der tatsächlichen Technologieauswahl müssen standortspezifische Eigenschaften des Ausgangsmaterials, die geplante Produktverteilung sowie die Integration in die bestehende Raffinerieinfrastruktur berücksichtigt werden.
| Technologie-Lizenzgeber | Prozessname | Konfigurationsoptionen | Die wichtigsten Punkte zu Catalyst | Ausgewählte Projekte | Maximale SAF-Ausbeute |
|---|---|---|---|---|---|
| Topsoe | HydroFlex | Einstufig / Zweistufig | Mo/Al₂O₃-HDO-Katalysator; 97%-HDO-Selektivität | Montana Renewables, Phillips 66 Rodeo | ~75–80% |
| Honeywell UOP | Ökologisierung | Einstufig / Zweistufig | Eigenentwickelte Katalysatoren; über 50 aktive Lizenzen | Diamond Green Diesel, World Energy Paramount | ~75% |
| Axens | Vegan | Zweistufig | Erste kommerzielle Referenzanlage, die seit über acht Jahren in Betrieb ist | Galp, Green Carbon Development | ~75% |
| Neste | NExBTL (proprietär) | Zweistufig mit Gegenstrom-HI | Katalysator von Ketjen | Porvoo, Singapur, Martinez (Marathon JV) | ~75% |
| Sulzer Chemtech | BioFlux | Einzelreaktor mit Flüssigkeitsfüllung | Unter Lizenz von Duke Technologies | Projekte in Thailand, Malaysia und Uruguay | k. A. (mit Schwerpunkt auf Forschung und Entwicklung) |
Die Auswahl eines Technologielizenzgebers ist ein entscheidender erster Schritt – aber eben nur der erste Schritt. Unabhängig davon, für welches Prozesspaket man sich entscheidet, benötigt jede HEFA-Anlage dieselbe zugrunde liegende Reinigungsinfrastruktur. Die Einheiten zur Molekularsieb-Entwässerung, Zwischenreinigung und Produktveredelung sind in keinem Lizenzgeber-Entwurf optionale Extras; es handelt sich um unverzichtbare Prozessschritte, die spezifiziert, dimensioniert und beschafft werden müssen.
Anlagen zur Molekularsieb-Entwässerung, Zwischenreinigung und Produktveredelung sind in keinem Lizenzgeber-Entwurf als optionales Zubehör vorgesehen. Es handelt sich um unverzichtbare Verfahrensschritte, die unabhängig davon, für welches Prozesspaket man sich entscheidet, festgelegt werden müssen.
Vom Prozessdesign bis zur Anlagenleistung – Warum die Reinigungsstufe entscheidend ist
Das Standardlehrbuch von HEFA nennt drei Bereiche: HDO, Hydroisomerisierung und Fraktionierung. Doch jeder Anlagenplaner, der eine Anlage vom FEED-Entwurf bis zur Inbetriebnahme begleitet hat, weiß, dass es eine vierte Funktion gibt, die sich durch alle drei zieht – die Reinigungsstufe, die den chemischen Prozess erst ermöglicht.
Die wirtschaftliche Logik ist klar. Edelmetall-HI-Katalysatoren kosten zwischen 450.000 und über 1,1 Millionen pro Reaktorcharge. Ein ungeplanter Katalysatoraustausch aufgrund von Wasser- oder Ammoniakvergiftung verursacht nicht nur direkte Ersatzkosten, sondern führt auch zu einem Produktionsstillstand – und eine große SAF-Anlage, die 2.000 bis 3.000 Barrel pro Tag produziert, verliert pro Tag ungeplanter Ausfallzeit rund 1,2 Millionen an Einnahmen. Die Molekularsieb-Reinigungssysteme, die diese Katalysatoren schützen, machen 3 bis 5 % der Gesamtinvestition der Anlage aus, beeinflussen jedoch durch ihre Wirkung auf die Lebensdauer der Katalysatoren, die Produktausbeute und die Betriebssicherheit mehr als 70 % der variablen Betriebskosten.
