Para gases e líquidos, uma peneira molecular é um excelente absorvente. A ativação de crivos moleculares com uma conceção distinta ajuda numerosos sistemas a remover eficazmente contaminantes indesejáveis de gases ou líquidos. Também pode separar gases ou líquidos em grupos de tamanho molecular. Na destilação de etanol acima do limiar azeotrópico de 95,6 por cento do volume, a peneira molecular desempenha um papel significativo. Com a utilização de peneiras moleculares sintéticasO processo de desidratação do etanol pode agora ser conduzido com tecnologia melhorada para além deste limite azeotrópico.
Vamos trabalhar na análise detalhada dos projectos do leito adsorvente de peneira molecular para a desidratação do etanol. Vamos a isso!
O uso de leito de peneira molecular na desidratação de etanol

O que é um leito de peneira molecular?

O Substâncias zeolíticas artificiais Os orifícios de conceção e dimensão exactas e homogéneas são conhecidos como peneiras moleculares. Isto permite-lhes adsorver gases e líquidos com base no tamanho da molécula e nas preferências de permeabilidade. As zeólitas são sólidos cristalinos altamente permeáveis que se encontram na natureza e pertencem à família química dos aluminossilicatos.
3A, 4A, 5A e 13X são as quatro principais classificações dos crivos moleculares. A dimensão dos poros do crivo molecular é determinada pelo tipo, que é determinado pela versão sintética da molécula. Um crivo molecular funciona solubilizando as moléculas de gás ou de líquido mais pequenas do que o diâmetro funcional dos seus poros e rejeitando as moléculas maiores do que os orifícios.
Qual é a função da peneira molecular na desidratação do etanol?
A destilação convencional do etanol só pode atingir uma pureza de cerca de 96% de etanol, sendo os 4% residuais água, devido ao azeótropo gerado quando é combinado com água. Para ser considerado combustível de qualidade, o etanol deve ser desidratado a pelo menos 99,9%. Para atingir este grau de pureza, é utilizada uma peneira molecular 3A, construída especificamente com aberturas de 3 Angstrom, para adsorver as moléculas de água, enquanto as moléculas maiores de etanol são rejeitadas. Este procedimento eficaz desidrata o etanol até ao grau de pureza necessário para que possa ser designado como "fuel grade", uma vez que não existe rivalidade na sorção.
Durante o processo de produçãoPara controlar o tamanho da abertura dos poros em ambas as partículas de peneiras moleculares, o diâmetro dos poros é cuidadosamente monitorizado. Para controlar o tamanho da abertura dos poros, os iões de sódio, cálcio e potássio podem ser trocados dentro das partículas. Isto permite que as moléculas de gás e de líquido se adsorvam preferencialmente. Considere uma garagem de estacionamento: o seu veículo tem 1,80 m de altura, mas o teto da garagem tem apenas 1,80 m de altura. Por muito que tente, não conseguirá meter o seu carro na garagem. A adsorção de partículas nas aberturas de uma peneira molecular funciona segundo o mesmo princípio.
Tipos comuns de peneira molecular usados para desidratação de etanol

Numa variedade de utilizações comerciais e alimentares, o procedimento de desidratação por peneira molecular exige um elevado grau de pureza. O tipo mais eficaz de peneira molecular para secar o etanol é o Tipo 3A. O vapor de etanol hidratado é encaminhado através do leito da peneira molecular durante o procedimento de desidratação do etanol. A água é absorvida pelos poros do desenho do adsorvente à medida que os vapores percorrem o leito do crivo na fase inicial. O procedimento de adsorção continua até que a provável adsorção de água dos vapores esteja concluída ou a peneira molecular esteja saturada.
A água é transferida do vapor húmido de etanol para o crivo molecular ativado através de uma área ou região onde o teor de humidade é reduzido da entrada para a saída. Esta zona de transição principal tem um leito ativo para o trânsito de desidratação e outro para a regeneração. Utilização de portões potentes e automatizaçãoO etanol puro pode ser aplicado como combustível em veículos automóveis e noutras utilizações, uma vez desidratado através de peneiras moleculares. O etanol puro pode ser aplicado como combustível no sector automóvel e noutras utilizações, depois de ter sido desidratado utilizando peneiras moleculares.
Que quantidade de crivo molecular deve ser utilizada

