Tecnologia e processo de hidrocraqueamento: como as refinarias modernas transformam petróleo pesado em combustíveis de alto valor
O que é o hidrocraqueamento e qual é o seu papel na refinaria?
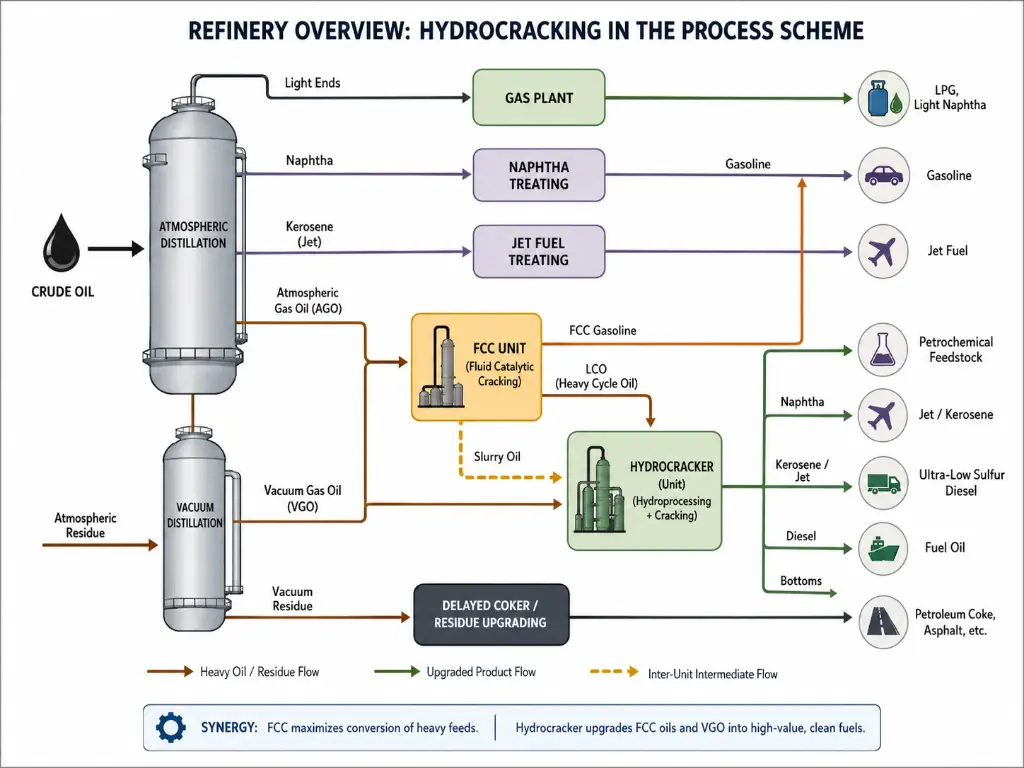
Uma refinaria funciona como uma fábrica de triagem e valorização. O petróleo bruto entra por um lado e, do outro, sai uma gama de produtos — gasolina, gasóleo, combustível para aviões, matérias-primas petroquímicas. As unidades de destilação atmosférica e a vácuo tratam da separação: separam o petróleo bruto em frações de acordo com o ponto de ebulição. Mas a separação por si só deixa de aproveitar um valor significativo. As frações pesadas que emergem da parte inferior das torres de destilação — gasóleos e fluxos residuais — são demasiado densas, demasiado aromáticas e demasiado contaminadas para serem vendidas como produtos de alta qualidade.
É aqui que entra o hidrocraqueamento.
O hidrocraqueamento é um processo de hidrogenação catalítica que decompõe moléculas de hidrocarbonetos pesados em produtos mais leves e de maior valor. Ao contrário do craqueamento térmico simples, opera num ambiente rico em hidrogénio sob alta pressão, quebrando simultaneamente as ligações carbono-carbono e saturando os fragmentos com hidrogénio. O resultado é uma gama de produtos dominada por destilados médios — gasóleo, combustível para aviões e óleo para aquecimento — que são mais limpos, mais estáveis e mais valiosos do que a matéria-prima que entrou na unidade.
No esquema de fluxo da refinaria, o hidrocraqueador situa-se a jusante da destilação e a montante da mistura de produtos. Complementa o craqueador catalítico fluido (FCC): o FCC converte gasóleos em gasolina através de um mecanismo de rejeição de carbono, enquanto o hidrocraqueador processa as matérias-primas mais aromáticas e refratárias que resistem ao craqueamento do FCC — incluindo o subproduto óleo de ciclo leve (LCO) que o próprio FCC produz. Juntas, estas duas unidades de conversão constituem a espinha dorsal de uma refinaria moderna de alta conversão.
Por que razão o hidrocraqueamento se tornou indispensável? Três fatores convergem. Em primeiro lugar, as regulamentações ambientais exigem combustíveis com teor ultrabaixo de enxofre — e o ambiente rico em hidrogénio do hidrocraqueamento reduz os níveis de enxofre e azoto para valores de um único dígito em ppm. Em segundo lugar, a composição do petróleo bruto a nível global está a tornar-se mais pesada, levando a que mais material residual seja encaminhado para as unidades de conversão das refinarias. Em terceiro lugar, a procura por destilados médios — particularmente gasóleo nas economias emergentes e combustível para aviões devido à expansão do transporte aéreo — continua a aumentar, e o hidrocraqueamento é a via mais eficiente para os produzir.
