Technologies de purification de l'hydrogène : Comparaison entre les systèmes PSA, les membranes et les systèmes cryogéniques
Alors que la transition énergétique mondiale s'accélère, l'hydrogène est devenu la pierre angulaire de la décarbonisation de l'industrie lourde, des transports longue distance et du stockage saisonnier de l'énergie. Cependant, l'utilité de l'hydrogène est fondamentalement dictée non pas par sa quantité, mais par sa qualité. Dans l'écosystème industriel, l'"hydrogène" n'est pas un produit monolithique ; il s'agit d'un spectre de mélanges gazeux où la présence d'impuretés à l'état de traces peut faire la différence entre une centrale électrique à haut rendement et une défaillance catastrophique du système. Ce guide propose une étude approfondie des technologies qui définissent la purification moderne de l'hydrogène, offrant une comparaison stratégique pour les ingénieurs des procédés et les décideurs B2B.
Comprendre les normes de pureté de l'hydrogène et les impacts industriels
Dans le traitement des gaz industriels, la recherche de la "pureté absolue" est un piège qui conduit souvent à des coûts d'investissement et d'exploitation insoutenables. L'objectif technique est toujours la "pureté optimale", c'est-à-dire le seuil à partir duquel le gaz répond aux exigences de l'application en aval sans entraîner de coûts de purification inutiles. Cet équilibre est essentiel car le coût de la purification de l'hydrogène n'augmente pas linéairement avec la pureté ; il augmente de manière exponentielle lorsque l'on passe de 99% à 99,999% (qualité 5.0) et au-delà.
Pour le secteur B2B, la compréhension des normes internationales est la première étape de l'atténuation des risques. Des normes telles que ISO 14687 (pour la qualité du carburant hydrogène) et SAE J2719 définissent les limites strictes des contaminants. Par exemple, dans les piles à combustible à membrane d'échange de protons (PEM), la tolérance pour le monoxyde de carbone (CO) n'est que de 0,2 ppm. Le dépassement de cette limite, même pour une courte durée, entraîne l'empoisonnement irréversible des catalyseurs en platine coûteux, ce qui se traduit par une dégradation immédiate de la puissance et une réduction significative de la durée de vie des piles.
Normes mondiales pour la qualité de l'hydrogène
Pour s'y retrouver dans la complexité des qualités d'hydrogène, les ingénieurs doivent classer les applications en fonction de leur tolérance spécifique aux "impuretés mortelles". Vous trouverez ci-dessous une matrice comparative des exigences industrielles les plus courantes :
| Secteur d'application | Qualité / pureté de l'hydrogène | Principales impuretés critiques |
|---|---|---|
| Fabrication de semi-conducteurs | 9.0 (99.9999999%) | Oxygène, humidité, hydrocarbures (niveaux ppt) |
| Piles à hydrogène (FCEV) | 5.0 (99.999%) | CO, soufre total, ammoniac (niveaux en ppb) |
| Raffinage industriel du pétrole | 3.0 - 4.0 (99% - 99.99%) | Méthane, dioxyde de carbone, azote |
Comprendre la différence entre ppm (parties par million) et ppb (parties par milliard) est vitale pour l'ingénierie de précision. Dans le contexte de l'hydrogène de qualité 5.0, une concentration de 100 ppb de composés sulfurés suffit à déclencher une alarme de maintenance. La détection technique de ces traces nécessite une chromatographie en phase gazeuse (GC) ou une spectroscopie infrarouge à transformée de Fourier (FTIR) en ligne, ce qui ajoute une nouvelle couche de complexité à l'instrumentation et au système de contrôle de l'installation de purification.
Conséquences économiques de la percée des impuretés
Le "point de rupture" dans un lit de purification est le moment où les impuretés commencent à s'échapper du milieu adsorbant. Dans une pile à combustible PEM, le mécanisme chimique de l'empoisonnement par le CO est particulièrement agressif. Les molécules de CO ont une affinité beaucoup plus grande pour les sites catalytiques en platine que les molécules d'hydrogène. Une fois qu'une molécule de CO occupe un site, elle empêche l'hydrogène de se dissocier, ce qui a pour effet de "rendre aveugle" la zone active de la pile à combustible. Il en résulte ce que nous appelons une "surpuissance" : la pile doit travailler plus fort pour produire moins de courant, ce qui génère une chaleur excessive et endommage la membrane.