A capacidade de secagem dos crivos moleculares é de cerca de 20% a 25% da sua própria massa. Para o procedimento de desidratação, deitar peneiras moleculares iguais a 3 a 4 vezes a quantidade prevista de solvente orgânico e agitar ocasionalmente durante cerca de 24 horas.
O projeto mais eficaz de leito de peneira molecular para desidratação de etanol
A conceção e o funcionamento de um mecanismo de peneira molecular são influenciados por uma série de factores. A capacidade de adsorção de um contaminante é determinada pela sua temperatura funcional e pressão parcial, bem como pelo tipo de peneira molecular (3A, 4A, 5A, 13X). As limitações do caudal e da diminuição da pressão, em combinação com o volume de adsorção, são fundamentais para determinar o melhor padrão de caudal, a cinética de transferência de peso e, por apêndice, a conceção do recipiente.
O tamanho dos contentores é também influenciado pela dimensão dos poros do crivo molecular, bem como pela disposição do leito (dependendo da espessura do adsorvente e composto por grânulos gigantes, grânulos pequenos ou um leito dividido). A diminuição da pressão e a dispersão do fluxo, bem como as necessidades de atividade de regeneração, serão influenciadas pela relação diâmetro/altura escolhida.
Existem dois possibilidades de conceção do componente de desidratação: projectos integrados ou autónomos, com base nos parâmetros da matéria-prima do etanol hidratado e na disponibilidade de uma instalação de destilação de álcool.
1. Conceção integrada
As máquinas integradas de desidratação de alimentação vaporosa estão ligadas a um sistema de destilação e aceitam o vapor de etanol hidratado diretamente da torre de retificação. O fluxo de regeneração, também conhecido como fluxo de purga, é reintroduzido na destilação para recuperação do etanol.
Em comparação com as unidades não acopladas, o mais significativo vantagens do sistema integrado é uma redução significativa do consumo de energia. A inovadora integração térmica de secagem com eficiência energética da Vogelbusch com sistemas de destilação/retificação/evaporação reduz substancialmente as despesas de funcionamento.
É necessária uma pressão mínima de 0,5 barg para a alimentação.
2. Conceção autónoma

O etanol hidratado líquido proveniente da armazenagem é seco utilizando uma alimentação líquida autónoma equipamento de secagem. Numa pequena coluna de reciclagem, o etanol hidratado é evaporado. O canal de regeneração, também conhecido como fluxo de purga, é encaminhado para a câmara de reciclagem para extração de etanol.
Um projeto adequado de recuperação de calor, tendo em conta a matéria-prima e os parâmetros de utilização, reduz o consumo de energia da câmara de secagem de etanol.
O princípio do procedimento

A técnica de adsorção utilizada na desidratação por crivo molecular utiliza zeólito sintéticoA zeólita é uma substância frágil e de elevada porosidade. O método baseia-se no facto de a atração do zeólito pela água variar com a pressão. O empacotamento de água do zeólito é determinado pela pressão parcial da água na entrada, que pode ser alterada mudando a força.
Procedimento de adsorção por oscilação de pressão (PSA)

Não ocorre condensação porque o leito de peneira molecular é injetado com vapor sobreaquecido. O vapor de etanol flui através do leito enquanto o vapor é absorvido nas aberturas do zeólito.
Quando o leito do crivo molecular fica encharcado de água e se aproxima uma rutura, é necessário reactivá-lo: a água é retirada da superfície do zeólito diminuindo a pressão exercida sobre ele.
A adsorção por oscilação de pressão Para obter uma produção constante, é utilizada uma configuração com dois leitos de crivo molecular. Um leito está em processo de desidratação, enquanto o outro está a ser regenerado sob vácuo. A pressão do leito é reduzida durante a ativação e a água dessorvida é expulsa do leito juntamente com os vapores de saída do outro leito de secagem. Este canal de purga ou de regeneração é então deliquescido e bombeado para a destilaria para extração de etanol.
Todo o processo é automatizado.
Como fazer com que as unidades de desidratação funcionem melhor
Melhoria do processo de crivo molecular