Então, o que é que realmente entra num hidrocraqueador? Essa questão acaba por ser mais complexa do que parece.
Matéria-prima: O que se utiliza num hidrocraqueador?
O principal ponto forte do hidrocraqueador é a flexibilidade em termos de matérias-primas — mas essa flexibilidade acarreta consequências a nível da engenharia. Matérias-primas diferentes exigem configurações de processo diferentes, catalisadores diferentes e estratégias operacionais diferentes. É essencial compreender o panorama das matérias-primas antes de se aprofundar no próprio processo.
A matéria-prima mais leve utilizada nos hidrocraqueadores é o gasóleo leve de destilação direta (LGO), com ponto de ebulição na faixa de aproximadamente 200–370 °C, sendo que o gasóleo de vácuo (VGO) representa a maior parte das matérias-primas comerciais. Estas correntes são relativamente limpas — com baixo teor de enxofre e azoto — e podem ser processadas numa configuração de fase única com um consumo modesto de hidrogénio. No extremo oposto, o resíduo de vácuo — o material que fica para trás após a destilação a vácuo, com ponto de ebulição acima de 565 °C — contém altas concentrações de metais (níquel, vanádio), asfaltenos e aromáticos policíclicos que desativariam rapidamente um catalisador convencional de leito fixo. O processamento do resíduo requer tecnologia de reatores de leito efervescente ou de leito de suspensão, onde o catalisador pode ser continuamente adicionado e retirado.
A maioria dos hidrocraqueadores comerciais opera num intervalo entre esses valores. A matéria-prima principal é o gasóleo de vácuo (VGO), cujo ponto de ebulição situa-se normalmente entre os 350 e os 565 °C. Dependendo da origem do crude, o VGO pode conter entre 0,5 e 4 % em peso de enxofre e 500 a 3.000 ppm de azoto — sendo o azoto o problema mais insidioso. Os compostos orgânicos de azoto, mesmo em níveis vestigiais, são venenos potentes para os sítios ácidos do catalisador de hidrocraqueamento. É por isso que todos os hidrocraqueadores, independentemente da configuração, começam com uma etapa de pré-tratamento.
| Tipo de matéria-prima | Fonte típica | Intervalo de ebulição | Desafio principal | Processo adequado |
|---|---|---|---|---|
| LGO/VGO em linha reta | Destilação atmosférica/a vácuo | 350–565 °C | O teor de S e N varia consoante o petróleo bruto | De um estágio ou de dois estágios |
| Óleo para Motos de Luz (LCO) | Subproduto da FCC | 220–350 °C | Alto teor de aromáticos (60–80%), difícil de craquear | De duas fases com H₂ a alta pressão |
| Gasóleo Coker | Cokificação retardada | 350–520 °C | Elevados teores de S, N e olefinas; instável | Em duas fases com pré-tratamento |
| Resíduo atmosférico | Resíduos da destilação atmosférica | 565 °C+ | Metais, asfaltenos, alta viscosidade | Leito agitado / Suspensão |
| Resíduos de vácuo | Resíduos da destilação a vácuo | 565 °C+ | Metais extremos + asfaltenos | Leito agitado / Apenas pasta |
Os requisitos de pré-tratamento conduzem naturalmente ao próprio processo. Todos os hidrocraqueadores, desde a unidade mais simples de fase única até à instalação mais complexa de valorização de resíduos, seguem uma sequência lógica de etapas que transforma a matéria-prima pesada contaminada em produtos limpos e em conformidade com as especificações.
O processo de hidrocraqueamento: uma explicação passo a passo
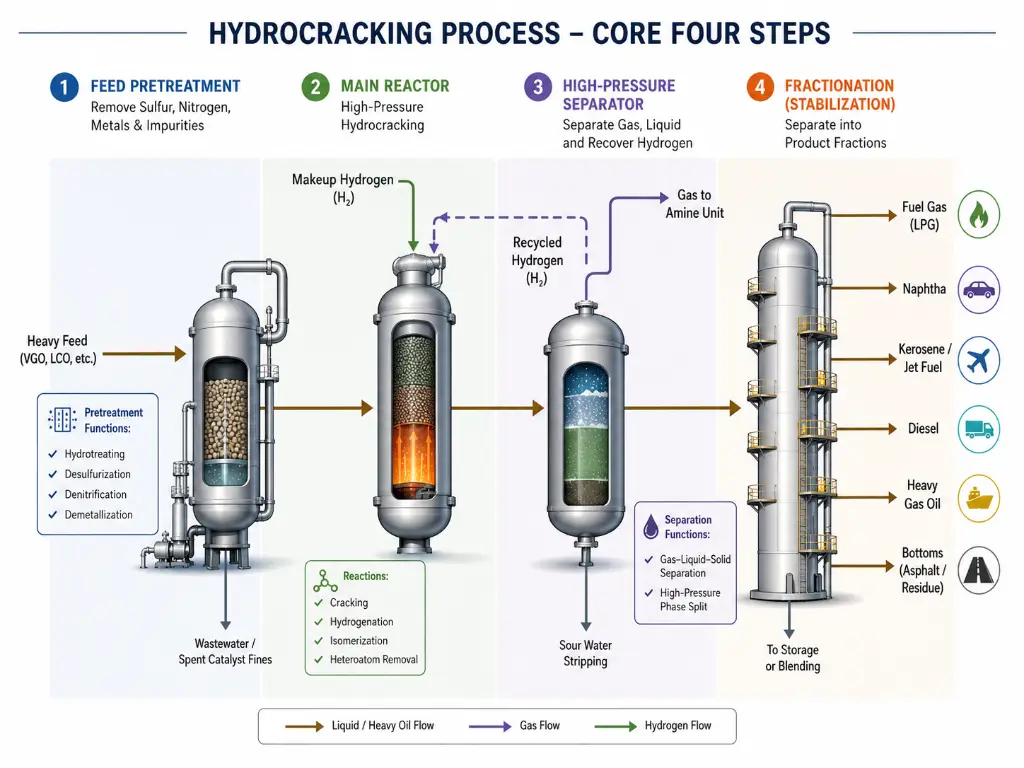
O hidrocraqueamento não é uma reação única num único recipiente — é uma sequência cuidadosamente orquestrada de quatro etapas de engenharia: pré-tratamento, reação, separação e fracionamento. Cada etapa envolve decisões operacionais críticas que se repercutem a jusante, afetando a qualidade do produto, a vida útil do catalisador e a rentabilidade da unidade.