Du point de vue de la maintenance, il est essentiel de faire la distinction entre empoisonnement irréversible (souvent causée par des composés de soufre ou de silicium) et empoisonnement récupérable (comme le CO, qui peut parfois être "purgé" avec de l'air). Cependant, même les événements récupérables entraînent des temps d'arrêt non planifiés et des coûts de main-d'œuvre.
Considérons un Centrale à hydrogène de 1 MW. Si le système de purification tombe en panne et provoque un pic des niveaux de CO, le coût de remplacement des piles de catalyseurs endommagées peut dépasser $400 000. En revanche, les dépenses d'exploitation annuelles liées au remplacement des tamis moléculaires de haute qualité et à la surveillance du prétraitement représentent généralement moins de 5% de ce chiffre. La logique économique est claire : le système de purification est la police d'assurance pour l'ensemble de l'actif hydrogène.
Impuretés courantes dans l'hydrogène gazeux et leurs origines
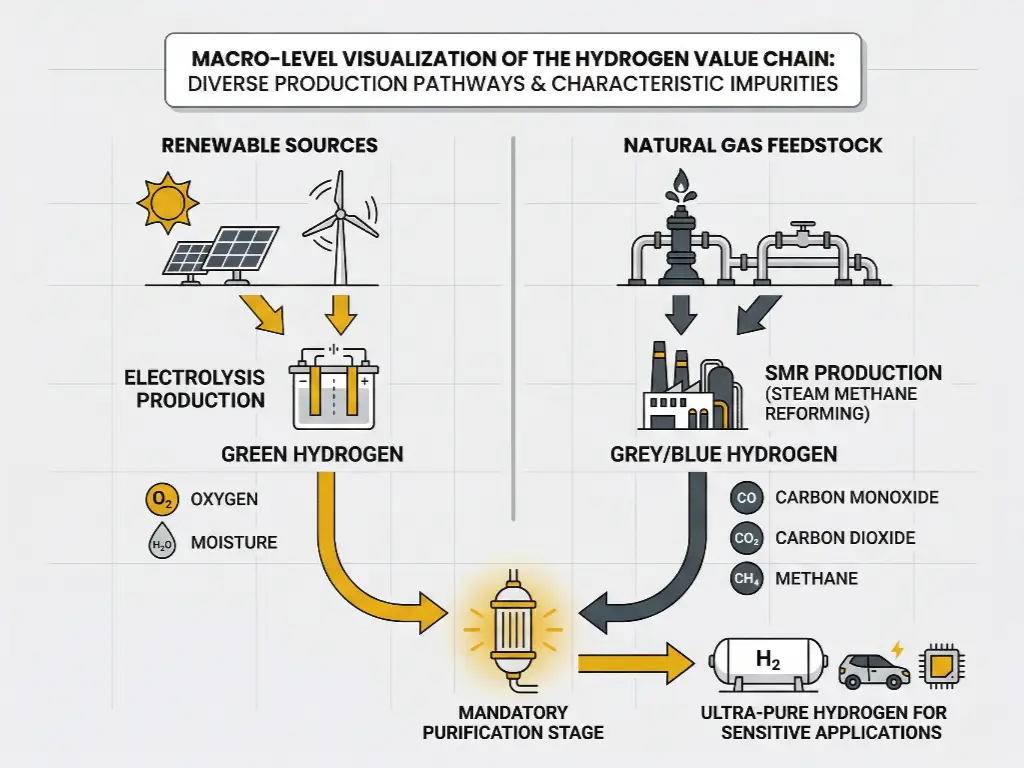
La conception d'une station d'épuration commence par l'"empreinte gazeuse" de la matière première. L'hydrogène est produit par diverses voies, chacune introduisant un cocktail unique de contaminants. Concevoir un système sans tenir compte de l'origine du gaz, c'est s'exposer à une dégradation rapide de l'adsorbant. Un système vraiment robuste intègre Prétraitement comme tampon non négociable pour protéger l'unité centrale de purification.
Profils d'impuretés spécifiques aux matières premières et besoins de prétraitement
Chaque méthode de production a un profil distinct qui dicte la stratégie de purification :
- Électrolyse (hydrogène vert) : Bien qu'il soit souvent présenté comme "pur", le produit brut contient une quantité importante d'oxygène (O2) et l'humidité (H2O). Si elle n'est pas gérée, l'humidité saturera les adsorbants en aval, tandis que l'oxygène peut présenter un risque d'explosion si les concentrations dépassent les seuils de sécurité. Une unité "DeOxo" suivie d'un sécheur par dessiccation est le prétraitement standard.