- Princípio de otimização da adsorção Um: Temperatura e pressão ideais
O ponto inevitável, baseado em duas regras básicas principais de adsorção, é que a unidade deve ser operada à pressão máxima e à temperatura mínima possível. Ao selecionar uma temperatura para a função, tenha em mente que este é um procedimento de fase de vapor, o que significa que o canal de alimentação não pode mudar de fase em nenhum momento. Por conseguinte, a temperatura mais baixa que pode ser utilizada é imediatamente superior à momento de mudança de fase. A pressão máxima que o sistema pode suportar, bem como a quantidade de superaquecimento acessível, limitam o mecanismo.
A pressão máxima é determinada pelos valores nominais do recipiente, da tubagem e da comporta. O ponto de ebulição da solução de etanol/água determina a temperatura mínima. A maioria dos projetos é baseada no azeótropo água/etanol, que contém cerca de 95% de etanol. Na realidade, a maioria das instalações funciona abaixo do azeótropo, com níveis de etanol tão baixos como 90%. O verdadeiro ponto de ebulição de qualquer combinação deve ser verificado. A temperatura de entrada do vapor deve ser regulada a 50°F ou 10°C de sobreaquecimento para garantir que a substância permanece na fase de vapor.
Os parâmetros perfeitos para uma adsorção máxima podem ser identificados através da avaliação destes factores.
Calcule as definições máximas para a regeneração utilizando a mesma abordagem isotérmica. É necessário obter o maior vácuo possível no recipiente a uma temperatura fixa. A capacidade de trabalho é definida como a distinção de capacidade a uma temperatura fixa, entre a pressão mais elevada possível e a pressão mais baixa concebível.
- Princípio dois da otimização da adsorção: capacidade de trabalho
Uma folha de especificações deve vir com cada peneira molecular e deve indicar a capacidade estática de água. Como todos os grânulos de peneira 3A ligados têm uma capacidade estática de 18-22 por cento de água por massa, isso tem uma influência mínima na capacidade real de trabalho.
O volume fixo da peneira molecular é útil como indicador geral da sua pureza, mas a capacidade de funcionamento é a mais importante. necessário para o desempenho. O diferencial no volume de água do crivo molecular a uma temperatura fixa entre as duas pressões de funcionamento, a sorção e a ativação é descrito como capacidade de trabalho.
A zona de transferência de massa é a região onde a água é conscientemente adsorvida ou eluída da peneira molecular ao longo de uma fase de adsorção ou regeneração dos loops. Hipoteticamente, a zona de transferência de massa tem a forma de um "plug flow", uma bolacha esférica que se desloca uniformemente ao longo do diâmetro do leito. Na realidade, tanto a dispersão de vapor como a fricção nas paredes do recipiente formam a região de transferência de massa. Para obter uma utilização plena do rendimento da peneira molecular, é essencial uma dispersão correta para uma dispersão adequada do vapor.
Factores que influenciam a capacidade de trabalho
- Sob a constituição e a pressão especificadas, a temperatura deve assegurar constantemente a manutenção da fase de vapor. Uma vez que o líquido cria um obstáculo no exterior da pérola, a transferência de massa do líquido para a junção cristalina é dificultada na circulação de duas fases. A tensão superficial do líquido dificulta a eliminação da água líquida através da re-vaporização após a sua compactação para o estado líquido.
- Dispersão de vapor na admissão. Simetria e velocidade da zona de transferência de massa.
- Assegurar a máxima disparidade entre a pressão do adsorvente e a aspiração de regeneração a uma temperatura fixa.
- O tamanho adequado do crivo molecular 3A.
- Peça amostras de Certificados de Avaliação, para além das folhas de especificações. Avalie produtos de peneira molecular de diferentes produtores; eles não são todos feitos da mesma forma e, portanto, não têm o mesmo desempenho. Verifique atributos como resistência ao esmagamento, capacidade de desgaste, dimensões das partículas que estão a distribuir e conhecimento técnico.
O que mais deve ser considerado
O processo de produção de etanol da empresa depende fortemente de peneiras moleculares. Elas permitem que o etanol seja desidratado de uma pureza de 95% para uma pureza de aproximadamente 99,9%, que é necessária para o uso como aditivo de combustível. A peneira molecular nas usinas de desidratação de etanol, como todas as outras operações em uma fábrica de etanol, requer atenção especial. Manutenção preventivaPara garantir uma vida útil longa e duradoura de até dez anos, é necessário um controlo e uma manutenção proactivos. Para garantir uma vida útil longa e duradoura de até dez anos, é necessário um controlo e uma manutenção proactivos das esferas de peneira.
Saber como as pérolas de peneira molecular desidratam e seguir algumas diretrizes simples ajudá-las-á a durar mais tempo. Com isso em mente, observe o seguinte:
1. Evitar molhar o lençol/cama