Pré-tratamento da ração: a limpeza antes do grande dia
Pense no pré-tratamento como o controlo de segurança e o ponto de descontaminação antes do reator principal. Se o enxofre, o azoto e os metais chegarem ao catalisador de hidrocraqueamento sem serem controlados, contaminam os sítios ativos, bloqueiam os canais dos poros e reduzem a vida útil do catalisador de anos para meses.
O reator de pré-tratamento opera em condições semelhantes às do reator de craqueamento: temperaturas entre 300 e 400 °C e pressões de hidrogénio entre 50 e 150 bar. No seu interior, um catalisador de CoMo (cobalto-molibdénio) ou NiMo (níquel-molibdénio) promove duas reações fundamentais. A hidrodessulfurização (HDS) converte compostos orgânicos de enxofre em sulfureto de hidrogénio (H₂S), enquanto a hidrogenodessulfurização (HDN) converte compostos orgânicos de azoto em amoníaco (NH₃). A meta ao sair da secção de pré-tratamento é rigorosa: enxofre abaixo de 50 ppm e azoto abaixo de 10 ppm — com unidades de duas fases a exigirem frequentemente azoto abaixo de 5 ppm para proteger o catalisador de metal nobre da segunda fase. O azoto deve ser reduzido a níveis especialmente baixos, uma vez que as espécies de azoto orgânico neutralizam os sítios ácidos de Brønsted que impulsionam as reações de craqueamento a jusante (Topsoe, 2004).
A Secção de Reação: Onde ocorre a fissuração
A matéria-prima pré-tratada, agora livre da maioria dos contaminantes de heteroátomos, mistura-se com hidrogénio aquecido e comprimido e entra no reator de hidrocraqueamento — o coração da unidade. Trata-se normalmente de um reator de leito fixo e fluxo descendente (fluxo por gotejamento) que contém vários leitos de catalisador separados por zonas de arrefecimento para controlo da temperatura.
O que ocorre no interior da partícula catalítica constitui a essência química do hidrocraqueamento: o mecanismo bifuncional. Cada partícula catalítica contém dois tipos distintos de sítios ativos em proximidade à escala nanométrica. Os sítios metálicos — tipicamente níquel-molibdénio ou níquel-tungsténio sulfitados na maioria dos reatores, com platina ou paládio reservados para unidades de segunda fase que operam num ambiente isento de enxofre — realizam a hidrogenação e a desidrogenação. Estes saturam os anéis aromáticos com hidrogénio e, fundamentalmente, geram intermediários olefínicos reativos através da remoção de hidrogénio dos hidrocarbonetos saturados. Os sítios ácidos — localizados no suporte de zeólito ou sílica-alumina amorfa — realizam o próprio craqueamento através da cisão β, quebrando ligações carbono-carbono nos intermediários olefínicos para produzir moléculas mais pequenas.
É esta coreografia de dois sítios que torna o hidrocraqueamento seletivo, em vez de indiscriminado. O sítio metálico ativa a molécula; o sítio ácido corta-a numa posição específica. Os dois devem estar fisicamente adjacentes à escala nanométrica — uma molécula dessorvida de um sítio metálico deve encontrar um sítio ácido antes de poder ressaturar-se, ou a oportunidade de craqueamento perde-se.
As condições de operação refletem este equilíbrio delicado. As temperaturas do reator variam entre 300 e 450 °C, sendo que o ponto de regulação exato é determinado pela reatividade da carga e pelo nível de conversão pretendido. As pressões variam entre 80 e 200 bar — pressões mais elevadas inibem a formação de coque ao manter uma pressão parcial de hidrogénio elevada, mas aumentam significativamente os custos de compressão. A velocidade espacial horária do líquido (LHSV), tipicamente de 0,5 a 2,0 h⁻¹, controla o tempo de permanência: uma LHSV mais baixa significa um craqueamento mais profundo, mas um rendimento mais baixo. A relação hidrogénio-óleo, tipicamente 1 000–2 000 Nm³ de hidrogénio por metro cúbico de carga, garante a disponibilidade adequada de hidrogénio na superfície do catalisador e ajuda a dissipar o calor exotérmico da reação (ScienceDirect, 2024).