- Reformage du méthane à la vapeur (SMR - Hydrogène gris/bleu) : Le gaz brut est riche en CO, CO2et le méthane non réagi (CH4). Dans ce cas, le système de purification doit permettre la séparation en vrac de volumes importants, généralement par PSA.
- Gaz de sous-produits industriels (par exemple, chlore-alcali ou aciéries) : Ces sources sont les plus difficiles à utiliser. Elles contiennent des impuretés complexes telles que Le sulfure d'hydrogène (H2S)L'ammoniac, les chlorures et les hydrocarbures lourds.
Les impuretés à l'état de traces, telles que les chlorures ou l'acide formique, sont particulièrement insidieuses car elles provoquent Corrosion à long terme dans les gazoducs et les réservoirs de stockage en aval. Pour le gaz provenant de la gazéification du charbon ou de sous-produits de l'industrie lourde, Le prétraitement est obligatoire. Il faut éliminer le soufre et les hydrocarbures lourds avant que le gaz n'atteigne les lits principaux du PSA. Dans le cas contraire, on assiste à la "cokéfaction de l'adsorbant", où les molécules lourdes bloquent de manière permanente les pores du tamis moléculaire, le rendant inutilisable en quelques semaines.
Les défis thermodynamiques de la séparation de l'hydrogène
L'hydrogène est une molécule unique dans le tableau périodique, et ses propriétés physiques le rendent notoirement difficile à séparer. Avec un Diamètre cinétique de seulement 2,89 ÅEn effet, c'est l'une des plus petites molécules, ce qui lui permet de se faufiler dans des matériaux qui retiendraient des gaz plus gros comme l'azote ou le méthane. En outre, son faible point d'ébullition (-252,9°C) signifie que la séparation cryogénique nécessite une énergie considérable pour atteindre les températures nécessaires.
Les ingénieurs doivent également tenir compte de la Effet Joule-Thomson. Contrairement à la plupart des gaz, qui se refroidissent lorsqu'ils se dilatent (dépressurisation), l'hydrogène a un coefficient Joule-Thomson négatif à température ambiante. Cela signifie qu'il peut en fait chauffer lorsqu'il se dilate rapidement à travers une vanne ou un lit poreux. Dans les systèmes PSA à haute pression, ce gain thermique doit être géré par la conception du cycle afin d'éviter les points chauds dans le lit d'adsorbant qui pourraient affecter la capacité d'adsorption ou même déclencher des alarmes de sécurité.
Adsorption par variation de pression (PSA) : La référence industrielle
Pour la purification de l'hydrogène en vrac, Adsorption par variation de pression (PSA) reste l'étalon-or mondial. Sa capacité à produire de l'hydrogène de grande pureté (jusqu'à 99,999%+) à des débits élevés et à une intensité énergétique relativement faible en fait le choix privilégié des raffineries, des usines SMR et des installations d'électrolyse à grande échelle. Le succès d'un PSA purification de l'hydrogène est déterminée par la synergie entre la conception de la cuve, l'automatisation du cycle et, surtout, le média adsorbant.
Principes opérationnels et conception des cycles
Un cycle PSA standard fonctionne selon le principe que les gaz sont plus attirés par les surfaces solides à haute pression qu'à basse pression. Le processus est un cycle physique en quatre étapes :
- Adsorption : Le gaz brut pénètre dans le lit à haute pression. Les impuretés (CO, CH4, N2) sont piégés dans les pores de l'adsorbant, tandis que l'hydrogène pur passe au travers.
- Dépressurisation : Le lit est ventilé. Lorsque la pression baisse, les impuretés piégées commencent à se libérer (désorption).
- Purge : Une petite quantité d'hydrogène pur est utilisée pour "rincer" les impuretés restantes du lit à basse pression.
- Repressurisation : Le lit est ramené à haute pression à l'aide de gaz brut ou pur, prêt pour le cycle suivant.
Pour assurer un flux continu de gaz pur, les usines utilisent Systèmes à lits multiples (généralement de 4 à 12 cuves). Pendant qu'un lit adsorbe, les autres sont à différents stades de régénération. Les systèmes avancés utilisent Étapes de l'égalisationoù le gaz d'un lit à haute pression est utilisé pour repressuriser un lit à basse pression. Cela permet d'améliorer de manière significative la qualité de l'air et de l'eau. Taux de récupération de l'hydrogèneL'efficacité de l'installation, qui était de 70% au départ, se rapproche de la barre des 90%, ce qui se traduit directement par une réduction des coûts du gaz d'alimentation.