Ao entrar no reservatório e durante o funcionamento, deve ter-se o cuidado de garantir que o fluxo do procedimento chega e permanece na fase de vapor. Se o vapor se condensar e voltar a ser líquido, pode ter um impacto significativo na dinâmica de transferência de massa de água para dentro e para fora do recipiente, resultando numa diminuição da capacidade de trabalho e na potencial destruição das pérolas. Devido às qualidades coesivas óbvias da água, quando um fluxo de processo em fase líquida chega a um leito de desidratação de etanol, a água pode criar uma camada sobre cada pérola, colocando-a efetivamente em camadas de água liquefeita. A adsorção de contaminantes da fase de vapor (água) do fluxo de produto de etanol puro pretendido é retardada ou totalmente evitada por pérolas cobertas de água líquida.
É necessário obter e manter uma corrente de alimentação à pressão máxima com 50 °F de sobreaquecimento - 50 graus Fahrenheit acima da temperatura de condensação - para evitar o aparecimento de moléculas em fase líquida durante qualquer fase do processo de desidratação. A temperatura ideal de sobreaquecimento é de 50 ° Fahrenheit, que é suficientemente elevada para evitar que o vapor regresse à fase líquida, mantendo-se suficientemente baixa para não diminuir consideravelmente a capacidade de funcionamento das esferas da peneira dentro do recipiente. A capacidade de trabalho é proporcional à temperatura de funcionamento; os grânulos sob calor elevado têm uma capacidade de funcionamento inferior, pelo que um calor excessivo ao longo da operação também é indesejável. É também crucial ter contentores e tubagens devidamente isolados para evitar zonas frias ou variações de temperatura descontroladas no fluxo de alimentação, particularmente durante os meses mais frios e rigorosos.
2. Evitar exceder a velocidade crítica

Para proteger as unidades de desidratação e os grânulos de peneira dentro delas, a velocidade crítica deve ser evitada. Cada peça de maquinaria num processo tem uma pressão máxima que pode suportar sem causar danos. Quando a taxa de vapor de uma instalação é excessivamente elevada, a velocidade do vapor pode ultrapassar os limites da velocidade crítica, resultando num som que parece um grito ou um chiado agudo. Quando a velocidade crítica é ultrapassada, os grânulos podem estilhaçar-se e partir-se, provocando poeiras adicionais, uma maior necessidade de reabastecimento das unidades periféricas e o comprometimento da capacidade de trabalho geral, podendo finalmente ser necessária uma mudança completa para restabelecer a produtividade.
3. A cama não deve ser rebatida

Para evitar a expansão de Levi, a regulação adequada da velocidade dentro do leito deve ser mantida de perto para garantir que a velocidade de fluidização não seja ultrapassada, conforme definido por cada sistema individual. O diâmetro das pérolas, o caudal, a densidade do vapor, a pressão do recipiente e a temperatura do fluxo de entrada afectam a velocidade de fluidização. Quando as pérolas são elevadas e suspensas no ar numa espuma de vapor, um procedimento conhecido como fluidização, ocorre a expansão de Levi. Quando os grânulos são fluidizados, podem esmagar-se uns contra os outros, provocando um desgaste significativo, poeiras e rupturas.
Como resultado, os grânulos estilhaçados podem fazer com que a região de transferência de peso flua através do leito, resultando numa rutura irregular e precoce, numa má espiral de feedback e numa destruição recorrente. A fluidização imediata, ou o salto real dos grânulos da peneira dentro do recipiente, pode ser induzida por mudanças rápidas de pressão desencadeadas por válvulas presas ou pressurização inadequada do recipiente. Este fenómeno é frequentemente conhecido como "popcorning".
Se quiser saber mais sobre as capacidades das diferentes unidades de desidratação de etanol, fale com um especialista em peneiras, como os da nossa empresa, Jalon. Eles ajudá-lo-ão a descobrir coisas que inicialmente não sabia sobre a peneira molecular e, essencialmente, evitarão que cometa erros. Verifique regularmente o funcionamento adequado das válvulas, organize workshops para a equipa, promova a formação contínua sobre as definições de pressurização adequadas e enfatize as vantagens das verificações regulares para aumentar a eficácia e o sucesso.
4. Contornar a poluição