Uma vez que a craqueamento é um processo fortemente exotérmico, o controlo da temperatura constitui o principal desafio de segurança do reator. Cada leito catalítico aumenta a temperatura da corrente de processo em 10–30 °C. Entre os leitos, é injetado hidrogénio frio como meio de arrefecimento — uma estratégia de controlo simples, mas rigorosamente ajustada. Se a temperatura de um leito ficar fora de controlo, a velocidade de reação acelera exponencialmente, produzindo mais calor, o que acelera ainda mais a reação — um ciclo de retroalimentação positiva que pode levar à sinterização do catalisador ou, em casos extremos, à falha da parede do reator.
Gestão do hidrogénio: a espinha dorsal invisível
O hidrogénio é o maior custo operacional variável do hidrocraqueador, e a sua boa gestão é tão importante quanto a gestão do catalisador. Um hidrocraqueador típico de conversão total consome 250–350 Nm³ de hidrogénio por tonelada de matéria-prima — o que o torna o maior consumidor individual de hidrogénio na refinaria.
O hidrogénio desempenha três funções simultaneamente: é um reagente (saturando os fragmentos de craqueamento e removendo heteroátomos), um meio de transferência de calor (afastando o calor da reação da superfície do catalisador) e um protetor do catalisador (inibindo a formação de coque ao neutralizar os precursores reativos do coque). O hidrogénio que sai do reator não é descartado — passa por um separador de alta pressão, onde é recuperado, purificado de H₂S e NH₃ e reciclado de volta para a entrada do reator. O hidrogénio de reposição fresco compensa o consumo químico e as perdas por purga. É essencial manter a pureza do gás de reciclagem acima de 90% de hidrogénio: a acumulação de hidrocarbonetos leves (metano, etano) no circuito de reciclagem reduz a pressão parcial do hidrogénio, diminuindo a atividade do catalisador e acelerando a desativação.
Separação e fraccionamento: classificação dos produtos
O efluente do reator é uma mistura complexa: hidrogénio não reagido, gases de hidrocarbonetos leves (C₁–C₄), líquidos da gama da nafta, destilados médios e petróleo não convertido. A separação desta mistura em produtos que cumprem as especificações requer duas etapas de separação sequenciais.
Em primeiro lugar, o separador de alta pressão destila a corrente de gás rica em hidrogénio para reciclagem. A fase líquida, agora a uma pressão mais baixa, entra numa coluna de fraccionamento onde os produtos são extraídos de acordo com o intervalo de ebulição: GPL (abaixo de 20 °C), nafta leve (20–80 °C), nafta pesada (80–180 °C), querosene/combustível de aviação (180–270 °C), gasóleo (270–370 °C) e óleo não convertido (370 °C+). Numa configuração de duas fases, o óleo não convertido é encaminhado para um reator de segunda fase dedicado para craqueamento adicional. Numa unidade de fase única, uma parte pode ser reciclada para a entrada do reator para aumentar a conversão global de um nível por passagem de 40–60% para um total de 70–80%.
Controlo de processos e segurança: garantir a estabilidade
Operar um hidrocraqueador implica gerir um sistema em condições extremas — 200 bar de pressão de hidrogénio a 400 °C — onde a margem entre um funcionamento eficiente e uma falha catastrófica pode ser muito estreita. Todos os hidrocraqueadores comerciais estão equipados com um sistema automático de despressurização de emergência. Em caso de variação de temperatura ou perda de contenção, o sistema descarrega o conteúdo do reator para a chama de queima em 15 a 20 minutos, reduzindo a pressão do sistema de mais de 200 bar para aproximadamente 7 bar (barg) — o suficiente para interromper a reação antes que ocorram danos estruturais.
O controlo de temperatura de rotina depende do sistema de hidrogénio de arrefecimento entre leitos. O objetivo é manter o aumento de temperatura em cada leito catalítico abaixo de cerca de 20 °C, garantindo um funcionamento estável sem se aproximar dos limites metalúrgicos do vaso do reator. Os operadores monitorizam continuamente os perfis de temperatura dos leitos; o desenvolvimento de um ponto quente num leito pode indicar canalização, incrustação do catalisador ou distribuição irregular do fluxo — todos os quais requerem investigação antes de se agravarem.
Monofásico vs. Bifásico: Escolher a configuração certa
Uma vez compreendido o fluxo básico do processo, a questão seguinte é: quantas etapas de reação requer a aplicação? A escolha entre o hidrocraqueamento de uma ou de duas etapas não é uma questão de «qual é o melhor» — trata-se de adequar a configuração à qualidade da matéria-prima, ao nível de conversão pretendido e à gama de produtos desejada.