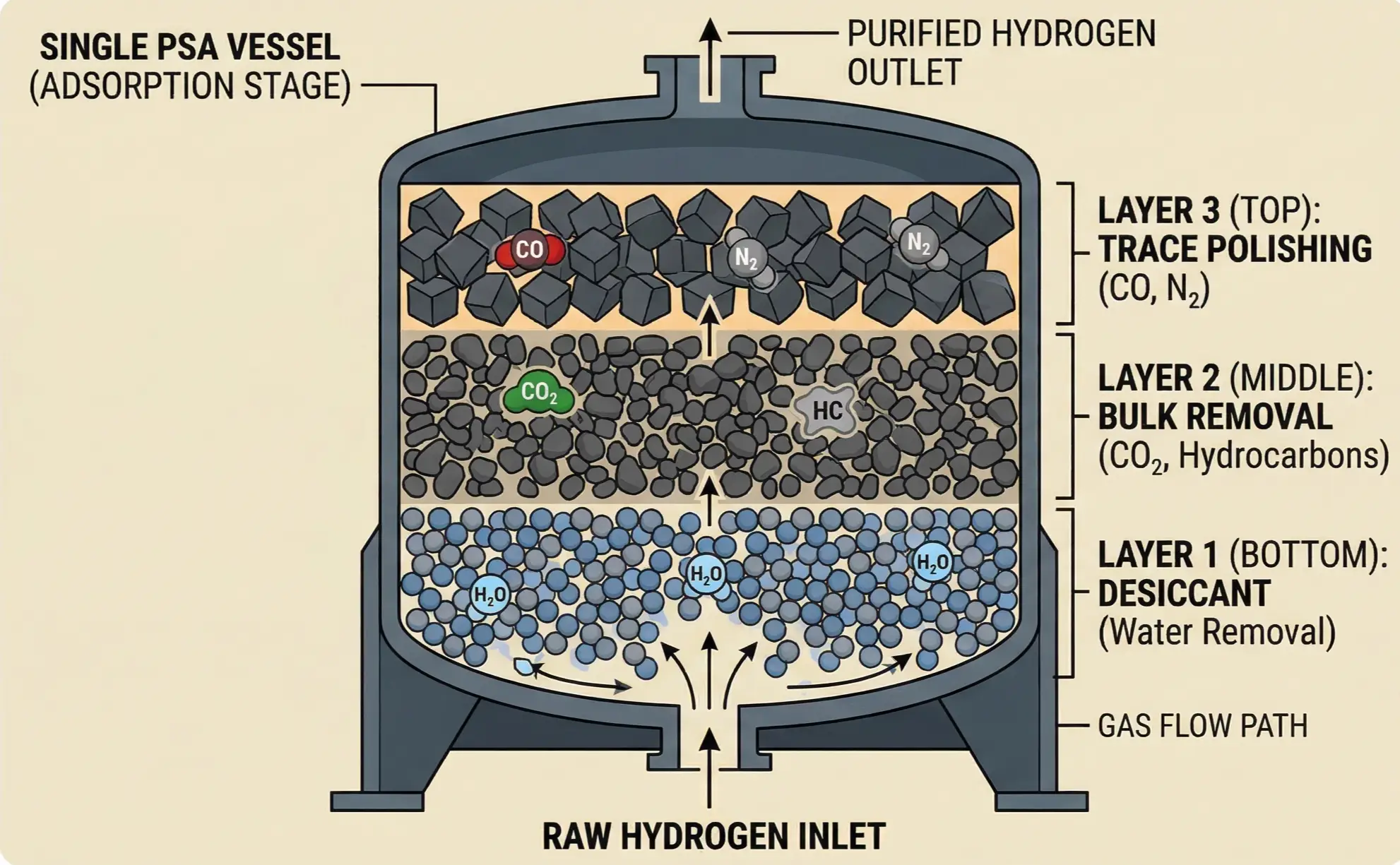
Le rôle critique de la sélectivité dans les milieux adsorbants
Le "moteur" du système PSA est le lit adsorbant multicouche. Aucun matériau ne peut à lui seul éliminer toutes les impuretés. Un lit typique utilise une stratégie de "défense en couches" : Alumine activée ou Gel de silice à la base pour éliminer l'humidité ; Carbone activé au milieu pour le CO2 et l'élimination des hydrocarbures ; et les Sieges moléculaires (zéolites) au sommet pour polir les traces de CO et d'azote.