Da die weltweite SAF-Kapazität von derzeit rund 1,5 Millionen Tonnen pro Jahr auf die bis 2050 benötigten über 400 Milliarden Liter pro Jahr ansteigt – was schätzungsweise 5.000 bis 7.000 neue Produktionsanlagen erfordert, — wird sich die Reinigungsstufe von einer Fußnote im Entwurf zu einem Wettbewerbsvorteil entwickeln. Die erste Generation von HEFA-Anlagen betrachtete die Auswahl des Molekularsiebs als Nebensache und akzeptierte oft standardmäßig das vom EPC-Auftragnehmer vorgegebene Adsorptionsmittel. Die nächste Generation, die mit engeren Margen, variableren Abfall-Einsatzstoffen und höherem regulatorischem Druck hinsichtlich der Ausbeuteeffizienz konfrontiert ist, wird die Spezifikation des Adsorptionsmittels als eigenständige Variable der Konstruktionsoptimierung behandeln.
Für Ingenieure, die heute neue HEFA-Kapazitäten planen, ist die praktische Erkenntnis klar: Die Auswahl des Adsorptionsmittels sollte ebenso sorgfältig erfolgen wie die des Katalysators. Die Molekularsiebe, die Ihren Wasserstoff-Recyclingkreislauf trocknen, sind keine Massenware. Die richtige Spezifikation, gestützt auf anwendungsspezifische Tests und einen Lieferanten mit nachgewiesener Expertise in der industriellen Gasreinigung, kann den Unterschied ausmachen zwischen fünf Jahren stabiler Isomerisierungskatalysatorleistung und einer ungeplanten Abschaltung bereits im ersten Jahr.
Referenzen
- ASTM International. „ASTM D7566 – Norm für Flugturbinenkraftstoff mit synthetischen Kohlenwasserstoffen.“ 2025. https://www.astm.org/d7566.html
- SkyNRG. „Grundlagen der SAF-Technologie – Das HEFA-Verfahren.“ https://skynrg.com/sustainable-aviation-fuel/technology-basics/
- Bergwerff, J. „SAF-Produktion über den HEFA-Weg: Chemie und Katalyse.“ Decarbonisation Technology, Mai 2025. https://decarbonisationtechnology.com/article/329/saf-production-via-the-hefa-route-chemistry-and-catalysis
- Shiflett, W. „Erneuerbare Energien, Teil 2: Ein Blick auf SAF.“ Digital Refining, 2025. https://www.digitalrefining.com/article/1003245/renewables-part-2-a-focus-on-saf
- IEA-Bioenergie-Arbeitsgruppe 39. „Fortschritte bei der Kommerzialisierung von Biojet-Kraftstoffen / nachhaltigen Flugkraftstoffen (SAF)“. 2024. https://task39.ieabioenergy.com/
- van Dyk, S. et al. „Mögliche Synergien bei der Herstellung von Drop-in-Biokraftstoffen durch weitere gemeinsame Verarbeitung in Ölraffinerien.“ IEA Bioenergy, 2019. https://www.ieabioenergy.com/
- Goh, B.H.H. et al. „Jüngste Fortschritte bei katalytischen Umwandlungswegen für synthetischen Flugkraftstoff aus biologischen Rohstoffen.“ Energy Conversion and Management, 2022. https://doi.org/10.1016/j.enconman.2021.114974
- CZapp. „Vor- und Nachteile des HEFA-Wegs für SAF.“ https://www.czapp.com/analyst-insights/the-pros-and-cons-of-the-hefa-pathway-for-saf/
- Ketjen / Albemarle. „ReNewFine-Katalysatorportfolio“. Zitiert in: Decarbonisation Technology, Mai 2025.
- Jalon Zeolite. „Lösungen für industrielle Molekularsiebe und Adsorptionsmittel.“ https://www.jalonzeolite.com/products/
- Jalon Zeolite. „Fallstudien.“ https://www.jalonzeolite.com/case-studies/
- Jalon Zeolite. „Technische Kompetenz.“ https://www.jalonzeolite.com/capability/