Os hidratos de carbono de baixo peso molecular, como a glucose solúvel em água e os óleos de fusel, podem alterar significativamente a capacidade de funcionamento das unidades de desidratação de etanol. Os hidratos de carbono são derivados da glucose solúvel em água que permanece no fluxo do processo, incluindo outros poluentes, como combinações micelares que são depois transferidas para os leitos. Num processo conhecido como coking, estes poluentes aderem ao exterior das esferas de peneira molecular, formando um revestimento de coque, ou hidratos de carbono queimados.
O coque aparece como manchas escuras na superfície das pérolas e pode eventualmente formar uma camada completa à volta da superfície, tornando as pérolas pretas. O revestimento de coque bloqueia o acesso dos vapores aos microcanais dentro de cada pérola, impedindo que a água seja absorvida pelos grãos de peneira molecular, resultando numa redução significativa do desempenho e da eficácia do trabalho.
A instalação de filtros demister ou de separadores coalescentes entre o vaporizador e a unidade de desidratação é a forma mais simples de reduzir os hidrocarbonetos - glicose, combustíveis e outras impurezas. Estes filtros são basicamente lâminas de palha de aço que captam os poluentes e purificam o fluxo de vapor à medida que este passa. Para limitar consideravelmente a incidência de coque e conservar a capacidade de funcionamento e a taxa de transferência de peso no interior dos contentores, as equipas de manutenção pró-activas devem inspecionar o dreno na base do filtro e repará-lo, se necessário, após a instalação.
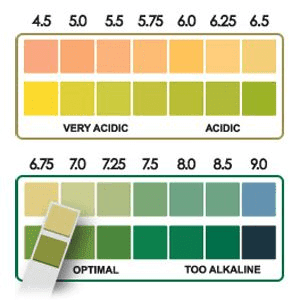
5. Estar atento ao nível de pH
Um crivo molecular de três angstrom (crivo molecular 3A) foi desenvolvido especialmente para desidratar o etanol e tem orifícios de poros cristalinos com cerca de três angstroms de diâmetro. Considerando que as moléculas de água têm aproximadamente 2,8 angstroms de diâmetro e as moléculas de etanol têm cerca de 3,6 angstroms de diâmetro, este crivo é adequado para a síntese de etanol. As moléculas de água podem passar através dos cristais 3A e ficarem presas, mas as moléculas de etanol são demasiado grandes para serem adsorvidas e saltarem.
Quando os grânulos de peneira molecular são submetidos a um pH elevado, ocorre uma troca iónica, convertendo os cristais de peneira 3A em cristais de peneira 4A ou maiores, permitindo que as moléculas de etanol sejam adsorvidas ao lado da água e reduzindo a capacidade.
As esferas de peneiração desintegram-se e aglomeram-se se forem sujeitas a um fluxo de alimentação com um pH demasiado baixo. Para evitar transferências de iões ou fusão de grânulos, um fluxo de alimentação ideal deve ter um pH de 4,5 a 9,0. Os técnicos devem prestar atenção adicional durante a manutenção preventiva para garantir que os produtos químicos limpos no local, como o ácido sulfúrico ou a soda cáustica (hidróxido de sódio), sejam totalmente enxaguados e não passem pelos recipientes dos crivos.
A linha de fundo
A peneira molecular está no centro da maioria dos procedimentos de fabrico e desempenha um papel vital no aumento da pureza da maioria dos resultados de fabrico, incluindo o etanol, como se vê neste post. Embora a eficácia da peneira molecular utilizada seja importante, é preciso ter em mente a qualidade também. Existem muitos fornecedores no mercado, mas apenas Jalon garante-lhe qualidade pelo preço que paga. Contactar-nos e teremos todo o prazer em fornecer a peneira molecular da mais alta qualidade. Temos capacidade para satisfazer pedidos a curto e a longo prazo, pelo que não tem de se preocupar com a calendarização. E, mais importante, enviamos os nossos produtos para todo o mundo.