Hidrocracking de fase única: simplicidade para matérias-primas leves
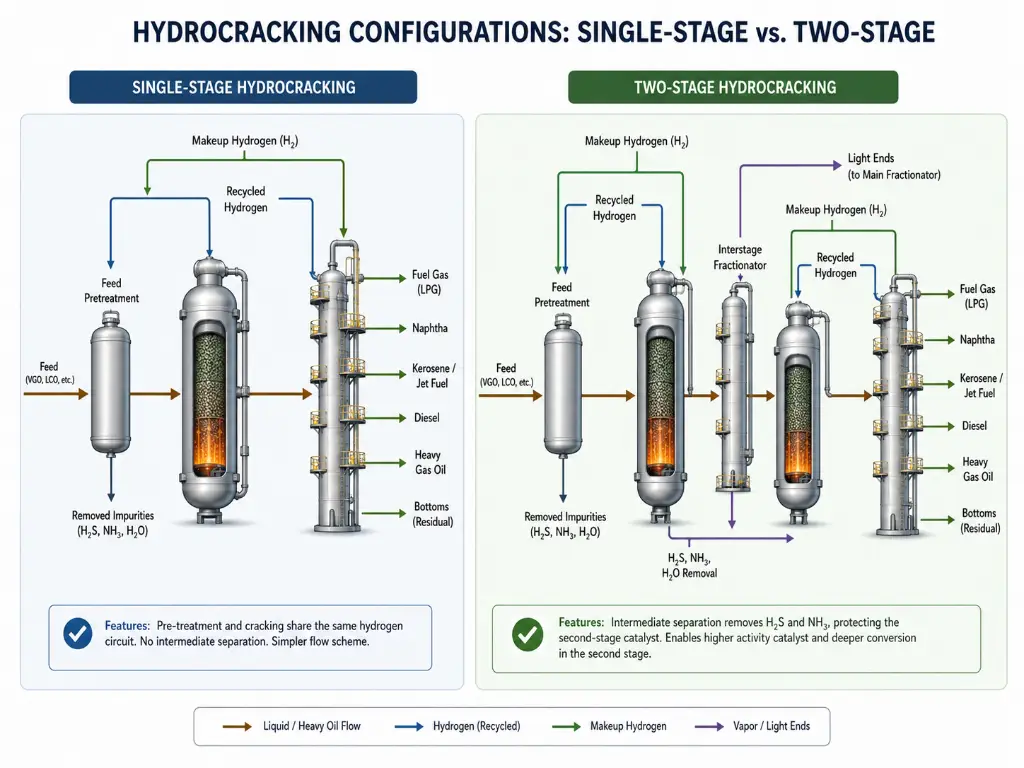
Numa configuração de fase única, o reator de pré-tratamento e o reator de craqueamento partilham um circuito comum de hidrogénio, sem separação intermédia dos produtos. Toda a carga passa pelos dois reatores em série, e o efluente combinado segue diretamente para a secção de separação.
Esta simplicidade traduz-se em custos de capital mais baixos, menor ocupação de espaço e um funcionamento mais simples — tornando-a a escolha preferida para o processamento de matérias-primas relativamente leves e com baixo teor de contaminantes, como o VGO de destilação direta proveniente de crude de baixo teor de enxofre. A desvantagem é a conversão limitada: no modo de passagem única, a conversão típica por passagem é de 40–60 % em peso. É possível alcançar uma conversão mais elevada reciclando uma parte do óleo não convertido de volta para a entrada do reator, elevando a conversão global para 70–80 % em peso, mas a corrente de reciclagem transporta aromáticos policíclicos não convertidos que se acumulam no circuito e acabam por forçar uma purga.
O sistema catalítico de fase única deve funcionar na presença do H₂S e do NH₃ gerados durante o pré-tratamento. Estes gases inibem parcialmente os sítios de craqueamento ácido, o que limita a conversão por passagem que é possível alcançar — mas também suprime o craqueamento excessivo em gás e coque, proporcionando uma seletividade natural para os destilados médios.
Hidrocracking em duas fases: máxima flexibilidade para matérias-primas complexas
A configuração em duas fases acrescenta uma etapa crucial entre as fases: a separação do produto. Após a primeira fase concluir o pré-tratamento e a craqueamento inicial, o efluente é fracionado. Os produtos leves (nafta, querosene, gasóleo) são retirados como fluxos acabados. O óleo não convertido — agora despojado de H₂S e NH₃ — entra num reator dedicado de segunda fase que opera num ambiente de hidrogénio puro.
Esta separação intermédia é a chave para a vantagem do processo em duas fases. Livre do H₂S e do NH₃ que inibem o catalisador da primeira fase, o reator da segunda fase pode utilizar catalisadores mais ativos — incluindo metais nobres como a platina e o paládio em suportes de zeólito altamente ácidos — que seriam rapidamente envenenados no ambiente da primeira fase. O resultado é um craqueamento mais profundo por passagem, uma conversão global mais elevada (90–99%) e a capacidade de alterar a gama de produtos para gasóleo, combustível para aviões ou nafta, ajustando as condições de funcionamento da segunda fase.
O custo, evidentemente, é mais elevado. As unidades de duas fases requerem um segundo reator, um segundo circuito de hidrogénio (ou um circuito partilhado mais complexo), um fraccionador inter-fases e um maior stock de catalisador. Para uma refinaria que transforma VGO leve e limpo em gasóleo, uma unidade de fase única pode ser perfeitamente suficiente. Para uma refinaria que craqueia LCO proveniente do FCC, ou que processa gasóleo de coque com elevado teor de azoto, ou que maximiza a produção de combustível para aviões para um mercado da aviação em crescimento — a configuração de duas fases justifica o seu custo adicional.