En tant que leader mondial de la technologie des adsorbants, JALON se spécialise dans l'intersection de la performance chimique et de la durabilité physique. Les adsorbants spécialisés de JALON pour la purification de l'hydrogène (tels que les séries JLCOS et JLWN5) sont fabriqués sur une ligne de production entièrement automatisée contrôlée par DCS. Cela permet de garantir que chaque lot présente une cohérence quasi parfaite en termes de résistance des particules et de distribution des pores. En empêchant la formation de poussière et en maintenant une zone de transfert de masse stable, les adsorbants JALON prolongent considérablement le cycle de remplacement, réduisant ainsi les coûts d'exploitation à long terme et garantissant que la production d'hydrogène reste constamment dans la plage de ppb requise pour les applications sensibles telles que les piles à combustible.
Technologies de séparation par membrane : Précision et compacité
Alors que le PSA domine la séparation en vrac à grande échelle, la technologie des membranes offre une alternative convaincante pour la production décentralisée, la production sur site à petite échelle et les niches de très haute pureté. Les membranes fonctionnent selon le principe de Perméation sélectiveIl s'agit d'une barrière solide que certaines molécules traversent plus rapidement que d'autres en raison de leur taille, de leur solubilité ou de leur diffusivité.
Membranes métalliques à base de palladium
Les membranes au palladium (Pd) représentent l'"option nucléaire" pour la pureté de l'hydrogène. Elles fonctionnent grâce à un système unique de Mécanisme de diffusion de la solutionLes molécules d'hydrogène se dissocient en atomes à la surface du palladium, se dissolvent dans le réseau métallique, diffusent de l'autre côté et se recombinent. Comme seuls les atomes d'hydrogène peuvent passer à travers le réseau de palladium, cette technologie permet d'atteindre les objectifs suivants 9.0 Pureté de la qualité (99.9999999%).
Toutefois, le Limite de sélection commerciale pour les membranes en Pd est très étroite. Elles sont la solution idéale pour l'épitaxie des semi-conducteurs et les gaz de laboratoire de haute précision. Mais pour les projets de piles à combustible à l'échelle du MW ou pour une utilisation industrielle à grande échelle, elles sont souvent écartées en raison de leur faible rendement. CAPEX prohibitif - le palladium est un métal précieux - et leur faible flux par unité de surface. En outre, les membranes en Pd sont sensibles aux Empoisonnement au soufre et Fragilisation par l'hydrogène si la température de fonctionnement n'est pas strictement maintenue au-dessus de 300°C, ce qui nécessite des protocoles de gestion thermique rigoureux.
Alternatives polymères et céramiques
Les membranes polymériques sont beaucoup plus rentables et sont fréquemment utilisées pour la "récupération d'hydrogène" à partir des effluents gazeux des raffineries. Elles sont compactes, n'ont pas de pièces mobiles et sont excellentes pour la séparation en vrac lorsque la pureté 95% - 98% est suffisante. Le compromis technique est le suivant Sélectivité et perméabilité. Les membranes à haut flux permettent de réduire l'encombrement mais offrent une pureté moindre. Inversement, les membranes à haute sélectivité produisent un gaz plus propre mais nécessitent une pression (force motrice) nettement plus élevée ou une surface plus importante.
Voies de purification cryogénique et chimique
Pour la production massive d'hydrogène à l'échelle mondiale et l'émergence de l'hydrogène liquide (LH2), les méthodes cryogéniques et chimiques complètent le spectre technologique.
Distillation cryogénique pour la production à grande échelle
La séparation cryogénique utilise les différents points d'ébullition des gaz. Dans une chambre froide, le mélange de gaz est refroidi jusqu'à ce que les impuretés (comme le méthane ou l'azote) se liquéfient, laissant l'hydrogène sous forme de gaz. Il s'agit de la seule méthode viable pour Production d'hydrogène liquidecar le gaz doit de toute façon être refroidi à -253°C. Le principal inconvénient est Intensité énergétique. Atteindre ces températures nécessite des cycles sophistiqués de compression et d'échange de chaleur en plusieurs étapes, la consommation d'énergie étant généralement comprise entre 10 et 15 kWh par kg d'hydrogène.