Condições de funcionamento e tecnologia dos reatores
Compreender o hidrocraqueamento significa compreender a tensão entre objetivos concorrentes: profundidade de conversão versus seletividade do produto, atividade do catalisador versus longevidade do catalisador, valor do produto versus custo operacional. Os parâmetros operacionais que equilibram essas tensões, bem como o equipamento do reator que as contém, são o ponto de encontro entre a engenharia de processos e a realidade física.
| Parâmetro de funcionamento | Intervalo típico | Lógica de Engenharia |
|---|---|---|
| Temperatura do reator | 300–450 °C | O limite inferior é determinado pela temperatura de ativação do catalisador; o limite superior é limitado pela craqueamento excessivo em gás e pela rápida formação de coque |
| Pressão do reator | 80–200 bar | Pressão mais elevada = pressão parcial de hidrogénio mais elevada = redução da formação de coque + maior vida útil do catalisador, mas custos de compressão mais elevados e paredes do reator mais espessas |
| LHSV (Velocidade Espacial Horária do Líquido) | 0,5–2,0 h⁻¹ | Inverso do tempo de permanência; um LHSV mais baixo = craqueamento mais profundo por passagem, mas menor rendimento unitário |
| Rácio hidrogénio/petróleo | 1 000–2 000 Nm³/m³ | Assegura a cobertura de hidrogénio na superfície do catalisador e dissipa o calor da reação; se for demasiado baixa = formação de coque; se for demasiado alta = carga excessiva no compressor de reciclagem |
Estes parâmetros não funcionam de forma independente. O aumento da temperatura aumenta a conversão, mas também acelera a desativação do catalisador devido à formação de coque. O aumento da pressão inibe a formação de coque, mas exige uma metalurgia mais dispendiosa e custos mais elevados de compressão do hidrogénio. A arte da operação do hidrocraqueador reside em encontrar o ponto ideal — e ajustá-lo à medida que o catalisador envelhece e a sua atividade diminui ao longo do seu ciclo de 3 a 5 anos.
O equipamento do reator varia consideravelmente consoante a severidade da matéria-prima, conforme ilustrado na comparação abaixo (Penn State FSC 432(Universidade Estadual da Pensilvânia):
| Tipo de cama | Tamanho das partículas do catalisador | Matéria-prima adequada | Principal vantagem | Limitação da chave |
|---|---|---|---|---|
| Leito fixo | 1,5–3 mm | VGO, LCO, gasóleo de coker | Operação simples, CAPEX mínimo, tecnologia consolidada | Não suporta matérias-primas que contenham metais ou asfaltenos — estes obstruem o leito |
| Leito agitado | 0,8–3 mm | Resíduo atmosférico, resíduo de vácuo | O catalisador pode ser adicionado ou removido online; é compatível com metais moderados | Maiores despesas de capital (CAPEX) e despesas operacionais (OPEX); operação mais complexa |
| Suspensão / Leito expandido | ~0,002 mm (disperso) | Resíduos de vácuo ultrapesados | Conversão extrema (95%+); lida com as piores alimentações | O catalisador é de uso único (consumível); custo operacional mais elevado |
Para a grande maioria dos hidrocraqueadores comerciais que processam matérias-primas da gama VGO, a configuração de leito fixo — robusta, bem conhecida e económica — continua a ser a norma. As tecnologias de leito efervescente e de suspensão são reservadas para a valorização de resíduos, onde o seu custo mais elevado é justificado pelo custo ainda mais elevado da alternativa: deixar o fundo do barril sem processar.
Os parâmetros operacionais definem a janela de processo — mas é a peneira molecular no interior do catalisador que determina o que essa janela realmente produz. Uma formulação personalizada de zeólito é a diferença entre atingir os seus objetivos de produção e ter de aceitar compromissos.
Explore as soluções com peneiras molecularesO motor de zeólito: como as peneiras moleculares impulsionam o craqueamento seletivo
Se o reator é o coração do hidrocraqueador e o hidrogénio é a sua força vital, a zeólita no interior do catalisador é o seu cérebro — o componente que determina quais as moléculas que são craqueadas, em que medida e em que produtos. Esta é a dimensão do hidrocraqueamento que a maioria dos artigos de divulgação geral ignora, mas é precisamente aqui que reside o maior potencial de otimização da engenharia.
Arquitetura dos poros: o guardião molecular
As zeólitas são aluminosilicatos cristalinos com uma característica distintiva: uma estrutura tridimensional perfurada por poros de tamanho precisamente uniforme. Na hidrocraqueamento, a zeólita dominante é a Y ultraestável (USY), que pertence à família de topologia FAU. A sua estrutura contém aberturas de poros em anéis de 12 membros com aproximadamente 0,74 nm de diâmetro, que conduzem a supergaiolas internas com cerca de 1,2 nm de diâmetro (MDPI Catalysts, 2025).
Estas dimensões não são arbitrárias — estão adaptadas às dimensões moleculares dos componentes da matéria-prima que a refinaria pretende craquear. As parafinas normais, com um diâmetro cinético de cerca de 0,49 nm, entram livremente nos poros e são rapidamente craqueadas. As isoparafinas, com cerca de 0,56 nm, entram mais lentamente. Os aromáticos de anel único (0,6–0,7 nm) podem entrar se primeiro sofrerem hidrogenação num sítio metálico próximo, o que reduz o seu diâmetro cinético. Os aromáticos de múltiplos anéis maiores — particularmente as espécies de três e quatro anéis prevalentes em matérias-primas pesadas de craqueamento e resíduos — aproximam-se ou excedem 1 nm e são fisicamente excluídos do sistema de poros da FAU, enquanto os aromáticos de dois anéis dominantes no LCO (0,7–0,9 nm) entram apenas lentamente e requerem hidrogenação prévia. Devem ser pré-craqueados em sítios ácidos da superfície externa ou processados através de uma rede mesoporosa deliberadamente introduzida no cristal de zeólito.
Trata-se da seletividade de forma — a base física do nome «peneira molecular» — e é a razão fundamental pela qual os catalisadores à base de zeólito apresentam um desempenho superior ao dos catalisadores de sílica-alumina amorfa no hidrocraqueamento seletivo. Um catalisador amorfo apresenta sítios ácidos a todas as moléculas da carga de forma indiscriminada. Um catalisador de zeólito filtra primeiro e depois craqueia — melhorando preferencialmente as moléculas que cabem nos seus poros.
Engenharia de locais ácidos: Controlo da profundidade da fissuração
Se a estrutura porosa determina quem entra, os sítios ácidos no interior determinam o que acontece a seguir. Cada átomo de alumínio que substitui o silício na estrutura da zeólita cria uma carga negativa líquida, equilibrada por um protão (H⁺). Estes protões são sítios ácidos de Brønsted — os centros catalíticos onde ocorre a clivagem da ligação carbono-carbono.
A densidade e a atividade destes sítios ácidos são determinadas principalmente pela relação sílica/alumina (SAR) da estrutura. Um SAR baixo (por exemplo, 3–5) significa mais alumínio, mais sítios ácidos e maior atividade de craqueamento — mas também menor estabilidade hidrotérmica, porque as estruturas ricas em alumínio são mais vulneráveis à desaluminação induzida por vapor a altas temperaturas. Um SAR elevado (20–80, obtido através da desaluminação a vapor pós-síntese para produzir USY) significa menos sítios ácidos, mas mais fortes e mais isolados — e uma estabilidade significativamente melhor em condições de hidrocraqueamento.
Este ajuste do SAR é a principal alavanca da refinaria para a seletividade do produto. Um catalisador de baixo SAR com alta densidade de sítios ácidos tende a sofrer um craqueamento excessivo — cortando as moléculas várias vezes e produzindo mais gás e nafta leve. Um catalisador USY de alto SAR, com os seus sítios ácidos esparsos mas fortes, tende a cortar cada molécula apenas uma ou duas vezes — maximizando o rendimento dos destilados médios. A mesma estrutura de zeólito do tipo Y, com diferentes valores de SAR, pode alterar a gama de produtos de «máximo de nafta» para «máximo de gasóleo» — tudo isto sem alterar o equipamento do reator.
Do pó de zeólito ao catalisador industrial: a ligação com a produção
O percurso desde os cristais de zeólito de laboratório até um catalisador de hidrocraqueamento comercial capaz de resistir a 200 bar e 400 °C durante 3 a 5 anos constitui, por si só, um desafio industrial significativo. O pó de zeólito — com os seus cristais à escala de microns e resistência mecânica insignificante — deve ser formulado em extrudados ou esferas à escala de milímetros com resistência à compressão suficiente para resistir à compactação do leito, estrutura porosa para facilitar a difusão molecular e resistência à abrasão para minimizar a formação de pó que aumentaria a queda de pressão no reator.
É neste processo de formulação — mistura de pó de zeólito com materiais aglutinantes (alumina, argila), amassamento, extrusão, secagem e calcinação — que reside grande parte da propriedade intelectual do fabricante do catalisador. O aglutinante não é um enchimento inerte; contribui com a mesoporosidade que melhora a difusão de moléculas maiores, e a sua interação com a zeólita pode modificar a acessibilidade dos sítios ácidos. As especificações-alvo são rigorosamente controladas: resistência à compressão tipicamente acima de 10 N/mm (compressão lateral), perda por atrito inferior a 0,5 % em peso e uma distribuição do volume de poros equilibrada entre microporos (na zeólita) e mesoporos (no aglutinante).
Diferentes aplicações de refinação exigem diferentes configurações de zeólitos. Uma refinaria que craqueia VGO leve para obter o máximo de gasóleo necessita de uma USY de alto SAR com densidade mínima de sítios ácidos e uma formulação otimizada para operação limitada por difusão. Uma refinaria que processa LCO em nafta para um reformador catalítico a jusante necessita de uma zeólita de baixo SAR com maior acidez, possivelmente incorporando uma zeólita secundária como a ZSM-5 (topologia MFI), cujos canais de anel de 10 membros mais estreitos (0,51–0,56 nm) proporcionam um craqueamento seletivo adicional de parafinas de cadeia linear.
É aqui que o conhecimento técnico do fabricante de peneiras moleculares tem um impacto direto na rentabilidade da refinaria. A capacidade de adaptar o tipo de cristal (FAU, BEA, MFI, CHA), a proporção sílica-alumina, a troca catiônica (terras raras para garantir a estabilidade ou metais específicos para a função catalítica), tamanho dos cristais (D₅₀ de 0,5 a 10 μm) e parâmetros de formação — e de fornecer essa personalização com consistência entre lotes ao abrigo de sistemas de qualidade certificados pela ISO — determina se uma refinaria obtém a gama de produtos e a vida útil do catalisador para as quais foi concebida, ou se tem de se contentar com compromissos. As empresas com profunda experiência interna em síntese e formulação de zeólitos transformam esta interface crítica de materiais numa oportunidade de otimização, em vez de uma restrição de aquisição. A JALON Zeolite — um fabricante cotado em bolsa com mais de 28 anos de I&D em peneiras moleculares, seis plataformas de investigação provinciais, cinco laboratórios universitários conjuntos e capacidade de personalização completa em todos os tipos de cristais, intervalos de SAR e especificações de catiões — é um desses fornecedores. As equipas técnicas que avaliam opções de peneiras moleculares para hidrocraqueamento ou aplicações de refinação relacionadas podem explorar o portfólio de produtos da JALON em jalonzeolite.com.