Lavage chimique et méthanisation catalytique
Lorsque l'objectif est d'éliminer la "dernière trace" d'oxydes de carbone (CO/CO2) sans la complexité d'un APS, Méthanisation est un poli chimique éprouvé. Dans un réacteur de méthanisation, le CO et le CO2 réagissent avec l'hydrogène sur un catalyseur au nickel pour former du méthane et de l'eau.
CO + 3H2 → CH4 + H2O
Cette méthode est efficace pour convertir le CO "mortel" en CH "inoffensif".4 (pour certaines applications). Cependant, la fenêtre de fonctionnement est étroite ; si la température descend en dessous de 200°C, la réaction s'arrête, et si elle dépasse 400°C, il y a frittage du catalyseur. Il s'agit d'une étape de "polissage" robuste, mais qui ne peut pas gérer la séparation en vrac.
Sélection stratégique : Adapter la technologie à l'application
Pour choisir la bonne technologie de purification, il ne s'agit pas de trouver la "meilleure" technologie, mais la mieux adaptée à vos exigences spécifiques en matière de charge d'alimentation et de pureté. Une mauvaise adaptation peut se traduire par des millions de dollars de perte d'efficacité ou d'endommagement de l'équipement.
Matrice multidimensionnelle de comparaison des technologies
Lors de l'évaluation des options, les ingénieurs des procédés doivent consulter une matrice de comparaison qui tient compte des éléments suivants Coût nivelé de l'hydrogène (LCOH):
| Technologie | Pureté maximale | Échelle de débit | CAPEX | Principal avantage |
|---|---|---|---|---|
| PSA | 99.999%+ | Grand / Industriel | Modéré | Norme industrielle, haute fiabilité |
| Membrane de Pd | 99.999999% | Petit / Laboratoire | Très élevé | Pureté absolue, aucune pièce mobile |
| Cryogénique | 95% - 99% | À l'échelle mondiale | Haut | Meilleur pour LH2 chaîne de production |
Le Taux de récupération de l'hydrogène est le tueur silencieux de l'économie des projets. Si un système PSA a un taux de récupération de 75% contre 85%, cette différence de 10% en "hydrogène perdu" représente une augmentation massive du coût par kg sur une durée de vie de 20 ans de l'usine.
Arbre de décision pour les ingénieurs de processus
Pour simplifier le processus de sélection, suivez le cheminement logique suivant :
- Le débit est-il >1000 Nm³/h ? Utiliser PSA ou Cryogenic.
- La pureté cible est-elle "Electronic Grade" (9.0) ? Utiliser des membranes en palladium.
- Le gaz d'alimentation contient-il des niveaux élevés de soufre ? Un prétraitement obligatoire (désulfuration) est nécessaire avant toute unité PSA ou membranaire.
- Produisez-vous de l'hydrogène liquide ? La séparation cryogénique est le choix logique.
Optimisation des performances du système et du cycle de vie de l'adsorbant
Le succès à long terme d'une installation de purification de l'hydrogène dépend du programme de maintenance. Un système qui fonctionne avec une efficacité de 99,9% le premier jour, mais qui se dégrade à 90% la deuxième année, est un échec technique. Le principal ennemi de l'efficacité est Perte de charge (ΔP). Lorsque le ΔP augmente, le compresseur doit travailler plus fort pour pousser le gaz à travers le lit, ce qui entraîne une hausse directe et mesurable de la consommation d'électricité.
La cause physique de ΔP est généralement Adsorbant Attrition. Si les tamis moléculaires sont de mauvaise qualité, la "respiration" constante du récipient PSA (changements de pression) provoque le frottement des billes les unes contre les autres, ce qui crée de fines poussières. Ces poussières obstruent les espaces interstitiels du lit et bloquent le flux. Le choix de matériaux à haute résistance à l'écrasement provenant de fabricants réputés est le moyen le plus efficace de lutter contre ce problème.
En outre, le défaillance de l'équipement de prétraitement - comme un éliminateur de brouillard d'huile ou un désulfuriseur - constitue une menace existentielle pour le tamis moléculaire. Même une petite quantité d'huile de compresseur peut "aveugler" un lit entier de zéolithe, entraînant une perte irréversible de capacité. La surveillance en temps réel du ΔP et de la qualité des matières premières est le seul moyen de protéger ces actifs de grande valeur. En comprenant le Durée de vie effective de l'adsorbant qui tient compte à la fois du nombre de cycles et de la charge cumulative d'impuretés - les opérateurs peuvent passer d'une "lutte contre l'incendie" réactive à une maintenance proactive, guidée par les données, qui maximise à la fois la pureté du gaz et la rentabilité.