Rendimentos dos produtos, flexibilidade e integração com a refinaria
A produção do hidrocraqueador não consiste num único produto — trata-se de uma gama flexível que pode ser adaptada à procura do mercado. Uma distribuição representativa dos produtos de um hidrocraqueador de duas fases alimentado a VGO ilustra essa variedade:
| Fração do produto | Rendimento típico (wt%) | Utilização principal |
|---|---|---|
| GLP (C₃–C₄) | 5–10% | Combustível para cozinhar, matéria-prima petroquímica |
| Nafta leve (C₅–80 °C) | 10–15% | Mistura para gasolina, matéria-prima para a unidade de craqueamento de etileno |
| Nafta pesada (80–180 °C) | 25–35% | Matéria-prima do reformador catalítico (aromáticos BTX ou gasolina de alto octanagem) |
| Querosene / Combustível para aviões (180–270 °C) | 15–25% | Combustível para turbinas de aviação Jet A-1 |
| Gasóleo (270–370 °C) | 20–30% | Matéria-prima para a mistura de gasóleo com teor ultrabaixo de enxofre (ULSD) |
| Óleo não transformado (370 °C+) | 5–20% | Alimentação de FCC, mistura de óleo combustível ou reciclagem até à extinção |
A flexibilidade para alternar entre estes rendimentos constitui o valor estratégico do hidrocraqueador. Um aumento de 10 °C na temperatura do reator aumenta normalmente a conversão em 5 a 8 pontos percentuais, deslocando a distribuição do produto para frações mais leves. A alternância entre os modos «máximo diesel», «máximo jato» e «máximo nafta» é realizada através de ajustes na temperatura do reator, no LHSV e — em unidades de duas fases — na seleção do catalisador da segunda fase e na severidade operacional.
É esta flexibilidade do produto que torna o hidrocraqueador indispensável numa refinaria moderna. Quando as margens do gasóleo são elevadas (como tem acontecido nos mercados emergentes, com os setores dos transportes rodoviários e da construção em expansão), a unidade maximiza o rendimento de destilados médios. Quando a procura de gasolina ou de aromáticos aumenta, a unidade orienta-se para a produção de nafta pesada destinada ao reformador catalítico. Quando o consumo de combustível para aviões aumenta — impulsionado pela expansão das viagens aéreas na Ásia e no Médio Oriente —, a produção de querosene é maximizada. O hidrocraqueador é o canivete suíço da refinaria.
E faz isso ao produzir combustíveis que cumprem as normas ambientais mais rigorosas. O ambiente rico em hidrogénio satura as olefinas e os aromáticos, produzindo gasóleo com índices de cetano superiores a 50 e combustível para aviões com um teor de aromáticos inferior a 25 % em volume — ambos bem dentro das normas internacionais (Administração de Informação Energética dos EUA(2013). A dessulfuração profunda inerente ao processo significa que o gasóleo produzido pode cumprir as especificações de teor ultrabaixo de enxofre (≤10 ppm) sem necessidade de um hidrotreatador de refinamento separado.
No contexto mais amplo da refinaria, o hidrocraqueador e o FCC funcionam como motores de conversão complementares. O FCC produz principalmente gasolina a partir de matéria-prima da gama VGO, rejeitando o carbono sob a forma de coque no catalisador. O hidrocraqueador produz principalmente destilados médios a partir do subproduto LCO aromático do FCC e de gasóleos mais pesados e refratários — adicionando hidrogénio em vez de rejeitar carbono. Uma refinaria equipada com ambas as unidades pode processar uma vasta gama de matérias-primas de crude, ajustar a distribuição de produtos às condições do mercado e atingir níveis globais de conversão que nenhuma das unidades conseguiria alcançar sozinha.
Especifique os seus requisitos relativos às peneiras moleculares para hidrocraqueamento
Tipo de cristal personalizado, relação sílica/alumina, troca catiônica e parâmetros de formação — apoiados por 28 anos de investigação e desenvolvimento em zeólitos e fabrico com certificação ISO.
Referências
- Topsoe. «Fundamentos do projeto de hidrocraqueamento». 2004. https://www.topsoe.com/…
- ScienceDirect. «Hidrocracker — uma visão geral.» 2024. https://www.sciencedirect.com/topics/engineering/hydrocracker
- Universidade Estadual da Pensilvânia, Instituto Dutton. «Aplicações do hidrocraqueamento | FSC 432: Refinação de petróleo.» https://courses.ems.psu.edu/fsc432/node/716
- MDPI Catalysts. «Uma análise do progresso da investigação sobre catalisadores de zeólito para o hidrocraqueamento de petróleo pesado.» 2025. https://www.mdpi.com/2073-4344/15/4/401
- Administração de Informação Energética dos EUA. «A hidrocraqueamento é uma importante fonte de gasóleo e combustível para aviões.» 2013. https://www.eia.gov/todayinenergy/detail.php?id=9650
- Zeólito JALON. Gama de produtos. https://www.jalonzeolite.com/products/
- Zeólito JALON. Contacto. https://www.jalonzeolite.com/contact/
- Zeólito JALON. Página inicial. https://www.jalonzeolite.com/








